Pattern alignment relative to the grain of the fabric: Pattern pieces normally have a grain line. These types of folds are visible on both sides of the fabric (Crum, 1983; Dorkin and Chamberlain, 1961).
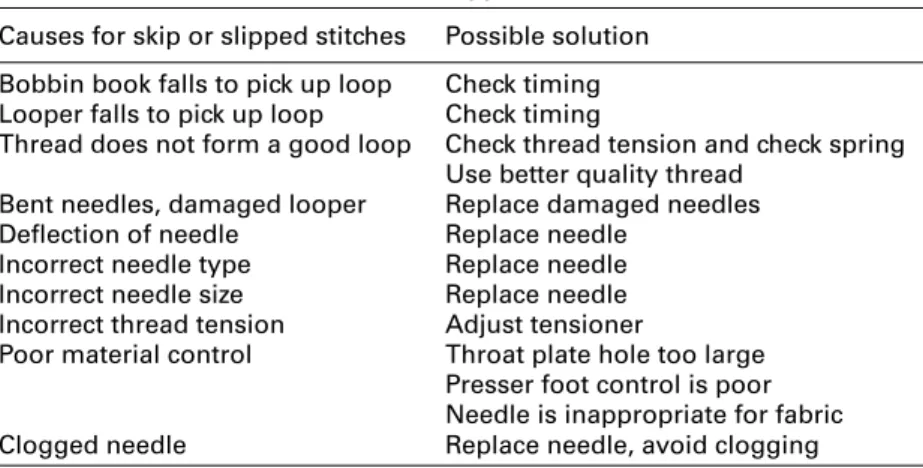
Causes of damage to the fabric during sewing
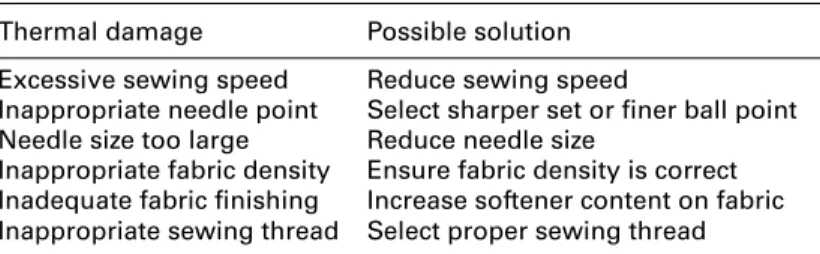
Sewing damage due to thermal problems
The movement of air around the needle allows heat to be lost by convection, with air currents created by the movement of the machine parts and the movement of the sewing thread. Softened polymer from either the sewing thread or the fabric being sewn (or both) can be deposited in the needle hole. The eye of the needle cools when processing stops, and the polymer hardens, thus blocking the eye.
During the downward part of the stitch formation cycle, a crease can form in the sewing thread near the needle eye. The amount and type of finish determines whether the needle temperature is increased or decreased. Heat is also generated as the thread passes quickly through the eye of the needle and against machine parts.
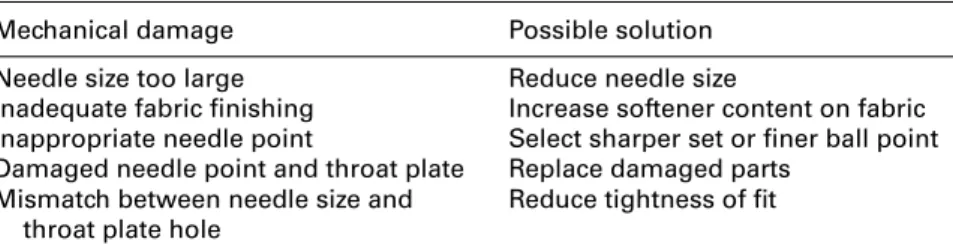
Sewing damage due to mechanical problems
When the needle tip hits a spun and/or multi-fiber yarn and passes through its center, a diamond-shaped opening is formed and some fibers/filaments elongate to accommodate the thickness of the needle. With needle penetration of a maximum coverage fabric, the fabric tends to bend from the horizontal plane. The action of the presser foot and neck plate tends to prevent bending and yarn breakage may occur.
The yarn is stretched in the plane of the fabric by warping the yarn, and it is also stretched in the direction of the needle axis by the deformation of the fabric by the needle tip. In some fabrics, the length of the yarn in the knitted loop is less than the circumference of the needle, so the yarn is pulled from the adjacent loops. If the tensile forces are equal to or greater than the breaking load of the yarn, it will break and cause a hole in the fabric at the seam (Laing and Webster, 1998).
