PENERAPAN
LEAN MANUFACTURING
UNTUK
MEREDUKSI
WASTE
PADA PROSES VULKANISIR BAN DI
PT. PUTRA SEJAHTERA MANDIRI
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh RIZKHA RIDA
1 0 0 4 0 3 1 1 0
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
PENERAPAN
LEAN MANUFACTURING
UNTUK
MEREDUKSI
WASTE
PADA PROSES VULKANISIR BAN DI
PT. PUTRA SEJAHTERA MANDIRI
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh RIZKHA RIDA
Disetujui Oleh :
Pembimbing I Pembimbing II
(Prof. Dr. Ir. Humala L.N, DEA) (Ir. Dini Wahyuni, MT)
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Allah SWT yang telah memberikan rahmat dan karunia-Nya kepada penulis sehingga penulis dapat menyelesaikan tugas sarjana ini.
Tugas sarjana ini merupakan salah satu syarat untuk mendapatkan gelar sarjana teknik di Departemen Teknik Industri, khususnya program studi Reguler Strata Satu, Fakultas Teknik, Universitas Sumatera Utara. Judul untuk tugas sarjana ini adalah “Penerapan Lean Manufacturing Untuk Mereduksi Waste Pada Proses Vulkanisir Ban di PT. Putra Sejahtera Mandiri”.
Penulis menyadari masih banyak kekurangan dalam penulisan tugas sarjana ini. Oleh karena itu, penulis mengharapkan saran dan masukan yang bersifat membangun demi kesempurnaan laporan tugas sarjana ini. Semoga tugas sarjana ini dapat bermanfaat bagi penulis, perpustakaan Universitas Sumatera Utara, dan pembaca lainnya.
Medan, Juli 2015 Penulis,
UCAPAN TERIMA KASIH
Segala puji dan syukur penulis ucapkan yang sebesar-besarnya kepada Allah SWT yang telah memberikan kesempatan kepada penulis untuk merasakan dan mengikuti pendidikan di Departemen Teknik Industri USU serta telah memberikan nikmat kesehatan dan ilmu kepada penulis selama masa kuliah dan penulisan laporan tugas sarjana ini.
Dalam penulisan tugas sarjana ini penulis telah mendapatkan bimbingan dan bantuan dari berbagai pihak, baik berupa materil, spiritual, informasi maupun administrasi. Oleh karena itu sudah selayaknya penulis mengucapkan terima kasih kepada:
1. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas Sarjana ini.
2. Bapak Prof. Dr. Ir. Humala L.N, DEA selaku Dosen Pembimbing I atas waktu, bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
3. Ibu Ir. Dini Wahyuni, MT. selaku Dosen Pembimbing II atas waktu, bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
5. Kedua orangtua tercinta, Rossianie dan H. Ir. Zulfikhar Rida yang tiada hentinya mendukung penulis baik secara moril, doa, maupun materil sehingga tugas sarjana ini dapat diselesaikan. Penulis menyadari tidak dapat membalas segala kebaikan dan kasih sayang dari keduanya, oleh karena itu izinkanlah penulis memberikan karya ini sebagai ungkapan rasa terima kasih kepada Ibunda dan Ayahanda tercinta.
6. Adik tersayang, Rabitah Jilan yang selalu memberi motivasi penulis sehingga tugas sarjana ini dapat diselesaikan.
7. Seluruh keluarga tercinta yang mendukung secara moril, doa, maupun materil tugas sarjana ini dapat diselesaikan
8. Kekasih tercinta, Didi Susanto, ST yang yang tiada hentinya memberi semangat penulis sehingga tugas sarjana ini dapat diselesaikan.
9. Sahabat-sahabat terdekat Angelyn Patricia, Syally Dwi Andrina, Tia Amelia, dan Mayang Palupi di Teknik Industri USU 2010 yang juga memberikan semangat bagi penulis.
10.Om Alm. Izwar yang telah memberi izin untuk melakukan penelitian di PT. Putra Sejahtera Mandiri.
11.Ibu Sehaty Haloho ,STP selaku Pembimbing Lapangan di PT. Putra Sejahtera Mandiri Medan yang telah memberikan bantuan berupa waktu, bimbingan, serta informasi dan data selama melakukan penelitian.
13.Staff pegawai Teknik Industri, Bang Mijo, Bang Ridho, Kak Dina, Bang Nurmansyah, Kak Rahma, dan Ibu Ani, terimakasih atas bantuannya dalam masalah administrasi untuk melaksanakan tugas sarjana ini.
14.Rekan-rekan angkatan 2010 Teknik Industri FT USU yang juga membantu selama penelitian.
15.Seluruh pihak yang telah banyak memberi bantuan kepada penulis dalam penyelesaian tugas sarjana ini yang tidak dapat disebutkan satu per satu.
UNIVERSITAS SUMATERA UTARA, MEDAN PENULIS
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI ... viii
DAFTAR GAMBAR ... xiv
DAFTAR TABEL ... xv
ABSTRAK ... xvii
I PENDAHULUAN ... I-1 1.1 Latar Belakang Permasalahan ... I-1 1.2 Rumusan Masalah ... I-4 1.3 Tujuan dan Manfaat ... I-4 1.4 Batasan dan Asumsi Penelitian ... I-5 1.5 Sistematika Penulisan Tugas Akhir ... I-6
II GAMBARAN UMUM PERUSAHAAN
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.3. Organisasi dan Manajemen ... II-2 2.3.1. Visi dan Misi ... II-2 2.3.2. Struktur Organisasi ... II-3 2.3.3. Pembagian Tugas dan Tanggung Jawab ... II-5 2.3.4. Jumlah Tenaga Kerja dan Jam Kerja ... II-5 2.3.4.1. Jumlah Tenaga Kerja ... II-5 2.3.4.2. Jam Kerja ... II-5 2.3.5. Sistem Pengupahan ... II-6 2.4. Proses Pengolahan ... II-7 2.4.1. Bahan Yang Digunakan ... II-7 2.4.1.1. Bahan Baku ... II-7 2.4.1.2. Bahan Penolong ... II-8 2.4.1.3. Bahan Tambahan ... II-8 2.4.2. Uraian Proses ... II-9 2.5. Utilitas ... II-13 2.6. Savety and Fire Protection ... II-13 2.7. Limbah ... II-13
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.1.1. Langkah-langkah Penerapan Lean Manufacturing ... III-2 3.2 Waste (Pemborosan) ... III-3 3.3 Value Stream Mapping (VSM) ... II-I4
3.3.1 Simbol-simbol dalam Value Stream Mapping ... III-7 3.4. SIPOC (Supplier, Input, Process, Output, Customer) ... III-9 3.5. Pengukuran Waktu Kerja dengan Stopwatch Time Study ... III-10 3.5.1 Rating Factor ... III-11 3.5.2. Allowance ... III-13 3.6. Identifikasi Akar Masalah “5W” ... III-15
3.7. 5 S ( Seiri, Seiton, Seiso, Seiketsu, Shitsuke ) ... III-16
DAFTAR ISI (Lanjutan)
BAB HALAMAN
IV METODOLOGI PENELITIAN ... IV-1 4.1 Tempat dan waktu penelitian ... IV-1 4.2 Jenis Penelitian ... IV-1 4.3 Objek Penelitian ... IV-1 4.4 Variabel Penelitian ... IV-2 4.5 Kerangka Konseptual Penelitian ... IV-4 4.6 Metode Pengumpulan Data ... IV-4 4.7 Metode Pengolahan Data ... IV-6 4.8 Analisis Pemecahan Masalah ... IV-8
V PENGUMPULAN DAN PENGOLAHAN DATA... V-1 5.1 Pengumpulan Data ... V-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.1.1. Penentuan Model Line ... V-8 5.2.1.2. Penentuan Value Stream Manager ... V-9 5.2.1.3. Penentuan Waktu Standar ... V-9 5.2.1.4. Penentuan Waktu Standar Setup ... V-14 5.2.1.5. Perhitungan Kapasitas dan Work In Process ... V-20 5.2.1.6. Pembentukan Diagram SIPOC ... V-22 5.2.1.7. Pembuatan Peta Untuk Setiap Kategori Proses .... V-22 5.2.1.8. Pembentukan Peta Keseluruhan Pabrik ... V-23 5.2.1.9. Peramalan Jumlah Permintaan dengan Metode
Time Series ... V-27
5.2.1.10. Perhitungan Takt Time ... V-36
VI ANALISIS PEMECAHAN MASALAH ... VI-1 6.1 Analisis Current State Map ... VI-1
6.1.1 Value Added Time (VA) dan Non Value Added Time
DAFTAR ISI (Lanjutan)
BAB HALAMAN
6.2.1 Penyusunan Tindakan Perbaikan dengan Lean
Manufactuing ... VI-14
6.3. Evaluasi ... VI-30 6.3.1 Evaluasi Hasil Rancangan ... VI-30
VII KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan... VII-1 7.2. Saran ... VII-1
DAFTAR GAMBAR
GAMBAR HALAMAN
DAFTAR TABEL
TABEL
HALAMAN1.1 Permintaan Ban Besar Vulkanisir ... I-1 2.1 Rincian Tenaga Kerja PT. Putra Sejahtera Mandiri ... II-5 3.1 Istilah yang Digunakan dalam Value Stream Mapping ... III-6 3.2 Allowance ... III-14 3.3 Pertanyaan Investigasi “5 Why” ... III-16 5.1 Waktu Siklus Proses Vulkanisir Ban Besar Hari ke-1 ... V-1 5.2 Waktu Siklus Proses Vulkanisir Ban Besar Hari ke-2 ... V-2 5.3 Waktu Siklus Proses Vulkanisir Ban Besar Hari ke-3 ... V-2 5.4. Data Waktu Set up ... V-3 5.5 Uptime dan Jumlah Operator Setiap Proses Untuk Ban Besar ... V-7 5.6 Permintaan Ban Besar Vulkanisir ... V-8 5.7 Waktu Pengamatan Inspeksi Awal ... V-9 5.8 Uji Keseragaman dan Uji Kecukupan Data ... V-12 5.9 Perincian Aktivitas Inspeksi Awal ... V-12 5.10 Allowance Operator Inspeksi Awal ... V-14 5.11 Rekapitulasi Perhitungan Waktu Standar Proses ... V-14 5.12. Uji Keseragaman dan Uji Kecukupan Data Waktu Set up ... V-16 5.13. Allowance Operator Setup Mesin ... V-18
