PENERAPAN LEAN MANUFACTURING UNTUK
MEREDUKSI TIME WASTE PADA PROSES PRODUKSI DI
PT. APINDOWAJA AMPUH PERSADA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari
Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh:
MELISA NELTA MARIA S.
NIM. 070403101
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa karena
atas berkat dan rahmat-Nya kepada penulis sehingga dapat menyelesaikan Tugas
Sarjana ini.
Tugas Sarjana ini merupakan salah satu syarat bagi penulis untuk
memperoleh gelar Sarjana Teknik di Departemen Teknik Industri, Fakultas
Teknik, Universitas Sumatera Utara.
Tugas Sarjana ini berjudul “Penerapan Lean Manufacturing Untuk Mereduksi Time Waste Pada Proses Produksi Di PT. Apindowaja Ampuh Persada”. Tugas Sarjana ini merupakan sarana bagi penulis untuk melakukan studi
terhadap salah satu permasalahan nyata dalam perusahaan.
Penulis menyadari masih banyak kekurangan dalam Tugas Sarjana ini. Oleh
karena itu, kritik dan saran yang bersifat membangun sangat diharapkan untuk
penyempurnaan Tugas Sarjana ini. Akhir kata, penulis mengharapkan agar Tugas
Sarjana ini dapat memberikan manfaat bagi semua pihak yang memerlukannya.
Medan, April 2012
UCAPAN TERIMA KASIH
Dalam penulisan Tugas Sarjana ini, penulis telah banyak mendapatkan
bimbingan dan dukungan dari berbagai pihak, baik berupa materi, moral,
informasi maupun administrasi. Oleh karena itu, penulis mengucapkan terima
kasih kepada:
1. Ibu Ir. Khawarita Siregar, MT selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara.
2. Bapak Ir. Ukurta Tarigan, MT selaku Sekretaris Departemen Teknik Industri
Universitas Sumatera Utara.
3. Ibu Ir. Rosnani Ginting, MT dan Bapak Ir. Mangara Tambunan, M.Sc selaku
Koordinator Tugas Sarjana Departemen Teknik Industri Universitas Sumatera
Utara.
4. Bapak Prof. Dr. Ir. Sukaria Sinulingga, M.Eng selaku Koordinator Bidang
Rekayasa Sistem Manufaktur yang telah memberikan dukungan dan arahan
dalam pengajuan judul Tugas Sarjana.
5. Bapak Prof. Dr. Ir. Humala L. Napitupulu, DEA selaku Dosen Pembimbing I
yang telah banyak memberi bimbingan selama pengerjaan Laporan Tugas
Sarjana.
6. Bapak Ikhsan Siregar, ST., M.Eng selaku Dosen Pembimbing II yang telah
7. Bapak Darmawan, ST selaku Asisten Manajer PT. Apindowaja Ampuh
Persada yang telah memberi bantuan pembuatan izin riset tugas sarjana dan
memberi informasi selama penelitian di perusahaan.
8. Kedua orangtua penulis (Bapak T. Sianipar dan Ibu M. Sihombing),
saudara-saudara penulis, dan seluruh keluarga besar penulis yang telah memberi
dukungan dan doa bagi penulis.
9. Sahabat penulis, yaitu Kristiani, Putri, Frisilia, Elfrida, Elizabeth, atas kerja
sama dan masukannnya dalam menyelesaikan Laporan Tugas Sarjana.
10.Semua rekan-rekan Teknik Industri USU stambuk 2007 yang telah memberi
masukan dan semangat kepada penulis.
11.Bang Nurmansyah, Bang Mijo, Bang Bowo, Bang Ridho, Kak Dina, dan Kak
Ani atas bantuan yang telah diberikan dalam memperlancar penyelesaian
administrasi Tugas Sarjana.
Kepada semua pihak yang telah banyak membantu dalam menyelesaikan
Tugas Sarjana ini dan tidak dapat penulis sebutkan satu per satu, penulis
mengucapkan terima kasih. Akhir kata, semoga laporan ini bermanfaat bagi kita
semua.
Medan, April 2012
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL
LEMBAR PENGESAHAN ... i
SERTIFIKAT EVALUASI TUGAS SARJANA ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... vi
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN ... xvii
ABSTRAK ... xviii
I Pendahuluan ... I-1
1.1. Latar Belakang ... I-1
1.2. Rumusan Masalah ... I-3
1.3. Tujuan Penelitian ... I-3
1.4. Batasan Masalah dan Asumsi ... I-3
1.5. Manfaat Penelitian ... I-4
DAFTAR ISI (Lanjutan)
BAB HALAMAN
II. Gambaran Umum Perusahaan ... II-1
2.1. Sejarah Perusahaan ... 2-1
2.2. Organisasi dan Manajemen ... 2-1
2.2.1. Struktur Organisasi Perusahaan ... 2-2
2.2.2. Uraian Tugas dan Tanggung Jawab... 2-4
2.2.3. Tenaga Kerja dan Jam Kerja ... 2-4
2.2.4. Sistem Pengupahan dan Fasilitas Lainnya... 2-5
2.3. Proses Produksi ... 2-5
2.3.1. Bahan Baku ... 2-5
2.3.2. Bahan Tambahan ... 2-6
2.3.3. Bahan Penolong ... 2-6
2.3.4. Standar Mutu Bahan Baku ... 2-7
2.3.5. Standar Mutu Produk ... 2-7
2.3.6. Uraian Proses Produksi ... 2-8
2.3.7. Mesin dan Peralatan... 2-10
2.3.8. Utilitas ... 2-14
III Landasan Teori ... III-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.3. Tools yang Digunakan dalam Lean Manufacturing ... III-5 3.3.1. Value Stream Mapping ... III-6 3.3.2. 5S (Workplace Organization) ... III-16 3.3.3. SMED (Single Minute Exchange of Die) ... III-17 3.4. Studi Waktu ... III-18
3.4.1. Pengujian Keseragaman Data ... III-19
3.4.2. Uji Kecukupan Data ... III-21
3.4.3. Perhitungan Waktu Standar ... III-22
3.5. Metode Jalur Kritis ... III-23
IV Metodologi Penelitian ... IV-1
4.1. Tempat dan Waktu Penelitian ... IV-1
4.2. Jenis Penelitian ... IV-1
4.3. Kerangka Konseptual ... IV-1
4.4. Prosedur Penelitian ... IV-4
4.5. Identifikasi Kebutuhan Data dan Instrumen Penelitian ... IV-5
4.6. Metode Pengumpulan Data ... IV-6
4.7. Pengolahan Data ... IV-7
4.8. Analisis Pemecahan Masalah ... IV-9
DAFTAR ISI (Lanjutan)
BAB HALAMAN
V Pengumpulan Dan Pengolahan Data ... V-1
5.1. Pengumpulan Data ... V-1
5.1.1. Data Produk dan Aliran Proses ... V-1
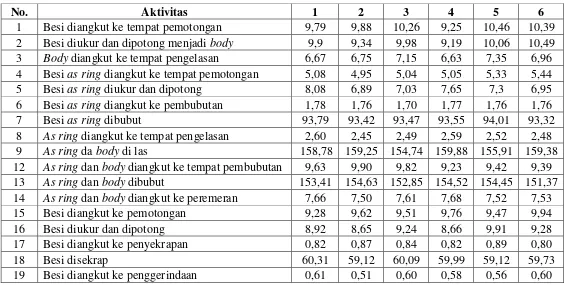
5.1.2. Data Sekunder untuk Melengkapi Value Stream Mapping ... V-4 5.1.3. Data Waktu Siklus dan Proses Produksi... V-5
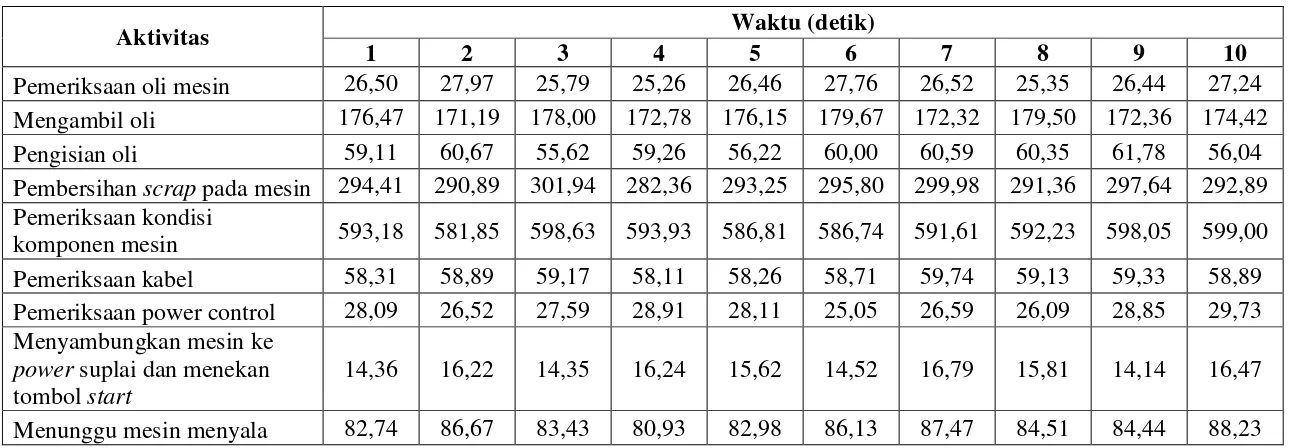
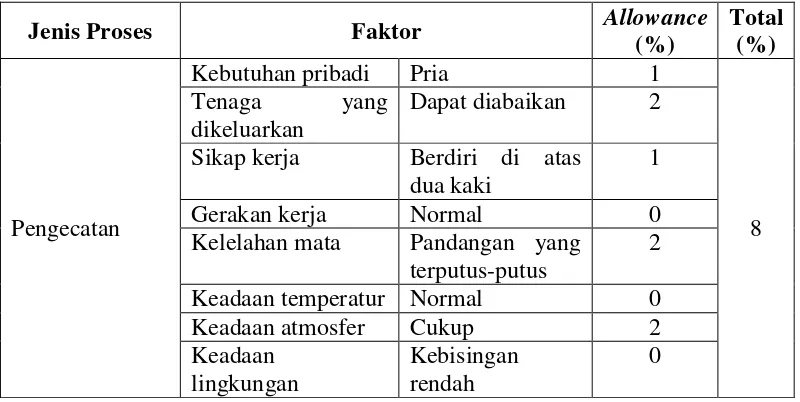
5.1.4. Waktu Set Up Mesin ... V-6 5.1.5. Penilaian Rating Factor Operator dan Allowance ... V-9 5.1.6. Aliran Informasi ... V-14
5.2. Pengolahan Data ... V-16
5.2.1. Uji Keseragaman Data ... V-16
5.2.2.1. Uji Keseragaman Data Waktu Proses ... V-16
5.2.2.2. Uji Keseragaman Sata Waktu Set Up ... V-18 5.2.2. Uji Kecukupan Data ... V-21
5.2.2.1. Uji Kecukupan Data Waktu Proses ... V-22
5.2.2.2. Uji Kecukupan Data Waktu Set Up ... V-24 5.2.3. Perhitungan Waktu Standar ... V-25
5.2.3.1. Perhitungan Waktu Standar Proses ... V-25
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.4.2. Menentukan Value Stream Manager ... V-32 5.2.4.3. Membuat Diagram SIPOC ... V-32
5.2.4.4. Membuat Peta untuk Setiap Kategori Proses di
Sepanjang Value Stream dan Peta Keseluruhan
Pabrik ... V-33
5.2.5. Perhitungan Takt Time ... V-45
VI Analisis Pemecahan Masalah ... VI-1
6.1. Analisis ... VI-1
6.1.1. Analisis Current State Map ... VI-1 6.1.2. Solusi dari Analisis Current State Map ... VI-17
6.1.2.1. Penerapan SMED (Single Minute Exchange of
Die) ... VI-19 6.1.2.2. Perlunya Penerapan 5S (Seiri, Seiton, Seiso, Seiketsu,
