ROSTELIANA APRIRIANTY
SEKOLAH PASCA SARJANA INSTITUT PERTANIAN BOGOR
Dengan ini saya menyatakan bahwa Tugas Akhir dengan judul Kajian
Penerapan the British Retail Consortium Global Standard fo Food Safety Isu 6 PT
SSI adalah karya saya sendiri dan belum diajukan dalam bentuk apapun kepada
perguruan tinggi manapun. Sumber informasi yang berasal atau dikutip dari karya
yang diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan
dalam Daftar Pustaka di bagian Tugas Akhir ini.
Bogor, Juli 2012
Consortium Global Standard for Food SafetyIssue 6 PT SSI. Under the direction of HARSI DEWANTARI KUSUMANINGUM and BETTY SRI LAKSMI JENIE.
The British Retail Consortium (BRC) Global Standards are widely used by suppliers and global retailers, facilitating standardization of quality, safety,
operational criteria and manufacturers’ fulfillment of legal obligations. Since July
ROSTELIANA APRIRIANTY. Kajian Penerapan the British Retail Consortium Global Standard for Food Safety Isu 6 PT SSI. Dibimbing oleh HARSI DEWANTARI KUSUMANINGRUM dan BETTY SRI LAKSMI JENIE.
PT SSI adalah industri wafer stik dan kukis yang memasarkan produknya ke 40 negara di dunia dengan pasar utama adalah Amerika Serikat, Inggris, Australia, Selandia Baru, Singapura, dan Cina. Dalam persaingan dan perdagangan internasional, jaminan penerapan dan sertifikat sistem keamanan pangan memiliki tempat khusus dan menjadi persyaratan. Sejak 2011 ada 2 sistem yang disertifikasi yaitu the BRC Global Standard for Food Safety dan SQF 2000
level 3, dimana semua pelanggan dapat menerima sertifikat tersebut. BRC
dikeluarkan pertama kali pada 1998, dibangun sebagai kerangka kerja bagi produsen pangan memproduksi pangan yang aman dan mengelola mutu produk sesuai persyaratan pelanggan. Format dan isi didesain agar dapat dilakukannya suatu kajian kesesuaian bangunan pabrik, sistem operasional dan prosedur perusahaan oleh pihak ketiga yang kompeten yaitu Badan Sertifikasi. BRC isu 6 diterbitkan pada Juli 2011 dan diberlakukan untuk audit sejak 1 Januari 2012.
Penelitian bertujuan mengkaji standar dan implementasi the BRC Global
Standard for Food Safety isu 6 ke dalam sistem keamanan pangan di PT SSI, yang menerapkan dan tersertifikasi BRC sejak 2006. Tujuan khususnya adalah mengidentifikasi perubahan persyaratan pada isu 6, menetapkan dokumen dalam rangka pemenuhan persyaratan isu 6 dan mengkaji serta menyusun rekomendasi implementasi manajemen alergen dan pengendalian benda asing PT SSI.
Penelitian diawali dengan mempelajari satu per satu klausul BRC isu 5 dan isu 6 untuk mengidentifikasi perbedaan persyaratan pada kedua versi. Kajian kesesuaian persyaratan dokumen sistem, prosedur, atau catatan dilakukan melalui
desk evaluation dengan cara membandingkan persyaratan dokumen dengan
dokumen yang dimiliki PT SSI meliputi manual, prosedur, form atau checklist,
standar, spesifikasi dan lainnya. Rekomendasi implementasi manajemen alergen ditetapkan melalui kajian potensi kandungan alergen dalam produk; kajian proses mulai dari pembelian, transportasi dan penyimpanan bahan baku, penyiapan bahan per-batch, proses dan penjadwalan produksi termasuk rework; pembersihan dan sanitasi; serta pelatihan karyawan. Rekomendasi pengendalian benda asing ditetapkan melalui kajian sumber benda asing pada berbagai tahapan proses mulai dari penerimaan bahan sampai pengemasan produk; kajian standar maksimal setiap benda asing; kajian prosedur dan fasilitas pengendalian; serta kajian prosedur verifikasi dan dokumentasi.