DAFTAR TABEL (Lanjutan)
TABEL
HALAMAN6.2 Perincian Aktivitas VA dan NVA Stasiun Buffing ... VI-2 6.3 Perincian Aktivitas VA dan NVA Stasiun Skiving ... VI-2 6.4 Perincian Aktivitas VA dan NVA Stasiun Repairing ... VI-3 6.5 Perincian Aktivitas VA dan NVA Stasiun Cementing ... VI-3 6.6 Perincian Aktivitas VA dan NVA Stasiun Filling Rubber ... VI-4 6.7 Perincian Aktivitas VA dan NVA Stasiun Building ... VI-4 6.8 Perincian Aktivitas VA dan NVA Stasiun Envolving... VI-5 6.9 Perincian Aktivitas VA dan NVA Stasiun Chambering ... VI-5 6.10 Perincian Aktivitas VA dan NVA Stasiun Finishing ... VI-6 6.11 Perincian Aktivitas VA dan NVA Stasiun Inspeksi Akhir ... VI-7 6.12 Pencarian akar masalah dengan 5 Why ... VI-10 6.13 Perbandingan C/T dan Takt Time ... VI-11 6.14 Kebutuhan Barang di Setiap Stasiun... VI-15 6.15. Pengelompokan Aktivitas Set up Mesin ... VI-20 6.16. Konversi Internal Set Up Menjadi Eksternal Set Up ... VI-22 6.17 Perbaikan Operasi Set up ... VI-23 6.18. Jumlah Kebutuhan Kartu Kanban Setiap Stasiun ... VI-28 6.19 Perhitungan Kapasitas Sesudah Dilakukan Perbaikan ... VI-30 6.20. Perbandingan Value Added Time dan Non Value Added Time
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Uraian Tugas dan Tanggung Jawab Jabatan di PT. Putra
ABSTRAK
PT. Putra Sejahtera Mandiri adalah perusahaan manufaktur yang bergerak dalam vulkanisir ban. Perusahaan memasarkan produknya ke perusahaan-perusahaan angkutan umum di wilayah Sumatera Utara. Permintaan pasar yang tinggi kepada pihak perusahaan terkadang mengharuskan perusahaan untuk meminta pengunduran waktu untuk menyelesaikan pesanan. Untuk menjaga kepercayaan pelanggan terhadap pihak perusahaan, bagian produksi dituntut untuk bekerja lebih efektif dan efisien. Cara yang dapat dilakukan adalah dengan mengurangi pemborosan yang terjadi selama proses produksi berlangsung. Pemborosan yang terjadi antara lain adalah waktu menunggu antar proses pada proses produksi yang panjang. Perusahaan perlu mengatasi pemborosan yang terjadi sehingga production lead time menjadi lebih pendek dan terjadinya pengunduran waktu pengiriman barang kepada pelanggan dapat dihindari sehingga nama perusahaan tetap baik di mata pelanggan.
Penggunaan Value Stream Mapping dapat membantu untuk mengidentifikasi terjadinya waste selama proses produksi berlangsung. Value Stream Mapping adalah alat untuk memetakan aliran nilai selama proses produksi untuk setiap aktivitas yang terjadi sehingga dapat diketahui aktivitas mana yang dapat memberikan nilai tambah dan yang tidak memberikan nilai tambah, dengan kata lain dapat mengidentifikasi pemborosan yang terjadi selama proses produksi sehingga dapat diambil langkah untuk mengeliminasi pemborosan tersebut. Pemborosan yang menjadi perhatian adalah terjadinya waktu menunggu antar proses yang panjang untuk masing-masing komponen yang dapat dilihat pada current state map. Setelah dicari akar permasalahan dengan menggunakan tool 5 Why, hal tersebut terjadi karena terbatasnya jumlah mesin, operator, material handling, serta peralatan yang tersedia dan juga tidak teraturnya area kerja. Dari perhitungan takt time juga terlihat terdapat beberapa proses yang memiliki waktu siklus lebih besar daripada takt time. Beberapa usulan perbaikan untuk pembuatan future state map kemudian diberikan antara lain dengan memperbaiki urutan proses pengerjaan komponen, penerapan prinsip 5S di tempat kerja, pengalokasian operator, dan penambahan fasilitas kerja seperti peralatan dan material handling untuk beberapa stasiun. Dengan penerapan future state map
yang diusulkan dapat mengurangi production lead time yang awalnya 2.67 hari menjadi 3,65 jam.
BAB I
PENDAHULUAN
1.1. Latar Belakang
PT. Putra Sejahtera Mandiri merupakan salah satu perusahaan yang bergerak di bidang vulkanisir ban di Sumatera Utara. Vulkanisir ban adalah suatu proses perbaikan (daur ulang) ban yang sudah aus terpakai direkondisikan dengan cara memberi telapak pada permukaan ban (crown) tanpa merubah bentuk ataupun merek pada ban dasar dengan jaminan kekuatan/daya tahan tingkat keausan 90% jika dibandingkan dengan ban original dengan harga yang relatif murah. Hampir semua perusahaan angkutan umum memakai produk ban vulkanisir demi meminimisasi biaya operasional perusahaan, terutama pada angkutan umum yang memakai ban ukuran besar. Ban vulkanisir menjadi alternatif yang diminati karena ban vulkanisir dinilai lebih murah dibandingkan dengan ban baru. Oleh karena itu, di PT. Putra Sejahtera Mandiri lebih banyak memproses ban dengan ukuran besar daripada ban kecil. Persentase permintaan ban besar mencapai rata-rata 66,57 % per tahun. Data permintaan ban besar vulkansir dapat dilihat pada Tabel 1.1. berikut
Tabel 1.1. Permintaan Ban Besar Vulkanisir
Bulan Permintaan Ban
Besar Vulkanisir
Total Permintaan Produk (unit)
Persentase Ban Besar Vulkanisir (%)
2014/2015 2014/2015
April 5991 9424 63.57%
Mei 5905 9277 63.65%
Juni 6394 9281 68.89%
Juli 6138 9360 65.57%
Tabel 1.1. Permintaan Ban Besar Vulkanisir (Lanjutan)
Bulan Permintaan Ban
Besar Vulkanisir
Total Permintaan Produk (unit)
Persentase Ban Besar Vulkanisir (%)
2014/2015 2014/2015
September 6301 9202 68.47%
Oktober 6538 9216 70.94%
November 5862 9441 62.09%
Desember 5876 9233 63.64%
Januari 5947 9274 64.12%
Februari 6428 9372 68.59%
Maret 6644 9229 71.99%
Rata-rata 6194 9304 66,57%
Sumber: pengumpulan data
PT Putra Sejahtera Mandiri merupakan perusahaan yang baru berdiri sekitar 2 tahun, sehingga dapat ditemui permasalahan yang berkaitan dengan proses. Aliran produksi proses vulkanisir ban terdiri dari sebelas stasiun kerja yaitu stasiun inspection (pengecekan ban), stasiun buffing (pemarutan ban), stasiun skiving (perataan ban), stasiun repairing (penambalan), stasiun cementing (pemberian cairan lem), stasiun filling rubber (pemberian cushion gum), stasiun building (penempelan bunga ban), stasiun envolving (pemberian perekat pada tepi
bunga ban dan pemasangan velg), stasiun chambering (pemasakan ban), dan stasiun finishing (pengecatan ban). Panjangnya production lead time untuk ban besar di PT. Putra Sejahtera Mandiri selama 2,67 hari kerja menyebabkan adanya keterlambatan penyerahan produk kepada konsumen. Hal ini disebabkan oleh adanya penumpukan produk setengah jadi (work in process) di stasiun skiving, cementing dan finishing yang masing-masing berjumlah 170 unit, 3 unit, dan 131
upaya untuk mengefesiensikan aliran proses produksi dan mengurangi aktivitas yang menyebabkan pemborosan (waste) seperti waktu menunggu dan transportasi yang berlebihan.
Lean Manufacturing adalah salah satu upaya untuk mengefesiensikan
sistem dengan mereduksi pemborosan. Lima elemen penting dari lean manufacturing adalah siklus manufaktur, organisasi, pengendalian proses,
metrics, dan logistik.1. Dalam penelitian ini, pendekatan yang dilakukan adalah mengefesiensikan elemen siklus manufaktur untuk mereduksi pemborosan. Pendekatan ini dilakukan dengan memahami gambaran umum perusahaan melalui aliran informasi dan material di lantai produksi dengan membuat value stream mapping.
2
Keberhasilan penerapan lean manufacturing dengan menggunakan tools value stream mapping untuk mengurangi production lead time di perusahan
Value Stream Mapping adalah alat proses pemetaan yang berfungsi untuk
mengindentifikasi aliran material dan informasi pada proses produksi dari bahan menjadi produk jadi. Value Stream Mapping digambarkan dengan simbol-simbol yang mewakili aktivitas. Aktivitas dikelompokkan dalam value added dan non value added, sehingga dapat diketahui aktivitas mana yang dapat memberikan
nilai tambah dan yang tidak memberikan nilai tambah, dengan kata lain dapat mengidentifikasi pemborosan yang terjadi selama proses produksi sehingga dapat diambil langkah untuk mengeliminasi pemborosan.