Shitsuke)... VI-27 6.2. Evaluasi Hasil yang Diusulkan ... VI-25
6.3. Penyusunan Strategi Implementasi ... VI-29
VII Kesimpulan dan Saran ... VII-1
DAFTAR ISI (Lanjutan)
7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
1.1. Data Keterlambatan Produk Mainshaft ... I-2 2.1. Standar Mutu Digester ... II-8 2.2. Standar Mutu Screwpress ... II-8 3.1. Lambang Dasar Value Stream Mapping ... III-15 3.2. Hasil Perhitungan maju untuk Mendapatkan EF ... III-26
3.3. Hasil Perhitungan maju untuk Mendapatkan LF ... III-27
34. Hasil Perhitungan Slack ... III-28 4.1. Bar Chart Perencanaan Pelaksanaan Tugas Akhir ... IV-6 5.1. Data Scrap, Uptime, Changeover Time, Jumlah Operator ... V-4 5.2. Data Aktivitas dan Waktu Proses Produksi Mainshaft ... V-5 5.3. Data Kegiatan dan Waktu Set Up Mesin ... V-6 5.4. Penilaian Rating Factor Operator Proses Produksi ... V-9 5.5. Penetapan Allowance Terhadap Proses Produksi ... V-10 5.6. Penilaian Rating Factor Operator Waktu Set Up ... V-12 5.7. Allowance Kegiatan Set up ... V-12 5.8. Penilaian Rating Factor Operator Transportasi ... V-13 5.9. Allowance Aktivitas Transportasi ... V-13 5.10. Waktu Proses Pengangkutan Besi ke Pemotongan Body ... V-16 5.11. Rekapitulasi Hasil Uji Keseragaman Data Waktu Proses ... V-17
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.13. Rekapitulasi Uji Keseragaman Waktu Set up ... V-20 5.14. Uji Kecukupan Data pada Proses Pengangkutan Besi Ke Pemotongan . V-22 5.15. Rekapitulasi Perhitungan Uji Kecukupan Data ... V-23 5.16. Waktu Set up Pemeriksaan Oli ... V-24 5.17. Rekapitulasi Uji Kecukupan Data Waktu Set up ... V-25 5.18. Rekapitulasi Perhitungan Waktu Siklus ... V-26
5.19. Rekapitulasi Perhitungan Waktu Standar Proses Produksi ... V-28 5.20. Rekapitulasi Waktu Standar Untuk 2 Unit ... V-29
5.21. Rekapitulasi Waktu Baku Set Up Mesin ... V-31 5.22. Informasi Untuk Mapping ... V-33 5.23. Waktu Aktual Proses untuk 2 Komponen ... V-40
5.24. Perhitungan Production Process Time ... V-43 5.25. TaktTime Setiap Proses ... V-47 6.1. Perincian Value Added Time dan NonValue Added Time ... VI-2 6.2. Perbandingan Waktu Aktual dan Waktu Standar ... VI-10
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
6.7. Tabel Perubahan Production Process Time Produksi ... VI-22 6.8. Perbandingan Perubahan Lead Time Current State Map & Future
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Apindowaja Ampuh Persada ... II-3
3.1. The Value Stream Manager ... III-10 3.2. Contoh Current State Map ... III-12 3.3. Simbol Supermarket ... III-13 3.4. Contoh Jaringan Kerja Proyek ... III-25
4.1. Kerangka Konseptual ... IV-2
4.2. Block Diagram Penelitian ... IV-5 4.3. Blok Diagram Pengolahan Data ... IV-8
4.4. Tahapan Pengolahan Data ... IV-9
5.1. Struktur MainshaftI ... V-2 5.2. Flowchart Proses Produksi Mainshaft ... V-3 5.3. Aliran Informasi ... V-14
5.4. Grafik keseragaman Data pada Proses Pengangkutan Besi ... V-17
5.5. Permintaan Sparepart Bulan Januari ... V-32 5.6. SIPOC Diagram ... V-34 5.7. Process Box ... V-35 5.8. Pemetaan Tahapan Proses Mainshaft ... V-37 5.9. Current State Map dengan Aliran Infromasi dan Aliran Material ... V-39 5.10. Jaringan Kerja Proses Produksi ... V-41
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
6.1. Diagram Perbandingan Value Added Time dan Non Value Added Time VI-9 6.2. Perbandingan Takt Time dan Waktu Siklus ... VI-12 6.3. Material dan Mesin Menunggu ... VI-15
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Tabel Rating FactorWestinghouse ... L-1 2. Tabel Allowance ... L-2 3. Uraian Tugas Dan Tanggung Jawab Organisasi Perusahaan ... L-4
4. Uji Keseragaman Data Waktu Aktual ... L-10
5. Uji Kecukupan Data ... L-24
5. Waktu Siklus Setiap Proses ... L-26
6. Surat Permohonan Tugas Sarjana ... L-35
7. Formulir Penetapan Tugas Sarjana ... L-36
8. Surat Permohonan Riset Tugas Sarjana di PT. Apindowaja Ampuh
Persada ... L-37
9. Surat Balasan Penerimaan Riset Tugas Sarjana dari
PT. Apindowaja Ampuh Persada ... L-38
10. Surat Keputusan Tugas Sarjana Mahasiswa ... L-39
11. Perubahan Surat Keputusan ... L-40
11. Lembar Asistensi Dosen Pembimbing I ... L-41
ABSTRAK
PT. Apindowaja Ampuh Persada merupakan perusahaan manufacturing
yang menghasilkan produk spareparts dari peralatan di pabrik kelapa sawit. Perusahaan menggunakan sistem make to order sehingga produksi yang dilakukan berdasarkan pesanan. Mainshaft merupakan salah satu produk sparepart yang dihasilkan oleh perusahaan dan merupakan produk yang paling sering diproduksi oleh perusahaan. Pada proses produksi mainshaft yang berlangsung pada perusahaan menunjukkan adanya aktivitas yang tidak memberi nilai tambah antara lain waktu menunggu antar proses dimana ada pekerja yang menunggu kedatangan proses, material tidak langsung dikerjakan pada proses berikutnya atau material menunggu untuk diproses. Hal ini mengakibatkan terjadinya keterlambatan dalam penyerahan produk kepada konsumen karena ketidaktepatan dalam menentukan jadwal kontrak penyelesaian produk. Perkiraan waktu proses produksi mainshaft tidak tepat karena tidak adanya acuan waktu pengerjaan
mainshaft dan pengerjaan yang kebih lama dari seharusnya mengakibatkan ketidakmampuan dalam memenuhi sesuai dengan jadwal yang ditetapkan dalam kontrak.
Penerapan konsep lean manufacturing dapat membantu mengidentifikasi
waste yang terjadi selama proses produksi berlangsung dan mereduksi waste yang terjadi. Tool yang digunakan dalam mengidentifikasi waste yang ada adalah value stream mapping yang akan memetakan nilai selama proses produksi untuk setiap aktivitas yang terjadi yang digambarkan pada current state map dimana
production process time untuk waktu sekarang diperolehsehingga dapat diketahui aktivitas mana yang dapat memberikan nilai tambah dan yang tidak memberikan nilai tambah. Selanjutnya dilakukan analisis terhadap current state map yaitu mengelompokkan aktivitas value added dan aktivitas non value added, membandingkan waktu aktual dan waktu baku yang diperoleh sehingga diketahui pada aktivitas mana terdapat waste waktu. Diberikan solusi untuk mereduksi
waste waktu yang terjadi pada aktivitas proses agar waktu penyelesaian produk sesuai atau lebih rendah dari waktu baku. Perlunya penerapan prinsip 5S dan SMED untuk mendukung pelaksanaan Lean Manufacturing. Dilakukan perhitungan production process time dari perubahan waktu aktual dan dilakukan penggambaran future state map berdasarkan perubahan waktu yang terjadi. Dengan dilakukannya perbaikan, diperoleh pengurangan production lead time
sebanyak 21,17% yaitu dari 1038,9 menit menjadi 819,01 menit.
