ANALISIS PENGENDALIAN PERSEDIAAN BAHAN BAKU INDUSTRI
KERTAS TISSUE : STUDI KASUS DI PT. PINDO DELI PULP AND
PAPER UNIT PAPER MACHINE 11 KARAWANG
SILVYA SHERLY
DEPARTEMEN HASIL HUTAN FAKULTAS KEHUTANAN INSTITUT PERTANIAN BOGOR
PERNYATAAN MENGENAI SKRIPSI DAN
SUMBER INFORMASI SERTA PELIMPAHAN HAK CIPTA
Dengan ini saya menyatakan bahwa skripsi berjudul “Analisis Pengendalian Persediaan Bahan Baku Industri Kertas Tissue : Studi Kasus di PT. Pindo Deli Pulp and Paper Unit Paper Machine 11 Karawang” adalah benar karya saya dengan arahan dari komisi pembimbing dan belum diajukan dalam bentuk apa pun kepada perguruan tinggi mana pun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir skripsi ini.
Dengan ini saya melimpahkan hak cipta dari karya tulis saya kepada Institut Pertanian Bogor.
Bogor, Desember 2013
ABSTRAK
SILVYA SHERLY. Analisis Pengendalian Persediaan Bahan Baku Industri Kertas Tissue : Studi Kasus di PT. Pindo Deli Pulp and Paper Unit Paper Machine 11 Karawang. Dibimbing oleh E.G. TOGU MANURUNG DAN
BINTANG C.H. SIMANGUNSONG.
Kebijakan pengendalian persediaan memastikan material yang dibutuhkan dalam produksi tiba dalam waktu dan jumlah yang sesuai. Penelitian ini adalah mengidentifikasi, menganalisis dan mengevaluasi sistem pengendalian persediaan bahan baku kertas tissue di PT. Pindo Deli Pulp and Paper Products pada tahun 2011 – 2012 dengan empat teknik MRP dan merekomendasikan sistem pengendalian persediaan untuk tahun 2013. Hasil penelitian menunjukkan bahwa teknik LFL merupakan teknik terbaik untuk tahun 2011 dengan selisih dengan metode perusahaan sebesar US$ 4,072 juta. Pada tahun 2012, LUC menghasilkan biaya paling minimum untuk keempat jenis kertas tissue dengan selisih sebesar US$ 0,480 juta. Kebutuhan bahan baku tahun 2013 ditentukan lewat proses peramalan dengan metode linear regression with seasonal data. Berdasarkan hasil perhitungan, metode yang menghasilkan biaya paling minimum adalah metode LTC dengan selisih US$ 5.901. Metode Least Total Cost dapat direkomendasikan untuk perusahaan karena menghasilkan biaya yang paling minimum serta memperhitungkan adanya bahan baku yang tersimpan untuk mencegah terjadinya stock out.
Kata kunci: Material Requirements Planning (MRP), peramalan, persediaan, tissue.
ABSTRACT
SILVYA SHERLY. Inventory Control Analysis of Raw Material in Tissue Paper Industry : A Case Study in PT. Pindo Deli Pulp and Paper Machine 11 Karawang.
Supervised by E.G. TOGU MANURUNG and BINTANG C.H.
SIMANGUNSONG.
Inventory control policy has been made to ensure the company about the materials that be needed in production line being arrived in right time and right quantity. This research aims to identify, analyze, and evaluate the inventory control system of tissue paper material in PT. Pindo Deli Pulp and Paper Products and to recomend inventory control system for 2013 using Material Requirement Planning (MRP). The result of holding cost calculation from these four methods compared with company’s method for determining the optimum inventory. The tissue paper production for 2013 is estimated with time series techniques Linear Regression with Seasonal Demand. Based on the result, in 2011, LFL is the most optimum for all kind of tissue paper since it generates the lowest inventory cost. Company would save about US$ 4,072 million for each product. In 2012, the lowest inventory cost is generated by LUC. Company would save about US$ 0,480 million for each product. In 2013, the lowest inventory cost is generated by LTC for all kind of products with difference about US$ 5.901. Using LTC for invetory control is recomended for company in controling invetory since this techniques generate the most eficient cost than company’s method and estimate materials in inventory to prevent stock out to happen.
Skripsi
sebagai salah satu syarat untuk memperoleh gelar Sarjana Kehutanan
pada
Departemen Hasil Hutan
ANALISIS PENGENDALIAN PERSEDIAAN BAHAN BAKU INDUSTRI
KERTAS TISSUE : STUDI KASUS DI PT. PINDO DELI PULP AND
PAPER UNIT PAPER MACHINE 11 KARAWANG
SILVYA SHERLY
DEPARTEMEN HASIL HUTAN FAKULTAS KEHUTANAN INSTITUT PERTANIAN BOGOR
Judul Skripsi : Analisis Pengendalian Persediaan Bahan Baku Industri Kertas Tissue : Studi Kasus di PT. Pindo Deli Pulp and Paper Unit Paper Machine 11 Karawang
Nama : Silvya Sherly
NIM : E24080068
Disetujui oleh
Ir E G Togu Manurung MS PhD Ir Bintang CH Simangunsong MS PhD
Dosen Pembimbing I Dosen Pembimbing II
Diketahui oleh
Prof Dr Ir I Wayan Darmawan MSc Ketua Departemen
PRAKATA
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa atas segala karunia-Nya sehingga karya ilmiah ini berhasil diselesaikan. Tema yang dipilih dalam penelitian yang dilaksanakan sejak bulan Oktober 2012 hingga Juni 2013 ini adalah Analisis Biaya Persediaan dengan judul “Analisis Pengendalian Persediaan Bahan Baku Industri Kertas Tissue : Studi Kasus di PT. Pindo Deli Pulp and Paper Unit Paper Machine 11 Karawang”. Karya tulis ini merupakan salah satu syarat untuk memperoleh gelar Sarjana Kehutanan di Fakultas Kehutanan Institut Pertanian Bogor. Penulis menyadari bahwa masih terdapat kekurangan dan keterbatasan dalam penulisan karya ilmiah ini. Semoga karya ilmiah ini bermanfaat bagi semua pihak yang membacanya.
Bogor, Desember 2013
UCAPAN TERIMA KASIH
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa atas segala karunia-Nya sehingga karya ilmiah ini berhasil diselesaikan. Penulis menyadari karya ilmiah ini dapat terselesaikan dengan baik karena bantuan dan dorongan dari berbagai pihak.
Pada kesempatan ini penulis ingin mengucapkan terima kasih kepada:
1. Kedua orang tua saya Hans Robert Lalamentik dan Elsye Sumardi Liaw serta kedua kakak saya, Ferdinand Herling Lalamentik dan Tina Tjao atas segala dukungan baik moril maupun materil.
2. Bapak Ir. E. G. Togu Manurung, MS, Ph.D selaku Dosen Pembimbing pertama yang telah membimbing dan mengarahkan penulis sehingga dapat menyelesaikan karya ilmiah ini.
3. Bapak Ir. Bintang C. H. Simangunsong , MS, Ph.D selaku Dosen Pembimbing kedua membimbing dan mengarahkan penulis sehingga dapat menyelesaikan karya ilmiah ini.
4. Ibu Resti Meliani, S.Hut, M.Si sebagai Dosen Penguji dan Bapak Prof. Dr. Ir. Fauzi Febrianto, MS selaku Pemimpin Sidang.
5. Bapak Budiansyah dari PT. Pindo Deli Pulp and Paper Products atas segala bantuan dan bimbingannya.
6. Bapak Yayat, Bapak Susilo, Ibu Devi dari Paper Machine 11 atas segala bimbingan dan bantuannya selama peneltian.
7. Gina Apriliana Putri, Fathia Ramadhani, Ade Rahmah Hidayati dan Dannis Lakshita untuk waktu, dukungan serta doa yang diberikan.