1
M. Feld, William. 2001. Lean Manufacturing: Tools, Techniques, and How to Use Them. St. Lucia Press
2
industi otomotif Toyota telah dibuktikan melalui penelitian ilmiah dari G.H.Patel College of Engineering & Technology di India3
1. Meningkatkan kemampuan mahasiswa dalam mengaplikasikan teori yang diperoleh selama kuliah dan meningkatkan wawasan dalam menganalisis dan
. Dalam jurnal ilmiahnya dikatakan bahwa penggunaan value stream mapping dapat mengurangi non value added time sebanyak 25,6 %, work in process, dan lead time 66,7%. Hal ini
merupakan bukti bahwa penggunaan value stream mapping dapat merampingkan aliran proses produksi di perusahaan tersebut.
1.2 Rumusan Masalah
Berdasarkan hal diatas, perumusan masalah dalam penelitian ini adalah masalah production lead time yang panjang karena terdapat sejumlah waste (pemborosan) sehingga mengakibatkan keterlambatan waktu dalam pemenuhan kontrak penyerahan produk kepada konsumen. Masalah ini perlu diatasi dengan cara menerapkan konsep lean manufacturing.
1.3 Tujuan dan Manfaat
Tujuan dari penelitian ini adalah adalah membuat suatu rancangan perbaikan proses untuk mereduksi waste dan meminimumkan lead time pada setiap stasiun kerja dengan menggunakan tools Value Stream Mapping.
Manfaat dalam melakukan penelitian ini adalah sebagai berikut:
3
memecahkan masalah sebelum memasuki dunia kerja khususnya dalam hal lean manufacturing.
2. Sebagai masukan bagi perusahaan berupa rekomendasi perbaikan dengan meminimasi waste yang terjadi
3. Untuk mempererat hubungan kerja sama antara perusahaan dengan Departemen Teknik Industri USU.
1.4 Batasan dan Asumsi Penelitian
Batasan-batasan yang digunakan dalam penelitian ini adalah : 1. Waste yang diamati adalah waste waktu.
2. Penelitian dilakukan dari saat raw material dari supplier tiba di stasiun penerimaan hingga produk jadi.
3. Jenis ban yang diteliti ialah ban besar.
4. Pengujian waktu hanya dilakukan pada waktu proses, sedangkan waktu lainnya diambil dari data historis perusahaan.
5. Solusi yang diberikan hanya sampai pada perancangan strategi perbaikan. 6. Dalam penelitian ini tidak dilakukan perhitungan biaya.
Asumsi-asumsi yang digunakan dalam penelitian adalah :
1. Proses dan aktivitas produksi tidak berubah selama penelitian berlangsung. 2. Tidak ada penambahan mesin dan peralatan yang baru
3. Pekerja dalam keadaan terampil dengan pekerjaannya, memahami prosedur kerja, dan bekerja secara normal.
5. Tidak ada perubahan tata letak mesin dan peralatan, dan pola aliran
1.5 Sistematika Penulisan Tugas Akhir
Sistematika penulisan tugas sarjana dapat dilihat sebagai berikut :
Bab I Pendahuluan, menguraikan latar belakang permasalahan yang mendasari penelitian dilakukan, perumusan permasalahan, tujuan penelitian, manfaat penelitian, batasan dan asumsi yang digunakan dalam penelitian dan sistematika penulisan tugas sarjana.
Bab II Gambaran Umum Perusahaan, sejarah umum perusahaan, ruang lingkup perusahaan, organisasi dan manajemen, proses pengolahan, utilitas, dan pengolahan limbah.
Bab III Landasan Teori, berisikan teori mengenai Lean Manufacturing, Metode Value Stream Mapping (VSM), Penentuan Supplier, Input, Process, Output, dan Customer (SIPOC) , Identifikasi akar masalah dengan 5 why, Metode
5S, Pengukuran kerja dengan metode stopwatch time study, dan Peramalan Permintaan.
Bab IV Metodologi Penelitian, berisikan tentang tempat dan waktu penelitian, jenis penelitian, objek penelitian, variabel penelitian, kerangka konseptual penelitian, metode pengumpulan data, metode pengolahan data, dan blok diagram prosedur penelitian.
manager, penentuan waktu standar, perhitungan kapasitas dan WIP, Pembentukan
diagram SIPOC, pembuatan peta kategori untuk setiap proses, pembuatan peta aliran keseluruhan pabrik, peramalan jumlah permintaan, dan perhitungan takt time.
Bab VI Analisis Pemecahan Masalah, dalam bab ini berisikan analisis current state map yang meliputi Value Added Time (VA) dan Non Value Added
Time (NVA), analisis waktu siklus, analisis pemborosan, dan penentuan akar
permasalahan pemborosan. Kemudian pembentukan future state map yang meliputi penyusunan tindakan perbaikan dengan lean manufacturing, dan penggambaran future state map, serta evaluasi hasil rancangan.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Putra Sejahtera Mandiri adalah perusahaan yang bergerak di bidang pendaurulangan (vulkanisir) ban. Vulkanisir ban adalah suatu proses perbaikan (daur ulang) ban yang sudah aus terpakai direkondisikan dengan cara memberi telapak/tread pada permukaan ban (crown) tanpa merubah bentuk ataupun merk pada ban dasar dengan jaminan kekuatan/daya tahan tingkat keausan 90% jika dibandingkan dengan ban original dengan harga yang relatif murah.
PT. Putra Sejahtera Mandiri merupakan anak perusahaan dari Persahabatan Group yang memproduksi liner dan vulkanisir ban. Perusahaan Persahabatan sendiri telah beroperasi selama lebih kurang 70 tahun dalam bidang ban yang memproduksi beberapa produk seperti Cushion Gum, Gum Cord, Camelback Compound, Sidewall Veneer dan Customized Compound. Perusahaan Persahabatan juga
memproduksi selendang / lidah ban, ban mati dan juga roller karet yang digunakan dalam industri seperti industri kayu, industri percetakan, industri kertas, industri plastik dan sebagainya.
2.2. Ruang Lingkup Bidang Usaha
PT. Putra Sejahtera Mandiri adalah perusahaan swasta yang bergerak dibidang pendaurulangan (vulkanisir) ban. Pendaurulangan ban bertujuan untuk mengolah ban lama menjadi ban yang layak digunakan kembali. Di pabrik PT. Putra Sejahtera Mandiri memproduksi lapisan ban berupa bunga ban yang disebut dengan istilah liner. Liner merupakan bahan yang digunakan dalam proses vulkanisir. Liner
ban digunakan untuk membungkus ban bekas yang telah licin. Proses pembungkusan ban tersebut bertujuan untuk menghasilkan liner ban baru untuk mengganti liner ban lama yang rusak dan tipis.
Sebelum memproduksi liner ban, bahan baku yang digunakan harus di perhatikan terlebih dahulu. Hal ini bertujuan untuk menghasilkan liner yang sesuai dengan keinginan perusahaan. Dalam kegiatan proses operasinya, liner yang telah dihasilkan akan diuji oleh tenaga ahli dengan suatu sistem pengendalian mutu baik dan ketat dari pihak manajemen. PT. Putra Sejahtera Mandiri memasarkan hasil produksinya kepada perusahaan ban dan perusahaan yang membutuhkan jasa vulkanisir ban tersebut.
2.3. Organisasi dan Manajemen
2.3.1. Visi dan Misi
Adapun visi dari PT. Putra Sejahtera Mandiri adalah selalu berusaha untuk meningkatkan kualitas dan nilai serta bermanfaat bagi masyarakat.
Adapun misi dari PT. Putra Sejahtera Mandiri adalah selalu memprioritaskan pada mutu, prestasi dan nilai produk melalui riset dan pengembangan yang bertujuan menciptakan kualitas yang terbaik bagi pelanggan.
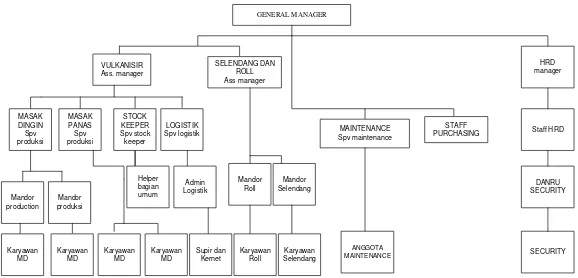
2.3.2. Struktur Organisasi
Suatu sistem pengorganisasian pada unit yang berbeda-beda memerlukan struktur organisasi yang dapat mempersatukan seluruh sumber daya dengan cara yang teratur. Dengan struktur organisasi tersebut diharapkan setiap personil yang ada di dalam organisasi dapat diarahkan sehingga mendorong mereka melaksanakan aktifitas masing-masing dengan baik dan mendukung tercapainya sasaran perusahaan dengan efektif dan efisien.
SELENDANG DAN ROLL Ass manager MASAK DINGIN Spv produksi MASAK PANAS Spv produksi STOCK KEEPER Spv stock keeper LOGISTIK Spv logistik Mandor produksi Mandor production Karyawan MD Karyawan MD Karyawan MD Karyawan MD Helper bagian umum Admin Logistik Supir dan Kernet Mandor Selendang Mandor Roll Karyawan Selendang Karyawan Roll MAINTENANCE Spv maintenance ANGGOTA MAINTENANCE STAFF PURCHASING HRD manager Staff HRD DANRU SECURITY SECURITY GENERAL MANAGER VULKANISIR Ass. manager
V-31
2.3.3. Pembagian Tugas dan Tanggung Jawab
Uraian tugas dan tanggung jawab untuk masing-masing jabatan pada PT. Putra Sejahtera Mandiri Vulkanisir dapat dilihat pada Lampiran 1.