BAB I
PENDAHULUAN
1.1. Latar Belakang
Perusahaan harus dapat menghasilkan produk yang berkualitas dan
memberikan pelayanan yang memuaskan pada pelanggan untuk tetap dapat
bertahan pada persaingan industri yang ketat saat ini. Hal ini dapat dilakukan
perusahaan antara lain dengan meningkatkan kelancaran produksi. Kelancaran
produksi sangat penting untuk mencapai target yang ingin dicapai perusahaan dan
proses produksi yang efisien. Proses produksi yang efisien dapat dicapai dengan
mengurangi pemborosan (waste) yang ada. Upaya yang dapat dilakukan untuk mengurangi pemborosan (waste) pada proses produksi dapat dilakukan dengan pendekatan lean manufacturing. Dasar pemikiran lean adalah mengidentifikasi dan mengeliminasi pemborosan (waste), memperbaiki kualitas, dan mereduksi biaya dan waktu produksi. Identifikasi dan reduksi pemborosan dengan
pendekatan lean manufacturing diperlukan untuk menciptakan kelancaran proses produksi dan efisiensi.
PT. Apindowaja Ampuh Persada adalah sebuah perusahaan manufaktur
yang bergerak di bidang perbaikan dan pembuatan spare parts mesin dan mesin-mesin produksi kelapa sawit. Mesin yang dihasilkan adalah mesin-mesin screw press dan mesin digester. Spare parts yang dihasilkan adalah main shuft, cone, cone guide,
plat digester, short long arm, strainer, extensionshut, v-bel, press cage, panl. PT. Apindowaja Ampuh Persada menggunakan sistem make to order dimana permintaan bervariasi dari segi jumlah dan spesifikasi sesuai dengan permintaan
pelanggan. Adapun yang menjadi pelanggan PT. Apindowaja Ampuh Persada
adalah pabrik-pabrik kelapa sawit yang berdomisili di Sumatera Utara. Proses
produksi di PT. Apindowaja Ampuh Persada menggunakan mesin-mesin yang
dikendalikan oleh tenaga manusia.
Perusahaan sering mengalami keterlambatan dalam penyerahan produk
kepada konsumen karena ketidaktepatan dalam menentukan jadwal kontrak
penyelesaian produk. Salah satu produk sparepart yang diproduksi oleh PT. Apindowaja Ampuh Persada adalah mainshaft. Data keterlambatan produk
mainshaft yang terjadi pada bulan Oktober 2011, November 2011, dan Desember 2011 dapat dilihat pada Tabel 1.1.
Tabel 1.1. Data Keterlambatan Produk Mainshaft
Bulan Jumlah (Unit) Keterlambatan
(Hari)
Oktober 2011 24 14
November 2011 12 3
Desember 2011 40 5
Sumber: PT. Apindowaja Ampuh Persada
Terjadinya kerterlambatan seperti yang disajikan pada Tabel 1.1
disebabkan oleh 2 hal. Yang pertama adalah perkiraan waktu proses produksi
mainshaft yang tidak tepat karena tidak berdasarkan standar waktu penyelesaian produk, sementara pada perusahaan belum ada acuan waktu standar pengerjaan
lama dari yang seharusnya sehingga tidak dapat memenuhi jadwal yang
ditetapkan dalam kontrak.
1.2. Rumusan Masalah
Berdasarkan latar belakang di atas, terdapat masalah penentuan production process time yang tidak tepat pada proses pembuatan mainshaft sehingga mengakibatkan keterlambatan waktu dalam pemenuhan kontrak penyerahan
produk akhir kepada pelanggan. Masalah ini perlu di atasi dengan cara
menerapkan konsep lean manufacturing.
1.3. Tujuan Penelitian
Tujuan dari penelitian ini adalah untuk mereduksi waste waktu dengan menerapkan konsep lean manufacturing dan mendapatkan production process time penyelesaian produk mainshaft berdasarkan waktu standarnya.
1.4. Batasan Masalah dan Asumsi
Adapun batasan dalam penelitian ini adalah :
1. Waste yang diamati adalah waste waktu.
2. Penelitian dilakukan terhadap proses pembuatan sparepart mainshaft yaitu
mainshaft AP16 dan AP17 yang merupakan produk paling sering diproduksi perusahaan.
3. Penelitian dilakukan mulai dari penerimaan raw material sampai finished good
4. Pengamatan waktu secara langsung hanya dilakukan untuk data waktu proses
produksi sedangkan data waktu lainnya diambil dari data historis perusahaan.
Asumsi yang digunakan dalam penelitian yang dilakukan adalah :
1. Selama penelitian berlangsung, proses kerja tidak berubah dan sesuai dengan
prosedur yang ada.
2. Tidak ada penambahan jenis produk.
3. Tidak ada penambahan mesin dan peralatan yang baru.
4. Pekerja dalam keadaan terampil dengan pekerjaannya, memahami prosedur
kerja, dan bekerja secara normal.
5. Mesin tidak dalam keadaan rusak.
6. Tidak ada perubahan tata letak mesin dan peralatan, dan pola aliran.
1.5. Manfaat Penelitian
Manfaat yang diharapkan dapat diperoleh dari penelitian ini adalah:
a. Bagi Mahasiswa
Meningkatkan kemampuan bagi mahasiswa dalam menerapkan teori dan
metode ilmiah yang diperoleh selama mengikuti perkuliahan dengan
mengaplikasikannya di lapangan.
b. Bagi Perusahaan
Sebagai masukan bagi pihak perusahaan untuk perbaikan proses produksi
c. Bagi Departemen Taknik Industri
Mempererat kerjasama antara perusahaan dengan Departemen Teknik
Industri, Fakultas Teknik USU dan untuk menambah literatur perpustakaan.
1.6. Sistematika Penulisan Tugas Akhir
Sistematika yang digunakan dalam penulisan tugas akhir ini adalah
sebagai berikut :
BAB I PENDAHULUAN
Bab ini berisi latar belakang masalah, perumusan masalah, tujuan dan
sasaran penelitian, ruang lingkup dan asumsi penelitian dan
sistematika penulisan tugas akhir.
BAB II GAMBARAN UMUM PERUSAHAAN
Bab ini berisi sejarah dan gambaran umum perusahaan, organisasi
dan manajemen serta proses produksi.
BAB III LANDASAN TEORI
Bab ini berisi teori-teori yang digunakan dalam analisis pemecahan
masalah.
BAB IV METODOLOGI PENELITIAN
Bab ini berisi tahapan-tahapan penelitian mulai dari persiapan hingga
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini berisi data-data primer dan sekunder yang diperoleh dari
penelitian serta pengolahan data yang membantu dalam pemecahan
masalah.
BAB VI ANALISIS PEMECAHAN MASALAH
Bab ini berisi analisis hasil pengolahan data dan pemecahan masalah.
BAB VII KESIMPULAN DAN SARAN
Bab ini berisi kesimpulan yang didapat dari hasil pemecahan masalah
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Apindowaja Ampuh Persada merupakan industri manufaktur yang
bergerak di bidang pembuatan dan perbaikan mesin-mesin produksi kelapa sawit.
PT. Apindiwaja Ampuh Persada berdiri pada September 1991 dan berlokasi di
Jalan K.L. Yos Sudardso Km. 10,5 No. 56 Medan, Sumatera Utara. Adapun
pendiri sekaligus pemilik perusahaan ini adalah Sofyan Tantono dan E. Tantono.
Perusahaan ini memiliki areal seluas 3750 m2.
PT. Apindowaja Ampuh Persada menggunakan sistem make to order
dimana permintaan produk bervariasi dari segi jumlah dan spesifikasi sesuai
dengan permintaan pelanggan. Yang menjadi pelanggan PT. Apindowaja Ampuh
Persada adalah pabrik-pabrik kelapa sawit yang berdomisili di Sumatera Utara
dan sebagian besar diekspor ke Malaysia. Dalam menjalankan proses
produksinya, teknologi produksi yang digunakan PT. Apindowaja Ampuh Persada
bersifat semi otomatis, dimana sebagian proses produksi masih menggunakan
mekanisme manual dalam bekerja.
2.2. Organisasi dan Manajemen
Organisasi pada dasarnya merupakan tempat atau wadah dimana
orang-orang berkumpul, bekerjasama secara rasional dan sistematis, terencana,
material, mesin, metode, lingkungan), sarana-prasarana, data, dan lain sebagainya
yang digunakan secara efisien dan efektif untuk mencapai tujuan organisasi.
Organisasi dapat pula didefinisikan sebagai struktur pembagian kerja dan struktur
tata hubungan kerja antara sekelompok pemegang posisi yang bekerjasama secara
tertentu untk bersama-sama mencapai tujuan tertentu.
2.2.1. Struktur Organisasi Perusahaan
Struktur organisasi yang digunakan PT. Apindowaja Ampuh Persada
adalah struktur organisasi lini dan fungsional. Disebut lini karena tiap kepala
bagian divisi memerintah secara langsung bawahannya, dan bawahan hanya
bertanggung jawab kepada kepala bagian bidangnya. Disebut juga fungsional
karena suatu bagian dapat berhubungan dengan anggota maupun kepala bagian
secara langsung.
Struktur organisasi PT. Apindowaja Ampuh Persada dapat dilihat pada
Direktur utama
Sumber: PT. Apindowaja Ampuh Persada
2.2.2. Uraian Tugas dan Tanggung Jawab
Pembagian tugas dan tanggung jawab pada PT. Apindowaja Ampuh
Persada dibagi menurut fungsi yang telah ditetapkan. Adapun tugas dan tanggung
jawab setiap bagian dalam perusahaan dapat dilihat pada lampiran.