8. Seluruh teman-teman THH.
9. Seluruh dosen dan tenaga kependididkan Fakultas Kehutanan IPB.
10. Semua pihak yang telah membantu proses persiapan dan penyusunan skripsi ini.
DAFTAR ISI
DAFTAR TABEL v
DAFTAR LAMPIRAN vi
PENDAHULUAN 1
Latar Belakang 1
Tujuan Penelitian 2
Manfaat Penelitian 2
METODE 2
Waktu dan Tempat 2
Jenis dan Pengumpulan Data 2
Analisis Data 3
Analisis Pengendalian Persiapan Bahan Baku 3
Perencanaan Pengendalian Persiapan Bahan Baku 5
KONDISI UMUM PERUSAHAAN 6
Sejarah Perusahaan 6
Perencanaan Produksi, Proses Produksi, dan Pemasaran 6
Perencanaan Bahan Baku Produksi Kertas 8
HASIL DAN PEMBAHASAN 9
Analisis dan Evaluasi Sistem Pengendalian Persediaan Bahan Baku Perusahaan
Tahun 2011 – 2012 9
Rekomendasi Sistem Pengendalian Persediaan Bahan Baku dan
Perencanaan Produksi Tissue tahun 2013 10
SIMPULAN DAN SARAN 15
Simpulan 15
Saran 15
DAFTAR PUSTAKA 16
DAFTAR TABEL
1 Jenis dan cara pengumpulan data 2
2 Format perhitungan MRP 3
3 Jumlah produksi kertas tissue dan kebutuan bahan baku tahun
2011-2013 11
4 Biaya persediaan bahan baku kertas tissue tahun 2011-2013 12
5 Rincian komponen biaya persediaan bahan baku 2011-2013 13
DAFTAR LAMPIRAN
1 Jenis tissue yang diproduksi PT. Pindo Deli Pulp and Paper Products 17 2 Jenis bahan baku, lead time, dan sistem penggunaan yang digunakan
Paper Machine 11 18
3 Standar operational procedur PT. Pindo Deli Pulp and Paper Products 19 4 Kebutuhan bahan baku untuk satu ton produk tissue menurut SOP 25
5 Harga bahan baku kertas tissue 25
6 Biaya pembelian bahan baku tissue 25
7 Contoh perhitungan biaya kebutuhan bahan baku tissue 26
8 Contoh peramalan menggunakan teknik linear regression with seasonal
factor untuk facial tissue 34
PENDAHULUAN
Latar Belakang
Kertas berperan penting dalam kehidupan kita saat ini dan dalam keseharian manusia, keberadaan kertas hampir tidak dapat tergantikan. Salah satu jenis kertas yang paling banyak digunakan di dunia adalah kertas tissue. Kertas tissue dibedakan lagi menurut jenis dan fungsinya. Konsumsi kertas tissue dunia meningkat rata-rata sebesar 3,6% sejak tahun 2000 dan berlanjut secara tetap hingga tahun 2008, sementara konsumsi kertas dunia meningkat rata-ratanya sebesar 3,8%. Akibat ekonomi global memanas pada tahun 2010-2011 permintaan kertas tissue kembali meningkat dari 3,8% menjadi 4,1% (Persson 2011). Peningkatan populasi dunia dipercaya sebagai salah satu penyebab meningkatkannya permintaan produk kertas dalam beberapa dekade terakhir. Peningkatan permintaan kertas ini menyebabkan permintaan bahan baku kertas yang juga meningkat.
PT. Pindo Deli Pulp and Paper Products merupakan salah satu perusahaan yang memiliki fokus dalam industri kertas. Sebagai anak perusahaan Sinar Mas Group, PT. Pindo Deli terkenal sebagai penghasil Top Quality Paper yang memasarkan produknya baik di dalam maupun di luar negeri. PT. Pindo Deli memiliki Unit Paper Machine 11 yang dikenal sebagai Unit Machine Paper Tissue karena perannya sebagai penghasil kertas tissue.
Dalam sistem pengaturan persediaannya, PT. Pindo Deli Pulp and Paper Products mengalami beberapa masalah diantaranya penumpukan persediaan yang terlampau banyak yang menyebabkan terjadinya modal diam dan lama kelamaan menyebabkan bahan baku rusak akibat dibiarkan melewati tanggal kadaluarsanya. Pemesanan yang terlampau banyak tersebut di lakukan untuk mengatasi kemungkinan keterlambatan tibanya bahan baku sampai di perusahaan yang dapat menyebabkan stock out (tidak terpenuhinya permintaan konsumen) yang dapat menyebabkan konsumen berpindah ke merk lain. Perusahaan perlu melakukan pengendalian atas persediaan bahan baku agar persediaan bernilai optimum, dimana nilai persediaan tidak terlalu kecil, sehingga tetap dapat menunjang kelancaran produksi dan juga tidak terlalu besar sehingga tidak banyak dana yang menganggur dalam persediaan.
2
Tujuan Penelitian
Tujuan penelitian ini adalah :
1. Menganalisis dan mengevaluasi sistem pengendalian persediaan bahan baku di PT. Pindo Deli tahun 2011-2012.
2. Memberikan rekomendasi mengenai sistem pengendalian persediaan pada tahun 2013 untuk perusahaan.
Manfaat Penelitian
Penelitian ini diharapkan dapat memberikan informasi mengenai pengendalian persediaan yang efisien kepada perusahaan, dan kepada mahasiswa dan masyarakat tentang pengendalian persediaan bahan baku industri kertas.
METODE
Waktu dan Tempat
Penelitian dilaksanakan pada 29 Oktober 2012 – 15 Februari 2013. Bertempat di Paper Machine 11 PT. Pindo Deli Pulp and Paper Mills II yang berlokasi di Desa Kuta Mekar BTB 6-9, Kecamatan Klari Kabupaten Karawang , Jawa Barat.
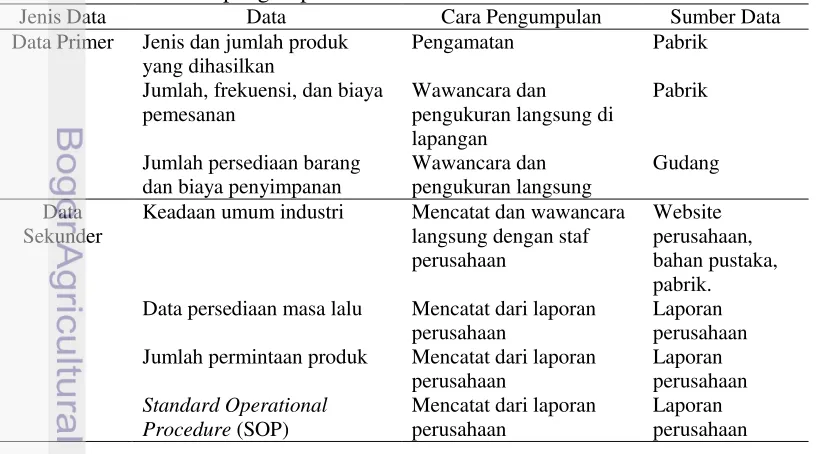
Jenis dan Cara Pengumpulan Data
Data yang dibutuhkan dalam penelitian ini terdiri dari dua jenis data, yakni data primer dan data sekunder seperti yang tersaji pada tabel 1. Data primer diperoleh dengan cara pengamatan langsung di lapangan dan wawancara dengan berbagai pihak terkait. Data sekunder diperoleh dari dokumentasi perusahaan, literatur, bahan pustaka, data statistik, dan hasil penelitian yang terkait.
Tabel 1 Jenis dan cara pengumpulan data
Jenis Data Data Cara Pengumpulan Sumber Data
Data Primer Jenis dan jumlah produk yang dihasilkan
Keadaan umum industri Mencatat dan wawancara
langsung dengan staf Data persediaan masa lalu Mencatat dari laporan
perusahaan
Laporan perusahaan Jumlah permintaan produk Mencatat dari laporan
3
Analisis Data
Analisis data yang dilakukan mula-mula dengan menganalisis sistem pengendalian persediaan bahan baku internal PM 11 pada tahun 2011 hingga tahun 2012 dengan menggunakan Material Requirement Planning (MRP) dan dilanjutkan dengan meramalkan perencanaan bahan baku tahun 2013. Teknik peramalan linear regression with seasonal factor kemudian digunakan untuk peramalan kertas tissue tersebut. Pengendalian perencanaan bahan baku tahun 2013 kemudian dihitung kembali dengan menggunakan metode MRP dan dibandingkan dengan metode perusahaan.
Analisis Pengendalian Persediaan Bahan Baku
Sistem MRP merencanakan ukuran lot sehingga barang-barang tersebut tersedia pada saat dibutuhkan. Lot adalah ukuran kuantitas yang akan dipesan untuk memenuhi kebutuhan bahan baku perusahaan yang dapat meminimalkan biaya persediaan sehingga perusahaan akan memperoleh keuntungan. Hasil yang didapat dengan sistem MRP kemudian dibandingkan dengan hasil pengendalian persediaan yang digunakan perusahaan. Herjanto (2003) berpendapat bahwa teknik-teknik penentuan lot sizing seperti MRP dipengaruhi oleh besar biaya pemesanan, biaya penyimpanan per unit, dan variasi kebutuhan barang tiap periode.
Perhitungan lot size menggunakan format seperti pada Tabel 2. Berdasarkan data produk kertas dari perusahaan dikalikan dengan penggunaan bahan baku sesuai dengan Standard Operational Procedure (SOP), jumlah bahan baku yang dibutuhkan dapat dihitung demikian pula biaya penyimpanan bahan baku. Hasil pengalian tersebut digunakan sebagai gross requirement.
Tabel 2 Format perhitungan MRP
Bulan 1 2 3 4 5 6 7 8 9 10 11 12
Gross Requirement Beginning Inventory Net Requirements Planned Order Receipt Planned Order Release Ending Inventory Ordering Cost Carrying Cost Purchase Cost Total Cost
Kebutuhan bersih (net requirement) dihitung dengan cara :
= − (1)
4 dengan cara menghitung jumlah persediaan optimum berdasarkan permintaan yang ada. Menurut Rangkuti (2002), model EOQ dapat diterapkan apabila permintaan akan produk adalah konstan; seragam dan diketahui; harga per unit produk adalah konstan; biaya penyimpanan per unit per tahun konstan; biaya pemesanan per pesanan konstan; waktu antara pesanan dilakukan dan barang-barang diterima konstan; tidak terjadi kekurangan bahan atau back orders. Jumlah bahan baku yang akan dipesan di POR (Q) dihitung dengan rumus berikut ini :
Q = √ (2)
Dimana : Q = Kuantitas Pemesanan Optimal (ton) D = Permintaan per tahun (ton)
S = Biaya pemesanan per pemesanan (US$) H = Biaya pemesanan per unit per tahun (US$)
Adapun Q akan digunakan sebagai jumlah bahan baku yang akan dipesan di POR.