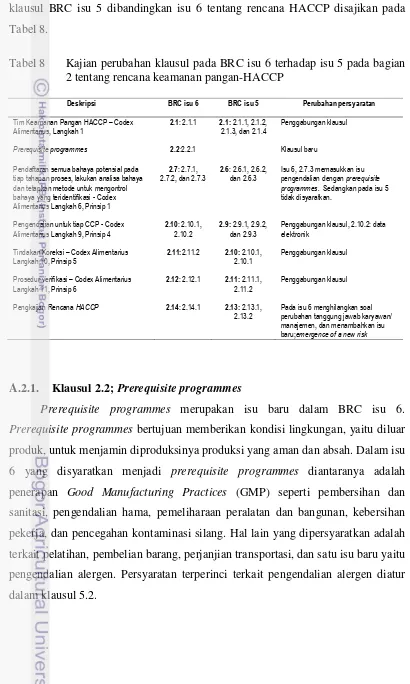
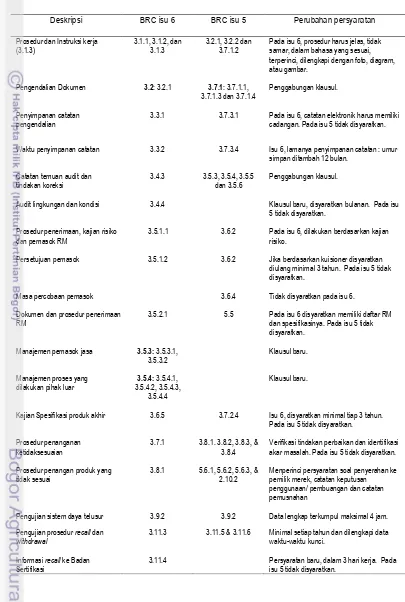
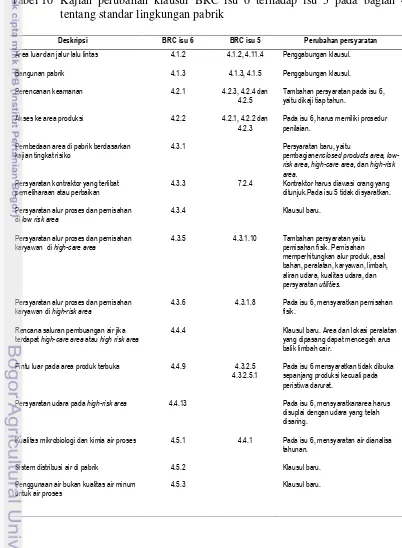
menunjukkan hubungan antara prerequisite programmes dan HACCP. Persyaratan pemasok jasa dipisahkan dari pemasok bahan baku (3.5.3). Beberapa persyaratan baru adalah terkait manajemen pengerjaan proses di luar perusahaan (3.5.4), daya telusur harus dilakukan dalam waktu 4 jam (3.9) agar memungkinkan penanganan penarikan produk yang cepat, serta Badan Sertifikasi harus diinformasikan dalam waktu 3 hari bila terjadi penarikan produk (3.11). Kajian kemanan (4.2.1) harus rutin dilakukan termasuk penetapan akses masuk ke area produksi dan area penyimpanan di pabrik (4.2.2). Klausul 4.3 mensyaratkan
dilakukannya kajian pembagian area menjadi low-risk area, high-care area atau
high-risk area serta penerapan persyaratan bangunan pabrik (4.4), fasilitas
karyawan dan aturan higiene pada tiap area (4.8). Pengendalian kontaminasi fisik dan kimia dikembangkan dengan mensyaratkan pengendalian potensi kontaminasi dari kegiatan pemeliharaan, bahan untuk pemeliharaan baik kontak atau tidak
kontak dengan bahan baku dan produk harus food grade (4.7.5), catatan inspeksi
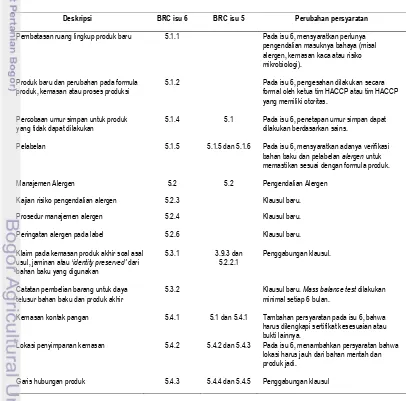
bahaya dan investigasi tersedia bila terjadi kehilangan peralatan logam tajam (4.9.2.1), dan larangan penggunaan staples di area produk terbuka (4.9.2.2). Pemilihan teknologi untuk deteksi dan penghilangan benda asing (4.10.3-4.10.5) dilakukan berdasarkan kajian resiko. Bahaya alergen dikaji sebagai potensi bahaya pada pengembangan produk baru (5.2.3). Prosedur pengendalian alergen (5.2.4) lebih terperinci terkait penggunaan pakaian pelindung seragam; pengaturan jadwal produksi produk; pengendalian debu, limbah dan luapan bahan alergen;
dan pelabelan (5.2.6). Mass balance test terkait daya telusur identity preserved
materials harus diuji minimal setiap 6 bulan (5.3.2). Terdapat pengembangan persyaratan terkait spesifikasi produk dan proses (6.1.1). Agen penyedia tenaga kerja perusahaan adalah harus melakukan pelatihan (7.1.4) dan pemeriksaan kesehatan karyawan (7.2.4). Audit laundri untuk pakaian care area dan high-risk area wajib dilakukan (7.4.4).