2.2.3. Tenaga Kerja dan Jam Kerja
Jumlah tenaga kerja yang dibutuhkan demi berjalannya gerak langkah
perusahaan didasari atas kebutuhan setiap bagian lahan kerja. Tenaga kerja pada
PT. Apindowaja Ampuh Persada terbagi kepada dua bagian, yaitu:
1. Tenaga Kerja Tidak Langsung
Tenaga kerja tidak langsung adalah tenaga kerja yang tidak berhubungan
langsung terhadap berjalannya produksi, tetapi berdampak terhadap
berjalannya produksi, baik dalam bidang manajemen ataupun administratif.
Tenaga kerja tidak langsung PT. Apindowaja Ampuh Persada berjumlah 8
orang.
2. Tenaga Kerja Langsung
Tenaga kerja langsung adalah tenaga kerja yang berhubungan langsung
terhadap pembuatan produk. PT. Apindowaja Ampuh Persada memiliki 35
tenaga kerja langsung dimana 12 orang karyawan tetap dan 23 orang
karyawan harian .
jumlah permintaan tinggi maka dilakukan overtime mulai pukul 16.00 WIB – 20.00 WIB.
2.2.4. Sistem Pengupahan dan Fasilitas Lainnya
Sistem pengupahan pada PT. Apindowaja Ampuh Persada diatur
berdasarkan status karyawan, dimana pemberian upah pada dasarnya ditetapkan
berdasarkan jabatan, keahlian, kecakapan, prestasi kerja, dan sebagainya dari
karyawan yang bersangkutan. Pajak atas upah menjadi tanggung jawab
masing-masing karyawan. Pengupahan pada perusahaan ini terdiri atas :
a. Upah pokok
b. Insentif
c. Tunjangan makan
Bagi karyawan yang melakukan kerja lembur akan mendapatkan tambahan
yang dihitung berdasarkan tarif upah lembur. Selain upah pokok yang diterima
oleh karyawan, perusahaan memberikan suatu jaminan sosial dan tunjangan
kepada karyawan. Adapun tunjangan yang diberikan antara lain :
a. Tunjangan Hari Raya dan Tahun Baru
b. Tanggungan kecelakaan kerja.
2.3. Proses Produksi 2.3.1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam proses pembuatan
lainnya dan akan mengalami perubahan fisik maupun kimia yang langsung ikut
dalam proses produksi sampai dihasilkannya produk jadi.
PT. Apindowaja Ampuh Persada menggunakan bahan baku berupa
potongan besi. Sumber bahan baku diperoleh dari pengecoran logam Indo dan
hasil impor dari luar negeri (Jerman, Singapura, dan Cina).
2.3.2. Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan dalam proses produksi
dalam rangka meningkatkan mutu produk dimana bahan ini merupakan bagian
dari produk. Bahan tambahan yang digunakan adalah PT Apindowaja Ampuh
Persada adalah cat tahan panas yang digunakan untuk memberikan warna pada
produk digester dan screwpress.
2.3.3. Bahan Penolong
Bahan penolong adalah bahan yang digunakan dalam rangka
memperlancar proses produksi dan bahan ini bukan bagian dari produk akhir.
Bahan penolong yang digunakan pada PT. Apindowaja Ampuh Persada adalah
LPG dan oksigen yang digunakan untuk proses pemotongan plat baik yang tipis
maupun yang tebal dari berbagai macam ukuran yang diperlukan dalam proses
2.3.4. Standar Mutu Bahan Baku
Standar mutu sangat perlu untuk ditingkatkan dan dipertahankan guna
menjaga standar kualitas produk akhir. Standar yang diterapkan ini sangat
mempengaruhi kualitas produk yang ingin dipasarkan dan berani bersaing dengan
perusahaan sejenis. PT. Apindowaja Ampuh Persada selalu menempatkan kualitas
terhadap produk sebagai hal yang terpenting. Perusahaan selalu meyakinkan
kualitas pasokan dari para pemasoknya karena perusahaan mengawasi secara
penuh kualitas dan proses produksinya. Untuk standard material harus dipastikan
bebas dari korosi yang berlebihan, kerusakan seperti cacat permukaan, perubahan
bentuk seperti tekuk dan puntir. Selain itu material harus dikontrol untuk
memastikan bahwa material dengan standar yang berbeda atau material yang cacat
tidak tercampur dengan material yang telah lolos uji penerimaan, dan material
harus disimpan dalam kondisi yang bagus. Dan oleh karena itulah perusahaan
melakukan strategi proaktif untuk mengidentifikasi potensi sumber masalah dalam
penyediaan serta melakukan pengawasan yang ketat.
Perusahaan tetap berhubungan erat dengan pelanggan utama. PT
Apindowaja Ampuh Persada juga memberikan masukan-masukan tentang
perubahan-perubahan yang mungkin diperlukan dalam peraturan atau jenis-jenis
material yang diperlukan di masa yang akan datang.
2.3.5. Standar Mutu Produk
Tabel 2.1. Standar Mutu Digester
Model AP – 12
Capacity 12 - 17 ton/ FFB/ Hour Volume 3200 – 3500 litres Steam 3,5 kg/cm2
Uji hidrostatis 6,5 kg/cm2 Diameter kulit luar 2800 mm
Tinggi 3100 mm
Standar mutu produk screwpress yang ditetapkan perusahaan PT. Apindowaja Ampuh Persada dapat dilihat pada Tabel 2.2.
Tabel 2.2. Standar Mutu Screwpress
Model AP – 12 AP – 17
Capacity 10 - 15 ton/ FFB/ Hour 15 - 18 ton/ FFB/ Hour
Type Horizontal double screw worm Horizontal double screw worm Worm Dimension Φ 275 mm x 1015 mm LONG Φ 305 mm x 1100 mm LONG Revolution 10 - 13 RPM 10 - 12 RPM
Power Consumtion 22KW/ 30HP 30KW/ 40HP Reducer Helical In – Line Gear Reducer
or Cyclo Drive Speed Reducer
Helical In – Line Gear Reducer or Cyclo Drive Speed Reducer
Machine Length 4100 mm 4935 mm
Machine Width 1335 mm 1475 mm
Machine Height 955 mm 1075 mm
Nett Weight 5000 KGS 6000 KGS
Gross Weight 6000 KGS 6500 KGS
Sumber : PT. Apindowaja Ampuh Persada
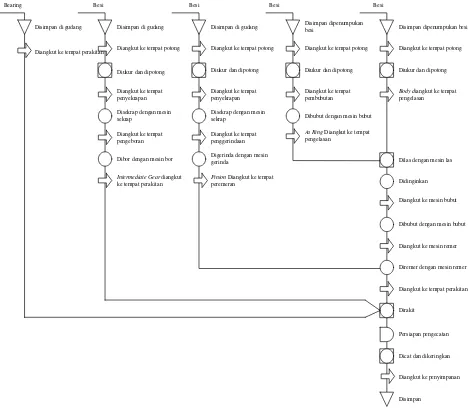
2.3.6. Uraian Proses Produksi
1. Pengukuran dan Pemotongan
Pada tahap ini dilakukan pengukuran bahan baku sesuai dengan spesifikasi
sparepart yang akan dibuat dan kemudian dilakukan pemotongan sesuai dengan hasil pengukuran yang telah dilakukan dengan menggunakan mesin
potong.
2. Pengelasan
Proses pengelasan dilakukan untuk menyambungkan beberapa part. Proses pengelasan dilakukan dengan menggunakan las busur.
3. Pembubutan
Proses pembubutan dilakukan untuk memperoleh bentuk sesuai dengan
spesifikasi yang diinginkan. Proses pembubutan dilakukan dengan
menggunakan mesin bubut.
4. Penyekrapan
Proses penyekrapan dilakukan untuk memperoleh bentuk sesuai dengan
spesifikasi yang diinginkan. Proses penyekrapan dilakukan dengan
menggunakan mesin sekrap.
5. Penggerindaan
Proses penggerindaan dilakukan untuk membuat dan memproleh permukaan
material menjadi lebih halus dan sesuai dengan spersifikasi yang diinginkan.
Penggerindaan dilakukan dengan menggunakan mesin gerinda.
6. Peremeran
spesifikasi sesuai dengan sparepart yang akan dibuat. Proses peremeran dilakukan dengan menggunakan mesin remer.
7. Pengeboran
Pengeboran dilakukan untuk membuat lubang pada material. Proses
pengeboran dilakukan dengan menggunakan mesin bor.
8. Perakitan
Proses perakitan dilakukan dengan menyambungkan part yang harus digabungkan. Proses perakitan untuk pembuatan sparepart dilakukan dengan manual.
9. Pengecatan
Proses pengecatan dilakukan secara manual dengan menggunakan kuas biasa
dan cat untuk besi. Proses pengecatan diawali dengan melakukan
pendempulan, membersihkan benda kerja selanjutnya melakukan pengecatan.
2.3.7. Mesin dan Peralatan
Mesin adalah alat mekanik atau elektrik yang mengirim atau mengubah
energi untuk melakukan atau membantu pelaksanaan tugas manusia. Biasanya
membutuhkan sebuah masukan sebagai pelatuk, mengirim energi yang telah
diubah menjadi sebuah keluaran dan melakukan tugas yang telah disetel.
