CIREBON PROVINSI JAWA BARAT
MOCHAMMAD ARIEF SULISTYO NUGROHO
DEPARTEMEN MANAJEMEN HUTAN
FAKULTAS KEHUTANAN
Control Of Rattan Industries In Cirebon, West Java. (Under Supervision of Yulius Hero and Sudaryanto).
Non timber forest product such as rattan, have quite big role for economics such as living source, absorber of labours and also as resource of stock – exchange. Exploiting of the rattan is assessed progressively grow and expand both as household needs (furniture etc.) and raw material for industries.
Currently because of the rattan raw materials amount has decreasing cause the price improvement in the last few years, many of the rattan industries was closed because of the high cost production. Another solution of this problem is inventory control (storage and order) rattan material to get cost efficiency. One step participating in the future, needs more research for inventory control of raw material rattan for rattan industries.
The market challenge for rattan industries is getting higher while rattan raw material stock progressively getting rare. For that, rattan industries needed a raw material inventory so production process can still go on.
Mostly the rareness of raw material that happened in rattan industries in sub – province Cirebon is not because of the raw material inventory is low, but its because the high exports of the rattan raw material which is have the better quality ,so that domestic rattan industries specially in sub – province Cirebon obtain the lower quality of rattan raw materials especially for the type of rattan manau and asalan semambu.
Inventory control is almost done by entire company in medium and big scale, for a while only some of the small industries do the inventory control. There are some medium scale industries which don’t do inventory control of raw material, and only ordering to small industry directly.
Generally the small industries is sub – contractor that obtaining raw materials which is coming from medium or big scale industries. So that is very rare for a small industries to do the inventory control, because of the direct use of obtained raw material is used for production process. At medium scale industry (CV Pesona Rattan Nusantara), the optimal ordering amount based on EOQ method which is can minimize the inventory cost for stem polish (28 – 30 mm) is 1.243,51 Kg, core (15 mm) is 175,43 Kg, fitrit (3,5 mm) is 1.190,85 Kg, and asalan semambu (26 – 28 mm) is 695,41 Kg. While for the big industry (PT Mutiara Habemindo Rotan), ordering amount for core (11 mm) is 1.419,2 Kg, stem polish (26 – 28 mm) is 5.075, 42 Kg, fitrit (3 mm) is 3.670,84 Kg, and tohiti polish (26 – 28 mm) is 1.905,25 Kg.
Baku Industri Pengolahan Rotan di Kabupaten Cirebon Provinsi Jawa Barat. (Dibawah bimbingan Ir. Yulius Hero, M.Sc.F dan Ir. Sudaryanto).
Hasil hutan bukan kayu seperti rotan, mempunyai peranan yang cukup besar bagi perekonomian yaitu sebagai sumber mata pencaharian, penyerap tenaga kerja serta sebagai sumber devisa. Pemanfaatan rotan tersebut dinilai semakin tumbuh dan berkembang baik sebagai bahan keperluan rumah tangga (meubel dan lain – lain) maupun sebagai bahan baku industri.
Saat ini dikarenakan jumlah bahan baku rotan yang semakin menurun menyebabkan harga bahan baku rotan semakin tinggi beberapa tahun terakhir ini, sehingga mengakibatkan banyak industri rotan yang tutup karena biaya produksi yang tinggi. Salah satu solusi terhadap permasalahan ini adalah melalui pengendalian persediaan (penyimpanan dan pemesanan) bahan baku rotan untuk mendapatkan efisiensi biaya. Sebagai langkah partisipatif dimasa yang akan datang, diperlukan suatu kajian yang lebih mendalam terhadap pengendalian persediaan bahan baku pada industri pengolahan rotan.
Tantangan pasar untuk industri rotan semakin tinggi sedangkan pasokan bahan baku semakin langka, untuk itu industri pengolahan rotan memerlukan suatu pengendalian terhadap persediaan bahan baku sehingga proses produksi dapat terus berlanjut.
Secara garis besar kelangkaan bahan baku yang terjadi pada industri pengolahan rotan di Kabupaten Cirebon bukan dikarenakan persediaan bahan baku yang telah menipis melainkan tingginya ekspor bahan baku mentah yang memiliki kualitas bagus sehingga industri pengolahan rotan dalam negeri khususnya di Kabupaten Cirebon memperoleh bahan baku dengan kualitas yang kurang baik terutama untuk jenis rotan manau dan asalan semambu.
Pengendalian persediaan hampir dilakukan oleh seluruh perusahaan dalam skala industri menengah dan besar, sedangkan untuk industri kecil hanya beberapa yang melakukan pengendalian persediaan. Ada beberapa industri menengah yang tidak melakukan pengendaliaan persediaan bahan baku, dan hanya melakukan pemesanan kepada pengesub secara langsung.
Dengan ini saya menyatakan bahwa skripsi berjudul Studi Pengendalian Persediaan Bahan Baku Industri Pengolahan Rotan di Kabupaten Cirebon Provinsi Jawa Barat adalah benar – benar hasil karya saya sendiri dengan bimbingan dosen pembimbing dan belum pernah digunakan sebagai karya ilmiah pada perguruan tinggi atau lembaga manapun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir skripsi ini.
Bogor, Desember 2007
M. Arief Sulistyo Nugroho
Judul Skripsi : Studi Pengendalian Persediaan Bahan Baku Industri Pengolahan Rotan di Kabupaten Cirebon Provinsi Jawa Barat
Nama : Mochammad Arief Sulistyo Nugroho NIM : E14102053
Menyetujui : Komisi Pembimbing
Ketua, Anggota,
Ir.Yulius Hero , M.Sc.F Ir. Sudaryanto NIP. 131 916 788 NIP. 130 814 497
Mengetahui :
Dekan Fakultas Kehutanan IPB,
Dr. Ir. Hendrayanto, M.Agr NIP. 131 578 788
CIREBON PROVINSI JAWA BARAT
MOCHAMMAD ARIEF SULISTYO NUGROHO
Skripsi Sebagai Salah Satu Syarat
Memperoleh Gelar Sarjana Kehutanan
Pada Fakultas Kehutanan Institut Pertanian Bogor
DEPARTEMEN MANAJEMEN HUTAN
FAKULTAS KEHUTANAN
kehidupan, pencipta langit dan semesta. Atas rahmat, berkah dan nikmat-Nya yang tak terhingga, sehingga penulis dapat menyelesaikan skripsi yang berjudul “Studi Pengendalian Persediaan Bahan Baku Industri Pengolahan Rotan di Kabupaten Cirebon Provinsi Jawa Barat”.
Skripsi ini merupakan salah satu syarat untuk memperoleh gelar Sarjana Kehutanan, Fakultas Kehutanan Institut Pertanian Bogor.
Pada kesempatan ini penulis mengucapkan terima kasih kepada semua pihak yang telah banyak membantu :
1. Bapak Ir. Yulius Hero, M.Sc.F, selaku dosen pembimbing I yang telah memberikan bimbingan dan dorongan sehingga skripsi ini dapat terselesaikan dengan baik.
2. Bapak Ir. Sudaryanto, selaku dosen pembimbing II yang telah memberikan bimbingan dan masukan bagi penulis sehingga skripsi ini dapat terselesaikan dengan baik.
3. Bapak Dr. Ir. A. Machmud Thohari, DEA selaku dosen penguji dari Departemen Konservasi Sumberdaya Hutan dan Ibu Dr. Ir. Lina Karlinasari, M.Sc.F. Trop selaku dosen penguji dari Departemen Hasil Hutan yang telah banyak memberikan masukan bagi penulis selama ujian komprensif berlangsung.
4. Dosen – Dosen Fakultas Kehutanan yang telah memberikan ilmu pengetahuan dan wawasan yang telah membuka cakrawala penulis selama perkuliahan berlangsung.
5. Bapak H. Sumartja selaku Ketua ASMINDO Komisariat Daerah yang telah banyak memberikan informasi mengenai keadaan industri rotan Kabupaten Cirebon serta menyediakan tempat singgah selama penelitian.
6. Bapak Hendra Sastra selaku pendiri dan ketua APIKK (Asosiasi Pengusaha Industri Kecil dan Kerajinan Kabupaten Cirebon) yang telah banyak memberikan informasi dan data mengenai industri rotan Kabupaten Cirebon. 7. Ibu Widya selaku kepala bagian bahan gudang pada PT Mutiara Habemindo
9. Bapak Junaidi selaku pemilik dari PO Junaidi dan Mas Mali yang telah membantu selama proses penelitian.
10.Bapak Gatot selaku pegawai ASMINDO Komisariat Daerah Kabupaten Cirebon yang telah memberikan lokasi penelitian dan akses masuk di beberapa industri rotan di Kabupaten Cirebon.
11.Keluarga besar ayahanda Zaenal Arifin serta ibunda Anugerah Suciati tercinta, kakak – kakakku M. Nur Arifianto (Alm), Nurul Endah Ardianti, Dino Irawan, keponakanku tersayang, Sasya dan Daffa, malaikat duniawi yang selalu ada seumur hidupku Kassandra Dewi serta cahaya surgaku Ariendra Rasyad yang selalu memberikan dukungan spiritual dan doa tanpa henti – hentinya untuk penulis sehingga skripsi ini dapat terlaksana dengan baik. 12.Saudara – Saudaraku di Wisma Cibanteng Indah, Among, Viki, Tezar, Berry,
Suhada, Dhika yang telah banyak memberikan dukungan moral, serta masukan dalam pembuatan skripsi ini.
13.Rekan – Rekan yang tengah berjuang di kampus, Ace , John, Dwi Karsono, Bayu, Yudha, Hendra, Dedi serta semua rekan – rekan Fahutan 39 yang telah dulu mencapai garis depan, terutama Dodi, Hamzah, Alfianto, Resman, dan Inten atas kebersamaan dalam menyelesaikan kuliah.
14.Rekan – rekan Sektor VI Club, Yuri, Igun, Ujang, Aconk, Iyas atas semua kenangan dan kesenangan yang diukir bersama.
15.Dan pihak lain yang tidak mungkin disebutkan namanya dalam kesempatan ini.
Semoga Allah SWT memberikan limpahan rahmat-Nya kepada semua pihak baik yang tersebutkan maupun tidak yang telah membantu penulis menyelesaikan skripsi ini. Penulis menyadari sepenuhnya bahwa masih banyak kekurangan dan kelemahan dalam penyusunan skripsi ini. Harapan penulis semoga penelitian ini dapat memberikan manfaat bagi semua pihak yang memerlukannya.
merupakan anak ketiga dari tiga bersaudara dari pasangan Bapak Zaenal Arifin dan Ibu Anugerah Suciati. Penulis mengawali jenjang pendidikan di Taman Kanak-kanak Parkit Jakarta pada tahun 1989. Pendidikan dasar diselesaikan pada tahun 1996 di SD Negeri 19 Pagi Jakarta. Kemudian penulis melanjutkan pendidikan
di SLTP Negeri 115 Jakarta dan lulus pada tahun 1999. Penulis melanjutkan pendidikan di SMU Negeri 26 Jakarta dan lulus pada tahun 2002.