2. Lot For Lot (LFL), Besarnya pemesanan dalam POR sesuai dengan kebutuhan bersih atau net requirement yaitu kebutuhan kotor dikurangi dengan persediaan yang ada ditangan (beginning inventory).
3. Least Unit Cost (LUC), teknik ini menggunakan sejumlah iteratif untuk mencari pada periode manakah unit cost terkecil dihasilkan. Pada periode tersebut, jumlah barang yang dihitung adalah jumlah barang yang dipesan di POR. Metode LUC menentukan jumlah ukuran lot dan periode pemesanan bergantung kepada biaya permintaan kumulatif dan hasil perhitungan total biaya relevan per unitnya. Jumlah dengan biaya unit terkecil akan dipilih sebagai jumlah yang dipesan. Jumlah pemesanan yang digunakan pada LUC ditentukan dengan pendekatan trial and error, dimana pertimbangan penentuan jumlah pemesanan dilakukan dengak menutupi menyamakan jumlahnya dengan berat bersih pada periode pertama atau dengan menambah unit kebutuhan pada periode-periode selanjutnya (Hary 2011).
4. Least Total Cost (LTC), teknik LTC mirip seperti teknik LUC, namun dilakukan dengan membandingkan biaya setup dengan biaya holding untuk berbagai macam jumlah lot. Total biaya per unit dalam setiap iteratif dihitung dari total biaya setup dan biaya holding sampai akhir periode T dibagi dengan kumulatif demand sampai akhir periode T (Imam 2005). Ukuran lot yang dipilih sebagai jumlah bahan baku yang dipesan di POR adalah ukuran lot dimana selisih antara biaya penyimpanan dan biaya pemesanannya paling kecil.
5
yang telah ditentukan akan dimasukan ke dalam periode yang sesuai dengan waktu tunggunya. Menurut Assauri (2008), lead time adalah lamanya waktu antara mulai dilakukannya pemesanan bahan-bahan sampai dengan kedatangan bahan-bahan yang dipesan tersebut dan diterima di gudang persediaan.
Pada periode yang sama, jumlah bahan baku yang dipesan dalam POR akan dikurangi dengan net requirementnya, dan selisihnya akan dianggap sebagai sisa bahan baku yang dianggap sebagai ending inventory. Ending inventory pada bulan tertentu akan dianggap sebagai beginning inventory pada bulan selanjutnya.
Ending Inventory dapat dihitung dengan rumus :
= − (3)
Dimana : E = Ending inventory G = Gross requirement B = Beginning inventory
Penentuan jumlah biaya penyimpanan bahan baku dihitung dengan menjumlahkan tiga jenis biaya, yaitu ordering cost, carrying cost, dan purchasing cost. Ordering cost adalah biaya yang dikeluarkan sekali melakukan pemesanan dan biasanya berjumlah konstan. Carrying cost adalah biaya yang dikeluarkan pada saat bahan baku masuk ke dalam penyimpanan, contoh nya seperti biaya listrik, biaya bangunan, biaya angkut barang dan yang lainnya. Carrying cost dihitung per unit barang yang tersimpan sebagai ending inventory. Purchasing cost adalah biaya yang dikeluarkan pada saat membeli bahan baku seharga bahan baku tersebut. Purchasing cost dihitung perunit barang yang dipesan sesuai pada kolom POR. Ketiga biaya tersebut kemudian dijumlahkan untuk mendapatkan total cost atau biaya penyimpanan.
Perencanaan Pengendalian Persediaan Bahan Baku
Peramalan dilakukan pada data independent demand yang dalam hal ini merupakan perkiraan produksi kertas. Teknik peramalan yang digunakan yaitu time series model regresi linier dengan faktor seasonal. Nilai peramalan dapat dihitung menggunakan rumus :
= + (4)
Dimana : y = jumlah produksi kertas pada periode t a0 = intercept
a1 = slope
x = waktu (bulan)
Persamaan regresi yang diperoleh kemudian digunakan untuk memperkirakan produksi kertas tissue. Berdasarkan perkiraan permintaan kertas, kebutuhan bahan baku dapat dihitung dengan mengalikannya dengan perbandingan bahan baku sesuai SOP.
6
terbaik berdasarkan biaya persediaan yang paling minimum yang dihasilkan dari metode tersebut.
KONDISI UMUM PERUSAHAAN
Sejarah Perusahaan
PT. Pindo Deli Pulp dan Paper Mills dengan berdiri pada tahun 1976 sebagai salah satu bagian Sinar Mas Group. Produk yang dihasilkan oleh PT. Pindo Deli Pulp and Paper Mills terkenal sebagai ‘Top Quality Paper’. PT. Pindo Deli Pulp and Paper Products merupakan salah satu penghasil kertas terbaik disamping PT. Indah Kiat Pulp and Paper Tbk yang bersama-sama dibawah naungan Asia Pulp and Paper (APP) .Produk yang dihasilkan meliputi kertas printing dan kertas non printing, baik yang di-coated maupun tidak. Jenis kertas bervariasi mulai dari art paper, art board, case coated paper dan case coated board. Merk produk PT. Pindo Deli Pulp and Paper Mills di pasaran dunia terkenal dengan nama Bola Dunia, Sinar Dunia, Golden Coin,Golden Plus, Astro Plus, Lucky Bos, Nice Tissue, Paseo Tissue, dan lain-lain. PT. Pindo Deli Pulp and Paper Mills memiliki dua buah pabrik yang bertempat di Jalan Adiarsa, Karawang, Jawa Barat dan Desa Kuta Mekar Karawang Jawa Barat. Dua pabrik tersebut terdiri dari 13 Paper Machine (PM), castcoated dan Non Carbonless Required (NCR). PT. Pindo Deli Pulp and Paper Mills memiliki karyawan sekitar 13.000 orang yang terdiri dari tenaga kerja pria 87%, dan tenaga kerja wanita 13%.
Paper Machine 11 dibangun pada tahun 1998 dan mulai beroperasi pada tahun 2000. Paper Machine 11 berfokus pada produksi empat jenis kertas tissue dan mampu berproduksi hingga 6.300 ton/bulan. Adapun jenis tissue yang dihasilkan oleh Paper Machine 11 adalah facial tissue, napkin tissue, toilet tissue, dan towel tissue. Spesifikasi empat jenis tissue yang dihasilkan PM 11 PT. Pindo Deli Pulp and Paper Products dapat dilihat pada lampiran 1.
Perencanaan Produksi, Proses Produksi, dan Pemasaran
7
Gambar 1 Perencanaan produksi, proses produksi, dan pemasaran produk Paper Machine 11
Ordering
Making Purchase Order
Production Planning
Raw Material Planning
Stock Preparation
Approach Flow System
Forming
Rewinding
Final Checking Products
Shipping
Marketing Finishing
8
Rangkaian proses produksi kertas tissue hampir sama dengan proses produksi kertas lainnya, yang terdiri dari stock preparation, approach flow system, paper machine, rewinder, dan finishing. Stock preparation adalah tahap persiapan bahan baku produksi agar bahan baku berada dalam keadaan yang sesuai untuk diproduksi. Pembuburan kembali (repulping), pembersihan pulp dari materi asing atau kotoran dengan High Density Cleaner, proses defibrilasi dalam mesin refine, hingga pencampuran ke dalam mixing chest merupakan tahapan-tahapan yang terjadi dalam stock preparation. Serat yang sudah tercampur dalam mixing chest kemudian mengalami perlakuan kimia untuk mengoptimalkan kondisi pulp untuk proses forming di bagian paper machine dalam satu chest yang terhubung dengan sebuah chest berisi beberapa campuran bahan kimia. Perlakuan ini dikenal sebagai approach flow system. Ketika pulp sudah siap untuk proses forming, pulp dialirkan ke headbox yang nanti akan mendistibusikan pulp ke wire layer dan felt layer untuk membentuk lembaran kertas yang masih basah. Lembaran kertas basah dari wire layer itu kemudian ditarik oleh pick up roll, yang membuat air dari lembaran kertas tersebut keluar lewat jepitan kedua roll yang dimiliki pick up roll. Lembaran dari layer kemudian ditarik oleh suction roll masuk ke dalam mesin yankee dryer. Lembaran kertas di dalam yankee dryer mengalami proses drying dengan menggunakan steam dan proses sizing dimana lembaran disemprotkan bahan coating dan realis untuk mempermudah lembaran tersebut lepas dari roll yankee. Lembaran tissue yang sudah kering kemudian di gulung pada spole hingga terbentuk jumbo roll. Lembaran tissue dari mesin yankee divacuum oleh pope reel dan digulung pada spole. Pope reel diberi pelengket sebelum proses penggulungan supaya lembaran tissue bisa menempel. Jumbo roll yang sudah selesai digulung kemudian dipindahkan ke mesin rewinder untuk memulai proses rewinding dan membuat tissue dalam jumbo roll menjadi sejumlah mini roll yang disesuaikan dengan permintaan konsumen. Jumbo roll ini diunwind oleh belt untuk menggulung beberapa lembaran tissue (ply) menjadi satu gulungan. Gulungan kemudian melewati calendar system untuk mengurangi ketebalan tissue jika diperlukan. Satu gulungan mini roll dapat terdiri dari 1 ply, 2 ply, 3 ply, atau lebih. PM 11 memiliki kapasitas maksimum tiga ply dalam sekali penggulungan.