Dari sekitar 158 dokumen sistem, prosedur dan sistem yang disyaratkan dalam isu 6 terdapat sekitar 20 dokumen yang teridentifikasi diperlukan perusahaan dalam rangka pemenuhan persyaratan. Dokumen tersebut terkait prosedur dan perjanjian pemasok jasa (3.5), daya telusur harus dilakukan dalam waktu 4 jam (3.9), kajian resiko keamanan perusahaan (4.2.1), prosedur kalibrasi dan verifikasi peralatan pemeriksaan yang dilengkapi dengan batas toleransi (6.3), dan pelaksaan pelatihan serta kajian kompetensi karyawan yang konsisten (7.1).
Alergen merupakan senyawa penyebab terjadinya alergi, yaitu gangguan kesehatanyang bervariasi mulai dari yang ringan seperti gangguan pada kulit sampai menimbulkan anafalitik hebat yang berakibat pada kematian (AFGC 2007). Tujuan utama pengaturan dalam manajemen alergen adalah agar tidak terjadinya kontaminasi silang dari bahan alergen. Semua produk wafer menggunakan bahan baku yang berpotensi mengandung alergen berupa tepung terigu, susu, telur, dan lesitin kedelai tetapi khusus wafer chocolate hazelnut juga
menggunakan pasta hazelnut. Karena pada label semua bahan tadi telah
dicantumkan dalam komposisi sedangkan hazelnut belum, maka bahaya alergen
yang harus dikendalikan adalah pada pasta hazelnut atau chocolate-hazelnut.
ball mill mixer dan oven, pemisahan dan pelabelan alergen pada peralatan
pembersihan, serta penggunaan test kit-ELISA untuk pengujian residu alergen
pada hasil pembersihan mesin/peralatan bekas produksi dengan hazelnut atau
chocolate-hazelnut.
Pengendalian benda asing di PT SSI telah dilaksanakan dengan baik melalui prerequisite programmes dan pengendalian bahaya pada rencana HACCP.
Pada tahap penerimaan barang direkomendasikan pengaturan staples pada
prosedur penerimaan bahan baku dan kemasan, dilakukannya prosedur pemeriksaan pada tambahan pemeliharaan mesin dan peralatan untuk memastikan tidak adanya potensi kontaminasi benda asing, prosedur penanganan kejadian pecahnya kaca dimasukkan aturan pencucian seragam dan alat kebersihan yang berpotensi terkena pecahan kaca tadi, serta prosedur pembuangan pecahan kaca.