Penulis diterima sebagai mahasiswa Institut Pertanian Bogor di Program Studi Manajemen Hutan, Fakultas Kehutanan pada tahun 2002 melalui jalur Seleksi Penerimaan Mahasiswa Baru (SPMB). Pada tahun 2006 penulis melaksanakan Praktek Pengenalan dan Pengelolaan Hutan (P3H) Non-Getas (Kamojang – Sancang) selama 1 bulan dan di KPH Indramayu selama satu bulan. Pada tahun 2007 Penulis melaksanakan Kuliah Kerja Nyata (KKN) Tematik di Desa Sukasari dan Banjarwangi Kecamatan Menes Kabupaten Pandeglang dua bulan.
Selama menjadi mahasiswa penulis aktif dalam organisasi kemahasiswaan. Organisasi yang pernah diikuti penulis adalah Unit Bola Basket IPB @gric tahun 2003-2006. Penulis juga aktif dalam menyelenggarakan berbagai event khususnya dalam bidang olahraga antara lain Invitasi Bola Basket IPB pada tahun 2003 dan
E-Competiton pada tahun 2005. Selain itu penulis juga aktif dalam bidang seni musik. Dengan pengalaman sebagai bintang tamu di KEMON (Kenduri Motor Nasional) dan Clear Top 10 tahun 2001, kontrak selama tiga bulan di Twilight Cafe Kemang tahun 2004, lima bulan di Plaza Ex dan Nidji opening tour pada tahun 2006.
DAFTAR ISI... i
DAFTAR TABEL... iii
DAFTAR GAMBAR ... v
DAFTAR LAMPIRAN... vi
BAB I PENDAHULUAN 1.1 Latar Belakang ... 1
1.2 Tujuan Penelitian ... 4
1.3 Manfaat Penelitian ... 4
BAB II TINJAUAN PUSTAKA 2.1 Pengertian Industri ... 5
2.2 Pengelompokkan Industri ... 5
2.3 Industri Rotan... 6
2.4 Rotan ... 7
2.5 Proses Pemungutan Rotan... 17
2.6 Proses Pengolahan Rotan ... 19
2.7 Persediaan ... 23
2.8 Economic Order Quantity ... 29
BAB III METODE PENELITIAN 3.1 Penentuan Lokasi dan Waktu Penelitian... 32
3.2 Jenis dan Sumber Data ... 32
3.3 Bahan dan Alat... 33
3.4 Metode Pengambillan Contoh... 33
3.5 Metode Pengolahan dan Analisis Data ... 33
3.6 Asumsi dan Batasan ... 35
BAB IV GAMBARAN UMUM INDUSTRI ROTAN DI KABUPATEN CIREBON 4.1 Keadaan Umum Lokasi Penelitian... 36
4.2 Sejarah Industri Rotan di Kabupaten Cirebon ... 37
CIREBON PROVINSI JAWA BARAT
MOCHAMMAD ARIEF SULISTYO NUGROHO
DEPARTEMEN MANAJEMEN HUTAN
FAKULTAS KEHUTANAN
Control Of Rattan Industries In Cirebon, West Java. (Under Supervision of Yulius Hero and Sudaryanto).
Non timber forest product such as rattan, have quite big role for economics such as living source, absorber of labours and also as resource of stock – exchange. Exploiting of the rattan is assessed progressively grow and expand both as household needs (furniture etc.) and raw material for industries.
Currently because of the rattan raw materials amount has decreasing cause the price improvement in the last few years, many of the rattan industries was closed because of the high cost production. Another solution of this problem is inventory control (storage and order) rattan material to get cost efficiency. One step participating in the future, needs more research for inventory control of raw material rattan for rattan industries.
The market challenge for rattan industries is getting higher while rattan raw material stock progressively getting rare. For that, rattan industries needed a raw material inventory so production process can still go on.
Mostly the rareness of raw material that happened in rattan industries in sub – province Cirebon is not because of the raw material inventory is low, but its because the high exports of the rattan raw material which is have the better quality ,so that domestic rattan industries specially in sub – province Cirebon obtain the lower quality of rattan raw materials especially for the type of rattan manau and asalan semambu.
Inventory control is almost done by entire company in medium and big scale, for a while only some of the small industries do the inventory control. There are some medium scale industries which don’t do inventory control of raw material, and only ordering to small industry directly.
Generally the small industries is sub – contractor that obtaining raw materials which is coming from medium or big scale industries. So that is very rare for a small industries to do the inventory control, because of the direct use of obtained raw material is used for production process. At medium scale industry (CV Pesona Rattan Nusantara), the optimal ordering amount based on EOQ method which is can minimize the inventory cost for stem polish (28 – 30 mm) is 1.243,51 Kg, core (15 mm) is 175,43 Kg, fitrit (3,5 mm) is 1.190,85 Kg, and asalan semambu (26 – 28 mm) is 695,41 Kg. While for the big industry (PT Mutiara Habemindo Rotan), ordering amount for core (11 mm) is 1.419,2 Kg, stem polish (26 – 28 mm) is 5.075, 42 Kg, fitrit (3 mm) is 3.670,84 Kg, and tohiti polish (26 – 28 mm) is 1.905,25 Kg.
Baku Industri Pengolahan Rotan di Kabupaten Cirebon Provinsi Jawa Barat. (Dibawah bimbingan Ir. Yulius Hero, M.Sc.F dan Ir. Sudaryanto).
Hasil hutan bukan kayu seperti rotan, mempunyai peranan yang cukup besar bagi perekonomian yaitu sebagai sumber mata pencaharian, penyerap tenaga kerja serta sebagai sumber devisa. Pemanfaatan rotan tersebut dinilai semakin tumbuh dan berkembang baik sebagai bahan keperluan rumah tangga (meubel dan lain – lain) maupun sebagai bahan baku industri.
Saat ini dikarenakan jumlah bahan baku rotan yang semakin menurun menyebabkan harga bahan baku rotan semakin tinggi beberapa tahun terakhir ini, sehingga mengakibatkan banyak industri rotan yang tutup karena biaya produksi yang tinggi. Salah satu solusi terhadap permasalahan ini adalah melalui pengendalian persediaan (penyimpanan dan pemesanan) bahan baku rotan untuk mendapatkan efisiensi biaya. Sebagai langkah partisipatif dimasa yang akan datang, diperlukan suatu kajian yang lebih mendalam terhadap pengendalian persediaan bahan baku pada industri pengolahan rotan.
Tantangan pasar untuk industri rotan semakin tinggi sedangkan pasokan bahan baku semakin langka, untuk itu industri pengolahan rotan memerlukan suatu pengendalian terhadap persediaan bahan baku sehingga proses produksi dapat terus berlanjut.
Secara garis besar kelangkaan bahan baku yang terjadi pada industri pengolahan rotan di Kabupaten Cirebon bukan dikarenakan persediaan bahan baku yang telah menipis melainkan tingginya ekspor bahan baku mentah yang memiliki kualitas bagus sehingga industri pengolahan rotan dalam negeri khususnya di Kabupaten Cirebon memperoleh bahan baku dengan kualitas yang kurang baik terutama untuk jenis rotan manau dan asalan semambu.
Pengendalian persediaan hampir dilakukan oleh seluruh perusahaan dalam skala industri menengah dan besar, sedangkan untuk industri kecil hanya beberapa yang melakukan pengendalian persediaan. Ada beberapa industri menengah yang tidak melakukan pengendaliaan persediaan bahan baku, dan hanya melakukan pemesanan kepada pengesub secara langsung.
Dengan ini saya menyatakan bahwa skripsi berjudul Studi Pengendalian Persediaan Bahan Baku Industri Pengolahan Rotan di Kabupaten Cirebon Provinsi Jawa Barat adalah benar – benar hasil karya saya sendiri dengan bimbingan dosen pembimbing dan belum pernah digunakan sebagai karya ilmiah pada perguruan tinggi atau lembaga manapun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir skripsi ini.
Bogor, Desember 2007
M. Arief Sulistyo Nugroho
Judul Skripsi : Studi Pengendalian Persediaan Bahan Baku Industri Pengolahan Rotan di Kabupaten Cirebon Provinsi Jawa Barat
Nama : Mochammad Arief Sulistyo Nugroho NIM : E14102053
Menyetujui : Komisi Pembimbing
Ketua, Anggota,
Ir.Yulius Hero , M.Sc.F Ir. Sudaryanto NIP. 131 916 788 NIP. 130 814 497
Mengetahui :
Dekan Fakultas Kehutanan IPB,
Dr. Ir. Hendrayanto, M.Agr NIP. 131 578 788
CIREBON PROVINSI JAWA BARAT
MOCHAMMAD ARIEF SULISTYO NUGROHO
Skripsi Sebagai Salah Satu Syarat
Memperoleh Gelar Sarjana Kehutanan
Pada Fakultas Kehutanan Institut Pertanian Bogor
DEPARTEMEN MANAJEMEN HUTAN
FAKULTAS KEHUTANAN
kehidupan, pencipta langit dan semesta. Atas rahmat, berkah dan nikmat-Nya yang tak terhingga, sehingga penulis dapat menyelesaikan skripsi yang berjudul “Studi Pengendalian Persediaan Bahan Baku Industri Pengolahan Rotan di Kabupaten Cirebon Provinsi Jawa Barat”.
Skripsi ini merupakan salah satu syarat untuk memperoleh gelar Sarjana Kehutanan, Fakultas Kehutanan Institut Pertanian Bogor.
Pada kesempatan ini penulis mengucapkan terima kasih kepada semua pihak yang telah banyak membantu :
1. Bapak Ir. Yulius Hero, M.Sc.F, selaku dosen pembimbing I yang telah memberikan bimbingan dan dorongan sehingga skripsi ini dapat terselesaikan dengan baik.
2. Bapak Ir. Sudaryanto, selaku dosen pembimbing II yang telah memberikan bimbingan dan masukan bagi penulis sehingga skripsi ini dapat terselesaikan dengan baik.
3. Bapak Dr. Ir. A. Machmud Thohari, DEA selaku dosen penguji dari Departemen Konservasi Sumberdaya Hutan dan Ibu Dr. Ir. Lina Karlinasari, M.Sc.F. Trop selaku dosen penguji dari Departemen Hasil Hutan yang telah banyak memberikan masukan bagi penulis selama ujian komprensif berlangsung.
4. Dosen – Dosen Fakultas Kehutanan yang telah memberikan ilmu pengetahuan dan wawasan yang telah membuka cakrawala penulis selama perkuliahan berlangsung.