Mini roll yang telah digulung masuk ke dalam tahap finishing. Proses finishing terdiri dari pengecekan kualitas produk (shorting), wrapping, dan labeling. Shorting adalah kegiatan pengecekan adanya cacat atau kotoran yang terdapat pada mini roll. Setelah lolos dari shorting, mini roll kemudian mengalami proses pembungkusan (wrapping/packaging) dan kemudian diberi label (labeling) yang berisi kondisi dan
identitas dari mini roll tersebut. Proses finishing berakhir ketika mini roll mengalami proses converting atau pendistribusian.
9
Perencanaan Bahan Baku Produk Kertas
Raw Material Departement (RMD) adalah bagian dari PT. Pindo Deli Pulp and Paper Products yang bertugas dalam menangani kebutuhan dan perencanaan bahan baku yang digunakan dalam proses produksi kertas. Perencanaan bahan baku harus direncanakan sedemikian rupa agar tidak terjadinya kekurangan atau kelebihan bahan baku untuk produksi. Setiap Paper Machine di PT. Pindo Deli memiliki perencanaan kebutuhan bahan baku yang berbeda-beda untuk setiap bulannya. Perencanaan bahan baku setiap Paper Machine diserahkan kepada RMD sehingga dapat dibuat Purchase Requsition (PR) yang akan diserahkan pada bagian Purchasing. Bagian Purchasing akan membuat surat Puchase Order (PO) yang akan diserahkan pada vendor bahan baku yang bersangkutan.
Jenis bahan baku yang digunakan menurut pengelompokannya dibedakan menjadi dua, yaitu bahan baku pulp dan bahan baku kimia. Proses pembelian bahan baku memiliki rentang waktu tunggu terhitung dari dikeluarkannya PO hingga barang yang dipesan tiba di gudang dan siap digunakan pada rentang waktu tersebut disebut sebagai lead time. Bahan baku yang dipesan dari vendor lokal memiliki lead time kurang lebih satu bulan, sementara untuk bahan baku yang dipesan dari luar negeri memiliki lead time 4-5 bulan. Lead time perlu diperhitungkan dalam perencanaan agar bahan baku yang diperlukan tiba tepat pada waktu produksi. Persediaan pengaman atau safety stock disediakan untuk mengantisipasi keterlambatan proses pengiriman bahan baku yang terjadi di luar perencanaan perusahaan.
Bahan baku pulp yang digunakan oleh seluruh paper machine umumnya sama, yaitu Needle Bleached Kraft Pulp (NBKP) dan Leaves Bleached Kraft Pulp (LBKP). Pembeda dari bahan baku yang digunakan pada setiap paper machine adalah bahan kimianya. Paper Machine 11 yang memproduksi kertas tissue menggunakan bahan kimia yang diantaranya adalah dry strength, wet strength, paper coating, biocide, release agent, softener, dan cleaner. Jenis bahan baku pembuat kertas tissue secara jelas disajikan pada lampiran 2.
Sistem penggunaan bahan baku yang digunakan dalam perusahaan adalah sistem First Expired First Out (FEFO). Sistem berbeda diterapkan untuk bahan baku LBKP dan NBKP, yaitu sistem First In First Out (FIFO). Tujuan diterapkannya sistem tersebut adalah untuk mencegah terlewatnya expired date bahan baku dan kebusukan yang menyebabkan bahan baku yang disimpan tidak dapat digunakan lagi serta membuat perusahaan merugi secara materil. Bagian MRP Controller dari Central Warehouse bertugas untuk mengawasi jumlah stok bahan baku dan lama expired date bahan baku baik yang berada dalam gudang pusat maupun yang berada di gudang Paper Machine.
HASIL DAN PEMBAHASAN
Analisis dan Evaluasi Sistem Pengendalian Persediaan Bahan Baku Perusahaan Tahun 2011 – 2012
10
bahan baku yang baik harus dilakukan supaya produksi dapat berjalan dan produk dapat dihasilkan sesuai pesanan konsumen tepat pada waktunya.
Bahan baku setiap Paper Machine yang dipesan disimpan di gudang setiap Paper Machine sesuai dengan kebutuhan produksi. Penyimpanan bahan baku dilakukan secara berbeda untuk pulp dan bahan kimia. Pulp sebagian besar disimpan diluar gudang beralaskan stack dan ditutupi dengan terpal dan bahan kimia disimpan dalam ruang machine chest berisi pulp yang telah diolah dan tersambung ke mesin.
Tersedianya bahan baku secara berkelanjutan merupakan keinginan perusahaan sehingga kelancaran produksi pun dapat tercapai. Hal tersebut sangat sulit dicapai mengingat adanya faktor-faktor yang selalu menyebabkan kedatangan bahan baku yang terlambat. Safety stock diterapkan oleh perusahaan dalam setiap perencanaan bahan baku. Setiap PM akan menyediakan safety stock untuk setiap bahan baku sebagai antisipasi dalam menghadapi keterlambatan yang akan terjadi. Safety stock untuk setiap jenis bahan baku berbeda-beda, bergantung kepada tempat pembelian bahan baku tersebut. Safety stock yang ditambahkan kebutuhan LBKP adalah kebutuhan bahan baku untuk 21 hari, sedangkan safety stock yang ditambahkan untuk bahan baku NBKP adalah kebutuhan untuk 30 hari. Safety stock yang ditambahkan untuk bahan kimia adalah kebutuhan untuk 21 hari.
Lead time juga diperhitungkan dalam perencanaan pengadaan bahan baku. Dalam Standar Operasional Prosedur PT. Pindo Deli, lead time dianggap sebagai jumlah dari Purchasing Document Processing Time (PDPT), Planned Delivery Time (PDT), dan Good Receive Processing Time (GRPT). PDPT adalah waktu yang diperlukan untuk proses PR dan PO, terhitung sejak PR yang secara otomatis muncul hingga PO di keluarkan. PDPT ini dihitung selama 12 hari. PDT adalah
Keterlambatan dalam proses pengiriman bahan baku adalah salah satu masalah yang kerap kali dihadapi oleh perusahaan. Masalah ini seringkali di atasi dengan cara pemesanan bahan baku sebesar kebutuhan kotor perusahaan atau meminjam bahan baku dari pabrik lain. Terjadinya kelebihan bahan baku pun dialami pihak Paper Machine, dan bahan baku yang berlebih kemudian di berikan kepada Paper Machine lainnya, namun ada juga Paper Machine yang tidak membutuhkan bahan baku lebih. Sehingga bahan baku seringkali mengalami kebusukan karena seringkali melewati expired date.
11
Berdasarkan bahan baku yang digunakan, berdasarkan komponen biayanya disajikan pada tabel 5. Secara rinci perhitungan biaya persediaan bahan baku disajikan pada lampiran 4, 5, dan 6. Contoh perhitungan biaya persediaan disajikan pada lampiran 7.
Tabel 3 Jumlah produksi kertas tissue dan kebutuan bahan baku tahun 2011-2013
Item Satuan Tahun
2011 2012 2013*
Produksi Tissue Ton 48.954,72 47.120,37 47.854,09
Facial Tissue Ton 9.188,93 7.541,46 6.340,42
Napkin Tissue Ton 4.669,55 5.594,48 7.757,98
Toilet Tissue Ton 22.765,57 20.420,59 19.922,37
Towel Tissue Ton 12.330,67 13.563,83 13.833,33
Pemakaian Bahan Baku
LBKP Ton 34.685,34 32.332,81 34.064,92
NBKP Ton 15.489,48 14.975,75 15.235,80
Dry St. Ton 306,20 295,33 300,31
Wet St. Ton 378,07 364,51 370,38
Coating Ton 84,45 66,94 83,53
Softener Ton 71,18 69,17 70,54
Biocide Ton 3,72 3,59 3,72
Cleaner Ton 4,80 4,91 5,14
Release A. Ton 28,51 27,47 27,92
Keterangan : *) hasil peramalan
Sumber : PT. Pindo Deli Pulp and Paper Mills (2013) dan data olahan
Tabel 4 menunjukkan metode perusahaan menghasilkan biaya persediaan sebesar US$ 34.3 juta pada tahun 2011, sementara metode MRP pada tahun yang sama menghasilkan biaya penyimpanan yang jauh lebih murah dibandingkan dengan metode perusahaan. Biaya penyimpanan minimum diperoleh dari teknik LFL yang menghasilkan biaya penyimpanan sebesar US$ 30.3 juta. Perusahaan akan menghemat biaya penyimpanan sebesar US$ 4,1 juta atau sebesar 11,8% dengan menggunakan metode LFL tersebut.
Pada tahun 2011, metode perusahaan menghasilkan biaya yang paling tinggi karena banyaknya bahan baku yang tersimpan sebagai persediaan awal (beginning inventory) yang menyebabkan tingginya holding cost dan pembelian yang dilakukan setiap bulan menyebabkan jumlah bahan baku yang tersimpan semakin bertambah.