Adapun jenis dari mesin-mesin produksi yang digunakan oleh PT
1. Nama Mesin : Mesin las
Merk/ Type : BX 160
Voltage : 380 V
Frekwensi : 50 Hz
Arus : 160 A
Jumlah : 2 unit
Asal : China
2. Nama Mesin : Mesin Bor
Merk/ Type : Radial
Voltage : 380 V
Frekwensi : 50 Hz
Putaran : 250 rpm
Arus : 2,5 A
Jumlah : 3 Unit
Asal : Cina
3. Nama Mesin : Mesin Potong
Merk/ Type : LG TGC 100-SB
Voltage : 380 V
Frekwensi : 50 Hz
Putaran : 1420 rpm
Arus : 10 A
Jumlah : 2 unit
4. Nama Mesin : Mesin Bubut
Merk/ Type : ZMM Metalik CM 8
Daya : 2 HP
Voltage : 380 V
Frekwensi : 50 Hz
Putaran : 850 rpm
Jumlah : 6 Unit
Asal : China
5. Nama Mesin : Mesin Scrap
Merk/ Type : Hudong/4503537
Daya : 3 Kw
Voltage : 380 V
Frekwensi : 50 Hz
Arus : 6,8 A
Jumlah : 1 unit
Asal : China
6. Nama Mesin : Mesin Remer
Merk/ Type : Sudco
Daya : 2 HP
Voltage : 240 V
Frekwensi : 40 Hz
Arus : 2,5 A
Asal : Thailand
7. Nama Mesin : Mesin Las
Merk/ Type : BX 160
Voltage : 380 V
Frekwensi : 50 Hz
Arus : 160 A
Jumlah : 2 unit
Asal : China
8. Nama Mesin : Mesin Rol
Merk/ Type : Heisteel type ASY –HA no70479
Daya : 60 HP
Voltage : 380 V
Frekwensi : 50 Hz
Arus : 22 A
Phasa : 3 Phasa
Jumlah : 1 Unit
Asal : China
Adapun peralatan yang digunakan oleh PT. Apindowaja Ampuh Persada
dalam proses produksi adalah sebagai berikut :
1. Kereta sorong
Fungsi : Alat angkut untuk memindahkan material yang digerakkan
dengan cara manual
2. Hoist
Fungsi : Alat untuk memindahkan beban yang berat yang dilengkapi katrol
Jumlah : 2 unit
3. Meteran
Fungsi : Mengukur ukuran plat yang digunakan
Jumlah : 20 unit
4. Jangka Sorong
Fungsi : Mengukur diameter dan ukuran dari pembentukan lubang dan
Profil yang digunakan pada pembubutan
Jumlah : 12 unit
5. Kawat las
Fungsi : Digunakan sebagai logam pengisi pada proses pengelesan
Jumlah : 5 kotak
2.3.8. Utilitas
Utilitas merupakan fasilitas pendukung yang digunakan untuk kelancaran
dalam melakukan proses produksi pada lantai produksi. Adapun fasilitas
pendukung yang digunakan pada PT. Apindowaja Ampuh Persada adalah arus
listrik. PT. Apindowaja Ampuh Persada menggunakan arus listrik yang bersumber
BAB III
LANDASAN TEORI
3.1. Lean Manufacturing
Menurut Wikipedia, lean merupakan kumpulan alat atau tools yang membantu dalam mengidentifikasi dan mengeliminasi waste, memperbaiki kualitas, dan mereduksi waktu dan biaya produksi. disebut lean karena pada akhirnya, proses dapat berlangsung dengan menggunakan material yang lebih
sedikit, membutuhkan investasi yang lebih kecil, menggunakan persediaan yang
lebih sedikit, menggunakan ruang atau areal kerja yang lebih kecil, dan
menggunakan pekerja yang lebih sedikit. Leanprocess dikarakteristikkan dengan aliran dan prediksi bahawa secara keseluruhan mereduksi ketidakpastian dan
kekacauan pada pabrik manufaktur.
Dalam bukunya Lean Thinking, James Womack dan Daniel Jones mendefinisikan lean manufacturing sebagai suatu proses yang terdiri dari lima langkah: mendefinisikan nilai bagi pelanggan, menetapkan value stream, membuatnya “mengalir”, “ditarik” oleh pelanggan, dan berusaha keras untuk
mencapai yang terbaik. Untuk menjadi perusahaan manufaktur yang lean
diperlukan suatu pola pikir yang terfokus pada membuat produk mengalir melalui
proses penambahan nilai tanpa interupsi (one-piece flow), suatu sistem “tarik” yang berawal dari permintaan pelanggan, dengan hanya menggantikan apa yang
dimana semua orang berusaha keras melakukan peningkatan secara
terus-menerus.1
Berikut ini merupakan prinsip utama konsep lean.
Pada buku The Lean manufacturing Pocket Handbook, Kenneth W. Dailey mendefinisikan lean manufacturing sebagai suatu kelompok startegi yang sederhana untuk identifikasi dan eliminasi waste (pemborosan) di sepanjang value stream. Identifikasi dan eliminasi waste dari value stream merupakan tema pusat dari filosofi lean manufacturing. Lean manufacturing merupakan perbaikan proses yang dinamis dan konstan tergantung pada pemahaman dan keterlibatan
semua karyawan perusahaan. Implementasi yang sukses membutuhkan semua
karyawan dilatih mengidentifikasi dan mengeliminasi waste dari pekerjaan mereka. Waste ada pada semua aktivitas dan pada semua tingkatan pada organisasi. Keefektifan merupakan hasil dari integrasi manusia, metode, material
dan mesin pada area kerja.
2
1. Specify value
Menentukan nilai pada produk merupakan langkah awal. Value hanya dapat didefinisikan oleh pelanggan sebagai tujuan akhir. Dan ini hanya memiliki
arti ketika ditunjukkan pada kasus produk yang spesifik. Yang bertemu
dengan kebutuhan pelanggan pada harga yang spesifik pada waktu yang
spesifik.
1
2. Identify Value stream
Value stream merupakan kumpulan semua aktifitas spesifik yang dibutuhkan untuk membawa produk yang spesifik melalui tiga aktivitas manajemen yaitu
tugas pemecahan masalah, aktivitas manajemen informasi, aktivitas
transformasi fisik. Pada bagian ini mengidentifikasi tahapn-tahapan yang
diperlukan berdasarkan keseluruhan value stream untuk menemukan aktivitas yang tidak memiliki nilai tambah.
3. Flow
Melakukan aktivitas yang dapat menciptakan suatu nilai tanpa adanya
gangguan, proses rework, aliran balik, aktivitas menunggu (waiting) ataupun sisa produksi.
4. Pulled
Melakukan atau membuat produk sesuai dengan dan hanya yang diminta
konsumen.
5. Perfection
Mencapai kesempurnaan dengan menghilangkan pemborosan (waste).
3.2. SevenWaste3
3
Liker, Jeffrey K. 2006. The Toyota Way. Jakarta: Penerbit Erlangga. Hal: 38.
Toyota telah mengidentifikasi tujuh jenis pemborosan yang tidak
menambah nilai dalam proses bisnis atau manufaktur, yang dijelaskan di bawah
1. Produksi berlebih (overproduction). Memproduksi barang-barang yang belum dipesan, akan menimbulkan pemborosan seperti kelebihan tenaga kerja dan
kelebihan tempat penyimpanan dan biaya transportasi yang meningkat karena
adanya persediaan yang berlebih.
2. Waktu menunggu. Para kerja hanya mengamati mesin otomatis yang sedang
berjalan atau berdiri menunggu langkah proses selanjutnya, alat, pasokan
komponen selanjutnya, dan lain sebagainya atau menganggur saja karena
kehabisan material, keterlambatan proses, mesin rusak, dan bottleneck
(sumbatan) kapasitas.
3. Transportasi yang tidak perlu
Membawa barang dalam proses (WIP) dalam jarak yang jauh, menciptakan
angkutan yang tidak efisien, atau memindahkan material, komponen atau
barang jadi ke dalam atau ke luar gudang atau antar proses.
4. Memproses secara berlebih atau memproses secara keliru
Melakukan langkah yang tidak diperlukan untuk memproses komponen.
Melaksanakan pemrosesan yang tidak efisien karena alat yang buruk dan
rancangan produk yang buruk, menyebabkan gerakan yang tidak perlu dan
memproduksi barang cacat. Pemborosan terjadi ketika membuat produk yang
memiliki kualitas lebih tinggi dari pada yang diperlukan.
5. Persediaan berlebih
menyembunyikan masalah seperti ketidakseimbangan produksi, keterlambatan
pengiriman dari pemasok, produk cacat, mesin rusak, dan waktu set up yang panjang.
6. Gerakan yang tidak perlu
Setiap gerakan karyawan yang mubazir saat melakukan pekerjaannya, seperti
mencari, meraih, atau menumpuk komponen, alat, dan sebagainya. Berjalan
juga merupakan pemborosan.
7. Produk cacat
Memproduksi komponen cacat atau yang memerlukan perbaikan. Perbaikan
atau pengerjaan ulang, scrap, memproduksi barang pengganti, dan inspeksi berari tambahan penanganan, waktu dan upaya yang sia-sia.
Ohno menganggap pemborosan yang paling mendasar adalah produksi
berlebih karena mengakibatkan sebagian besar pemborosan lainnya.
Memproduksi lebih dari pada yang diinginkan oleh pelanggan dalam operasi
manapun pada suatu proses manufaktur akan menyebabkan bertumpuknya
persediaan di salah satu proses hilir: material hanya diam dan menunggu
untuk diproses oleh operasi selanjutnya.
3.3. Tools yang Digunakan dalam Lean Manufacturing
Terdapat beberapa metode yang digunakan dalam lean manufacturing
sesuai dengan tujuan yang ingin dicapai serta kemungkinan penerapannya.
3.3.1. Value Stream Mapping4
1. Membantu memvisualisasikan banyak level proses tunggal seperti perakitan,
pengelasan, dan lain-lain pada produksi. Aliran dapat dilihat.
Value stream mapping adalah suatu proses yang sederhana yang mengobservasi secara langsung aliran informasi dan material yang terjadi,
menjelaskan secara visual, dan kemudian merencanakan keadaaan ke depannya
dengan performansi yang lebih baik.
Value stream merupakan semua kegiatan (aktivitas non value added dan
value added) yang saat ini dibutuhkan untuk membawa produk melalui aliran utama yang penting ke setiap produk yaitu aliran produksi dari bahan baku ke
tangan pelanggan, dan rancangan aliran dari perencanaan ke peluncuran.