5. Bapak H. Sumartja selaku Ketua ASMINDO Komisariat Daerah yang telah banyak memberikan informasi mengenai keadaan industri rotan Kabupaten Cirebon serta menyediakan tempat singgah selama penelitian.
6. Bapak Hendra Sastra selaku pendiri dan ketua APIKK (Asosiasi Pengusaha Industri Kecil dan Kerajinan Kabupaten Cirebon) yang telah banyak memberikan informasi dan data mengenai industri rotan Kabupaten Cirebon. 7. Ibu Widya selaku kepala bagian bahan gudang pada PT Mutiara Habemindo
9. Bapak Junaidi selaku pemilik dari PO Junaidi dan Mas Mali yang telah membantu selama proses penelitian.
10.Bapak Gatot selaku pegawai ASMINDO Komisariat Daerah Kabupaten Cirebon yang telah memberikan lokasi penelitian dan akses masuk di beberapa industri rotan di Kabupaten Cirebon.
11.Keluarga besar ayahanda Zaenal Arifin serta ibunda Anugerah Suciati tercinta, kakak – kakakku M. Nur Arifianto (Alm), Nurul Endah Ardianti, Dino Irawan, keponakanku tersayang, Sasya dan Daffa, malaikat duniawi yang selalu ada seumur hidupku Kassandra Dewi serta cahaya surgaku Ariendra Rasyad yang selalu memberikan dukungan spiritual dan doa tanpa henti – hentinya untuk penulis sehingga skripsi ini dapat terlaksana dengan baik. 12.Saudara – Saudaraku di Wisma Cibanteng Indah, Among, Viki, Tezar, Berry,
Suhada, Dhika yang telah banyak memberikan dukungan moral, serta masukan dalam pembuatan skripsi ini.
13.Rekan – Rekan yang tengah berjuang di kampus, Ace , John, Dwi Karsono, Bayu, Yudha, Hendra, Dedi serta semua rekan – rekan Fahutan 39 yang telah dulu mencapai garis depan, terutama Dodi, Hamzah, Alfianto, Resman, dan Inten atas kebersamaan dalam menyelesaikan kuliah.
14.Rekan – rekan Sektor VI Club, Yuri, Igun, Ujang, Aconk, Iyas atas semua kenangan dan kesenangan yang diukir bersama.
15.Dan pihak lain yang tidak mungkin disebutkan namanya dalam kesempatan ini.
Semoga Allah SWT memberikan limpahan rahmat-Nya kepada semua pihak baik yang tersebutkan maupun tidak yang telah membantu penulis menyelesaikan skripsi ini. Penulis menyadari sepenuhnya bahwa masih banyak kekurangan dan kelemahan dalam penyusunan skripsi ini. Harapan penulis semoga penelitian ini dapat memberikan manfaat bagi semua pihak yang memerlukannya.
merupakan anak ketiga dari tiga bersaudara dari pasangan Bapak Zaenal Arifin dan Ibu Anugerah Suciati. Penulis mengawali jenjang pendidikan di Taman Kanak-kanak Parkit Jakarta pada tahun 1989. Pendidikan dasar diselesaikan pada tahun 1996 di SD Negeri 19 Pagi Jakarta. Kemudian penulis melanjutkan pendidikan
di SLTP Negeri 115 Jakarta dan lulus pada tahun 1999. Penulis melanjutkan pendidikan di SMU Negeri 26 Jakarta dan lulus pada tahun 2002.
Penulis diterima sebagai mahasiswa Institut Pertanian Bogor di Program Studi Manajemen Hutan, Fakultas Kehutanan pada tahun 2002 melalui jalur Seleksi Penerimaan Mahasiswa Baru (SPMB). Pada tahun 2006 penulis melaksanakan Praktek Pengenalan dan Pengelolaan Hutan (P3H) Non-Getas (Kamojang – Sancang) selama 1 bulan dan di KPH Indramayu selama satu bulan. Pada tahun 2007 Penulis melaksanakan Kuliah Kerja Nyata (KKN) Tematik di Desa Sukasari dan Banjarwangi Kecamatan Menes Kabupaten Pandeglang dua bulan.
Selama menjadi mahasiswa penulis aktif dalam organisasi kemahasiswaan. Organisasi yang pernah diikuti penulis adalah Unit Bola Basket IPB @gric tahun 2003-2006. Penulis juga aktif dalam menyelenggarakan berbagai event khususnya dalam bidang olahraga antara lain Invitasi Bola Basket IPB pada tahun 2003 dan
E-Competiton pada tahun 2005. Selain itu penulis juga aktif dalam bidang seni musik. Dengan pengalaman sebagai bintang tamu di KEMON (Kenduri Motor Nasional) dan Clear Top 10 tahun 2001, kontrak selama tiga bulan di Twilight Cafe Kemang tahun 2004, lima bulan di Plaza Ex dan Nidji opening tour pada tahun 2006.
DAFTAR ISI... i
DAFTAR TABEL... iii
DAFTAR GAMBAR ... v
DAFTAR LAMPIRAN... vi
BAB I PENDAHULUAN 1.1 Latar Belakang ... 1
1.2 Tujuan Penelitian ... 4
1.3 Manfaat Penelitian ... 4
BAB II TINJAUAN PUSTAKA 2.1 Pengertian Industri ... 5
2.2 Pengelompokkan Industri ... 5
2.3 Industri Rotan... 6
2.4 Rotan ... 7
2.5 Proses Pemungutan Rotan... 17
2.6 Proses Pengolahan Rotan ... 19
2.7 Persediaan ... 23
2.8 Economic Order Quantity ... 29
BAB III METODE PENELITIAN 3.1 Penentuan Lokasi dan Waktu Penelitian... 32
3.2 Jenis dan Sumber Data ... 32
3.3 Bahan dan Alat... 33
3.4 Metode Pengambillan Contoh... 33
3.5 Metode Pengolahan dan Analisis Data ... 33
3.6 Asumsi dan Batasan ... 35
BAB IV GAMBARAN UMUM INDUSTRI ROTAN DI KABUPATEN CIREBON 4.1 Keadaan Umum Lokasi Penelitian... 36
4.2 Sejarah Industri Rotan di Kabupaten Cirebon ... 37
BAB V HASIL DAN PEMBAHASAN
5.1 Karakteristik Industri Pengolahan Rotan di Kabupaten Cirebon... 39
5.2 Perkembangan Industri Pengolahan Rotan di Kabupaten Cirebon ... 39
5.3 Proses Produksi ... 43
5.4 Bahan Baku ... 44
5.5 Sistem Pengadaan Bahan Baku... 46
5.6 Prosedur Pembelian Bahan Baku ... 47
5.7 Pengendalian Persediaan Bahan Baku ... 48
5.9 Industri Kecil... 50
5.10 Industri Menengah ... 53
5.11 Industri Besar ... 65
BAB VI KESIMPULAN DAN SARAN 6.1 Kesimpulan ... 84
6.2 Saran... 85
DAFTAR PUSTAKA ... 87
DAFTAR TABEL
No Teks Hal
1. Laju Pertumbuhan Delapan Spesies Komersial Rotan ... 10 2. Potensi Produksi Bahan Baku Rotan Indonesia ... 12 3. Perkembangan Antarpulau Bahan Baku Rotan Dalam Negeri Tahun 1995
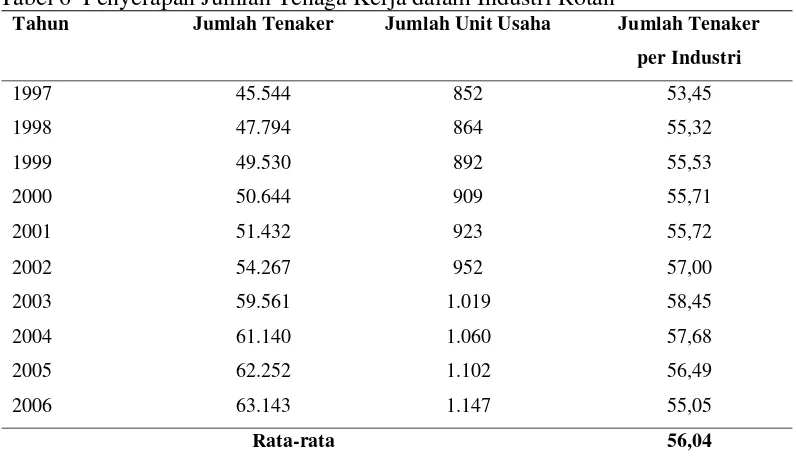
dan 1996 ... 15 4. Saham Perdagangan Rotan Dunia Tahun 1980... 16 5. Volume Ekspor Rotan Dari Indonesia Sejak Tahun 2000 s.d 2005... 17 6. Penyerapan Tenaga kerja pada Industri Pengolahan Rotan Tahun 1997 –
2006 ... 42 7. Standar Kualitas Rotan... 45 8. Total Pemakaian Bahan Baku pada PO Junaidi Tahun 2006... 50 9. Pemakaian Bulanan untuk Bahan Baku Rotan Batang Poles Diameter 28 –
30 mm, Core Diameter 10 mm dan Fitrit Diameter 3,5 mm Periode Tahun 2006 (Kg) ... 51 10.Komponen Biaya Pemesanan per Pesanan Rotan PO Junaidi (Rp)... 52 11.Komponen Biaya Penyimpanan PO Junaidi per Unit PO Junaidi, 2006 ... 53 12.Total Pemakaian Bahan Baku pada CV Pesona Rattan Nusantara Tahun
2006 ... 54 13.Pemakaian Bulanan untuk Bahan Baku Rotan Batang Poles Diameter 28 –
30 mm, Core Diameter 15 mm, Fitrit Diameter 3,5 mm dan Asalan Semambu Diameter 26 – 28 mm Periode Tahun 2006 (Kg)... 56 14.Komponen Biaya Pemesanan per Pesanan Rotan CV Pesona Rattan
Nusantara Tahun 2006... 57 15.Komponen Biaya Penyimpanan Rotan Batang Poles Diameter 28 – 30 mm,
Core Diameter 15 mm, Fitrit diameter 3,5 mm dan Asalan Semambu Diameter 26 – 28 mm... 58 16.Total Frekuensi Pemesanan dan Kuantitas Pesanan dengan Metode yang
Diterapkan CV Pesona Rattan Nusantara, 2006... 59 17.Perbandingan frekuensi pesanan dan kuantitas pesanan kedua metode pada
18.Perbandingan Biaya Persediaan Rotan Kedua Metode pada CV Pesona Rattan Nusantara 2006 ... 64 19.Total Pemakaian Bahan Baku pada PT Mutiara Habemindo Rotan Selama