Tabel 4 Biaya persediaan bahan baku kertas tissue tahun 2011-2013
Tahun/ Biaya Persediaan Bahan Baku (US$ 1000)
Teknik MRP LBKP NBKP
Dry Strength
Wet
Strength Coating Softener Biocide Cleaner
Release
Agent Total Selisih %
2011
Perusahaan 21,577.6 11,427.6 248.5 421.6 342,4 198,5 29,5 17,4 113,61 34.376,6 -
EOQ 20,924.9 10,846.7 276.9 423.1 417,5 195,8 76,4 39,7 147,2 33.348,3 -1.028,3 -3,0 LFL 19,308.4 9,790.7 225.0 363.0 313,3 166,3 19,0 12,4 105,8 30.304,1 -4.072,5 -11,8 LTC 19,399.6 10,011.5 227.7 373.5 315,2 172,9 26,9 15,6 106,9 30.650,1 -3.726,6 -10,8 LUC 19,622.5 10,264.3 227.1 373.1 318,9 175,1 26,9 15,6 106,9 31.130,6 -3.245,9 -9,4
2012
Perusahaan 20,845.1 11,041.8 239.7 406.6 332,1 193,0 28,5 17,8 109,6 33.214,2 -
EOQ 21,484.9 11,145.6 212.5 414.9 340,9 217,3 0,015 14,9 137,4 33.968,5 754,3 2,3 LFL 20,844.9 11,041.6 239.7 406.5 332,0 193,0 28,6 17,9 109,6 33.213,9 -0,3 -0,0 LTC 20,751.1 10,871.7 236.6 396.7 329,6 187,6 25,7 16,3 107,7 32.922,9 -291,3 -0,9 LUC 20,528.2 10,854.9 237.2 396.7 377,7 189,5 25,9 16,1 107,7 32.733,8 -480,4 -1,4
2013
Perusahaan 21,195.9 11,233.6 243.7 413.1 338,6 196,9 29,6 18,7 111,3 33.781,7 -
EOQ 23,245.0 12,051.9 286.9 417.5 371,4 220,7 46,7 25,3 175,0 36.840,6 3.058,9 9,1 LFL 21,191.9 11,233.3 243.7 413.1 338,8 196,9 29,6 18,7 111,3 33.777,1 -4,5 -0,0 LTC 21,190.4 11,231.2 243.5 417.3 338,5 196,5 29,1 18,3 110,9 33.775,8 -5,9 -0,0 LUC 21,190.4 11,231.5 243.5 426.1 338,5 196,5 29,1 18,4 110,9 33.784,9 3,3 0,0 sumber : Data olahan
13
Tabel 5 Rincian komponen biaya persediaan bahan baku 2011-2013
Tahun/ Biaya Persediaan Bahan Baku (US$ 1000) Teknik MRP menghasilkan biaya persediaan minimum untuk bahan baku enam jenis kertas di Paper Machine 12 di PT. Pindo Deli Pulp and Paper Products. Biaya persediaan dapat dihemat sebesar 5.35% dengan menggunakan metode LFL. Penelitian lainnya mengenai mengenai pengendalian persediaan bahan baku untuk polyester oleh Resmi (2011) menunjukkan dapat menghemat biaya persediaan minimum untuk bahan baku MEG (Monoethylene Glycol) dengan penggunaan teknik LFL sebesar 3.62%.
Pada tahun 2012, biaya yang dihasilkan oleh metode perusahaan sebesar US$ 33.2 juta. Tiga metode MRP menghasilkan biaya yang lebih kecil, kecuali teknik EOQ. Metode MRP yang menghasilkan biaya penyimpanan terkecil adalah teknik LUC, yaitu sebesar US$ 32.7 juta. Teknik LUC dapat menghemat biaya persediaan sebesar US$ 0.48 juta. Metode EOQ menghasilkan biaya persediaan yang lebih besar daripada metode perusahaan. Selisih biaya yang dihasilkan mencapai US$ 0.754 juta. Besarnya biaya persediaan yang dihasikan oleh metode EOQ disebabkan oleh besarnya jumlah bahan baku yang dipesan, banyaknya bahan baku yang disimpan sehingga purchasing cost dan carrying cost besar meskipun frekuensi pemesanan tidak tinggi.
14
Rekomendasi Sistem Pengendalian Persediaan Bahan Baku dan
Perencanaan Produksi Tissue tahun 2013
Perencanaan pengendalian bahan baku dilakukan dengan memperkirakan jumlah produksi kertas tissue pada tahun 2013 dengan menggunakan metode linear regression with seasonal factor. Hasil peramalan kemudian dijadikan acuan dalam menentukan kebutuhan bahan baku produksi empat jenis tissue. Jumlah bahan baku yang digunakan diperoleh dengan menggunakan perbandingan komposisi bahan baku sesuai dengan yang tercantum dalam Standard Operational Procedur (SOP) Produksi di PM 11. Hasil peramalan kemudian dikalikan dengan nilai rata-rata kebutuhan yang tercantum dalam SOP, dengan menyesuaikan kepada jenis tissue yang diproduksi. SOP dapat dilihat pada lampiran 3. Hasil peramalan produksi tahun 2013 mengalami peningkatan dari tahun 2012. Pada tabel 3 dapat dilihat adanya fluktuasi prroduksi mewajibkan perusahaan memiliki pengendalian persediaan yang baik untuk mendukung kelancaran produksi. Pada tahun 2013, biaya yang dihasilkan oleh metode perusahaan dihitung sebesar US$ 33.781 juta. Seperti yang ditunjukkan pada tabel 4 dan 5, pada tahun ini, hanya ada dua metode MRP yang menghasilkan biaya penyimpanan yang lebih kecil daripada metode perusahaan, yaitu metode LFL dan metode LTC. Metode terbaik dengan biaya minimum adalah metode LTC dengan biaya persediaan sebesar US$ 33.775 juta. Metode LTC dapat menghemat biaya penyimpanan sebesar US$ 5.901.
Jika dibandingkan dengan tahun sebelumnya, selisih yang dihasilkan antara biaya penyimpanan yang dihasilkan metode LUC dan metode perusahaan pada tahun ini cukup kecil. Hal ini disebabkan karena semakin sedikitnya bahan baku yang tersimpan menyebabkan hasil biaya penyimpanan yang dihasilkan oleh metode perusahaan semakin mendekati metode LFL.
Dua metode MRP, yaitu metode EOQ dan metode LUC menghasilkan biaya penyimpanan yang lebih besar daripada metode perusahaan. Hal tersebut disebabkan oleh besarnya tingkat pemesanan dan jumlah bahan baku yang tersimpan dengan menggunakan metode LUC sehingga ketiga komponen biaya yang dihasilkan lebih tinggi.
Apabila beginning inventory yang tersedia sama dengan nol, metode perusahaan dapat dikatakan serupa dengan metode LFL. Frekuensi pemesanan yang sering serta banyaknya penimbunan bahan baku menyebabkan biaya penyimpanan yang terlampau tinggi.
Berdasarkan hasil perhitungan terhadap biaya persediaan bahan baku untuk empat jenis produk di tahun 2013, metode LTC merupakan metode terbaik. Metode LTC dapat direkomendasikan kepada perusahaan karena metode ini menghasilkan biaya penyimpanan yang minimum. Pada tahun 2011, metode LFL merupakan metode yang paling baik digunakan, namun tidak adanya bahan baku yang tersimpan di gudang serta frekuensi pembelian bahan baku yang sangat tinggi dapat memperbesar resiko stock out bagi perusahaan serta tingginya biaya pembelian. Metode LFL dapat memberikan hasil yang terbaik apabila biaya pemesanan rendah, biaya penyimpanannya tinggi dan variasi kebutuhannya tidak seragam (Wijaya 2006).
15
meningkatkan jasa bagi pelanggan dengan sedikit waktu penundaan yang disebabkan oleh kekurangan bahan baku, waktu pengiriman lebih cepat dan dapat diandalkan, pendayagunaan fasilitas yang meningkat seperti bahan baku yang selalu tersedia ketika dibutuhkan, waktu yang digunakan untuk mengekspedisi dan pemesanan darurat lebih sedikit (Waters 1992).
Menurut Heizer dan Render (2004) kelebihan MRP dalam menangani barang-barang adalah sistem MRP merencanakan produk yang akan dihasilkan dan kapan produk tersebut akan diproduksi sehingga produk akan tersedia sesuai dengan permintaan atau pesanan konsumen yang pada akhirnya akan meningkatkan kepercayaan dan kepuasan konsumen terhadap perusahaan. Untuk menghasilkan produk yang sesuai dengan permintaan konsumen, sistem MRP Master Production Schedule yang berisi jadwal produksi dan komponen-komponen yang diperlukan dalam proses produksinya, sehingga penggunaan fasilitas dan tenaga kerja agar proses produksi dapat sesuai dengan jadwal produksinya. Sistem MRP juga memuat komponen yang diperlukan dalam proses produksi sehingga bahan-bahan yang diperlukan akan tersedia pada saat proses produksi berjalan. Jadwal produksi pada sistem MRP masih memungkinkan adanya perubahan permintaan pasar sehingga sistem ini akan lebih cepat merespon permintaan pasar.Adanya jadwal produksi memungkinkan perusahaan untuk menyimpan persediaan dalam jumlah yang cukup dan tidak terlalu besar sesuai dengan kebutuhannya sehingga tidak mengganggu kelancaran produksi perusahaan. Metode MRP dapat meningkatkan perencanaan perusahaan karena berdasarkan kepada penjadwalan produksi. MRP juga dapat memberikan peringatan bagi masalah-masalah potensial dan kekurangan material. Keunggulan utama dari MRP adalah kemampuannya dalam menghubungkan permintaan (demand) dengan bahan baku yang dibutuhkan secara langsung sesuai dengan jadwal produksinya (Waters 1992).