2.3.4. Jumlah tenaga kerja & jam kerja 2.3.4.1.Jumlah tenaga kerja
Jumlah tenaga kerja di PT. Putra Sejahtera Mandiri Vulkanisir sebanyak 116 pekerja dengan 30 orang staff (general manager dan asisten manajer) dan 86 orang operator. Rincian jumlah tenaga kerja PT. Putra Sejahtera Mandiri dapat dilihat pada Tabel 2.1.
Tabel 2.1. Rincian Tenaga Kerja PT. Putra Sejahtera Mandiri
No Keterangan Total (orang)
1 General Manager 1
2 Asisten Manajer (Vulkanisir) 1
3 Asisten Manajer (Selendang dan Roll) 1
4 Manajer HRD 1
5 Supervisor Maintenance 1
6 Supervisor Produksi 1
7 Supervisor Logistik 1
8 Supervisor Stock Keeper 1
9 Mandor 4
10 Staff Purchasing 7
11 Staff HRD dan Administrasi 7
12 Danru Security 4
13 Operator 86
Jumlah 116
2.3.4.2.Jam Kerja
2.3.5. Sistem Pengupahan
Sistem pengupahan PT. Putra Sejahtera Mandiri berdasarkan pada jabatan dan bagian kerja perusahaan yang meliputi :
1. Staff
Staff adalah tenaga kerja di kantor dan juga meliputi general manager serta asisten manajer, digaji secara bulanan.
2. Pekerja Produksi
Pekerja produksi ini adalah sebagian besar dari tenaga kerja langsung yang dibayar untuk masa tertentu yang besarnya sesuai dengan kesepakatan antara perusahaan dengan karyawan, sebagian besar pada bagian produksi, bagian pergudangan, dan bagian penerimaan yang besar gajinya sesuai dengan kontrak yang berlaku.
Pengupahan pada perusahaan ini terdiri dari: 1. Upah pokok
2. Tunjangan jabatan
3. Tunjangan transpor, makan dan lain-lain
Penetapan upah pada dasarnya ditetapkan berdasarkan jabatan, keahlian, kecakapan, prestasi kerja dari karyawan yang bersangkutan. Pajak atas upah menjadi tanggungan karyawan..
Fasilitas yang diberikan perusahaan berupa:
2. Perusahaan juga memberikan cuti tahunan sebanyak 10 hari kerja per tahun kepada karyawannya.
2.4. Proses Pengolahan
2.4.1. Bahan yang Digunakan
2.4.1.1.Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam proses produksi untuk menghasilkan sebuah produk. Bahan ini memiliki persentase yang relatif besar dalam produk dibandingkan dengan bahan-bahan lainnya. Kualitas bahan baku yang digunakan sangat menentukan kualitas produk yang dihasilkan. Bahan baku dalam proses vulkanisir ban ini diantaranya adalah sebagai berikut:
1. Ban Bekas
Ban bekas adalah ban yang memiliki lapisan permukaan (crown) yang sudah tipis dan tidak dapat dipakai lagi.
2. Liner
Liner adalah lapisan karet baru yang akan menggantikan lapisan karet ban
lama yang telah tipis dan botak. 3. Chusion gum
Chusion gum adalah bahan untuk melapisi ban sebelum ditempel liner.
4. Filling gum
5. Skip Gum
Skip Gum adalah bahan untuk menempelkan tepian liner yang telah
ditempelkan pada ban agar menyatu. 6. Lem karet
Lem karet digunakan untuk merekatkan cushion gum dan liner yang berbahan dasar cushion gum itu sendiri yang dicampur dengan hexan.
2.4.1.2. Bahan Penolong
Bahan Penolong adalah bahan yang digunakan dalam proses produksi tetapi tidak terdapat dalam produk akhir. Bahan ini secara tidak langsung mempengaruhi kualitas produk yang dihasilkan. Adapun bahan-bahan penolong yang digunakan oleh PT. Putra Sejahtera Mandiri antara lain:
1. Air (H2O) merupakan bahan yang digunakan sebagai pencuci ban pada saat
pemeriksaan kondisi ban.
2.4.1.3. Bahan Tambahan
Bahan tambahan adalah bahan yang ikut dalam proses produksi, dan merupakan bagian dalam produk yang dihasilkan. Adapun bahan-bahan tambahan yang digunakan oleh PT. Putra Sejahtera Mandiri antara lain:
1. Hexan (SBP) merupakan bahan kimia yang digunakan sebagai campuran
2. Cat
Cat merupakan bahan untuk mengecat ban yang telah di vulkanisir agar kelihatan hitam dan seperti baru.
3. Velg
Velg merupakan komponen tambahan untuk dipasang pada ban yang telah
divulkanisir. 4. Ban dalam
Ban dalam ialah lapisan karet yang melapisi bagian dalam ban.
2.4.2. Uraian Proses
Proses Vulkanisir Ban di PT. Putra Sejahtera Mandiri terdiri dari:
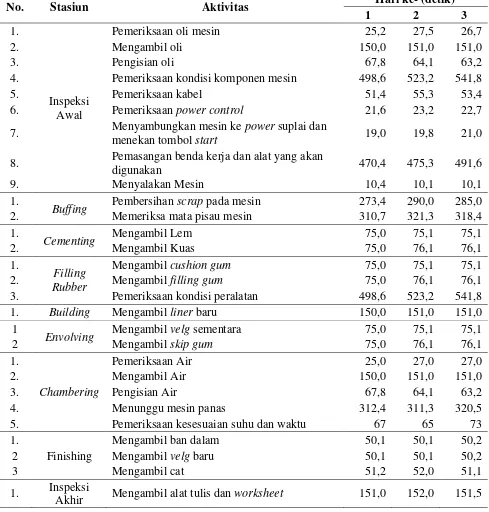
1. Inspeksi Awal
Adapun tahapan pada Inspeksi Awal adalah sebagai berikut:
a. Memeriksa ban yang masuk apakah layak untuk divulkanisir dan memberi tanda kecacatan pada ban.
b. Menyiapkan order perbaikan. 2. Buffing
Ban yang telah diinspeksi dan layak untuk divulkanisir kemudian di cukur/ di kerok hingga rata di bagian permukaan ban (crown).
3. Skiving
4. Repairing
Memeriksa ban, apabila ada luka/ lubang dikikir dan dibersihkan kemudian memberi tempelan (pacth) untuk pengembalian kekuatan ban. 5. Cemeting
Membersihkan ban dan memberi lem untuk merekatkan cushion gum dan liner ban.
6. Filling Rubber
Meratakan permukaan ban yaitu menutup bekas luka dengan karet extruder (Filling Gum) dan cushion gum.
7. Building
Pemasangan liner baru pada ban. 8. Envolving
Adapun tahapan pada envolving adalah sebagai berikut:
a. Ban yang telah dipasangi liner, dilapisi dengan plastik dan diberi skip gum
b. Memasang ban dalam dan velg sementara pada ban
9. Chambering
Proses pemasakan ban pada mesin chamber pada suhu 110⁰C. 10. Finishing
Finishing adalah proses pengecatan ban yang telah dimasak pada mesin
11. Inspeksi Akhir
Inspeksi Akhir adalah proses pemeriksaan ban yang telah divulkanisir, apakah ada yang retak atau tidak, jika terjadi kecacatan maka akan dipertimbangkan masih dapat dijual atau tidak.
Inspeksi Awal
Buffing
Skiving
Repairing
Cementing
Filling Rubber
Building
Envolving
Chambering
Finishing
[image:38.595.253.371.104.710.2]Inspeksi Akhir
2.5. Utilitas
Utilitas merupakan fasilitas pembantu produksi yang tidak terlibat secara langsung terhadap bahan baku, tetapi penunjang proses agar produksi dapat berjalan lancar. Utilitas yang terdapat pada PT Putra Sejahtera Mandiri Vulkanisir yaitu :
1. Energi listrik sekitar 30.000 kWH per bulannya yang diperoleh dari PLN. 2. Genset sebanyak 2 unit dengan daya sebesar masing-masing sebesar 500 kVa
yang menggunakan bahan bakar solar.
2.6. Safety and Fire Protection
Safety and Fire Protection pada PT. Putra Sejahtera Mandiri Vulkanisir
telah didukung dengan kegiatan keselamatan kerja yang dilengkapi dengan Alat Pelindung Diri (APD) seperti kacamata, sarung tangan, sepatu boot, handuk kecil, baju kerja dan masker dan untuk mengatasi bahaya kebakaran perusahaan juga dilengkapi dengan alat pemadam api (protector).
2.7. Limbah
BAB III
LANDASAN TEORI
3.1. Lean Manufacturing
Lean Manufacturing adalah salah satu upaya untuk mengefesiensikan
sistem dengan mereduksi pemborosan.4
a. Siklus manufaktur
Lima elemen penting dari lean manufacturing adalah siklus manufaktur, organisasi, pengendalian proses,
metrics, dan logistik. Berikut akan dijelaskan masing-masing defenisi dari lima
elemen tersebut.
Siklus manufaktur adalah aspek yang mengalokasikan perubahan fisik dan standar perancangan yang dijelaskan dalam bentuk bagan.
b. Organisasi
Organisasi dalam hal ini fokus terhadap mengindentifikasi peranan masing-masing pekerja, pelatihan untuk cara kerja yang baru, dan komunikasi.
c. Pengendalian proses
Aspek ini berkaitan dengan pengawasan, pengendalian, penyeimbangan, dan cara-cara yang ditawarkan untuk memperbaiki proses.
d. Metrics
Aspek ini berkaitan dengan target pencapaian perusahaan yang dapat diukur.