Tahun 2006... 66 20.Pemakaian Bulanan untuk Bahan Baku Rotan Core Diameter 11 mm,
Batang Poles 26 – 28 mm, Fitrit Diameter 3 mm dan Tohiti Poles Diameter 18 - 20 mm Periode Tahun 2006 (Kg) ... 68 21.Komponen Biaya Pemesanan per Pesanan Rotan PT Mutiara Habemindo
Rotan Selama Tahun 2006 ... 69 22.Komponen Biaya Penyimpanan Rotan Core 11 mm, Batang Poles Diameter
26 – 28 mm, Fitrit Diameter 3 mm dan Tohiti Poles Diameter 18 – 20 mm ... 69 23.Total Frekuensi Pemesanan dan Kuantitas Pesanan dengan Metode yang
Diterapkan PT Mutiara Habemindo Rotan, 2006... 70 24.Perbandingan Frekuensi Pemesanan dan Kuantitas Pesanan Kedua
Metode pada PT HBM,2006 ... 72 25.Perbandingan Biaya Persediaan Rotan Kedua Metode pada PT HBM
DAFTAR GAMBAR
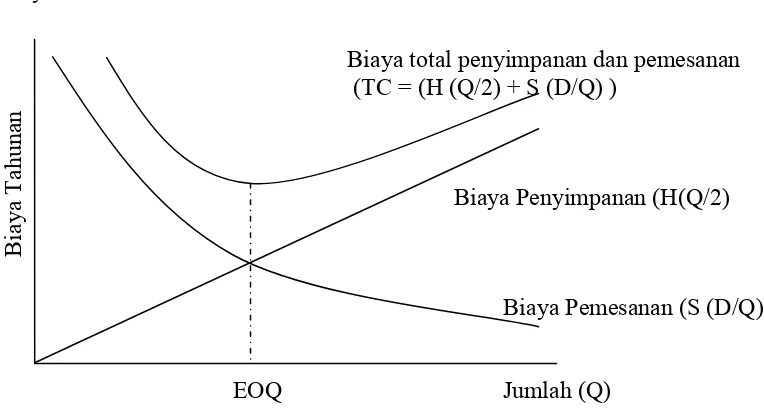
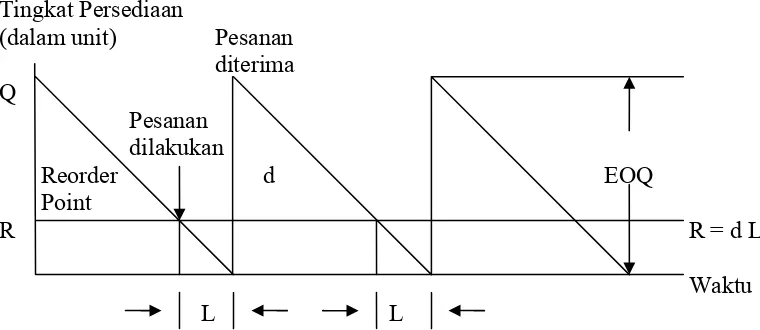
No Teks Hal 1. Kerangka Pemikiran Studi Pengendalian Persediaan Bahan Baku Rotan .... 3 2. Alur Perdagangan/ Tata Niaga rotan di Indonesia ... 14 3. Hubungan Antara Biaya Pemesanan dan Biaya Penyimpanan ... 29 4. Tingkat persediaan versus waktu bagi EOQ ... 30 5. Pertumbuhan Industri Pengolahan Rotan di Kabupaten Cirebon ... 40 6. Perkembangan Volume Produksi Industri Pengolahan Rotan di Kabupaten
Cirebon ... 40 7. Perkembangan Tenaga Kerja pada Industri Pengolahan Rotan Tahun 1997
– 2006 ... 41 8. Penjualan Rotan pada CV Nusantara Periode 2002 – 2006... 43 9. Tingkat Persediaan Rotan Jenis Batang Poles (28 – 30 mm) Vs Waktu
Bagi EOQ ... 61 10.Tingkat Persediaan Rotan Jenis Core (15 mm) Vs Waktu Bagi EOQ... 62
11.
Tingkat Persediaan Rotan Jenis Fitrit (3,5 mm) Vs Waktu Bagi EOQ... 63 12.Tingkat Persediaan Rotan Jenis Asalan Semambu (26 – 28 mm) Vs WaktuBagi EOQ ... 63 13.Tingkat Persediaan Rotan Jenis Core (11 mm) Vs Waktu Bagi EOQ... 73 14.Tingkat Persediaan Rotan Jenis Batang Poles (26 – 28 mm) Vs Waktu
Bagi EOQ ... 74 15.Tingkat Persediaan Rotan Jenis Fitrit (3 mm) Vs Waktu Bagi EOQ... 75 16.Tingkat Persediaan Rotan Jenis Tohiti Poles (26 – 28 mm) Vs Waktu Bagi
DAFTAR LAMPIRAN
No Teks Hal 1. Perkembangan Jumlah Unit Usaha, Volume Produksi, Nilai Investasi dan
Nilai Produksi Industri Produk Jadi Rotan di Kabupaten Cirebon ... 90 2. Penyerapan Tenaker pada Industri Produk Jadi Rotan Tahun 1997 – 2006.. 91 3. Perhitungan Komponen Biaya Pemesanan dan Biaya Penyimpanan Rotan
pada PO Junaidi ... 92 4. Banyak Pemesanan, Pembelian, dan Persediaan Bahan Baku PO
Junaidi, Tahun 2006 ... 93 5. Perhitungan Komponen Biaya Pemesanan dan Biaya Penyimpanan Rotan
pada CV Pesona Rattan Nusantara... 95 6. Banyak Pemesanan, Pembelian, dan Persediaan Rata – rata Bahan Baku
CV Pesona Rattan Nusantara, Tahun 2006 ... 96 7. Biaya Persediaan Bahan Baku dengan Metode Perusahaan, CV Pesona
Rattan Nusantara, 2006 ... 99 8. Perhitungan Jumlah Bahan Baku Optimal Berdasarkan EOQ pada CV
Pesona Rattan Nusantara... 100 9. Perhitungan Titik Pemesanan Kembali CV Pesona Rattan Nusantara ... 101 10.Perhitungan Biaya Persediaan Berdasarkan Metode EOQ pada CV Pesona
Rattan Nusantara ... 102 11.Perhitungan Komponen Biaya Pemesanan dan Biaya Penyimpanan Rotan
pada PT Mutiara Habemindo Rotan... 103 12.Banyak Pemesanan, Pembelian dan Persediaan Bahan Baku PT Mutiara
Habemindo Rotan, Tahun 2006 ... 104 13.Biaya Persediaan Bahan Baku dengan Metode Perusahaan, PT Mutiara
Habemindo Rotan, 2006 ... 106 14.Perhitungan Jumlah Bahan Baku Optimal Berdasarkan EOQ pada PT
15.Perhitungan Titik Pemesanan Kembali PT HBM ... 108
1.1. Latar Belakang
Hutan sebagai suatu ekosistem merupakan sumberdaya alam yang komplek dan mempunyai banyak manfaat langsung maupun tidak langsung yang meliputi manfaat ekologis, sosial dan ekonomi. Dari segi ekologis, hutan berperan sebagai perlindungan ekosistem flora, fauna dan sumber plasma nutfah. Sedangkan dari segi ekonomi dan sosial, hutan berperan sebagai sumber devisa dan mata pencaharian bagi masyarakat. Sehingga hutan selain dituntut untuk dapat memberikan manfaat ekologis juga diharapkan dapat meningkatkan kesejahteraan bagi masyarakat.
Seiring dengan pertambahan populasi dan perkembangan ekonomi, permintaan global dan regional untuk barang dan jasa yang dihasilkan dari hutan akan terus meningkat, sementara areal berhutan di beberapa negara cenderung menurun. Semakin berkurangnya luas areal hutan yang ada pada saat ini berpengaruh terhadap berkurangnya jumlah produksi kayu yang dihasilkan. Memperhatikan kondisi dan tingkat degradasi hutan yang ada sampai saat ini menimbulkan ketidakseimbangan antara jumlah permintaan dengan jumlah penawaran terhadap produk kayu, sehingga terjadi perubahan kebijakan untuk memanfaatkan hasil hutan bukan kayu.
Hasil hutan bukan kayu merupakan benda – benda hayati yang dihasilkan dari hutan selain kayu. Banyak hasil hutan bukan kayu yang memiliki potensi ekonomi untuk di pasarkan pada saat ini dan masa yang akan datang. Hasil hutan bukan kayu di Indonesia sudah sejak lama dimanfaatkan oleh penduduk di sekitar hutan namun pada umumnya upaya pemanfaatan tersebut masih merupakan kegiatan musiman dan sambilan. Meski demikian, tidak sedikit jenisnya yang telah dimanfaatkan di luar negeri.
Puncak kejayaan ekspor rotan jadi di Indonesia terjadi pada tahun 1986 sejak dikeluarkannya SK Menteri Perdagangan No.274/Kpts/XI/1986 tentang Pelarangan Ekspor Rotan Asalan yang telah dibersihkan dan diasapi diikuti dengan dikeluarkannya SK Menteri Perdagangan No.190/Kpts/VI/1988 tentang Pelarangan Ekspor Rotan Asalan. Namun saat ini produk jadi rotan kalah bersaing di pasar internasional dengan produk dari negara lain yang sumber rotannya berasal dari Indonesia tetapi mampu menjual dengan harga yang lebih murah. Keadaan ini terjadi sejak dibukanya kembali kran ekspor rotan alam dan budidaya pada tahun 1998, sehingga menyebabkan kenaikan volume ekspor rotan mentah dan kelangkaan bahan baku bagi industri dalam negeri (Anonimous, 2004).
Sehubungan dengan adanya kelangkaan bahan baku industri rotan dalam negeri pemerintah mengambil tindakan dengan mengeluarkan Surat Keputusan (SK) Menperindag Nomor : 355/MPP/Kpts/9/2004 tentang Pengaturan Ekspor Rotan, yang berisi tentang diberlakukannya kembali larangan ekspor rotan asalan dan rotan setengah jadi yang berasal dari hutan alam. Namun ternyata peraturan tersebut tidak bertahan lama sebab pada tahun 2005 pemerintah kembali mengeluarkan kebijakan mengenai rotan asalan dan setengah jadi dengan Peraturan Menperindag Nomor : 12/M-Dag/Per/6/2005 yang dikeluarkan pada tanggal 30 juni 2005. Hal tersebut menimbulkan kekhawatiran di kalangan para pelaku industri pengolahan rotan akan kurangnya stok bahan baku terutama di Kabupaten Cirebon yang sangat dikenal sebagai sentra produksi mebel rotan. Bahan baku industri mebel di Pulau Jawa ini sangat tergantung pada pasokan dari daerah produsen rotan, seperti Kalimantan, Sulawesi, dan Sumatera.