SIMPULAN DAN SARAN
Simpulan
Berdasarkan hasil penelitian yang dilakukan maka dapat disimpulkan hal-hal sebagai berikut.
1. Pengendalian persediaan bahan baku di PT. Pindo Deli Pulp and Paper Products dilakukan dengan berbasis sistem Material Requirement Planning (MRP). Pemesanan bahan baku dilakukan dengan menambahkan safety stock untuk kebutuhan LBKP selama 21 hari, untuk bahan baku NBKP selama 30 hari. Safety stock yang ditambahkan untuk bahan kimia adalah kebutuhan untuk 21 hari.
2. Metode LTC dapat dijadikan rekomendasi bagi perusahaan dalam pengendalian persediaan pada tahun 2013 untuk menghasilkan biaya penyimpanan paling minimum.
Saran
16
DAFTAR PUSTAKA
Assauri S. 2008. Manajemen Produksi dan Operasi. Jakarta (ID) : Fakultas Ekonomi Universitas Indonesia.
Hary A F 2011. Perencanaan persediaan bahan baku kayu gelondongan dengan metode silver meal (Studi kasus PT. Katingan Timber Celebes Makassar) [skripsi]. Makassar (ID) : Universitas Hassanudin Makassar.
Heizer J, dan Render B. 2004. Prinsip-Prinsip Manajemen Operasi. Ariyoto K, penerjemah. Jakarta (ID) : Penerbit Salemba Empat.
Herjanto E. 2003. Manajemen Produksi & Operasi. Edisi 2. Jakarta (ID) : Widiasarana Indonesia.
Imam Kamarul. 2005. Manajemen Produksi. Jember (ID) : Fakultas Ekonomi Universitas Jember.
Persson M. 2011 Jan 3. Expect Some Slow Down. Pulp and Paper International Magazine 1st Edition : 13-15.
Rangkuti F. 2002. Manajemen Persediaan Aplikasi Bisnis. Jakarta (ID) : PT. Raja Grafindo Persada.
Resmi D C. 2011. Kajian perencanaan dan pengendalian persediaan bahan baku produk polyester dengan metode material requirement planning di PT. Indorama Syntethic TBK [skripsi]. Bogor (ID) : Institut Pertanian Bogor. Shaliha N. 2012. Analisis pengendalian persediaan bahan baku industri kertas :
Studi kasus di PT. Pindo Deli Pulp and Paper Unit Machine Paper 12, Karawang Jawa Barat [skripsi]. Bogor (ID) : Insitut Pertanian Bogor. Tampubolon M.P. 2004. Manajemen Operasional. Jakarta (ID) : Penerbit Ghalia
Indonesia.
Waters C D J. 1992. Inventory Control and Management. New York (US) : John Wiley & Sons, Inc.
17
Lampiran 1 Jenis tissue yang diproduksi PT. Pindo Deli Pulp and Paper Products
Jenis Tissue Gramatur
(gsm)
Keterangan
Facial Tissue 11,5 – 18 Tissue yang biasa digunakan untuk membersihkan wajah, permukaannya halus dan lembut, serta tidak mudah terurai dalam kondisi basah.
Toilet Tissue 13 – 20 Tissue yang biasa digunakan sebagai pembersih dan penyerap di toilet.
Napkin Tissue
15 – 22 Tissue yang berfungsi sebagai pembersih saat makan, atau pembungkus peralatan makan. Higienis dan tidak mudah terurai dalam kondisi basah maupun kering.
Towel Tissue 20 – 42 Towel tissue bersifat kasar dan kaku dengan gramatur tinggi. Towel tissue biasa digunakan sebagai pembersih dan memiliki ketahanan yang baik pada kondisi basah dan kering.
Lampiran 2 Jenis bahan baku, lead time, dan sistem penggunaan yang digunakan Paper Machine 11.
Jenis Bahan Baku Sistem Penggunaan Lead Time Keterangan Bahan Baku
Leaves Bleached Kraft Pulp (LBKP)
FIFO 1 bulan Bahan baku utama berupa pulp serat pendek yang dibuat dari kayu daun lebar.
Needle Bleached Kraft Pulp (NBKP)
FIFO 4 bulan Bahan baku utama berupa pulp berserat panjang yang dibuat dari
kayu daun jarum.
Dry Strength FEFO 1 bulan Bahan kimia yang berfungsi untuk meningkatkan kekuatan tissue
pada kondisi kering. Dry strength yang digunakan saat ini adalah dry strength sintetis.
Wet Strength FEFO 1 bulan Bahan kimia yang berfungsi untuk meningkatkan kekuatan tissue
pada kondisi basah. Wet strength yang digunakan berupa resin dan merupakan rantai karbon, sehingga jika ditambahkan sebelum proses refining akan terputus dan tidak berikatan dengan serat.
Coating Agent FEFO 1 bulan Bahan kimia yang berfungsi untuk membantu melapisi atau
melindungi Yankee pada saat proses crepping, sehingga permukaan Yankee tidak langsung bersentuhan dengan crepping blade.
Biocide FEFO 1 bulan Bahan kimia yang berfungsi untuk mengontrol pertumbuhan
mikroorganisme pada sistem. Penambahan biocide dilakukan di water system dan chest (penampung pulp).
Softener FEFO 1 bulan Bahan kimia yang berfungsi untuk meningkatkan kelembutan
pada tissue. Biasanya digunakan untuk pembuatan tissue facial.
Cleaner FEFO 1 bulan Bahan kimia yang berfungsi untuk membersihkan kotoran yang
terbawa di dalam pulp setelah di repulping.
Release Agent FEFO 1 bulan Bahan kimia yang berfungsi untuk membantu melepaskan
lembaran tissue dari Yankee. Release agent disemprotkan pada permukaan Yankee bersamaan dengan coating.
Sumber : PT. Pindo Deli Pulp and Paper Products (2013)
Lampiran 3 Standar operational procedur PT. Pindo Deli Pulp and Paper Products
Grade
Freeness (DCS)
FPR
Furnish
Chemical Dosing
(Control
Dry Strength
Wet
Strength Coating Softener Biocide Cleaner
Release Agent L
Refiner N
Refiner MCL MCN Range) N L B (ton/ton) (ton/ton) (ton/ton) (ton/ton) (kg/ton) (ton/ton) (ton/ton)
Facial 11 350 700 596 3000 Min 50 0,300 0,675 20 0,0061 0,007615 0,0016 0,001299 0,053 0,00006 0,000576 Facial
11.5 350 700 596 3000 Min 50 0,300 0,675 20 0,0061 0,007615 0,0016 0,001299 0,053 0,00006 0,000576 Facial 12 350 700 596 3000 Min 50 0,300 0,675 20 0,0061 0,007615 0,0016 0,001299 0,053 0,00006 0,000576 Facial
12.5 350 700 596 3000 Min 50 0,300 0,675 20 0,0061 0,007615 0,0016 0,001299 0,053 0,00006 0,000576 Facial 13 350 700 596 3000 Min 50 0,300 0,675 20 0,0061 0,007615 0,0016 0,001299 0,053 0,00006 0,000576 Facial
13.5 350 700 596 3000 Min 50 0,300 0,675 20 0,0061 0,007615 0,0016 0,001299 0,053 0,00006 0,000576 Facial 14 350 700 596 3000 Min 50 0,300 0,675 20 0,0061 0,007615 0,0016 0,001299 0,053 0,00006 0,000576 Facial
14.5 370 700 596 3000 Min 50 0,300 0,675 20 0,0061 0,007615 0,0016 0,001299 0,053 0,00006 0,000576 Facial 15 370 700 596 3000 Min 50 0,300 0,675 20 0,0061 0,007615 0,0016 0,001299 0,053 0,00006 0,000576 Facial
15.5 370 700 596 3000 Min 50 0,300 0,675 20 0,0061 0,007615 0,0016 0,001299 0,053 0,00006 0,000576 Facial 16 370 700 596 3000 Min 50 0,310 0,675 20 0,0061 0,007615 0,0016 0,001299 0,053 0,00006 0,000576 Facial
16.5 370 700 596 3000 Min 50 0,310 0,675 20 0,0061 0,007615 0,0016 0,001299 0,053 0,00006 0,000576 Facial 17 370 700 596 3000 Min 50 0,310 0,675 20 0,0061 0,007615 0,0016 0,001299 0,053 0,00006 0,000576 Facial