4
e. Logistik
Aspek yang fokus terhadap mekanisme perencanaan dan pengendalian aliran bahan.
3.1.1. Langkah-langkah Penerapan Lean Manufacturing
Langkah-langkah penerapan lean manufacturing adalah sebagai berikut5
1. Evaluasi ketiga pemikiran dasar dalam perubahan cultural
: Langkah 1-3 : merupakan evaluasi dari keiginan mencapai lean
2. Tuntaskan evaluasi sistem manufacturing yang digunakan sekarang
a. Keempat ujian komitment menajemen untuk menerepkan lean manufacturing
b. Kesepuluh alasan yang paling sering mengakibatkan inisiatif menuju lean gagal
c. Keempat langkah awal penerapan inisatif lean d. Kedewasaan proses
3. Menerapkan hasil pembelajaran dari hasil evaluasi pencapain Langkah 4-7 merupakan evaluasi dan perbaikan dari value stream 4. Pendokumentasian kondisi dari current value stream
5. Redesign untuk mengurangi pemborosan a. Persiapkan future value sream yang akan:
1) Sinkronisasi pasokan ke pelanggan secara eksternal
5
Sinkronisasi secara eksternal adalah menyediakan produk ke konsumen pada tingkat permintaan konsumen dan menyesuaikan dengan jadwal produksi. Perusahaan ingin memasok semua kebutuhan konsumen tetapi tidak ingin melakukan produksi berlebih dan
3.2. Waste (Pemborosan)
Tujuan utama dari sistem lean adalah mengurangi waste. Waste adalah sesuatu yang pelanggan tidak mau membayarnya. Ditegaskan kembali oleh Hines dan Taylor (2000) bahwa waste berarti non-value-adding activities, dalam sudut pandang pelanggan.
Terdapat tujuh jenis pemborosan yang didefinisikan oleh Shigeo Shingo (1981,1988), yaitu:
1. Overproduction, memproduksi terlalu banyak melebihi kebutuhan pelanggan atau memproduksi lebih cepat daripada waktu kebutuhan pelanggan yang menyebabkan kelebihan inventory.
2. Defects, yang tergolong kecacatan contohnya bisa berupa kesalahan dokumentasi, permasalahan kualitas produk yang dihasilkan, atau pengiriman yang buruk.
3. Unnecessary Inventory, kelebihan penyimpanan dan delay material maupun produk sehingga mengakibatkan peningkatan biaya dan penurunan kualitas pelayanan terhadap pelanggan.
5. Excessive Transportation, dapat berupa waktu, tenaga, dan biaya akibat pergerakan yang berlebihan dari pekerja, aliran informasi, atau material produk.
6. Waiting, tidak beraktifitasnya pekerja, informasi atau barang dalam waktu yang lama yang berdampak terhadap buruknya aliran proses dan bertambahnya lead time.
7. Unnecessary Motions, segala pergerakan dari orang atau mesin yang tidak menambah nilai terhadap barang dan jasa yang akan diserahkan kepada pelanggan tetapi hanya menambah biaya dan waktu saja. Atau keadaan tempat kerja yang kurang ergonomis yang menyebabkan pekerja melakukan gerakan yang tidak perlu.
3.3. Value Stream Mapping (VSM)
Value Stream Mapping adalah alat proses pemetaan yang berfungsi untuk
mengindentifikasi aliran material dan informasi pada proses produksi dari bahan menjadi produk jadi.6
6
Nash, Mark and Polling, Sheila. 2008. Mapping The Total Value Stream. Taylor and Francis Group
Value Stream Mapping digambarkan dengan simbol-simbol yang mewakili aktivitas. Aktivitas dikelompokkan dalam value added dan non value added, sehingga dapat diketahui aktivitas mana yang dapat memberikan
mampu memvisualisasikan aliran produk dan
mengidentifikasi juga membantu untuk
memprioritaskan masalah yang akan diselesaika adalah salah satu bentuk dari yang menunjukka material, aliran informasi, parameter operational leadtime, yield, uptime, frekuensi pengiriman, jumlah tenaga kerja, ukuran batch, jumlah wakt
dibuat spesifik untuk produk tertentu yang
memiliki demand rate yang spesifik. Penggolongan untuk produk dengan tahapan proses yang sama disebut juga family grouping. Setelah spesifikasi produk ditentukan, maka permintaan konsumen juga harus ditentukan untuk mengetahui yaitu lama waktu yang dibutuhkan untuk memproduksi satu produk. Nilai
di dapat dari formula waktu operasional yang tersedia terhadap permintaan konsumen.
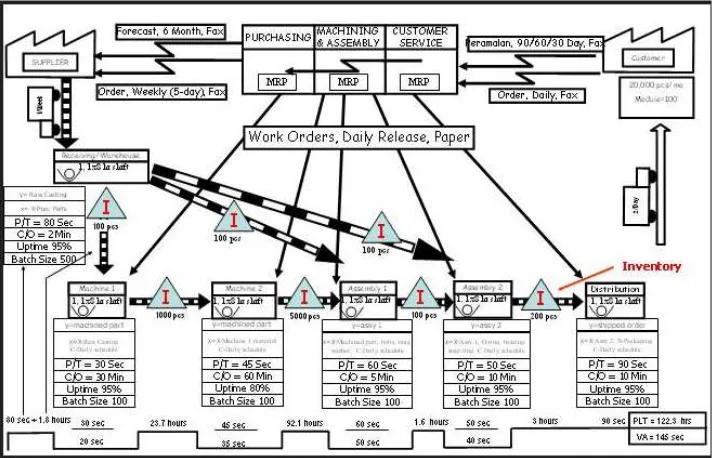
Value Stream Mapping digunakan untuk penggambaran aliran material
dan aliran informasi sehingga menjadi satu kesatuan aliran dalam pabrik. Informasi yang diperlukan untuk masing-masing kategori proses ini terdiri dari cycle time, changover time, ukuran batch produksi, jumlah operator dan uptime. Contoh gambar dapat dilihat pada Gambar 3.1.
Gambar 3.1. Value Stream Mapping
Dalam pembuatan VSM, terdapat berbagai istilah yang digunakan dapat dilihat pada Tabel 3.1.
Tabel 3.1 Istilah yang Digunakan dalam Value Stream Mapping
Istilah Pengertian
Cycle Time (CT) Waktu yang dibutuhkan untuk melakukan satu kali proses. Change Over Time (CO) Waktu set-up mesin yang dibutuhkan sebelum proses dilakukan
(sekali untuk seluruh proses).
Value Added (VA) Waktu yang diperoleh dari cycle time proses yang dilakukan Non-Value Added (NVA) Waktu yang diperoleh dari waktu menunggu seluruh benda kerja
[image:45.595.136.492.251.480.2]3.3.1. Simbol-simbol dalam Value Stream Mapping
Simbol dasar yang digunakan dalam Value Stream Mapping adalah kombinasi dari simbol flowchart dan bentuk unik yang digunakan untuk visual mewakili berbagai tugas dan fungsi dalam peta. Simbol dibagi menjadi beberapa kelompok diantaranya ialah seperti Gambar 3.2, Gambar 3.3, dan Gambar 3.4 berikut
Gambar 3.3. Simbol Aliran, Komunikasi, Sinyal, dan Label
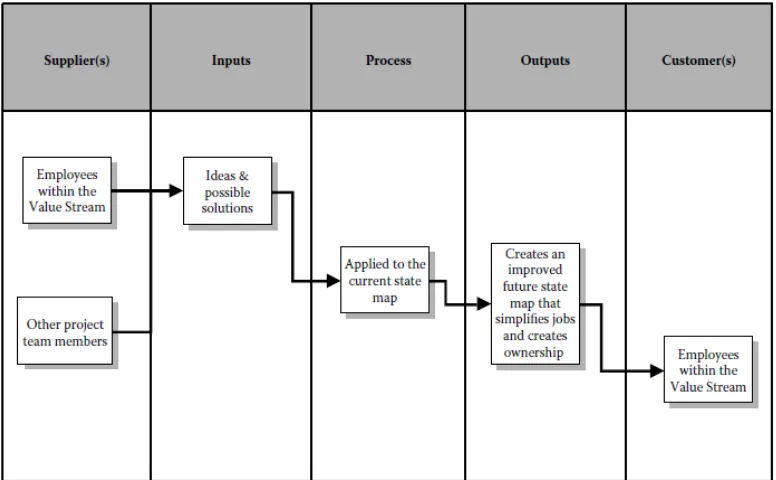
3.4. SIPOC (Supplier, Input, Process, Output, Customer)
Diagram SIPOC dapat digunakan untuk memberikan batasan atau ruang lingkup penelitian sepanjang value stream. Diagram SIPOC adalah alat yang digunakan untuk mengidentifikasikan elemen yang berkaitan untuk pengembangan proses sebelum proses pengembangan itu dimulai. Penggambaran ruang lingkup dilakukan sebelum penggambaran lebih rinci untuk setiap proses. Nama SIPOC merupakan akronim dari lima elemen utama dalam sistem kualitas, yaitu:
1. Suppliers adalah orang, departemen atau organisasi yang memberikan informasi kunci, material, atau sumber daya lain kepada proses. Jika suatu proses terdiri dari beberapa sub proses, maka sub proses sebelumnya dapat dianggap sebagai petunjuk pemasok internal (internal suppliers).
2. Inputs adalah segala sesuatu yang diberikan oleh suppliers kepada proses. 3. Process adalah sekumpulan langkah yang mentransformasi dan secara ideal
menambah nilai kepada inputs (proses transformasi nilai tambah kepada inputs). Suatu proses biasanya terdiri dari beberapa sub-proses.