Pengendalian Persediaan Perusahaan Saat Ini
Proses Produksi Efisiensi Biaya
EOQ
(Economic Order Quantity) Analisis Pengendalian
Persediaan Bahan Baku Industri rotan
Sumber Bahan Baku Rotan
Volume Penggunaan Bahan Baku
Waktu Tunggu Bahan Baku
Biaya Persediaan Bahan Baku (Biaya Pemesanan & Biaya
Penyimpanan) Bahan Baku
Rotan
Persediaan Barang
Pasar
1.2. Tujuan Penelitian
Penelitian ini bertujuan untuk :
1. Mengetahui pelaksanaan pengendalian persediaan bahan baku industri rotan. 2. Mengetahui permasalahan yang dihadapi dalam proses pengendalian
persediaan bahan baku rotan dan kelestarian usaha.
1.3. Manfaat Penelitian
II. TINJAUAN PUSTAKA
2.1. Pengertian Industri
Industri adalah sekolompok perusahaan yang menawarkan suatu produk
atau kelas produk yang merupakan substitusi dekat satu sama lain. Sedangkan
perusahaan adalah organisasi yang dikembangkan oleh seseorang atau
sekumpulan orang dengan tujuan untuk menghasilkan berbagai jenis barang dan
jasa yang dibutuhkan masyarakat. Tujuan setiap perusahaan adalah meraih
keuntungan semaksimal mungkin dan mempertahankan kelesatarian perusahaan
(Kotler, 1998 dalam Hatta, 2003).
Ensiklopedia Indonesia, 1982 mendefinisikan industri sebagai bagian dari
proses produksi yang tidak secara langsung mengambil atau mengerjakan bahan
dasar atau bahan baku secara mekanis atau kimiawi sehingga menjadikannya lebih
berharga untuk dipakai manusia. Perusahaan yang mengambil bahan dasar dari
alam, kemudian langsung mengolahnya melalui peralatan mekanik yang
kompleks, disebut industri.
Selanjutnya Badan Pusat Statistik (1999) memberikan batasan bahwa
industri adalah suatu unit atau kesatuan produksi yang terletak pada suatu tempat
tertentu dan melakukan kegiatan untuk mengubah barang / bahan baku baik secara
mekanis, kimia atau dengan tangan menjadi menjadi produk baru atau kegiatan
mengubah barang yang kurang nilainya dengan maksud mendekatkan produk
tersebut kepada konsumen akhir.
2.2. Pengelompokan Industri
Di Indonesia pengelompokan industri dilakukan oleh berbagai instansi
dengan menggunakan berbagai kriteria. Kriteria yang digunakan oleh beberapa
instansi untuk mengelompokkan industri adalah sebagai berikut :
1) Berdasarkan Tenaga Kerja
BPS (1984) mengelompokan industri Indonesia berdasarkan ukuran
perusahaan yang besarnya tergantung jumlah karyawan tiap perusahaan, yang
a. Industri kerajinan, memiliki 1 – 4 karyawan
b. Industri kecil, memiliki 5 – 19 karyawan
c. Industri sedang, memiliki 20 – 99 karyawan
d. Industri besar, memiliki ≥ 100 karyawan
2) Berdasarkan Investasi
Depperindag juga mengeluarkan ketentuan sendiri tentang industri skala
kecil menengah (IKM) yang dituangkan dalam Keputusan Menpperindag
(Kepmenpperindag) No.257/MPP/Kep/7/1997. Di dalam Kepmenpperindag
tersebut disebutkan bahwa yang termasuk dengan IKM adalah usaha dengan nilai
investasi maksimal Rp. 5 miliar termasuk tanah dan bangunan.
3) Berdasarkan Hasil Penjualan
Menteri Negara Koperasi dan UKM menggolongkan Industri berdasarkan
hasil penjualan, yaitu :
a. Industri dengan hasil penjualan sampai dengan Rp. 1 milyar digolongkan dalam
Industri kecil.
b. Industri dengan hasil penjualan antara Rp. 1 - 50 milyar digolongkan dalam
Industri menengah.
c. Industri dengan hasil penjualan lebih dari 50 milyar digolongkan dalam industri
besar.
4) Berdasarkan Asset
Di dalam UU No. 9/1995, penggolongan IKM dikelompokkan dengan
kriteria :
a. Industri Kecil memiliki asset bersih paling banyak Rp. 200 juta tidak
termasuk tanah dan bangunan tempat usaha.
b. Industri Menengah memiliki asset bersih Rp. 200 juta - 10 miliar
termasuk tanah dan bangunan.
2.3. Industri Rotan
Industri kerajinan rotan merupakan suatu bentuk usaha yang membuat
barang-barang kerajinan dengan bahan utama rotan. Industri kerajinan rotan ini
akan meningkatkan nilai tambah rotan, dari rotan batangan menjadi berbagai
macam perabot rumah tangga. Industri rotan digolongkan menurut tingkat
pengolahan dan hasil produksinya sebagai berikut:
1) Industri bahan mentah
Industri yang mengolah rotan mentah menjadi rotan W (washed) dan S (sulphurized), polish kasar dan rotan belahan (split). Industri ini merupakan usaha pengawetan rotan bulat sebagai bahan baku.
2) Industri barang setengah jadi
Industri yang menghasilkan kulit rotan, hati rotan , polish halus dan komponen
furniture. Mengolah rotan W dan S menjadi produk antara yang siap dipergunakan bagi industri barang jadi.
3) Industri barang jadi
Industri yang mengolah produk-produk setengah jadi serta rotan W dan S
menjadi barang yang siap dikonsumsi (tikar, anyaman, furniture dan barang dari rotan lainnya).
2.4. Rotan
2.4.1. Morfologi Umum
Rotan termasuk dalam divisi Spermatophyta, subdivisi Angiospermae, kelas Monocotyledonae, ordo Palmales dan famili Palmae. Sampai sekarang di
dunia sudah ditemukan sebanyak 22 genera dan 8 genera di antaranya terdapat di
Indonesia. Dari 8 genera tersebut ditemukan sebanyak 306 jenis, namun masih
sangat sedikit yang diperdagangkan, yaitu tidak lebih dari 10 jenis saja (Rachman,
1990 dalam Kurniawaty, 1998).
Bentuk dan sifat – sifat jenis rotan dibedakan menurut jumlah batang tiap
rumpun, sistem perakaran, bentuk alat pemanjat, bentuk dan perkembangan daun,
bunga dan buah ( Dansfield, 1996 ).
1. Batang
Pada umumnya batang –batang rotan diliputi oleh pelepah daun dan terdiri
dari ruas – ruas panjang, tapi ini biasanya hanya tampak di hutan pada bagian
batang sebelah bawah dan sudah tua dari sebagian besar batang – batang yang
telah masak. Batang – batang dari beberapa species dapat tumbuh dengan panjang
yang mengagumkan. Burkill (1935) dalam Dansfield (1996), mencatat panjang
dari suatu batang rotan manau yaitu 556 feet atau sekitar 169,5 meter.
Diameter batang rotan bervariasi mulai dari species dengan batang tanpa
pelepah, berdiameter kurang lebih 3 mm misalnya rotan pulut merah (Calamus javensis) sampai pada species yang berdiameter 10 cm seperti rotan manau (Calamus manan).
Dansfield (1996) mengatakan bahwa jumlah batang per rumpun pada
masing – masing jenis rotan bervariasi, ada yang berkelompok dan ada yang
berbatang tunggal. Jenis yang berbatang tunggal antara lain rotan manau
(Calamus manan), rotan tohiti (Calamus inops) dan rotan ombol (Calamus symphysipus), sedangkan jenis rotan yang berumpun diantaranya yaitu rotan sega (Calamus caesius), rotan irit (Calamus trachycoleus) dan hampir seluruh genus
Ceratolobus dan Korthalsia.
2. Daun
Daun rotan terbagi dapat dibagi ke dalam tiga atau empat bagian yaitu
pelepah daun, petiole, laminar dan cirrus jika ada. Pelepah daun adalah bagian
yang cukup penting pada rotan dari pandangan taksonomi (Dansfield, 1996).
Cirrus merupakan bagian yang digunakan sebagai alat untuk merambat.
3. Alat Perambat
Rotan merupakan tumbuhan merambat di pohon – pohon penopangnya
(turus). Ada dua organ yang berguna sebagai alat untuk merambat yaitu dengan
bantuan duri – duri pengait yang terdapat pada ujung tangkai daun, disebut
sebagai cirrus atau dengan bantuan flagella pada pelepah daun.
Cirrus dapat ditemukan pada jenis – jenis rotan dengan genus Ceratolobus,
Daemonorops, Plectocomis, Plectocomiopsis, Myrialepsis dan Korthalsia serta banyak species dari genus Calamus (Dansfield, 1996).
4. Buah
Buah rotan menyerupai deretan – deretan vertical dari sisik – sisik yang
saling bertumpuk. Sisik – sisik ini biasanya keras dan mengkilap serta secara
teratur vertikal bercelah – celah sepanjang garis tengahnya. Jumlah dari barisan
vertikal sisik – sisik ini , kadang digunakan untuk kepentingan taksonomi. Sisik
ini mempunyai penampakan yang sangat menarik. Warnanya biasanya beragam
mulai dari coklat kekuningan, coklat muda, sampai coklat gelap kehitaman, tetapi
sekali waktu berwarna magenta atau gabungan seperti gading dan hitam
(Dansfield, 1996).
2.4.2. Pemanfaatan
Karena kekuatan, kelenturan dan keseragamannya, batang polos rotan
dimanfaatkan secara komersial untuk mebel dan anyaman rotan. Umumnya
diameter rotan batang bervariasi antara 3 – 60 mm atau lebih, bergantung pada
spesiesnya. Di daerah pedesaan, banyak spesies rotan telah digunakan selama
berabad – abad untuk berbagai tujuan seperti tali – temali, konstruksi, keranjang,
atap dan tikar (Dansfield, 1996).
Sementara itu Heyne (1927), Burkill (1935) dan Corner (1966) dalam
Dansfield (1996) telah mendaftar berbagai penggunaan lokal rotan. Penggunaan
itu begitu banyak sehingga perhitungan yang lengkap adalah mustahil. Rotan
dibuat untuk membuat keranjang, tikar, mebel, tangkai sapu, pemukul permadani,
tongkat, perangkap ikan, tirai, kurungan burung, dan untuk hampir semua tujuan
lain apapun yang menuntut kekuatan dan kelenturan yang digabung dengan
keringanan. Ikatan pada rumah, pagar, jembatan dan bahkan perahu dilakukan
dengan rotan. Pinak-pinak daun rotan tua dianyam untuk atap, pinak daun muda
digunakan sebagai kertas rokok, tunas muda dimakan, buah rotan digunakan
beragam sebagai buah dan obat, dan ‘darah naga’ yang diperoleh dari kulit buah
beberapa spesies pernah digunakan sebagai zat warna, pernis dan dalam jamu
lokal.