17.5 370 700 596 3000 Min 50 0,310 0,675 20 0,0061 0,007615 0,0016 0,001299 0,053 0,00006 0,000576 Facial 18 370 700 596 3000 Min 50 0,310 0,675 20 0,0061 0,007615 0,0016 0,001299 0,053 0,00006 0,000576 Toilet 14 370 700 598 3000 Min 55 0,310 0,700 - 0,0061 0,007615 0,0016 0,001399 0,053 0,00006 0,000576 Toilet 14.5 370 700 598 3400 Min 55 0,310 0,700 - 0,0061 0,007615 0,0016 0,001399 0,053 0,00006 0,000576
Lampiran 3 Standar operational procedur PT. Pindo Deli Pulp and Paper Products (Lanjutan)
Grade
Freeness (DCS)
FPR
Furnish
Chemical Dosing
(Control
Dry Strength
Wet
Strength Coating Softener Biocide Cleaner
Release Agent L
Refiner N
Refiner MCL MCN Range) N L B (ton/ton) (ton/ton) (ton/ton) (ton/ton) (kg/ton) (ton/ton) (ton/ton)
Toilet 15.5 370 720 598 3400 Min 55 0,310 0,700 - 0,0061 0,007615 0,0016 0,001399 0,102 0,00006 0,000576 Toilet 16 370 720 598 3400 Min 55 0,310 0,700 - 0,0061 0,007615 0,0016 0,001399 0,102 0,00006 0,000576 Toilet 16.5 370 720 598 3400 Min 55 0,314 0,700 - 0,0061 0,007615 0,0016 0,001399 0,102 0,00006 0,000576 Toilet 17 370 720 598 3400 Min 55 0,314 0,700 - 0,0061 0,007615 0,0016 0,001399 0,102 0,00006 0,000576 Toilet 17.5 370 720 598 3400 Min 55 0,314 0,700 - 0,0063 0,007715 0,0018 0,001399 0,102 0,00006 0,000586 Toilet 18 370 720 598 3400 Min 55 0,314 0,700 - 0,0063 0,007715 0,0018 0,001399 0,102 0,00006 0,000586 Toilet 18.5 390 720 598 3400 Min 55 0,314 0,700 - 0,0063 0,007715 0,0018 0,001399 0,102 0,00006 0,000586 Toilet 19 390 720 598 3400 Min 55 0,314 0,700 - 0,0063 0,007715 0,0018 0,001399 0,102 0,00006 0,000586 Napkin 15 390 720 600 3500 Min 60 0,314 0,700 - 0,0063 0,007715 0,0018 0,001399 0,102 0,00006 0,000586 Napkin 15.5 390 720 600 3500 Min 60 0,314 0,700 - 0,0063 0,007715 0,0018 0,001399 0,102 0,00006 0,000586 Napkin 16 390 720 600 3500 Min 60 0,314 0,700 - 0,0063 0,007715 0,0018 0,001399 0,102 0,00006 0,000586 Napkin 16.5 390 720 600 3500 Min 60 0,314 0,700 - 0,0063 0,007715 0,0018 0,001399 0,102 0,00006 0,000586 Napkin 17 390 720 600 3500 Min 60 0,320 0,700 - 0,0063 0,007715 0,0018 0,001499 0,102 0,00016 0,000586 Napkin 17.5 390 720 600 3500 Min 60 0,320 0,700 - 0,0063 0,007715 0,0018 0,001499 0,102 0,00016 0,000586 Napkin 18 390 720 600 3500 Min 60 0,320 0,700 - 0,0063 0,007715 0,0018 0,001499 0,102 0,00016 0,000586 Napkin 18.5 390 720 600 3500 Min 60 0,320 0,700 - 0,0063 0,007715 0,0018 0,001499 0,102 0,00016 0,000586
Lampiran 3 Standar operational procedur PT. Pindo Deli Pulp and Paper Products (Lanjutan)
Strength Coating Softener Biocide Cleaner
Lampiran 3 Standar operational procedur PT. Pindo Deli Pulp and Paper Products (Lanjutan)
Grade
Freeness (DCS)
FPR
Furnish
Chemical Dosing
(Control
Dry Strength
Wet
Strength Coating Softener Biocide Cleaner
Release Agent L
Refiner N
Refiner MCL MCN Range) N L B (ton/ton) (ton/ton) (ton/ton) (ton/ton) (kg/ton) (ton/ton) (ton/ton)
Towel 22.5 410 740 602 3200 Min 50 0,324 0,725 - 0,0063 0,007915 0,0018 0,001599 0,101 0,00016 0,000586 Towel 23 410 740 602 3200 Min 50 0,324 0,725 - 0,0063 0,007915 0,0018 0,001599 0,101 0,00016 0,000586 Towel 23.5 410 740 602 3200 Min 50 0,328 0,725 - 0,0063 0,007915 0,0018 0,001599 0,101 0,00016 0,000586 Towel 24 430 740 602 3200 Min 50 0,328 0,725 - 0,0063 0,007915 0,0018 0,001599 0,101 0,00016 0,000586 Towel 24.5 430 740 602 3200 Min 50 0,328 0,725 - 0,0063 0,007915 0,0018 0,001599 0,153 0,00016 0,000586 Towel 25 430 740 602 3200 Min 50 0,328 0,725 - 0,0063 0,007915 0,0018 0,001599 0,153 0,00016 0,000586 Towel 26 430 760 604 3000 Min 55 0,328 0,725 - 0,0063 0,007915 0,0018 0,001599 0,00016 0,00017 0,000586 Towel 26.5 430 760 604 3000 Min 55 0,328 0,725 - 0,0063 0,007915 0,0018 0,001599 0,00016 0,00017 0,000586 Towel 27 430 760 604 3000 Min 55 0,328 0,725 - 0,0063 0,007915 0,0018 0,001599 0,00016 0,00017 0,000586 Towel 27.5 430 760 604 3000 Min 55 0,328 0,725 - 0,0063 0,007915 0,0018 0,001599 0,00016 0,00017 0,000586 Towel 28 430 760 604 3000 Min 55 0,328 0,725 - 0,0063 0,007915 0,0018 0,001599 0,00016 0,00017 0,000586 Towel 28.5 430 760 604 3000 Min 55 0,328 0,725 - 0,0063 0,007915 0,0018 0,001599 0,00016 0,00017 0,000586 Towel 29 430 760 604 3000 Min 55 0,334 0,750 - 0,0063 0,007915 0,0018 0,001599 0,00016 0,00017 0,000586 Towel 29.5 430 760 604 3000 Min 55 0,334 0,750 - 0,0063 0,007915 0,0018 0,001599 0,00016 0,00017 0,000586 Towel 30 430 760 604 3000 Min 55 0,334 0,750 - 0,0063 0,007915 0,0018 0,001699 0,00026 0,00017 0,000586 Towel 30.5 430 760 606 3000 Min 55 0,334 0,750 - 0,0063 0,007915 0,0018 0,001699 0,00026 0,00017 0,000586 Toilet 15 370 700 598 3400 Min 55 0,310 0,700 - 0,0061 0,007615 0,0016 0,001399 0,053 0,00006 0,000576 Toilet 15.5 370 720 598 3400 Min 55 0,310 0,700 - 0,0061 0,007615 0,0016 0,001399 0,102 0,00006 0,000576
Lampiran 3 Standar operational procedur PT. Pindo Deli Pulp and Paper Products (Lanjutan)
Grade
Freeness (DCS)
FPR
Furnish
Chemical Dosing
(Control
Dry Strength
Wet
Strength Coating Softener Biocide Cleaner
Release Agent L
Refiner N
Refiner MCL MCN Range) N L B (ton/ton) (ton/ton) (ton/ton) (ton/ton) (kg/ton) (ton/ton) (ton/ton)
Towel 31 450 760 606 3000 Min 55 0,334 0,750 - 0,0063 0,007915 0,0018 0,001699 0,00026 0,00018 0,000586 Towel 31.5 450 760 606 3000 Min 55 0,334 0,750 - 0,0063 0,007915 0,0018 0,001699 0,00026 0,00018 0,000586 Towel 32 450 760 606 3000 Min 55 0,334 0,750 - 0,0063 0,007915 0,0018 0,001699 0,00026 0,00018 0,000596 Towel 32.5 450 760 606 3000 Min 55 0,334 0,750 - 0,0063 0,007915 0,0018 0,001699 0,00026 0,00018 0,000596 Towel 33 450 780 606 3000 Min 55 0,334 0,750 - 0,0065 0,008015 0,002 0,001699 0,00026 0,00018 0,000596 Towel 33.5 450 780 606 3000 Min 55 0,334 0,750 - 0,0065 0,008015 0,002 0,001699 0,00026 0,00018 0,000596 Towel 34 450 780 606 3000 Min 55 0,338 0,750 - 0,0065 0,008015 0,002 0,001699 0,00026 0,00018 0,000596 Towel 34.5 450 780 606 3000 Min 55 0,338 0,750 - 0,0065 0,008015 0,002 0,001699 0,00026 0,00018 0,000596 Towel 35 450 780 606 3000 Min 55 0,338 0,750 - 0,0065 0,008015 0,002 0,001699 0,00026 0,00018 0,000596 Towel 35.5 450 780 606 3200 Min 55 0,338 0,750 - 0,0065 0,008015 0,002 0,001699 0,00026 0,00018 0,000596 Towel 36 450 780 606 3200 Min 55 0,338 0,750 - 0,0065 0,008015 0,002 0,001699 0,00026 0,00018 0,000596 Towel 36.5 450 780 608 3200 Min 55 0,338 0,800 - 0,0065 0,008015 0,002 0,001699 0,00026 0,00018 0,000596 Towel 37 450 780 608 3200 Min 55 0,338 0,800 - 0,0065 0,008015 0,002 0,001699 0,00026 0,00018 0,000596 Towel 37.5 450 780 608 3200 Min 55 0,338 0,800 - 0,0065 0,008015 0,002 0,001799 0,00026 0,00018 0,000596 Towel 38 450 780 608 3200 Min 55 0,338 0,800 - 0,0065 0,008015 0,002 0,001799 0,00026 0,00018 0,000596 Towel 38.5 450 780 608 3200 Min 55 0,338 0,800 - 0,0065 0,008015 0,002 0,001799 0,00026 0,00018 0,000596 Towel 39 450 780 608 3200 Min 55 0,348 0,800 - 0,0065 0,008015 0,002 0,001799 0,00026 0,00018 0,000596 Towel 39.5 450 780 608 3200 Min 55 0,348 0,800 - 0,0065 0,008015 0,002 0,001799 0,00026 0,00018 0,000596