4. Outputs adalah produk (barang atau jasa) dari suatu proses. Dalam industri manufaktur ouputs dapat berupa barang setengah jadi maupun barang jadi (final product). Termasuk kedalam outputs adalah informasi-informasi kunci
dari proses.
sub proses sesudahnya dapat dianggap sebagai pelanggan internal (internal customers).
Langkah-langkah dalam membuat Diagram SIPOC adalah:
1. Membuat suatu wilayah diagram yang memungkinkan untuk diisi dengan elemen-elemen berkaitan. Diagram diberi keterangan Supplier, Input, Process, Output, dan Costumer pada bagian atas.
2. Identifikasikan setiap level proses produksi. 3. Identifikasikan output dari setiap proses.
4. Identifikasikan konsumen yang akan menerima output dari proses.
5. Identifikasikan input yang diperlukan untuk setiap proses agar dapat berfungsi dengan baik.
[image:49.595.127.515.483.723.2]6. Identifikasikan supplier dari input yang dibutuhkan proses. 7. Identifikasikan kebutuhan dari konsumen.
3.5. Pengukuran Waktu Kerja dengan Stopwatch Time Study
Pengukuran waktu kerja dengan jam henti (stop-watch time study) diperkenalkan pertama kali oleh Frederick W. Taylor sekitar abad 19 yang lalu. Metoda ini terutama sekali diaplikasikan untuk pekerjaan-pekerjaan yang berlangsung singkat dan berulang-ulang (repetitive). Dari hasil pengukuran akan diperoleh waktu baku untuk menyelesaikan suatu silus pekerjaan, yang mana waktu ini akan dipergunakan sebagai standard penyelesaian pekerjaan bagi semua pekerja yang akan melaksanakan pekerjaan yang sama seperti itu.7
1. Definisi pekerjaan yang akan diteliti untuk diukur waktunya dan beritahukan maksud dan tujuan oengukuran ini kepada pekerja yang dipilih untuk diamati dan supervisor yang ada.
Secara garis besar langkah-langkah untuk pelaksanaan pengukuran waktu kerja dengan jam henti ini diuraikan sebagai berikut:
2. Catat semua informasi yang berkaitan erat dengan penyelesaian pekerjaan seperti layout, karakteristik/spesifikasi mesin atau peralatan kerja lain yang digunakan, dan lain-lain.
3. Bagi operasi kerja dalam elemen-elemen kerja sedetail-detailnya tapi masih dalam batas-batas kemudahan untuk pengukuran waktunya.
4. Amati, ukur, catat waktu yang dibutuhkan oleh operator untuk menyelesaikan elemen-elemen kerja tersebut.
7
5. Tetapkan jumlah siklus kerja yang harus diukur dan dicatat. Teliti apakah jumlah siklus kerja yang dilaksanakan ini sudah memenuhi syarat atau tidak. Uji pula keseragaman data yang diperoleh.
6. Tetapkan rate of performance dari operator saat melaksanakan aktivitas kerja yang diukur dan dicatat waktunya tersebut. Rate of performance ini ditetapkan untuk setiap elemen kerja yang ada dan hanya ditujukan untuk performance operator. Untuk elemen kerja yang secara penuh dilakukan oleh
mesin maka performance dianggap normal (100%).
7. Sesuaikan waktu pengamatan berdasarkan performance yang ditunjukkan oleh operator tersebut sehingga akhirnya akan diperoleh waktu kerja normal. 8. Tetapkan waktu longgar (allowance time) guna memberikan fleksibilitas.
Waktu longgar yang akan diberikan ini guna menghadapi kondisi-kondisi seperti kebutuhan personil yang bersifat pribadi, faktor kelelahan, keterlambatan material, dan lain-lainnya.
9. Tetapkan wakatu kerja baku (standard time) yaitu jumlah total antara waktu normal dan waktu longgar.
3.5.1. Rating Factor
1. Cara Persentase : besarnya faktor penyesuaian sepenuhnya ditentukan oleh pengukur melalui pengamatannya selama melakukan pengukuran.
2. Cara Shumard : cara yang memberikan patokan-patokan penilaian melalui kelas-kelas performance kerja dimana setiap kelas mempunyai nilai sendiri-sendiri.
3. Cara Objektif : cara yang memperhatikan 2 faktor yaitu kecepatan kerja dan tingkat kesulitan pekerjaan.
4. Cara Westinghouse : cara dimana ada 4 faktor yang menyebabkan tingkat kewajaran dalam bekerja, yaitu keterampilan (skill), usaha (effort), kondisi kerja, dan konsistensi pekerja.
Cara westinghouse dapat dilihat pada Lampiran 2.
3.5.2. Allowance
Kelonggaran (Allowance) diberikan berkenaan dengan adanya sejumlah kebutuhan di luar kerja, yang terjadi selama pekerjaan berlangsung. Kelonggaran diberikan untuk 3 hal, yaitu:
a. Kelonggaran untuk kebutuhan pribadi (personal)
b. Kelonggaran untuk menghilangkan rasa fatigue.
Fatigue merupakan hal yang akan terjadi pada diri seseorang sebagai akibat
dari melakukan suatu pekerjaan.
c. Kelonggaran untuk hambatan-hambatan tidak terhindarkan (delay)
Hambatan-hambatan tidak terhindarkan terjadi karena berada diluar kekuasaan/kendali pekerja.
Pemberian penyesuaian dan kelonggaran secara bersama-sama selayaknya dapat dirasakan adil (fair), baik dari sisi pekerja maupun dari sisi manajemen.
Adapun persentasi kelonggaran (Allowance) dapat dilihat di Tabel 3.2 Tabel 3.2. Allowance
Faktor Kelonggaran
Tenaga Yang dikeluarkan Pria Wanita
1. Dapat diabaikan 0,0-0,6 0,0-0,6
2. Sangat Ringan 6,0-7,5 6,0-7,5
3. Ringan 7,5-12,0 7,5-12,0
4. Sedang 12,0-19,0 16,0-30,0
5. Berat 19,0-30,0
6. Sangat Berat 30,0-50,00
Sikap Kerja
1. Duduk 0,0-1,0
2. Berdiri di atas dua kaki 1,0-2,5
3. Berdiri di atas satu kaki 2,5-4,0
4. Berbaring 2,5-4,0
5. Membungkuk 4,0-10
Gerakan Normal
1. Normal 0
2. Agak terbatas 0-5
3. Sulit 0-5
4. Anggota badan terbatas 5-10
Tabel 3.2. Allowance (Lanjutan)
Faktor Kelonggaran
Kelelahan Mata Cahaya Baik Cahaya Buruk
1. Pandangan yang terputus-putus 0,0-6,0 0,0-6,0 2. Pandangan hampir terus menerus 6,0-7,5 6,0-7,5 3. Pandangan terus menerus fokus berubah 7,5-12,0 7,5-16,0 4. Pandangan terus menerus fokus tetap 12,19,0 16,0-30,0 Keadaan Temperatur Kerja (C)
1. Beku (dibawah 0) Di atas 10
2. Rendah (0-13) 10-0
3. Sedang (13-22) 5-0
4. Normal (22-28) 0-5
5. Tinggi (28-38) 5-40
6. Sangat tinggi (diatas 38) Di atas 40
Keadaan Atmosfer
1. Baik 0
2. Cukup 0-5
3. Kurang baik 5-10
4. Buruk 10-20
Keadaan Lingkungan Yang Baik
1. bersih, sehat, kebisingan rendah 0
2. siklus kerja berulang 5-10 detik 0-1
3. siklus kerja berulang 0-5 detik 1-3
4. sangat bising 0-5
5. faktor yang menurukan kualitas 0-5
6. terasa adanya getaran lantai 5-10
7. keadaan yang luar biasa 5-15
3.6. Identifikasi Akar Masalah “5W”
penanggulangan dari masalah yang terjadi. Berikut contoh penerapan 5W seperti terlihat pada Tabel 3.3. berikut
Tabel 3.3. Pertanyaan Investigasi “5 Why”
Tingkat Masalah Why
Output/ jam dibawah rencana produksi
Kapasitas mesin tidak sesuai dengan rencana produksi
Perencanaan produksi tidak sesuai dengan kondisi lapangan
Bagian perencanaan dan pengendalian produksi tidak melakukan perhitungan dengan tepat
Bagian perencanaan produksi tidak kompeten
Manajer perencanaan produksi tidak turun langsung ke lapangan untuk melihat kondisi lantai produksi
Tingkat keahlian manajer produksi dibawah ekspetasi perusahaan
Manajer produksi tidak kompeten dalam melakukan perencanaan produksi
Manajer produksi tidak kompeten
Kebijakan pemilihan manajer produksi yang tidak tepat
3.7. 5 S ( Seiri, Seiton, Seiso, Seiketsu, Shitsuke )
Gerakan 5S dirancang untuk menghilangkan pemborosan dan merupakan suatu gerakan untuk mengadakan penataan, pembersihan, memelihara kondisi yang mantap dan memelihara kebiasaan yang diperlukan untuk melaksanakan pekerjaan dengan baik8
8
Imai, Masaaki . Gemba Kaizen , 1997, PT Pustaka Binaman Pressindo, hal 59-70
Gambar 3.6. Skema 5 S Adapun keuntungan dari metode 5 S adalah :
1. Mewujudkan tempat kerja yang nyaman dan pekerjaan yang menyenangkan. 2. Melatih manusia pekerja yang mampu mandiri mengelola pekerjaannya. 3. Mewujudkan perusahaan bercitra positif di mata pelanggan tercermin dari
kondisi tempat kerja.