Melakukan perspektif value stream berarti bekerja pada gambar besar, bukan hanya proses-proses individual, dan perbaikan keseluruhan, bukan hanya
pengoptimisasian elemen.
Value stream mapping adalah peralatan pensil dan kertas yang membantu melihat dan memahami aliran material dan informasi sebagai produk yang
melakukan caranya melalui value stream. Arti sederhana value stream mapping adalah mengikuti aliran produksi produk dari pelanggan ke pemasok, dan dengan
teliti menggambarkan suatu gambaran visual dari setiap proses pada aliran
informasi dan material. Kemudian minta kumpulan pertanyaan kunci dan gambar
future state map bagaimana seharusnya aliran value.
Value stream mapping merupakan suatu alat yang penting karena:
4
2. Membantu melihat banyak waste. Mapping membantu melihat sumber waste
pada value stream.
3. Menyediakan bahasa yang umum untuk membahas mengenai proses
manufaktur.
4. Membuat keputusan mengenai aliran yang jelas kelihatan, sehingga dapat
didiskusikan. Selain itu, banyak perincian dan keputusan pada lantai produksi
dari kegagalan yang terjadi.
5. Mengikat konsep dan teknik lean secara bersama, yang membantu
menghindari “cherry picking”
6. Membentuk dasar rencana implementasi. Membantu merancang cara
keseluruhan aktivitas seharusnya beriperasi – bagian yang hilang dalam
berbagai usaha lean – value stream map menjadi perencanaan untuk implementasi lean. Bayangkan membangun rumah tanpa perencaaan,
7. Menunjukkan hubungan antara aliran informasi dan aliran material. Tidaka
ada alat lain yang melakukannya.
8. Banyak kegunaannya dari alat yang kuantitatif dan diagram tataletakyang
menghasilkan sejumlah langkah kegiatan non-value added, lead time, jarak
perjalanan, sejumlah persediaan, dan selanjutnmlah langkah kegiatan non-value added, lead time, jarak perjalanan, sejumlah persediaan, dan selanjutnya. Value stream mapping merupakan alat yang kualitatif dimana menjelaskan secara detail bagaimana fasilitas seharusnya beroperasi agar
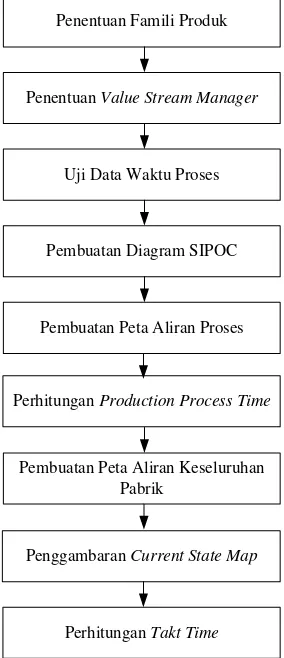
Langkah-langkah utama value stream mapping adalah: 1. Menentukan famili product
Salah satu poin untuk dipahami secara jelas sebelum memulai adalah harus
fokus pada satu famili produk. Sehingga tidak perlu memetakan semua yang
berlangsung di lantai produksi. Meskipun memiliki produk yang kecil,
menggambarkan semua aliran produk pada satu pemetaan merupakan hal yang
merumitkan. Value stream mapping berarti berjalan dan menggambarkan langkah-langkah proses (material dan informasi) untuk satu jenis produk dari
setiap stasiun kerja pada pabrik. Suatu famili merupakan kelompok produk
yang lewat mealalui langkah proses yang mirip dan melalui peralatan yang
umum pada aliran proses hilir. Seharusnya tidak membedakan famili produk
dengan memperhatikan langkah pembuatan ke hulunya, yang mungkin
menghasilkan banyak famili produk dengan cara batch. Catat dengan jelas produk yang dipilih, berapa banyak perbedaaan jumlah bagian akhir yang ada
di famili, seberapa banyak yang diinginkan konsumen, dan seberapa sering.
Pelanggan hanya peduli pada produk mereka dan bukan pada semua produk
sehingga tidak realistis memetakan semuanya yang melewati lantai produksi.
Menggambar semua aliran produk pada satu perusahaan akan terlalu
kompleks. Mengidentifikasi produk famili dapat dilakukan dengan
menggunakan matriks produk dan proses untuk mengklasifikasi langkah
proses yang sama untuk produk yang berbeda atau dengan memilih produk
2. Menentukan value stream manager
Karena perusahaan cenderung diorganisasikan oleh departemen dan fungsi,
termasuk langkah aliran pembuatan produk, sering ditemukan bahwa tak
seorangpun yang bertanggung-jawab pada perspektif value stream. Untuk menghindari kelompok pengasingan dari fungsionalitas, diperlukan seseorang
yang bertanggungjawab untuk memahami aliran nilai produk. Orang ini
disebut value stream manager, dan disarankan bahwa pada laporan kapasitas dilaporkan pada orang tertinggi pada perusahaan. Banyak orang yang terlibat
pada implementasi lean, dan semua butuh pemahaman value stream mapping
dan kemampuan membaca future state map. Berikut ini adalah tugas dari seorang value stream manager.
a. Melaporkan peningkatan implementasi lean pada atasan.
b. A line, bukan staff, orang dengan kemampuan membuat perubahan terjadi melalui fungsional dan batasan departemen.
c. Memimpin pembuatan peta value stream current state dan future state dan perencanaan pengimplementasian untuk mendapatkan dari hari ini sampai
ke depannya.
d. Memonitor semua aspek implementasi.
e. Mengawasi dan memeriksa aliran value stream sehari-hari atau mingguan. f. Membuat impelementasi prioritas atas.
g. Merawat dan memperbaharui secara periodic rencana implementasi.
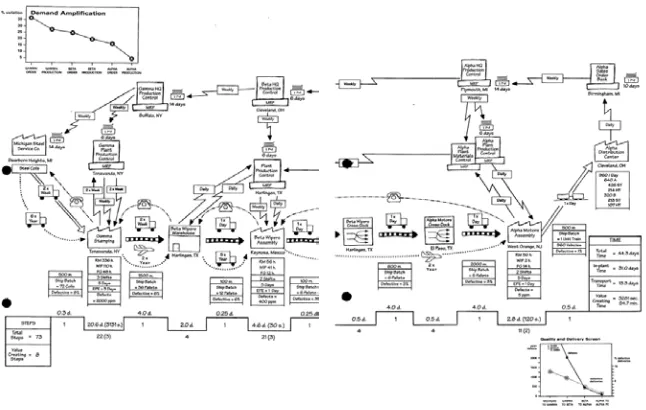
Gambar 3.1. The Value Stream Manager 3. Membuat current state drawing
Langkah pertama yang dilakukan adalah penggambaran current state, yang mana dilakukan dengan mengumpulkan informasi pada lantai produksi. Hal
ini menyediakan informasi yang dibutuhkan untuk mengembangkan future state map. Pengembangan future state dimulai dengan analisis pada situasi produksi saat ini. Pemetaan dimulai pada tingkat aliran pada pabrik dimana
digambarkan kategori proses seperti perakitan atau pengelasan sebagai
perekaman tiap langkah proses. Digunakan simbol-simbol atau ikon untuk
menunjukkan proses dan aliran. Dapat juga digunakan symbol tambahan yang
dibuat sendiri tetapi harus tetap konsisten pada perusahaan sehingga setiap
orang tahu cara menggambar dan memahami peta dibutuhkan pada institusi
lean manufacturing. Berikut ini merupakan tips pemetaan.
a. Selalu mengumpulkan informasi kondisi sekarang ketika mengawasi di
sepanjang jalan aktual dari aliran informasi dan material.
d. Bawa stopwatch dan jangan bersandar pada waktu standar atau informasi yang tidak diperoleh secara langsung.
e. Petakan seluruh value stream.
f. Selalu menggambarkan dengan pensil.
4. Karakteristik lean value stream
Berikut ini beberapa pengukuran lean adalah: a. Waktu Siklus
Waktu siklus (C/T) merupakan seberapa sering part atau produk diselesaikan dalam satu proses secara aktualnya, sepanjang observasi.
Juga, waktu operator melalui semua elemen pekerjaan sebelum
mengulanginya kembali.
b. Value Added Time (VA)
Merupakan waktu yang diperlukan elemen kerja yang secara aktual
membuat produk dalam suatu cara yang sesuai dengan yang diinginkan
konsumen.
c. Lead Time (L/T)
Merupakan waktu yang dibutuhkan satu bagian memindahkan semua cara
melalui suatu proses, dari awal sampai akhir.
Gambar 3.2. Contoh Current state Map
Berikut ini merupakan langkah pedoman untuk mencapai lean value stream.
a. Menghitung takt time
Takt time merupakan seberapa sering sseharusnya menghasilkan satu komponen atau produk, berdasarkan pada tingkat penjualan, menemui
kebutuhan pelanggan. Takt time dihitung dengan membagikan tingkat perminttan pelanggan per shift dengan ketersediaan waktu kerja per shift. Takt time digunakan untuk mensinkronkan langkah produksi dengan
langkah penjualan.
b. Mengembangkan aliran kontiniu dimanapun yang memungkinkan
Aliran kontiniu bertujuan memproduksi unit pada satuan waktu, dimana
tiap item lewat dengan segera dari satu proses ke proses berikutnya tanpa stagnasi di dalamnya. Aliran kontiniu merupakan cara yang paling efisien
dalam mencapainya. Simbol pemetaan digunakan yang mengindikasikan
aliran kontiniu adalah kotak proses yang sederhana. Pada penggambaran
future state map, tiap kotak proses harus menjelaskan wilayah aliran. c. Menggunakan supermarket mengontrol produksi dimana aliran kontiniu
tidak memperluas upstream.