Lampiran 3 Standar operational procedur PT. Pindo Deli Pulp and Paper Products (Lanjutan)
Grade
Freeness (DCS)
FPR
Furnish
Chemical Dosing
(Control
Dry Strength
Wet
Strength Coating Softener Biocide Cleaner
Release Agent L
Refiner N
Refiner MCL MCN Range) N L B (ton/ton) (ton/ton) (ton/ton) (ton/ton) (kg/ton) (ton/ton) (ton/ton)
Towel 40 450 780 608 3200 Min 55 0,348 0,800 - 0,0065 0,008015 0,002 0,001799 0,00026 0,00018 0,000596 Towel 41 450 780 608 3200 Min 50 0,348 0,800 - 0,0065 0,008015 0,002 0,001799 0,203 0,00026 0,000596 Towel
41.5 450 780 608 3200 Min 51 0,348 0,800 - 0,0065 0,008015 0,002 0,001799 0,203 0,00026 0,000596 Towel 42 450 780 608 3200 Min 52 0,348 0,800 - 0,0065 0,008015 0,002 0,001799 0,203 0,00026 0,000596 Towel
42.5 450 780 608 3200 Min 53 0,348 0,800 - 0,0065 0,008015 0,002 0,001799 0,203 0,00026 0,000596 Towel 43 450 780 608 3200 Min 54 0,348 0,800 - 0,0065 0,008015 0,002 0,001799 0,203 0,00026 0,000596 Towel
43.5 450 780 608 3200 Min 55 0,348 0,800 - 0,0065 0,008015 0,002 0,001799 0,203 0,00026 0,000596 Towel 44 450 780 608 3200 Min 56 0,348 0,800 - 0,0065 0,008015 0,002 0,001799 0,203 0,00026 0,000596 Sumber : PT. Pindo Deli Pulp and Paper Products (2013)
25
Lampiran 4 Kebutuhan bahan baku untuk satu ton produk tissue menurut SOP
Item Satuan Jenis Tissue
Facial
Sumber : PT. Pindo Deli Pulp and Paper Products
Lampiran 5 Harga bahan baku kertas tissue perunit, ordering cost, dan holding cost per bulan
Item Satuan Harga Ordering Cost Holding Cost/Month
LBKP US$/Ton 622 72,65 0,02
Sumber : PT. Pindo Deli Pulp and Paper Products
Lampiran 6 Purchasing cost untuk setiap bahan baku tissue
Lampiran 7 Contoh perhitungan biaya kebutuhan bahan baku tissue
LBKP (ton) LFL 2011
Month 1 2 3 4 5 6 7 8 9 10 11 12
Gross Requirrement (ton) 602,3 403,2 631,1 599,1 489,8 519,8 517,1 570,4 525,5 455,7 582,2 306,5
Beginning Inventory (ton) 912,0 309,6 - - - - - - - - - -
Net Requirements (ton) - 93,6 631,1 599,1 489,8 519,8 517,1 570,4 525,5 455,7 582,2 306,5
Planned Order Receipt (ton) - 93,6 631,1 599,1 489,8 519,8 517,1 570,4 525,5 455,7 582,2 306,5
Planned Order Release (ton) 93,6 631,1 599,1 489,8 519,8 517,1 570,4 525,5 455,7 582,2 306,5 550,6
Ending Inventory (ton) 309,6 - - - - - - - - - - -
Ordering Cost ($) - 72,7 72,7 72,7 72,7 72,7 72,7 72,7 72,7 72,7 72,7 72,7
Carriying Cost ($) 6,2 - - - - - - - - - - -
Purchase Cost ($) - 58.188,9 392.559,8 372.658,9 304.668,4 323.284,5 321.605,1 354.773,3 326.853,2 283.423,9 362.103,8 190.611,9
Total Cost ($) 3.291.536,9
cost per item $ 622,00
holding cost per unit per month $ 0,02
Ordering Cost (S) $ 72,65
holding cost per unit/years(H) $ 0,24 Sumber : data olahan
Lampiran 7 Contoh perhitungan biaya kebutuhan bahan baku tissue
LBKP (ton)
cost per item $ 622,00
holding cost per unit per month $ 0,02
Ordering Cost (S) $ 72,65
LTC 2011
Month 1 2 3 4 5 6 7 8 9 10 11 12
Gross Requirrement (ton) 602,34 403,18 631,13 599,13 489,82 519,75 517,05 570,38 525,49 455,67 582,16 306,45
Beginning Inventory (ton) 911,96 1.943,06 1.539,88 908,76 309,63 1.607,18 1.087,43 570,38 0,00 1.344,28 888,61 306,45
Net Requirements (ton) 0,00 0,00 0,00 0,00 180,19 0,00 0,00 0,00 525,49 0,00 0,00 0,00
Planned Order Receipt (ton) 1.633,43 0,00 0,00 0,00 1.787,37 0,00 0,00 0,00 1.869,76 0,00 0,00 0,00
Planned Order Release (ton) 0,00 0,00 0,00 1.787,37 0,00 0,00 0,00 1.869,76 0,00 0,00 0,00 0,00
Ending Inventory (ton) 1.943,06 1.539,88 908,76 309,63 1.607,18 1.087,43 570,38 0,00 1.344,28 888,61 306,45 0,00
Ordering Cost ($) 72,65 0,00 0,00 0,00 72,65 0,00 0,00 0,00 72,65 0,00 0,00 0,00
Carriying Cost ($) 38,86 30,80 18,18 6,19 32,14 21,75 11,41 0,00 26,89 17,77 6,13 0,00
Purchase Cost ($) 1.015.995,02 0,00 0,00 0,00 1.111.743,67 0,00 0,00 0,00 1.162.992,90 0,00 0,00 0,00
Total Cost ($) 3.291.159,65
Month Q I1 I2 I3 I4 I5 I6 I7 I18 I9 I10 I11 I12 Carrying Ordering Unit Total
Cost Cost Cost Cost
1 - - - 72,65 - 72,65
1 to 2 403,2 403,2 8,06 72,65 0,20 80,72
1 to 3 1.034,3 1.034,3 631,1 33,31 72,65 0,10 105,96
1 to 4 1.633,4 1.633,4 1.230,3 599,1 69,26 72,65 0,09 141,91
1 to 5 2.123,3 2.123,3 1.720,1 1.089,0 489,8 108,44 72,65 0,09 181,09
1 to 6 2.643,0 2.643,0 2.239,8 1.608,7 1.009,6 519,8 160,42 72,65 0,09 233,07
1 to 7 3.160,1 3.160,1 2.756,9 2.125,8 1.526,6 1.036,8 517,1 222,46 72,65 0,09 295,11
1 to 8 3.730,4 3.730,4 3.327,3 2.696,1 2.097,0 1.607,2 1.087,4 570,4 302,32 72,65 0,10 374,97
1 to 9 4.255,9 4.255,9 3.852,7 3.221,6 2.622,5 2.132,7 1.612,9 1.095,9 525,5 386,39 72,65 0,11 459,05
1 to 10 4.711,6 4.711,6 4.308,4 3.677,3 3.078,1 2.588,3 2.068,6 1.551,5 981,2 455,7 468,41 72,65 0,11 541,07
1 to 11 5.293,7 5.293,7 4.890,6 4.259,4 3.660,3 3.170,5 2.650,7 2.133,7 1.563,3 1.037,8 582,2 584,85 72,65 0,12 657,50
1 to 12 5.600,2 5.600,2 5.197,0 4.565,9 3.966,8 3.476,9 2.957,2 2.440,1 1.869,8 1.344,3 888,6 306,5 - 652,26 72,65 0,13 724,92
Month Q
I5 I6 I7 I18 I9 I10 I11 I12 Carrying
cost
Ordering cost
Unit cost
Total
Cost
5 180,2 - 0,0000 72,65 0,40 72,65
5 to 6 699,9 519,8 - 10,3950 72,65 0,12 83,05
5 to 7 1.217,0 1.036,8 517,1 - 31,0770 72,65 0,09 103,73
5 to 8 1.787,4 1.607,2 1.087,4 570,4 - 65,2995 72,65 0,08 137,95
5 to 9 2.312,9 2.132,7 1.612,9 1.095,9 525,5 - 107,3385 72,65 0,08 179,99
5 to 10 2.768,5 2.588,3 2.068,6 1.551,5 981,2 455,7 - 152,9051 72,65 0,08 225,56
5 to 11 3.350,7 3.170,5 2.650,7 2.133,7 1.563,3 1.037,8 582,2 - 222,7643 72,65 0,09 295,42
5 to 12 3.657,1 3.476,9 2.957,2 2.440,1 1.869,8 1.344,3 888,6 306,5 - 265,6673 72,65 0,09 338,32
Calculations
Month
Q I9 I10 I11 I12 Carrying
cost
Ordering
cost Unit cost
Total
Cost
9 525,5 - - 72,65 0,14 72,65
9 to 10 981,2 455,7 - 9,11 72,65 0,08 81,77
9 to 11 1.563,3 1.037,8 582,2 - 32,40 72,65 0,07 105,05
9 to 12 1.869,8 1.344,3 888,6 306,5 - 50,79 72,65 0,07 123,44
Sumber : data olahan