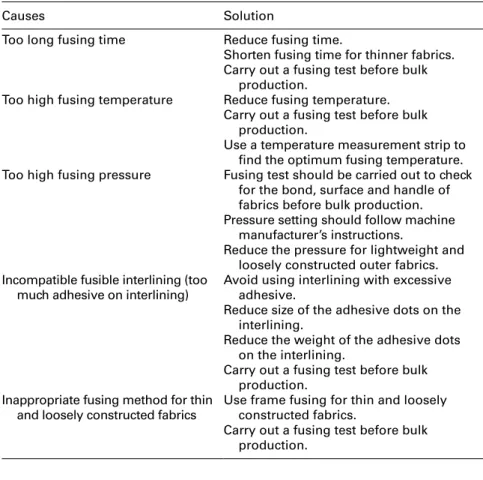
Control of fusing and pressing operations, storage and packaging
Fusing operations
The fabric in the horizontal plane during sewing is controlled by a feeder and a spring-loaded presser foot. The needle acts vertically on the fabric and the filaments/yarn can form a glove around the tip of the needle. Cotton interlock, which is often badly damaged in machine sewing, is not damaged at all when the fabric is held loosely in the hand and sewn by hand, illustrating the harmful effect of clamping.
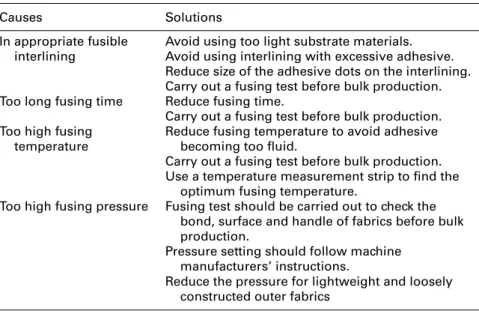
Crossing out means that the adhesive resin appears on the outside of the fabric to be fused. Strike-back means that adhesive resin appears on the non-adhesive side of the fusible interlining after fusion. Deformation of the bond can be caused by inadequate bonding conditions, improper handling of the bonding panels, poor fabric stability and incorrect bonding directions.
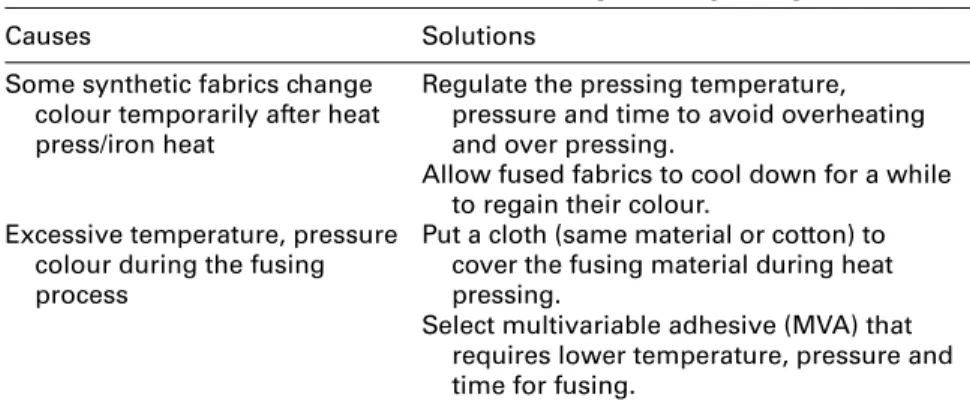
Pressing operations
Change the direction of the panels to prevent the corner of the garment panels from being caught by the fuser press pinch rollers first. Process Control in Garment Manufacturing 453 shrivel, first test the heat (temperature) of the iron before pressing, to ensure that it is suitable for the garment to be pressed. Test the heat on a spare piece of fabric before applying the iron to the clothes so you can find a suitable heat.
When placing a garment on a pressing machine, take care not to pull the grain of the fabric out of alignment so that it does not wrinkle unnecessarily. To avoid shine or iron-on marks on the right side, press the wrong side of the garment. If necessary, slide a strip of paper under the seam folds to prevent them from marking the right side of the fabric or garment (Butler 1972; Fan and Hunter, 2009).
Storage and packaging
If they are to be pressed from the 'right side' of the fabric, the temperature must be very low, while the steam must be completely dry, as synthetics cannot absorb moisture. The duration of pressing and the relative humidity of the environment during pre-conditioning and post-conditioning of fabrics also significantly affect the efficiency of pressing (Fan and Hunter, 2009). In addition, the storage area should be as clean as possible so that dust and dirt, acid pressure in atmospheric pollution, and the presence of moths or other pests do not cause the clothes to deteriorate during storage.
If possible, knitted or stretched clothing should be folded rather than hung and stored in a plastic bag. Sweaters should also be stored in plastic bags to prevent them from becoming soiled with fibers. Clothing containing wool should be stored in a moth-proof or moth-proof location (Finch and Putnam, 1977; Fan and Hunter, 2009).