Jenis-jenis rotan di Indonesia yang memegang peranan penting dalam
perdagangan adalah:
1) Rotan manau (Calamus manan Miq) dari Sumatera dan Kalimantan. 2) Rotan sega (Calamus caesius Bl) dari Sumatera dan Kalimantan. 3) Rotan semambu (Calaus scipionum) dari Sumatera dan Kalimantan. 4) Rotan irit (Calamus trachyoleus) dari Kalimantan.
5) Rotan umbulu (Calamus simphysipus) dari Maluku dan Sulawesi.
6) Rotan cacing (Calamus ciliaris), seuti (C. ornatus), seel (Daemonorops melanochaetes) dari Jawa.
7) Rotan suwei ( Calamus papuanus Becc.) dari Irian Jaya.
8) Rotan jermasin (C. leioucaulis), tarumpu (C. muricetus), batang (C. zollingerii) dan tohiti ( C. inops) dari Sulawesi.
2.4.3. Pertumbuhan
Kebanyakan rotan yang tumbuh secara alami menghasilkan semai
melimpah, namun mortalitas tinggi, agaknya karena persaingan merebut cahaya,
air dan zat hara, dan karena pemangkasan, menyebabkan hanya sedikit semai
mencapai dewasa. Cahaya juga meningkatkan pemanjangan batang (Manokaran
1985 dalam Dansfield, 1996). Pemanjangan batang bersifat sinambung, tetapi beragam dari kurun ke kurun waktu.
Meskipun tidak ada informasi yang diterbitkan mengenai laju
pertumbuhan rotan yang tumbuh liar, informasi semacam itu tersedia untuk
spesies – spesies komersial yang mengikuti lintasan silvikultur. Beberapa
informasi diberikan dalam Tabel 1.
Tabel 1 Laju Pertumbuhan Delapan Spesies Komersial Rotan
Spesies Laju Pertumbuhan
(m/tahun)
Laju Pertumbuhan Batang Terpanjang (m/tahun)
Calamus caesius 1,9 3,9 – 5,6
C. egregious - 0,8
(2,0)
C. hainanensis - 3,5
(5,0)
C. manan - 1,2
(2,3)
C. scipionum 0,1 1,0
C. tetradactylus - 2,3
Tabel 1 (Lanjutan)
C. trachycoleus - (3,0)
(5,0)
(7,0)
Daemonorops margaritae - (2,0 – 2,5)
Sumber: Manokaran (1985) dan Xu (1985, 1989) dalam Dansfield (1996)
Ket : Angka dalam kurung merupakan taksiran, angka – angka lain merupakan nilai terukur.
2.4.4. Potensi Rotan Indonesia
Rotan di Indonesia umumnya tumbuh di hutan – hutan lebat yang
ditumbuhi oleh kayu karena rotan termasuk tumbuhan memanjat pada pohon. Dari
15 suku palmae, 8 jenis diantaranya ditemukan dan tumbuh di Indonesia. Adapun
jumlah total rotan yang sudah ditemukan dan digunakan untuk keperluan lokal
mencapai kurang lebih 128 jenis. Sementara itu, rotan yang sudah umum
diusahakan/ diperdagangkan dengan harga tinggi untuk berbagai keperluan baru
mencapai 28 jenis saja. Jenis rotan lainnya belum begitu tersentuh karena kecilnya
potensi dan belum dikenal sifat – sifatnya (Januminro, 2000).
Luas kawasan hutan di Indonesia sebenarnya mencapai total 120 juta
hektar, sedangkan luas kawasan yang disurvei hanya mencakup kawasan hutan
yang mewakili saja, yakni hanya pada areal seluas 5,6 juta hektar di 16 Provinsi
Indonesia. Secara keseluruhan, besarnya potensi penyediaan rotan dari 16 Provinsi
di Indonesia di luasan areal yang telah disurvei mencapai kurang lebih 573.890
ton/ tahun (Januminro, 2000).
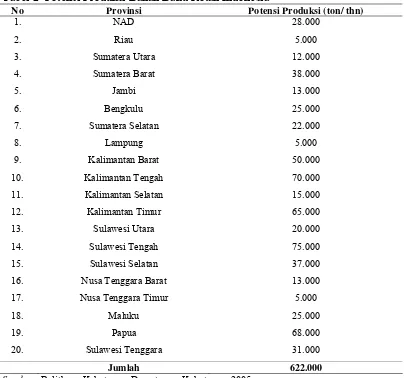
Balitbang Kehutanan Departemen Kehutanan memperkirakan bahwa
produksi rotan tahun 2005 sebesar 622.000 ton yang dihasilkan oleh beberapa
daerah penghasil bahan baku rotan di Indonesia yang tersebar di 20 propinsi.
Potensi produksi tersebut merupakan potensi produksi lestari atau potensi per
tahun selama ini adalah rata – rata sekitar 622.000 ton per tahun.
Tabel 2 Potensi Produksi Bahan Baku Rotan Indonesia
No Provinsi Potensi Produksi (ton/ thn)
1. NAD 28.000
7. Sumatera Selatan 22.000
8. Lampung 5.000
9. Kalimantan Barat 50.000
10. Kalimantan Tengah 70.000
11. Kalimantan Selatan 15.000
12. Kalimantan Timur 65.000
13. Sulawesi Utara 20.000
14. Sulawesi Tengah 75.000
15. Sulawesi Selatan 37.000
16. Sumber: Balitbang Kehutanan, Departemen Kehutanan, 2005
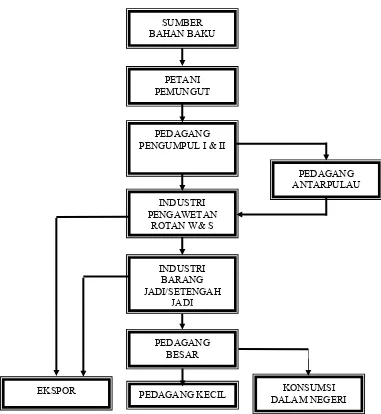
2.4.5. Tata Niaga Rotan
Para petani atau pemungut rotan merupakan pihak yang paling berperan
dalam membentuk rantai perdagangan atau tata niaga rotan. Mereka melakukan
pemungutan dan pengambilan rotan dari hutan bebas atau dari kebun – kebun
rotan, kemudian membawanya ke desa – desa. Rotan hasil pemungutan tersebut
langsung dijual bebas kepada pedagang pengumpul atau diolah dahulu melalui
proses peruntian, pengawetan dan pemutihan. Harga jual rotan yang telah
dilakukan pengolahan pendahuluan lebih tinggi daripada rotan yang langsung
dijual setelah dipanen.
Pedagang pengumpul rotan umumnya adalah penduduk sekitar desa,
tempat rotan banyak tumbuh dan dipungut. Mereka adalah penduduk yang
memiliki cukup modal sendiri atau pedagang perantara yang mendapat dukungan
modal dari pengusaha industri rotan atau pedagang antarpulau. Pedagang
pengumpul biasanya mempunyai basis usaha di sekitar desa atau di kota
Kecamatan. Pedagang perantara terdiri atas dua tingkatan, yaitu pedagang yang
membeli rotan dengan kedudukan di sekitar desa atau Kecamatan, dan pedagang
rotan berkedudukan di tingkat Kabupaten yang membeli rotan dari pedagang
perantara tingkat desa/ Kecamatan atau langsung membeli rotan dari rakyat/
petani. Pedagang pengumpul tingkat yang kedua ini memerlukan modal dan
tempat/ gudang yang cukup besar karena jumlah rotan yang dibeli akan lebih
besar.
Rotan yang diterima oleh pedagang pengumpul dapat dijual dengan dua
cara. Pertama, rotan yang terkumpul dijual langsung kepada industri pengawetan/
rotan jika di daerah tersebut tersedia industri pengawetan rotan. Kedua, rotan yang
terkumpul dijual kepada pedagang antarpulau jika di daerah tersebut tidak ada
industri pengawetan rotan. Pedagang antarpulau akan menjual rotan tersebut
kepada industri yang ada di luar daerah atau di luar pulau.
Industri pengawetan rotan yang membeli dari pedagang pengumpul atau
pedagang antarpulau akan mengolahnya lebih lanjut menjadi rotan yang sudah
diawetkan, diputihkan, atau dalam bentuk rotan split. Hasil olahan tersebut
diserahkan kepada industri barang jadi atau langsung diekspor jika peraturan
pemerintah mengizinkan mengirimkan rotan bulat untuk diekspor.
Rotan yang diterima oleh pedagang pengumpul umumnya hanya sebatas
pencucian dan pemasakan saja. Rotan yang telah diolah tersebut dibawa kepada
pedagang antarpulau atau langsung dikirimkan ke gudang industri pengolahan
(Januminro, 2000).
INDUSTRI PENGUMPUL I & II
INDUSTRI
Gambar 2 Alur Perdagangan/ Tata Niaga Rotan di Indonesia
2.4.6. Perkembangan Peredaran Rotan
1) Peredaran Dalam Negeri
Data yang dihimpun pada tahun 1971 menunjukkan bahwa perdagangan
rotan antarpulau atau dalam negeri sebagian besar dikuasai oleh daerah produsen
yaitu Kalimantan sebesar 69 %, Sulawesi 23 % dan daerah lainnya 8 %. Daerah
yang menjadi tujuan perdagangan rotan antarpulau sebagian besar adalah Jawa
sebesar 57 %, Ujung Pandang sebesar 31 % dan daerah lainnya sebesar 12 %.
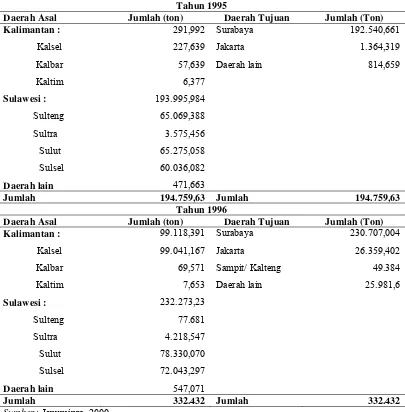
Kondisi perdagangan rotan antarpulau dari daerah Kalimantan sejak tahun
1995 menurun drastis, yakni hanya 291,992 ton. Namun Kekurangan itu diisi oleh
daerah Sulawesi sebesar 193.995,984 ton dan daerah lainnya 471,663 ton.
Tabel 3 Perkembangan Antarpulau Bahan Baku Rotan Dalam Negeri Tahun 1995 dan 1996
Tahun 1995
Daerah Asal Jumlah (ton) Daerah Tujuan Jumlah (Ton)
Kalimantan : 291,992 Surabaya 192.540,661
Kalsel 227,639 Jakarta 1.364,319
Kalbar 57,639 Daerah lain 814,659
Kaltim 6,377
Jumlah 194.759,63 Jumlah 194.759,63
Tahun 1996
Daerah Asal Jumlah (ton) Daerah Tujuan Jumlah (Ton)
Kalimantan : 99.118,391 Surabaya 230.707,004
Kalsel 99.041,167 Jakarta 26.359,402
Kalbar 69,571 Sampit/ Kalteng 49.384
Kaltim 7,653 Daerah lain 25.981,6
Jumlah 332.432 Jumlah 332.432
Sumber : Januminro, 2000
Terjadinya perubahan perdagangan rotan antarpulau dari Kalimantan
dikarenakan terjadinya perubahan aktivitas pengusahaan rotan itu sendiri.