Ada beberapa titik pada value stream dimana aliran kontiniu tidak mungkin untuk diterapkan. Supermarket merupakan pengendali persediaan
dimana batas maksimum dibuat dan dilengkapi dengan symbol=symbol
dari kanban. Ketika menggambarkan supermarket, disarankan
menggambar symbol sederhana seperti yang ditunjukkan pada Gambar
3.3.
Gambar 3.3. Simbol Supermarket
d. Mencoba mengirim jadwal pelanggan pada satu proses produksi.
5. Membuat future state map
Langkah yang digunakan untuk menyoroti pemborosan dan
mengeliminasinya. Mempersiapkan dan memulai secara aktif penggunaan
rencana implementasi yang mejelaskan bagaimana perencanaan mencapai
future state.
a. Bagaimana takt time nya, berdasarkan waktu kerja tersedia dari proses hilir yang terdekat ke konsumen.
b. Akankah anda membangun supermarket barang akhir dari yang mana
pelanggan tarik, atau pengiriman secara langsung? (jawaban untuk
pertanyaan ini tergantung pada factor umum seperti pola yang dibeli
pelanggan, dan karakteristik produk).
c. Dimana anda akan menggunakan proses aliran kontiniu?
d. Dimana anda akan membutuhkan sistem tarik dalam mengontrol produksi
dari proses hulu?
e. Pada tujuan tunggal apa dalam rantai produksi anda akan menjadwalkan
produksi?
f. Proses perbaikan apa yang akan berguna pada value stream?
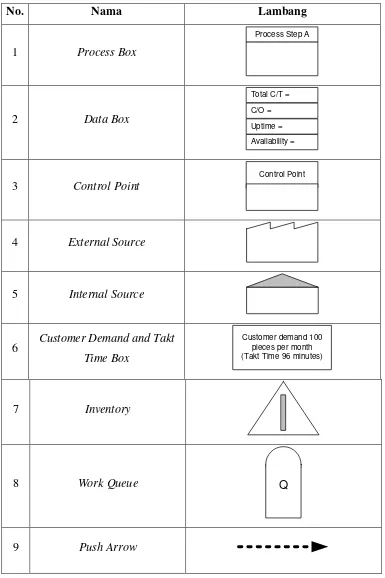
Tabel 3.1. Lambang Dasar Value Stream Mapping
No. Nama Lambang
1 Process Box
Process Step A
2 Data Box
Total C/T =
C/O =
Uptime =
Availability =
3 Control Point
Control Point
4 External Source
5 Internal Source
6 Customer Demand and Takt
Time Box
Customer demand 100 pieces per month (Takt Time 96 minutes)
7 Inventory
8 Work Queue Q
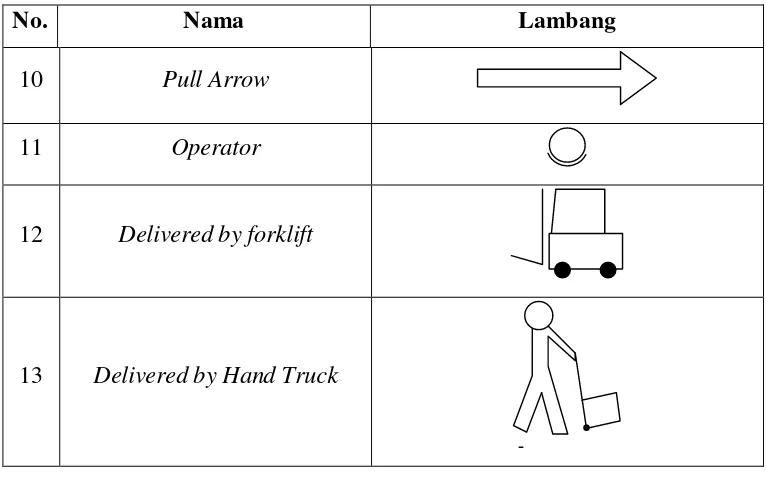
Tabel 3.1. Lambang Dasar Value Stream Mapping (Lanjutan)
No. Nama Lambang
10 Pull Arrow
11 Operator
12 Delivered by forklift
13 Delivered by Hand Truck
3.3.2. 5S (Workplace Organization)5
1. Sort - Membersihkan kekacauan
Merupakan suatu metodologi untuk pengorganisasian, pembersihan,
pengembangan, dan memungkinkan lingkungan kerja yang produktif. Berikut ini
merupakan rincian dari 5S.
Merupakan suatu item yang tidak digunakan pada area kerja yang seharusnya
dihilangkan. Item yang dengan jarang digunakan seharusnya diidentifikasi
dengan baik dan dijauhkan dari pandangan.
2. Set in order – mengorganisasikan area kerja
Suatu tempat untuk semuanya dan setiap benda ada pada tempatnya. Semua
baik, aksesibilitas seharusnya di prioritaskan dengan referensi untuk
digunakan, pembersihan material/peralatan harus disimpan di area kerja,
pembagian pembersihan material/peralatan antara area kerja seharusnya
dikurangi/dikecilkan.
3. Shine – membersihkan dan mengkilapkan area kerja
Hal ini penting bahwa perhatian yang cukup dibayar pada kerapian stasiun
kerja sehingga pekerja akan mendapatkan kebanggaan tersendiri.
4. Standardize
Menyusun standar tertulis untuk pemesanan dan kebersihan, waktu yang
spesifik seharusnya di sediakan untuk kebersihan stasiun kerja.
5. Sustain
Mempertahankan standar melalui pelatihan, kewenangan, komitmen dan
disiplin.
3.3.3. SMED (Single Minute Exchange of Die)6
1. Memisahkan setup eksternal dan internal yang ada
Merupakan suatu metodologi untuk mereduksi waktu set up. Dasar pendekatannya adalah:
2. Mengkonversikan setup internal menjadi setup eksternal 3. Melangsingkan semua aspek dari setup operasi
4. Melakukan aktivitas setup dengan paralel atau mengeliminasi secara keseluruhan
6
5. Membuat prosedur setup
3.4. Studi Waktu7
1. Pengukuran waktu kerja secara langsung, merupakan pengukuran yang
dilaksanakan secara langsung yaitu ditempat dimana pekerjaan yang
bersangkutan dijalankan. Dua cara yang termasuk ke dalamnya adalah cara
jam henti dan sampling pekerjaan.
Pada garis besarnya teknik pengukuran waktu kerja dibagi ke dalam dua
bagian, yaitu:
2. Pengukuran waktu secara tidak langsung, merupakan pengukuran waktu yang
dilakukan tanpa harus berada di tempat pekerjaan berlangsung, hal ini dapat
dilakukan dengan membaca tabel yang tersedia asalkan mengetahui jalannya
pekerjaan melalui eemen pekerjaan atau elemen gerakan, misalnya daata
waktu baku dan data waktu gerakan.
Pengukuran waktu adalah pekerjaan mengamati dan mencatat
waktu-waktu kerjanya baik setiap elemen ataupun siklus dengan menggunakan alat-alat
yang telah disiapkan di atas. Bila operator telah siap di depan mesin atau di
tempat kerja lain yang waktu kerjanya akan diukur, maka pengukur memilih
posisi tempat berdiri mengamatai dan mencatat. Secara garis besar
langkah-langkah untuk pelaksanaan pengukuran waktu kerja dengan jam henti adalah
sebagai berikut:
1. Definisi pekerjaan yang akan diteliti untuk diukur waktunya.
7
2. Bagi operasi kerja menjadi beberapa elemen kerja.
3. Amati, ukur, dan catat waktu yang yang dibutuhkan oleh operator untuk
menyelesaikan elemen-elemen kerja tersebut.
4. Tetapkan jumlah siklus kerja yang harus diukur dan dicatat.
5. Tetapkan rate performans dari operator yang melaksanakan aktivitas
pekerjaan.
6. Sesuaikan waktu pengamatan berdasarkan performance yang ditunjukkan oleh
operator tersebut sehingga akhirnya diperoleh waktu kerja normal.
7. Tetapkan waktu longgar guna memberikan fleksibilitas.
8. Tetapkan waktu kerja baku yaitu jumlah total antara waktu normal dan waktu
longgar.
8
8
Sutalaksana, Iftikar. 1979. Teknik Tata Cara Kerja. Jurusan Teknik Industri, Institut Teknologi
Bandung.
Yang dicari dengan melakukan pengukuran-pengukuran ini adalah waktu
yang sebenarnya dibutuhkan untuk menyelesaikan suatu pekerjaan. Karena waktu
penyelesaian ini tidak pernah diketahui sebelumnya maka harus diadakan
pengukuran-pengukuran. Yang ideal tentunya dilakukan pengukuran yang sangat
banyak, karena dengan demikian diperoleh jawaban yang pasti. Tetapi hal ini jelas
tidak mungkin karena keterbatasan waktu, tenaga dan tentunya biaya. Dengan
tidak dilakukannya pengukuran yang banyak sekali ini, pengukur akan kehilangan
sebagian kepastian akan ketetapan/rata-rata waktu penyelesaian yang sebenarnya.
Hal ini harus disadari oleh pengukur. Tingkat ketelitian dan tingkat keyakinan
adalah pencerminan tingkat kepastian yang diinginkan oleh pengukur setelah
ketelitian menunjukkan penyimpangan maksimum hasil pengukuran dari waktu
penyelesaian sebenarnya. Hal ini biasanya dinyatakan dalam persen (dari waktu
penyelesaian sebenarnya, yang seharusnya dicari). Sedangkan tingkat keyakinan
menunjukkan besarnya keyakinan pengukur bahwa hasil yang diperoleh
memenuhi syarat ketelitian tadi. Inipun dinyatakan dalam persen. Jika tingkat
ketelitian 10% dan tingkat keyakinan 95% memberi arti bahwa pengukur
membolehkan rata hasil pengukurannya menyimpang sejauh 10% dari
rata-rata sebenarnya dan kemungkinan berhasil mendapatkan hal ini adalah 95%.