4. Meningkatnya kualitas produk dan proses. 5. Hemat waktu dan tempat.
6. Dapat mengidentifikasi masalah dengan cepat. 7. Mesin dan peralatan terawat.
3.7.1.Seiri
3.7.2. Seiton
Menyimpan barang di tempat yang tepat atau dalam tata letak yang benar dengan memperhatikan efisiensi, kualitas dan keamanan serta mencari cara penyimpanan yang optimal sehingga dapat digunakan dalam keadaan mendadak karena dapat menghilangkan proses pencarian. Penataan juga termasuk mengambil keputusan tentang berapa banyak yang akan disimpan dan dimana menyimpannya. Langkah penerapan seiton adalah diawali dengan pengamatan secara langsung tempat-tempat yang kurang rapi dan barang-barang di area kerja yang belum memiliki tempat khusus. Hasil pengamatan secara langsung di area kerja digunakan sebagai dasar untuk mengambil keputusan tindakan yang harus dilakukan. Untuk tempat yang kurang rapi akan dilakukan tindakan khusus dengan tujuan menjadikan tempat tersebut lebih rapi, sedangkan untuk barang yang belum memiliki tempat khusus akan diberikan fasilitas tambahan berupa tempat penyimpanan dengan tujuan agar barang tersebut dapat tertata rapi di area kerja.
3.7.3. Seiso
kebersihan setiap area kerja yang ada agar tahap seiso dapat dilakukan secara kontinu di area kerja. Seperti Gambar 3.6. masalahnya tembok berwarna putih , mudah kotor saat tersentuh tangan operator, sulit dibersihkan dan berbekas. Selanjutnya dilakukan perbaikan seperti Gambar 3.7. yaitu tembok dicat warna biru muda
3.7.4. Seiketsu
Pemantapan berarti terus-menerus dan secara berulang-ulang memelihara pemilahan, penataan dan pembersihan. Ini berarti melaksanakan aktivitas 5S dengan teratur sehingga keadaan yang tidak normal tampak dan melatih keterampilan untuk menciptakan dan memelihara kontrol visual. Implementasi seiketsu dilakukan dengan pembuatan daftar patroli 5S untuk mempermudah dalam pemantauan yang akan dilakukan secara kontinu dalam jangka waktu yang ditentukan. Tujuan patroli 5S adalah untuk menjaga agar pelaksanaan tahap seiri, seiton dan seiso dapat dilakukan secara terus-menerus.
3.7.5. Shitsuke
dengan cara pemasangan foto dan pengumuman pada papan yang disediakan khusus untuk program 5S secara up to date diharapkan dapat mendorong setiap orang untuk melaksanakan 5S secara kontinu. Pembentukan shitsuke juga dapat dilakukan dengan cara :
1. Biasakan perilaku (sistematisasi) jika menginginkan hal yang baik. 2. Perbaiki komunikasi dan pelatihan.
3. Atur supaya setiap orang mengambil bagian dalam melakukan sesuatu.
3.8. Peramalan (Forecasting)
Kegiatan untuk memperkirakan apa yang akan terjadi pada masa yang akan datang dikenal dengan sebutan peramalan (forecasting). Peramalan adalah proses untuk memperkirakan beberapa kebutuhan dimasa datang yang meliputi kebutuhan dalam ukuran kuantitas, kualitas, waktu, dan lokasi yang dibutuhkan dalam rangka memenuhi permintaan barang dan jasa. Setiap kebijakan ekonomi maupun kebijakan perusahaan tidak akan terlepas dari usaha untuk meningkatkan keberhasilan perusahaan untuk mencapai tujuannya pada masa yang akan datang, dimana kebijakan tersebut dilaksanakan. Oleh karena itu, perlu dilihat dan dikaji siutasi dan kondisi pada saat kebijakan tersebut dilaksanakan. Usaha untuk melihat dan mengkaji situasi dan kondisi tersebut tidak terlepas dari kegiatan peramalan.
Adapun langkah-langkah dalam melakukan peramalan adalah : 1. Tentukan tujuan peramalan
2. Pembuatan diagram pencar
5. Hitung kesalahan setiap metode yang terbaik, yaitu yang memiliki kesalahan terkecil
6. Pilih metode yang terbaik, yaitu yang memiliki kesalahan terkecil. 7. Lakukan verifikasi peramalan.
Metode kecenderungan dengan regresi merupakan dasar kecenderungan untuk suatu persamaan, sehingga dengan dengan dasar persamaan tersebut dapat diproyeksikan hal-hal yang akan diteliti pada masa yang akan datang. Untuk peramalan jangka pendek dan jangka panjang, ketepatan peramalan dengan metode ini sangat baik.
3.8.1. Klasifikasi Metode Peramalan
Dalam sistem peramalan, metode yang berbeda akan memberikan hasil yang berbeda dan derajat galat peramalan yang juga berbeda. Salah satu seni dalam peramalan adalah memilih metode peramalan. Metode peramalan yang ada secara umum dibagi atas dua model yaitu model kualitatif dan model kuantitatif.
3.8.1.1. Peramalan Kualitatif
1. Metode Delphi
Dalam hal ini, sekelompok pakar mengisi kuisioner, kemudian moderator menyimpulkan hasilnya dan memformulasikan menjadi suatu kuisioner baru yang diisi kembali oleh kelompok tersebut, demikian seterusnya. Adapun tahapan yang dilakukan adalah menentukan beberapa pakar sebagai partisipan, melalui kuisioner diperoleh peramalan dari seluruh partisipan, simpulkan hasilnya yang kemudian didistribusikan kembali kepada partisipan dengan pertanyaan yang baru, simpulkan kembali revisi peramalan dan kondisi.
2. Dugaan Manajemen
Dalam hal ini, peramalan didasarkan pada pertimbangan manajemen, umumnya oleh menejemen senior. Metode ini akan akan cocok dalam situasi yang sangat sensitif terhadap intuisi dari suatu kelompok kecil orang yang karena pengalamannya mampu memberikan opini yang kritis dan relevan. 3. Riset Pasar
Merupakan metode peramalan yang didasarkan pada hasil-hasil dari survei pasar yang dilakukan oleh tenaga-tenaga pemasar produk atau yang mewakilinya. Metode ini akan menjaring informasi dari pelanggan, sehingga riset pasar tidak hanya untuk membantu peramalan, tetapi juga untuk meningkatkan desain produk dan perencanaan untuk produk-produk baru. 4. Metode Kelompok Terstruktur
Hal ini dilakukan untuk menghindari pendapat yang bias karena pengaruh kelompok.
5. Analogi Historis
Merupakan teknik peramalan yang didasarkan pada pola data masa lalu dari produk-produk yang dapat disamakan secara analogi. Analogi historis akan cenderung lebih baik untuk penggantian produk di pasar dan apabila terdapat hubungan substitusi langsung dari produk dalam pasar itu.
3.8.1.2. Peramalan Kuantitatif
Yaitu peramalan yang didasarkan pada data kuantitatif pada masa lalu. Hasil peramalan yang dibuat tergantung pada metode yang dipergunakan dalam peramalan tersebut. Metode yang baik yaitu yang memberi nilai-nilai perbedaan atau penyimpangan yang mungkin. Peramalan kuantitatif hanya dapat digunakan apabila terdapat tiga kondisi berikut:
1. Adanya informasi tentang keadaan yang lain.
2. Informasi tersebut dapat dikuantifikasikan dalam bentuk data dapat diasumsikan bahwa pola yang lalu akan berkelanjutan pada masa yang akan datang.
Metode-metode untuk peramalan kuantitatif yaitu: 1. Metode Time Series
historis dari serial itu. Dengan metode deret waktu dapat ditunjukkan bagaimana permintaan terhadap suatu produk tertentu bervariasi terhadap waktu. Sifat dari perubahan permintaan dari tahun ke tahun dirumuskan untuk meramalkan penjualan pada masa yang akan datang. Ada empat komponen utama yang mempengaruhi analisis ini, yaitu :
a. Pola siklis, jika penjualan produk memilki siklus yang berulang secara periodik
b. Pola musiman, jika pola penjualan berulang setiap periode
c. Pola horizontal, jika nilai data berfluktuasi di sekitar nilai rata-rata
d. Pola trend, jika data memiliki kecenderungan untuk naik atau turun terus menerus
Dalam meramalkan biaya – biaya yang termasuk di dalam biaya operasi dipergunakan pola trend karena biaya tersebut cenderung naik jika mesin/peralatan semakin tua atau semakin lama jangka waktu pemakaiannya. Ada beberapa trend yang digunakan di dalam penyelesaian masalah ini yaitu: 1) Trend linier
Bentuk persamaan umum : Y = a + bt
sedangkan peramalannya mempunyai bentuk persamaan Yt = a + bt
∑
∑
∑
∑ ∑
− − −
2 2
) ( t t
n
Y t tY n
b t t
n t b Y
2) Trend Eksponensial atau Pertumbuhan Bentuk persamaan umum :
Y = aebt
sedangkan peramalannya mempunyai bentuk persamaan : Yt = aebt
∑
∑
∑
∑ ∑
− − = 2 2 ) ( ln ln t t n Y t Y t nb t t
n t b Y
a=
∑
ln t −∑
ln
3) Trend Logaritma Y = a + b log t
sedangkan bentuk peramalannya : Yt = a + b log t
∑
∑
∑
∑ ∑
− − = 2 2 ) log ( log log log t t n Y t tY nb t t
n t b
Y
a=
∑
t −∑
log4) Trend Geometrik Bentuk persamaannya : Y = atb
sedangkan bentuk peramalannya : Yt = atb
∑
∑
∑
∑ ∑
− −
= 2 2
) log ( log log log log . log t t n Y t Y t n
n t b
Y
a=
∑
t −∑
loglog
5) Trend Hiperbola
Bentuk persamaan umumnya adalah :
Y = t b
a
sedangkan peramalnnya :
Yt = t b a
∑
∑
∑
∑ ∑
− −= 2 2
) ( log log . log t n t Y t Y t n
b t t
n
t b Y
a=
∑
log t −log∑
log
Adapun metode peramalan yang termasuk model Time Series adalah : 1) Metode Penghalusan (Smoothing)
Metode ini digunakan untuk mengurangi ketidakteraturan musiman dari data yang lalu, dengan membuat rata-rata tertimbang dari sederetan data masa lalu. Ketepatan dengan metode ini akan terdapat pada peramalan jangka pendek, sedangkan untuk peramalan jangka panjang kurang akurat. 2) Metode Proyeksi Kecenderungan dengan Regresi
Metode ini merupakan dasar garis kecenderungan untuk suatu persamaan, sehingga dengan dasar persamaan tersebut dapat di proyeksikan hal-hal yang akan diteliti pada masa yang akan datang.