Kalimantan saat ini tidak hanya dikenal sebagai daerah penghasil rotan mentah,
tetapi juga dikenal sebagai daerah industri pengolahan rotan mentah menjadi
barang setengah jadi dan jadi untuk bahan ekspor.
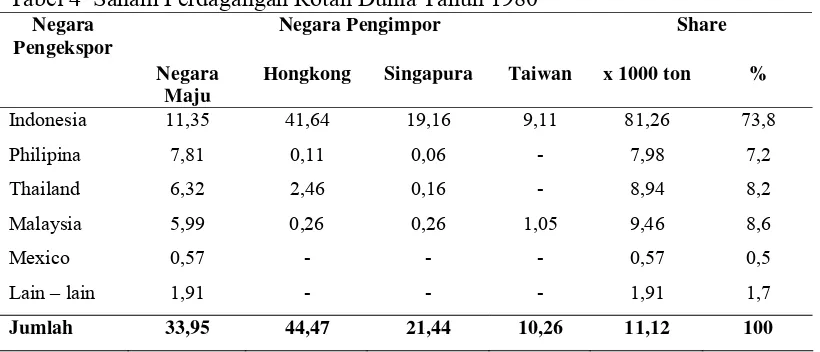
2) Peredaran Rotan Luar Negeri
Rotan Indonesia sampai dengan tahun 1980 telah memberikan kontribusi
sebesar dalam memenuhi keperluan rotan dunia, yaitu sebesar 73,8 % atau sebesar
81,26 ribu ton dari total 112,2 ribu ton perdagangan rotan dunia. Negara tujuan
utama perdagangan rotan Indonesia adalah Hongkong, Singapura, Taiwan dan
Negara maju lainnya.
Pasokan bahan baku rotan dunia saat ini berasal dari Indonesia
diperkirakan mencapai 90 %, Malaysia sebesar 4 %, dan Negara lainnya (Thailand
dan Filipina) sebesar 6 %.
Tabel 4 Saham Perdagangan Rotan Dunia Tahun 1980
Negara Pengimpor Share
Negara Pengekspor
Negara Maju
Hongkong Singapura Taiwan x 1000 ton %
Indonesia 11,35 41,64 19,16 9,11 81,26 73,8
Philipina 7,81 0,11 0,06 - 7,98 7,2
Thailand 6,32 2,46 0,16 - 8,94 8,2
Malaysia 5,99 0,26 0,26 1,05 9,46 8,6
Mexico 0,57 - - - 0,57 0,5
Lain – lain 1,91 - - - 1,91 1,7
Jumlah 33,95 44,47 21,44 10,26 11,12 100
Sumber : Januminro, 2000
Hongkong dan Singapura telah lama mengimpor rotan mentah dari
Indonesia, kemudian, kedua Negara tersebut mengekspor hasil olahan rotan ke
berbagai negara dengan keuntungan berlipat.
Jumlah ekspor bahan baku produk rotan Indonesia sampai dengan tahun
1981 telah mencapai jumlah 65,5 ribu ton dengan perincian ekspor rotan asalan
sebesar 70,34 %, rotan setengah jadi sebesar 28 %, dan barang jadi hanya sebesar
1, 47 %. Begitu pula, tahun 1985 masih tampak bahwa ekspor rotan Indonesia
masih berbentuk rotan asalan yang prosentasenya meningkat menjadi 76 %, rotan
setengah jadi dan jadi menurun menjadi sebesar 23 % dan 1 % (Januminro, 2000).
Berikut ini disajikan pula data ekspor rotan dan produk rotan Indonesia
sejak tahun 2001 sampai dengan 2005.
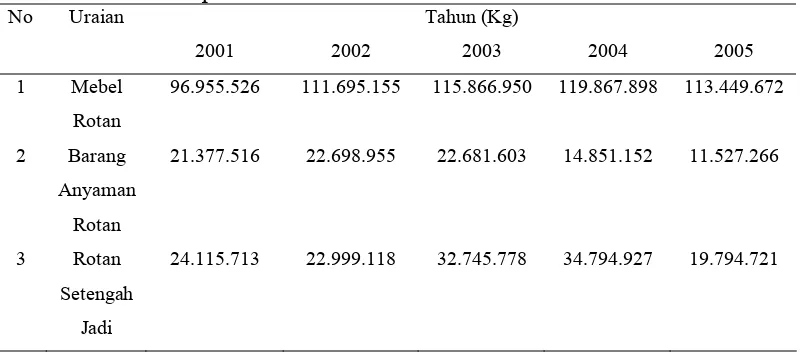
Tabel 5 Volume Ekspor Rotan dan Produk Rotan Tahun 2001 – 2005
96.955.526 111.695.155 115.866.950 119.867.898 113.449.672
2 Barang
Anyaman
Rotan
21.377.516 22.698.955 22.681.603 14.851.152 11.527.266
3 Rotan
Setengah
Jadi
24.115.713 22.999.118 32.745.778 34.794.927 19.794.721
Sumber : Dephut, 2006
2.5. Proses Pemungutan Rotan
2.5.1. Umur dan Ciri Rotan Siap Panen
Umur panen rotan yang telah diketahui selama ini baru terbatas pada rotan
yang telah lama dibudidayakan, yakni rotan irit, taman, pulut merah, dan manau.
Panen rotan pertama kali umumnya dilakukan pada umur antara 6 – 8 tahun
untuk rotan berdiameter kecil, yaitu rotan irit dan rotan taman. Sedangkan untuk
rotan berdiameter besar, yaitu rotan manau, panen dilakukan setelah mencapai
umur 12 – 15 tahun. Dengan catatan, tanaman rotan tersebut sejak ditanam hingga
masa panen selalu dipelihara dan dirawat secara intensif. Bila tanaman rotan tidak
dipelihara dan dirawat secara intensif, maka umur panennya akan lebih lama lagi
(Januminro, 2000).
Tanaman rotan pada umumnya tumbuh berumpun dan mengelompok,
maka umur dan tingkat ketuaan rotan yang siap dipanen berbeda. Oleh karena itu,
pemungutan rotan dilakukan secara pemilihan atau tebang pilih, yaitu rotan yang
sudah masak tebang saja yang dipungut. Menurut Januminro (2000) pada rotan
yang tumbuh secara alami ataupun yang dibudidayakan, tanda – tanda bahwa
rotan tersebut telah siap dipanen adalah :
a. Daun dan durinya sudah patah.
b. Warna durinya sudah berubah menjadi hitam atau kuning kehitam -
hitaman.
c. Sebagian batangnya sudah tidak dibalut oleh pelepah daun dan telah
berwarna hijau.
2.5.2. Cara Pemungutan Rotan
Menurut Januminro (2000), cara pemungutan rotan yang dilakukan oleh
petani rotan di daerah pedalaman Kalimantan Tengah adalah :
a. Duri dan pelepah daun yang menempel pada batang rotan yang akan
dipanen dibersihkan. Pembersihan duri dan pelepah dilakukan dengan cara
dipukul – pukul memakai parang bagian samping.
b. Batang rotan yang telah dibersihkan duri – durinya dan pelepahnya
dipotong antara 1 m dari pangkal batang supaya masih dapat tumbuh tunas
baru lagi. Pemotongan batang rotan yang terlalu pendek dapat
menyebabkan pembusukan sehingga menggangu pertumbuhan anakan dan
tumbuhan lainnya dalam satu rumpun.
c. Duri dan pelepah daun yang sudah lepas dari batang rotan disingkirkan
agar tidak menggangu pekerjaan selanjutnya.
d. Batang rotan bagian pucuknya yang menempel pada pohon inang dapat
dilepas dengan cara dipotong ujungnya memakai galah yang diberi pisau
kecil pada ujungnya atau dipanjat langsung pada pohon inangnya dan
dipotong.
e. Batang rotan yang telah dipotong pangkalnya ditarik dan dipotong
sepanjang panjang ukuran yang diinginkan. Sisa batang rotan yang telah
dipotong dan masih mungkin ditarik dapat dipotong lagi sampai batang
rotan tersebut habis.
f. Bersamaan dengan menarik batang rotan tersebut dilakukan penyingkiran
duri dan pelepah daun.
g. Batang rotan yang sudah dipotong dikumpulkan dan dilipat menjadi dua,
kemudian diikat dan diangkut ke tempat pengumpulan.
2.5.3. Frekuensi pemungutan
Jarak pemungutan rotan yang pertama dan pemungutan berkutnya dapat
dilakukan dengan selang waktu 2 tahun sekali. Jika selang waktu pemungutan
rotan dalam setiap rumpun dilakukan kurang dari 2 tahun sekali, maka kualitas
batang rotan yang dihasilkan akan rendah. Namun, pemungutan rotan yang
dilakukan lebih dari 2 tahun sekali (misalnya 3 tahun sekali atau lebih) menjadi
kurang ekonomis.
Setiap rumpun rotan yang tumbuh berkelompok biasanya hanya rotan yang
sudah tua saja yang dipungut. Pemungutan batang rotan yang sudah tua tersebut
biasanya hanya dibatasi antara 20 – 30 % dari jumlah batang yang ada dalam
setiap rumpun. Sedangkan sisanya dilakukan pemungutan pada periode
berikutnya. Setelah batang rotan yang dipungut, maka akan segera tumbuh tunas –
tunas baru. Kegiatan panen rotan disarankan untuk dilakukan pada saat musim
kemarau tiba agar pengeringannya mudah dilakukan dengan sinar matahari.
(Januminro, 2000).
2.6. Proses Pengolahan Rotan
Tujuan pengolahan rotan asalan sebelum menjadi bahan setengah jadi dan
barang jadi adalah untuk :
1. Menghilangkan kotoran dan selaput silica yang masih melekat pada batang
rotan.
2. Mendapatkan bahan baku rotan yang tahan terhadap hama dan penyakit.
3. Menghasilkan bahan baku rotan bulat (amplas dan serut), kulit dan hati
rotan yang diinginkan sesuai dengan tujuan penggunaanya.