Dengan perkataan lain, jika pengukur sampai memperoleh rata-rata pengukuran
yang menyimpang lebih dari 10% seharusnya, hal ini dibolehkan terjadi hanya
dengan kemungkinan 55 (100%-95%).
3.4.1. Pengujian Keseragaman Data
Tugas mengukur adalah mendapatkan data yang seragam. Karena
ketidakseragaman dapat datang tanpa disadari maka diperlukan suatu alat yang
dapat mendeteksi. Batas-batas control yang dibentuk dari data merupakan batas
seragam tidaknya dari data. Data yang dikatakan seragam yaitu berasal dari sebab
sistem yang sama, bila berada di antara batas kedua control, dan tidak seragam
yaitu berasal dari sistem sebab yang berbeda, jika berada di luar batas kontrol.
Adapun rumus yang digunakan dalam pengujian keseragaman data untuk
stop watch adalah sebagai berikut :
(
)
1
2 −
−
=
∑
n X Xi
BKA = X + kσ
BKB = X - kσ Dengan :
BKA = Batas Kontrol Atas
BKB = Batas Kontrol Bawah
X = Nilai Rata-rata
σ = Standar Deviasi
k = Tingkat Keyakinan
= 99 % ≈ 3
= 95 % ≈ 2
3.4.2. Uji Kecukupan Data
Uji kecukupan data dilakukan dengan mencari banyaknya data yang
diperlukan sesuai dengan ketelitian yang diinginkan. Uji kecukupan data ini perlu
dilakukan untuk mengetahui apakah sampel data yang diambil sudah mencukupi
untuk mewakili sampel data populasi.
Rumus uji kecukupan data adalah
Dimana:
k = nilai tingkat kepercayaan dari distribusi normal
Xi = data pengamatan
N = Jumlah Pengamatan
N’ = banyaknya data yang diperlukan
3.4.3. Perhitungan Waktu Standar9
a. Waktu siklus rata-rata
Jika pengukuran telah selesai, yaitu semua data yang didapat memiliki
keseragaman yang dikehendaki dan jumlahnya telah memnuhi tingkat-tingkat
ketelitian dan keyakinan yang diinginkan maka selesailah kegiatan pengukuran.
Langkah selanjutnya adalah mengolah data tersebut sehingga memberikan waktu
baku. Cara mendapatkan waktu baku dari data yang terkumpul tersebut adalah
sebagai berikut:
Dimana: Xi = waktu yang diamati
N = jumlah pengamatan
b. Waktu normal
Wn = Ws x (1 + Rf)
Dimana : Wn = Waktu normal
Ws = Waktu siklus
Rf = Rating Factor
c. Waktu baku
Dimana : Wb = Waktu baku
All = Faktor kelonggaran dalam bentuk persentase.
3.5. Metode Jalur Kritis10
Metode jaringan kerja dikenal adanya jalur kritis, yaitu jalur yang
memiliki rangkaian komponen-komponen kegiatan, dengan total jumlah waktu
terlama dan mununjukkan kurun waktu penyelesaian proyek yang tercepat. Jadi
jalur kritis terdiri dari rangkaian kegiatan kritis, dimulai dari kegiatan pertama
sampai pada kegiatan akhir proyek. Makna jalur kritis penting bagi pelaksana
proyek, karena pada jalur ini terletak kegiatan-kegiatan yang bila pelaksanaannya
terlambat, akan menyebabkan keterlambatan proyek secara keseluruhan. Dalam
proses identifikasi jalur kritis, dikenal beberapa terminologi dan rumus-rumus
perhitungan sebagai berikut:
TE = E
Waktu paling awal peristiwa dapat terjadi yang berarti waktu paling awal suatu
kegiatan yang berasal dari node tersebut dapat dimulai, karena menurut aturan
dasar jaringan kerja, suatu kegiatan baru dapat dimulai bila kegiatan terdahulu
selesai.
TL = L
Waktu paling akhir peristiwa boleh terjadi yang berarti waktu paling lambat yang
masih diperbolehkan bagi suatu peristiwa terjadi.
10
Soeharto, Iman. 1995. Manajemen Proyek Dari Konseptual Sampai Operasional. Penerbit
ES
Waktu mulai paling awal suatu kegiatan. Bila waktu kegiatan dinyatakan atau
berlangsung dalam jam, maka waktu ini adalah jam paling awal kegiatan dimulai.
EF
Waktu selesai paling awal suatu kegiatan. Bila hanya ada satu kegiatan terdahulu,
maka EF suatu kegiatan terdahulu merupaka ES kegiatan berikutnya.
LS
Waktu paling akhir kegiatan boleh mulai yaitu waktu paling akhir kegiatan boleh
mulai tanpa memperlambat proyek secara keseluruhan.
LF
Waktu paling akhir kegiatan boleh selesai tanpa memperlambat penyelesaian
proyek.
D
Adalah kurun waktu suatu kegiatan. Umunya dengan satuan waktu hari, minggu,
bulan, dan lain-lain.
Adapun cara perhitungan dalam menentukan waktu penyelesaian terdiri
dari dua tahap, yaitu perhitungan maju (forward computation) dan perhitungan mundur (backward computation).
1. Hitungan Maju
Dimulai dari Start (initial event) menuju Finish (terminal event) untuk menghitung waktu penyelesaian tercepat suatu kegiatan (EF), waktu tercepat
2. Hitungan Mundur
Dimulai dari Finish menuju Start untuk mengidentifikasi saat paling lambat
terjadinya suatu kegiatan (LF), waktu paling lambat terjadinya suatu kegiatan
(LS) dan saat paling lambat suatu peristiwa terjadi (L).
Untuk lebih jelasnya dalam melakukan perhitungan maju dan perhitungan
mundur dalam sebuah jaringan kerja diberikan ilustrasi sebagai berikut.
1 2
Gambar 3.4. Contoh Jaringan Kerja Proyek
A. Perhitungan Maju
Aturan Pertama
Kecuali kegiatan awal, maka suatu kegiatan baru dapat dimulai bila kegiatan
yang mendahuluinya (predecessor) telah selesai. E(1) = 0
Aturan Kedua
Waktu selesai paling awal suatu kegiatan sama dengan waktu mulai paling
awal, ditambah dengan kurun waktu kegiatan yang mendahuluinya.
EF(i-j) = ES(i-j) + t (i-j)
Maka : EF(1-2) = ES(1-2) + D = 0 + 2 = 2
EF(2-3) = ES(2-3) + D = 2 + 5 = 7
EF(3-5) = ES(3-5) + D = 7 + 6 = 13
EF(4-5) = ES(4-5) + D = 5 + 4 = 9
Aturan Ketiga
Bila suatu kegiatan memiliki dua atau lebih kegiatan-kegiatan terdahulu yang
menggabung, maka waktu mulai paling awal (ES) kegiatan tersebut adalah
sama dengan waktu selesai paling awal (EF) yang terbesar dari kegiatan
terdahulu.
Bila EF(c) > EF(b) > EF(a), maka ES(d) = EF(c)
Maka: EF(5-6) = EF(4-5) + D = 13 + 3 = 16
Tabel 3.2 Hasil Perhitungan Maju untuk Mendapatkan EF Kegiatan
Dari perhitungan pada tabel di atas diperoleh waktu penyelesaian proyek
adalah selama 16 minggu
B. Perhitungan Mundur
Aturan Keempat
Waktu mulai paling akhir suatu kegiatan sama dengan waktu selesai paling
akhir dikurangi kurun waktu berlangsungnya kegiatan yang bersangkutan.
LS(i-j) = LF(i-j) – t
LS(4-5) = EF(4-5) – D = 13 – 4 = 9
LS(3-5) = EF(3-5) – D = 13 – 6 = 7
LS(2-4) = EF(2-4) – D = 9 – 3 = 6
LS(2-3) = EF(2-3) – D = 7 – 5 = 2
Aturan Kelima
Apabila suatu kegiatan terpecah menjadi 2 kegiatan atau lebih, maka waktu
paling akhir (LF) kegiatan tersebut sama dengan waktu mulai paling akhir
(LS) kegiatan berikutnya yang terkecil.
Jika LS(b) < LS(c) < LS(d) maka LF(a) = LS(b)
Sehingga: LF(1-2) = LS(2-3) = 2 dan LS(1-2) = EF(1-2) – D = 2 – 2 = 0
Tabel 3.3. Hasil Perhitungan Mundur untuk mendapatkan LF Kegiatan Kurun
waktu (t)
Paling awal Paling akhir
I J Mulai
C. Perhitungan Slack atau Float
Aturan Keenam
Tabel 3.4. Hasil Perhitungan Slack
Kegiatan Kurun waktu
(t)
Awal Akhir Total
Slack (ts)
i j (ES) (EF) (LS) (LF)
(1) (2) (3) (4) (5) (6) (7) (8)
1 2 2 0 2 0 2 0
2 3 5 2 7 2 7 0
2 4 3 2 5 6 9 4
3 5 6 7 13 7 13 0
4 5 4 5 9 9 13 4
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian dilakukan di PT. Apindowaja Ampuh Persada yang berlokasi di
Jl. Yos Sudarso Km 8.5, Mabar, Medan – Belawan Sumatera Utara. Penelitian
dimulai awal Februari 2012.
4.2. Jenis Penelitian
Jenis penelitian ini adalah applied research dimana penelitian dilakukan untuk pemecahan masalah nyata yang terjadi di lapangan, yang hasilnya
diarahkan pada pengambilan tindakan.
4.3. Kerangka Konseptual
Pada penelitian dilakukan pemecahan masalah terhadap waste time yang terjadi pada lantai produksi PT. Apindowaja Ampuh Persada. Dilakukan
penggambaran rincian proses produksi pada current state map dengan menggunakan tool value stream mapping dimana diperlukan data aliran proses produksi, aliran informasi, data waktu untuk saat ini. Dari hasil penggambaran