Yt = a, dimana
N Y
a=
∑
1dimana : Yt = nilai tambah N = jumlah periode
b. Linier, dengan fungsi peramalan: Yt = a + bt
dimana :
n bt Y
a= −
( ) ( )
( )
∑
∑
∑ ∑ ∑
− − − = 2 2 t t n y t ty n bc. Kuadratis, dengan fungsi peramalan : Yt = a + bt + ct2
dimana : n t c t b Y
a=
∑
−∑ ∑
−2
∂ − =θ bα
c 2 α β θα δ − ∂ − ∂ = b
( )
∑
−∑
=∂ 2 2 4
t n t
∑ ∑
−∑
= t Y n tY
δ
∑ ∑
−∑
= t2 Y n t2Y θ
∑ ∑
−∑
= 2 2 3
t n t t α
d. Eksponensial, dengan fungsi peramalan : Yt = aebt
n t b Y
a=
∑
ln −∑
ln
( )
22 ln ln ln
∑
∑
∑
∑
∑
− − = t t n Y t Y t n ae. Siklis, dengan fungsi peramalan : n t c n b a
Yˆt = + sin2τ + cos2τ
dimana : n t c n t b na
Y sin2τ
∑
cos2τ∑
= + + n t n t c n b n t a n tYsin2τ
∑
sin2τ sin2 2τ∑
sin2τ cos2τ∑
= + + n t n t b n c n t a n tYcos2τ
∑
cos2τ∑
cos2 2τ∑
sin2τ cos2τ∑
= + +3) Metode Dekomposisi
Yaitu ramalan yang ditentukan dengan kombinasi dari fungsi yang ada sehingga tidak dapat diramalkan secara biasa. Model tersebut didekati dengan funsi linier atau siklis, kemudian bagi t atas kwartalan sementara berdasarkan pola data yang ada. Metode dekomposisi merupakan pendekatan peramalan yang tertua. Terdapat beberapa pendekatan alternatif umtuk mendekomposisikan suatu derat berkala yang semuanya bertujuan memisahkan setiap komponen deret data seteliti mungkin.
Peramalan dengan metode kausal mendasarkan hasil ramalan yang disusun atas pola hubungan antara variabel yang dicari atau diramalkan dengan variabel-variabel yang mempengaruhinya yang bukan waktu. Dalam analisa ini, diasumsikan bahwa faktor atau variabel yang menunjukkan suatu hubungan pengaruh sebab akibat dengan satu atau lebih variabel bebas. Sebagai contoh, permintaan akan baju baru mungkin berhubungan dengan banyaknya populasi pendapatan masyarakat, jenis kelamin, budaya daerah, dan bulan-bulan khusus.
Jadi, maksud dari analisa metode kausal adalah untuk menemukan bentuk pola hubungan yang saling mempengaruhi antara variabel yang dicari dan variabel-variabel yang mempengaruhinya, serta menggunakannya untuk meramalkan nilai-nilai dari variabel pada masa yang akan datang. Metode kausal dapat dipergunakan dalam peramalan dengan keberhasilan yang lebih besar, sehingga sering dipergunakan untuk pengambilan keputusan.
Metode kausal terdiri dari : a. Metode Regresi dan Korelasi
Metode regresi dan korelasi didasarkan pada penetapan suatu persamaan estimasi menggunakan teknik “least squares”. Ketepatan peramalan dengan metode ini sangat baik untuk peramalan jangka pendek, sedangkan untuk peramalan jangka panjang ternyata ketepatannya kurang begitu baik.
Metode ini didasarkan atas peramalan pada sistem persamaan regresi yang diestimasikan secara simultan. Baik untuk peramalan jangka pendek maupun untuk jangka panjang, ketepatan peramalan dengan metode ini sangat baik. Data yang dibutuhkan untuk penggunaan metode peramalan ini adalah data kwartalan beberapa tahun.
c. Model Output-Input
BAB IV
METODOLOGI PENELITIAN
4.1 Tempat dan Waktu Penelitian
Penelitian dilakukan di PT. Putra Sejahtera Mandiri yang bergerak di bidang vulkanisir ban . Pabrik ini berlokasi di Jl. Pelita IV, Kawasan Industri Medan Star, Tanjung Morawa. Penelitian dilakukan periode April 2015-Juli 2015
4.2 Jenis Penelitian
Jenis penelitian yang dilakukan adalah penelitian deskriptif yang berbentuk job and activity analysis. Bentuk penelitian deskriptif yang berbentuk job and activity analysis yaitu penelitian yang bertujuan menyelidiki secara
terperinci aktivitas dan pekerjaan seseorang atau sekelompok orang agar mendapat rekomendasi untuk berbagai keperluan, seperti misalnya keseimbangan beban kerja serta efesiensi dalam penggunaan waktu. (Sukaria Sinulingga, 2013:30).
4.3 Objek Penelitian
4.4 Variabel Penelitian
Variabel-variabel yang terdapat dalam penelitian ini adalah:
1. Variabel bebas (independent variable) merupakan variabel yang mempengaruhi variabel terikat. Variabel bebas dalam penelitian ini adalah: a. Waktu siklus
waktu siklus adalah waktu penyelesaian produk b. Rating factor
Rating Factor adalah faktor penyesuaian yang diberikan peneliti atas
kewajaran kerja operator c. Allowance
Allowance adalah faktor penyesuaian yang diberikan peneliti atas adanya
sejumlah kebutuhan di luar kerja yang terjadi selama pekerjaan berlangsung.
d. Urutan proses produksi
Urutan proses produksi adalah rincian dari langkah-langkah dalam menyelesaikan suatu produk.
e. Aliran material dan aliran informasi
Aliran material menggambarkan urutan penggunaan material hingga menjadi produk jadi. Aliran informasi adalah pola pemberian dan penerimaan informasi dalam membuat suatu produk.
f. Jumlah permintaan
2. Variabel terikat (dependent variable) merupakan variabel utama yang menjadi faktor yang berlaku dalam investigasi. Variabel terikat dalam penelitian ini adalah:
a. Waktu standar
Waktu standar menyatakan waktu yang dibutuhkan secara wajar oleh pekerja yang normal untuk menyelesaikan pekerjaannya yang dikerjakan dalam sistem kerja terbaik saat itu.
b. Current State Map
Current State Map menggambarkan peta pembuatan produk secara
keseluruhan disertai dengan aliran material dan aliran informasi berdasarkan kondisi pabrik yang sekarang.
c. Kegiatan value added
Value added menyatakan aktivitas bernilai tambahn yang terjadi dalam
menyelesaikan produk. d. Kegiatan non value added
NJon value added menyatakan penyebab dari pemborosan yang terjadi.
e. Takt time
Takt time menyatakan besarnya waktu optimum yang dibutuhkan untuk
memenuhi rata-rata permintaan pelanggan. f. Waste
g. Future state map
Future state map merupakan pemetaan proses produksi setelah dilakukan
pengurangan waste.
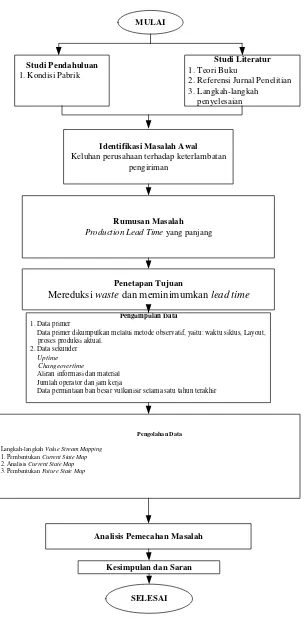
4.5. Kerangka Konseptual Penelitian
Penelitian dapat terlaksana secara terstruktur dan menjadi lebih mudah apabila tersedia kerangka konseptual penelitian yang akan dilakukan. Kerangka konseptual merupakan konsep awal bagi peneliti dalam melaksanakan penelitian. Kerangka konseptual penelitian dapat dilihat pada Gambar 4.1.
Waktu Delay
Non Value Added Time Waktu Idle
Waktu Transportasi
Waste Time Minimum Jumlah Work In
Process
Operator menganggur
Gambar 4.1 Kerangka Konseptual Penelitian
4.6. Metode Pengumpulan Data
1. Melakukan observasi atau pengamatan langsung terhadap objek penelitian, yaitu melihat proses produksi ban besar vulkanisir. Adapun pengukuran waktu siklus dilakukan dengan menggunakan metode stopwatch time study. 2. Melakukan wawancara dengan cara mengadakan tanya jawab dengan asisten
manajer bagian vulkanisir dan para pekerja yang berhubungan dengan permasalahan.
3. Studi pustaka, yaitu pengumpulan data sekunder yang diperoleh dengan cara membaca pustaka yang memiliki hubungan dengan objek yang diteliti.
Dalam penelitian ini, data yang dikumpulkan dapat diuraikan sebagai berikut :
1. Data yang diperoleh den