Quality evaluation of apparel: testing for tailorability
Tailorability and low-stress mechanical properties
The storage room must have enough space to accommodate the garment without being too tightly packed, which can not only cause wrinkles in the garment, but also block air circulation (causing a build-up of moisture that leads to mildew on the garment). or result in excessive heat causing the plastic bags to bond to the fabric. Process control in clothing manufacturing 455 Fabrics are more stretchable in the low strain range than in higher ones. In tailoring, an originally flat fabric is shaped into stable, complex, three-dimensional clothing forms.
The conformation of a flat material to any three-dimensional surface requires complex mechanical deformation of the material, such as bending, elongation, longitudinal compression and shearing in the fabric plane at very low loads. The seam is inserted either in the warp or weft direction or at an angle. Test systems such as KES (Kawabata Evaluation System) and FAST (Fabric Assurance by Simple Testing) have been developed for performing tests on material samples in the low-stress region.
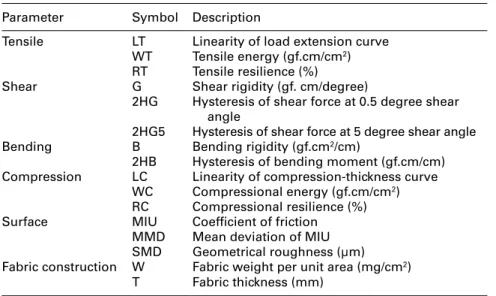
Kawabata evaluation system
The hysteresis behavior in tension, shear, bending and compression is measured to determine the elasticity of the fabric. The fabric sample is bent with the help of bending adjustment between curvatures of -2.5 cm –1 and +2.5 cm –1. 16.19, where the surface roughness and surface friction of the fabric sample are measured simultaneously.
The friction force between the fabric sample and the friction surface at the friction point is detected by a friction force detector. The surface roughness of the fabric is measured by a detection system that is essentially a displacement sensor. When the fabric moves in the horizontal plane, due to the roughness of the surface the probe is deflected vertically.
Fabric assurance by simple testing (FAST)
This vertical deflection of the probe measures the surface roughness of the fabric. It measures the thickness of the fabric under different loads, the variability and durability of the thickness of the surface layer of the fabric. This gives information about the pile or surface mass of the fabric (closely related to the surface treatment such as brushing, burning, finishing, etc.).
Surface Relaxed Thickness (STR) is a measure of ST after the fabric is exposed to steam or water. Fabric BL simulates the drape of the fabric, and B is related to the stiffness quality when handling the fabric. In addition to fabric extensibility, another important parameter related to the fabric handle, shear stiffness (G), is measured in the FAST-3 system.
Quality evaluation of apparel: testing for sewability
- Seam strength
- Seam slippage
- Seam damage or needle cutting
- Seam appearance
The force, elongation and nature of the fracture (seam fracture or fabric fracture) is noted [ASTM D1683]. In the case of a knitted specimen, the specimen is clamped in the ball burst tester in such a way that the seam is in the center of the clamps. The strength of a seam or stitching must be equal to that of the material it joins in order to have a balanced construction that will withstand the forces experienced in the use of the garment of which the seam is a part.
The stitch type, thread strength, stitches per inch, thread tension, seam type and seam efficiency of the material affect the seam strength. Seam damage or needle cuts occur due to stiffness of the threads in fabric and their lack of mobility. The overall seam performance can best be assessed by examining the surface appearance of the seam line with a microscope.
Quality evaluation of accessories
- Zippers
- Sewing threads
- Buttons
- Snap fasteners
The change in shade of the zipper (ribbon) and the degree of dyeing of the multifi bre test fabric are evaluated by the AATCC gray scale for dyeing and color change or the chromatic scale of color transfer (ASTM D2057). Next, the functionality of the chain is tested and compared to the functionality of the original chain. The thread count is then calculated from the weight and measured length of the thread.
The yarn number is calculated from the mass and length of the yarn in the skein. For all practical purposes, calculating the thread number of a sewing thread based on a short-length sample is sufficient. The loop strength and elongation of a sewing thread is a measure of the thread's ability to contribute to sewing performance.
The quality of snaps is generally judged by how easily they can be attached or detached and their holding power. ASTM D2256, Standard Test Method for Tensile Properties of Yarns by the Single Strand Method, West Conshohocken, ASTM International. ASTM D5171, Standard Test Method for Impact Resistance of Plastic Through-Flange Buttons, West Conshohocken, ASTM International.
Hurt F N and Tyler D J (1971), An investigation of needle heating and related problems in machine sewing-I, HATRA Research Report No.19. Hurt F N and Tyler D J (1972a), An investigation of needle heating and related problems in machine sewing-II, HATRA Research Report No.20. Hurt F N and Tyler D J (1972b), An investigation of needle heating and related problems in machine sewing-III, HATRA Research Report No.21.