4. Meningkatkan nilai tambah, keindahan, hasil guna bahan baku rotan.
2.6.1. Tahap – Tahap Pengolahan Rotan Asalan (W dan S)
a) Pemotongan rotan
Pemotongan rotan dilakukan untuk membagi panjang rotan menjadi
beberapa bagian yang ukurannya standar yang berlaku umum dalam perdagangan
rotan. Biasanya, rotan dipotong sepanjang 5 m – 6 m dan selanjutnya dilipat
(ditekuk) menjadi 2 bagian rotan berdiameter kecil, sedangkan untuk rotan
berdiameter besar tanpa ditekuk. Pemotongan dilakukan pada saat sebelum
peruntian atau sebelum dilakukan sortasi kualitas.
b) Perendaman dalam air
Rotan yang sudah dipotong – potong menjadi beberapa bagian sesuai
dengan ukuran diikat rapi dengan jumlah berkisar antara 50 – 100 potong. Setelah
itu, rotan yang telah diikat direndam dalam air mengalir atau bak penampungan
air yang khusus dibuat untuk keperluan tersebut.
Lama perendaman paling sedikit 1 – 7 hari dan selalu diawasi agar jangan
sampai terjadi perubahan warna akibat kesalahan perendaman. Pada saat
direndam, warna rotan umumnya kuning kehitam – hitaman. Setelah perendaman
dianggap cukup, rotan diangkat untuk dilakukan peruntian.
Perendaman rotan biasanya dilakukan jika tidak sempat dilakukan
peruntian secepatnya karena menunggu waktu untuk dilakukan peruntian. Bila
rotan ditempatkan begitu saja selama beberapa hari tanpa direndam, maka rotan
tersebut akan mudah diserang jamur perusak dan warna rotan akan berubah.
c) Pencucian dan penggosokan
Pencucian rotan bertujuan untuk menghilangkan kotoran (sisa – sisa
pelepah , debu, dan lain – lain) yang masih terdapat pada batang rotan ketika
dilakukan pembersihan pada tahap pengolahan rotan asalan/dasar. Dengan
dilakukan pencucian ini, maka warna cahaya atau kilap yang ada pada rotan
tersebut akan meningkatkan kualitasnya.
Pencucian rotan dilakukan sambil digosok – gosok. Penggosokan rotan
dapat menggunakan serabut kelapa atau kain yang agak tebal dengan pasir yang
bersih. Penggosokan rotan dapat juga dilakukan dengan pasir yang digenggam.
d) Peruntian
Peruntian bertujuan untuk menghilangkan epidermis sebelah dalam
seludang daun yang masih melekat pada batang rotan, sekaligus menghilangkan
epidermis sebelah luar batang rotan yang mengandung silica. Peruntian batang
rotan ditempuh dengan cara sebagai berikut :
1. Runti jala
Rotan ditarik berpasangan dalam sebuah galangan melalui dua “rotor”
terpisah yang dibuat dari kayu. Ketika bagian – bagian rotan yang sudah
bersih akan keluar dari roller, bagian yang keluar tersebut pembersihannya
disempurnakan dengan rantai metal. Selain menggunakan roller, alat peruntian
dapat juga dibuat dari sebuah galangan diantara tiga tonggak bambu.
2. Runti gosok
Batang rotan ditarik – tarik bolak – balik malalui lubang pada sepotong
bambo yang diikat berdiri pada sebatang pohon.
3. Runti pelari
Rotan ditumpuk, kemudian dipukul – pukul dengan kayu atau anyaman
rotan. Cara peruntian ini kurang baik karena kurang bersih dan dapat
mengakibatkan cacat pada batang rotan tersebut.
Dari ketiga cara peruntian tesebut diatas, cara yang paling umum, hasilnya
baik, cepat dan memuaskan adalah peruntian dengan runti jala. Kegiatan peruntian
rotan dilakukan hanya terbatas pada rotan dari kelompok berdiameter kecil.
Sementara untuk rotan berdiameter besar, pembersihan dilakukan dengan cara
pengikisan batang dan langsung melakukan perataan buku – bukunya
menggunakan pisau kecil yang khusus dibuat untuk keperluan tersebut.
e) Pengikisan
Pengikisan bertujuan untuk mengikis atau meratakan tulang rotan bagian
luar yang tidak rata dengan ruasnya. Pengikisan tulang – tulang rotan ini
dilaksanakan pada saat pengolahan rotan yang berasal dari rotan mentah.
Meskipun demikian, tidak semua rotan dikikis tulangnya, tergantung pada jenis
rotan yang diolah, diameter rotan, pesanan konsumen dan keperluan
penggunaannya.
Alat pengikisan rotan terdiri atas pisau kecil yang tidak mempunyai
pegangan. Pengikisan dilakukan dengan cara memegang batang rotan dengan
tangan kiri dan tangan kanan memegang pisau kecil yang diberi alas kain.
f) Penjemuran/ Pengeringan
Tujuan pengeringan adalah untuk mengeluarkan air dari batang rotan agar
warna rotan tidak berubah, sekaligus untuk mencegah noda – noda hitam akibat
serangan jamur pada batang rotan.
Pengeringan dapat dilakukan dengan cara menjemur rotan langsung pada
terik matahari. Rotan yang akan dijemur ditumpuk melintang di atas tanah dengan
diberi ganjal dari kayu. Pengeringan rotan yang besar dilakukan dengan cara
disandarkan pada kayu yang dibuat khusus bediri agak miring atau digantung.
Rotan yang berdiameter besar dapat dikeringkan dengan cara dipanggang di dekat
api. Rotan yang basah dikeringkan dengan cara ditumpuk sekitar 50 – 100 batang.
Namun cara ini tidak dianjurkan karena proses pengeringannya tidak merata.
Lama penjemuran memakan waktu antara 1 – 3 hari, tergantung pada
kondisi cuaca dan iklim. Lama penjemuran juga tergantung pada jenis rotan,
diameter rotan, dan panjang batang. Penjemuran dan pengeringan rotan baru
selesai apabila warna hijau telah berubah menjadi kuning keemas – emasan.
Untuk mempercepat proses pengeringan, rotan harus selalu dibolak – balik pada
saat tertentu.
g) Pelurusan dan pemotongan
Sebagian besar rotan secara tidak alami tidak ada yang lurus sempurna,
terutama rotan yang berdiameter besar. Pelurusan rotan dilakukan pada jenis rotan
berdiameter besar yang secara alamiah tidak lurus. Pelurusan rotan dilakukan
dengan alat yang dibuat dari sebatang balok ukuran 10 cm x 10 cm, panjang 1,25
m dan pada bagian atas diberi lubang koakan untuk memasukkan dan meluruskan
rotan.
Pemotongan dilakukan untuk menyeragamkan ukuran rotan secara
keseluruhan sesuai dengan syarat dan kualitas yang ditentukan / diinginkan.
h) Pengawetan / Pemutihan Rotan
Pengawetan / Pemutihan Rotan bertujuan untuk mengurangi kerusakan
dan kemunduran kualitas akibat senyawa berbagai organisme perusak.
Pengawetan rotan dapat dilakukan dengan tiga cara sebagai berikut :
1. Perendaman pada air yang mengalir.
2. Perendaman dalam larutan pengawet / pemutih.
3. Perebusan dalam larutan bahan pengawet.
i) Pengasapan
Pengasapan bertujuan untuk memasukkan asap belerang ke dalam pori –
pori rotan untuk membunuh dan membasmi serangan hama dan penyakit bila
rotan disimpan dalam gudang terlalu lama, sekaligus untuk meningkatkan warna
mutu rotan. Lama pengasapan kurang lebih 12 – 24 jam, tetapi dapat ditambah
apabila warna rotan belum cukup putih atau sesuai dengan yang diinginkan.
Pengasapan dilakukan dalam kamar khusus.
j) Sortasi Kualitas
Sortasi kualitas bertujuan untuk menentukan kelas dan kualitas rotan
sesuai dengan standar yang berlaku atau syarat yang ditentukan menyangkut
diameter, warna, cacat, dan lain sebagainya.
Sortasi kualitas dilakukan dalam dua tahap. Pertama, sortasi pada saat penentuan kualitas rotan bulat menjadi rotan bulat W dan S dan rotan bulat yang
akan diolah lanjutan. Kedua, sortasi pemindahan kualitas pada saat kegiatan pengolahan lanjutan rotan menjadi barang setengah jadi.
k) Pengikatan, Penimbangan, dan Pembungkusan
Setelah rotan disortir menurut diameter dan tingkat kualitasnya, rotan –
rotan tersebut diikat dan ditimbang menjadi beberapa unit berat berdasarkan jenis
rotan, kualitas, dan ukurannya masing – masing. Selanjutnya, rotan yang sudah
ditimbang dan diikat dibungkus agar tidak terkena kotoran.
2.7. Persediaan
Persediaan adalah sejumlah bahan – bahan, parts yang disediakan dan
bahan – bahan dalam proses yang terdapat dalam perusahaan untuk proses
produksi, serta barang – barang jadi / produk yang disediakan untuk memenuhi
permintaan dari konsumen atau langganan setiap waktu (Assauri, 1980).
Kusuma (1999) mendefinisikan persediaan sebagai barang yang disimpan
untuk digunakan atau dijual pada periode mendatang. Persediaan dapat berbentuk
bahan baku yang disimpan untuk diproses, komponen yang diproses, barang
dalam proses pada proses manufaktur, dan barang jadi yang disimpan untuk
dijual. Persediaan memegang peran penting agar perusahaan dapat berjalan
dengan baik (Kusuma, 1999).
Persediaan menurut Handoko (1984) adalah segala sesuatu atau sumber
daya – sumber daya organisasi yang disimpan dalam antisipasinya terhadap
pemenuhan permintaan yang meliputi persediaan bahan mentah, barang dalam
proses, barang jadi atau produk akhir, barang – barang pembantu atau pelengkap,
dan komponen – komponen lain yang menjadi bagian keluaran produk
perusahaan.
Manfaat memiliki persediaan bagi perusahaan menurut Sundjaja (2003)
adalah :
1. Menghindari kehilangan penjualan.
2. Memperoleh diskon kuantiti.
3. Mengurangi biaya persediaan.
4. Mencapai biaya produksi yang efisien.
Menurut Assauri (1980), alasan diperlukannya persediaan yang diadakan
mulai dari bentuk bahan mentah sampai dengan barang jadi, antara lain berguna
untuk dapat :
1. Menghilangkan resiko keterlambatan datangnya barang atau bahan-bahan
yang dibutuhkan perusahaan.
2. Menghilangkan resiko dari material yang dipesan tidak baik sehingga
harus dikembalikan.
3. Untuk menumpuk bahan – bahan yang dihasilkan secara musiman
sehingga dapat digunakan bila bahan itu tidak ada dalam pasaran.
4. Mempertahankan stabilitas operasi perusahaan atau menjamin kelancaran
arus produksi.
5. Mencapai penggunaan mesin yang optimal.
6. Memberikan pelayanan kepada langganan dengan sebaik – baiknya
dimana keinginan langganan pada suatu waktu dapat dipenuhi atau
memberikan jaminan tetap tersedianya barang jadi tersebut.
7. Membuat pengadaan atau produksi tidak perlu sesuai dengan penggunaan
atau penjualannya.