Ayakan untuk hasil gilingan crumb perlu dibuat untuk memastikan crumb bebas
© Hak cipta milik IPB, tahun 2012 Hak Cipta dilindungi Undang-Undang
Dilarang mengutip sebagian atau seluruh karya tulis ini tanpa mencantumkan atau menyebutkan sumbernya. Pengutipan hanya untuk kepentingan pendidikan, penelitian, penulisan karya ilmiah, penyusunan laporan, penulisan kritik, atau tinjauan suatu masalah; dan pengutipan tersebut tidak merugikan kepentingan yang wajar IPB
KAJIAN PENERAPAN
THE BRITISH RETAIL CONSORTIUM
GLOBAL STANDARD FOR FOOD SAFETY
ISU 6 PT SSI
ROSTELIANA APRIRIANTY
Tesis
sebagai salah satu syarat untuk memperoleh gelar Magister Profesi Teknologi Pangan pada Program Studi Magister Profesi Teknologi Pangan
SEKOLAH PASCA SARJANA INSTITUT PERTANIAN BOGOR
NIM : F252100085
Disetujui
Komisi Pembimbing
Dr. Ir. Harsi D Kusmaningrum Prof. Dr. Ir. Betty Sri Laksmi Jenie, MS
Ketua Anggota
Diketahui
Ketua Program Studi Dekan Sekolah Pascasarjana
Magister Profesi Teknologi Pangan
Dr. Ir. Lilis Nuraida, MSc Dr. Ir. Dahrul Syah
Bismillahhirrahmanirrahim.
Puji syukur penulis penjatkan kepada Allah SWT atas segala karuniaNya sehingga tugas karya ilmiah ini berhasil diselesaikan. Tema yang dipilih dalam penelitian ini ialah penerapan sistem BRC versi terbaru yaitu isu 6 yang baru saja digunakan di PT SSI pada akhir tahun 2011.
Terima kasih penulis ucapkan kepada Dr. Ir. Harsi D Kusumaningrum dan Prof. Dr. Ir. Betty Sri Laksmi Jenie selaku dosen pembimbing, yang membimbing dan memberikan banyak sekali masukan dalam penulisan karya ilimiah ini. Terima kasih penulis ucapkan kepada PT SSI terutama pihak Manajemen, yang telah mengijinkan penulis untuk melanjutkan studi di Magister Profesi Tekonologi Pangan IPB serta memberikan kepercayaan penulis membuat karya ilmiah bertemakan BRC di PT SSI. Terima kasih saya ucapkan kepada teman-teman mahasiswa MPTP angkat 2010 agar segala kerjasama, diskusi dan doanya, serta bantuan akomodasi dan transportasi dari Ibu Amiroh, Ibu Endang dan Bapak Muzi. Ungkapan terima kasih disampaikan juga kepada orangtua dan keluarga di Bengkulu dan Temanggung, serta suami tercinta Koko Panuntun, ananda Adam Firsta dan Annisa atas doa, dukungan dan perhatiannya.
Semoga karya ilimiah ini bermanfaat bagi pembaca dan penulis sendiri.
Tangerang, Juli 2012
Penulis dilahirkan di kota Bengkulu pada tanggal 29 April 1979 dari Bapak H.Siahaan dan Ibu Adella. Penulis merupakan anak kedua dari empat bersaudara. Tahun 1997, penulis lulus dari SMU Negeri 5 Bengkulu dan lolos seleksi masuk IPB melalui jalur Undangan Seleksi Masuk IPB. Pendidikan sarjana ditempuh di Program Studi Teknologi Pangan dan Gizi, Fakultas Teknologi Pertanian, lulus tahun 2001.
Penulis bekerja di bagian Quality Control di perusahaan biskuit PT
DAFTAR TABEL ... xi
C. Good Manufacturing Practices (GMP) ... 7
D. The Hazard Analysis Critical Control Points (HACCP) ... 7
E. British Retail Consortium (BRC) the Global Standard for Food Safety... 16
F. Audit pada BRC isu 6 ... 21
G. Spesifikasidanstandar wafers stik ... 22
H. Manajemen alergen ... 24
I. Pengendalian benda asing ... 28
III. METODOLOGI A. Tempatdanwaktu penelitian ... 34
B. Metodepenelitian ... 34
IV. HASIL DAN PEMBAHASAN A. KajianPerubahan Persyaratan BRC Isu 6 terhadap Isu 5 ... 37
A.1. Kajian Perubahan Persyaratan Bagian 1- Manajemen Senior ... 39
A.2. Kajian Perubahan Persyaratan Bagian 2 - Rencana– HACCP ... 41
A.3. Kajian Perubahan Persyaratan Bagian 3-Sistem Keamanan dan Kualitas Pangan ... 43
A.4. Kajian Perubahan Persyaratan Bagian 4-Standar Lingkungan Pabrik ... 48
A.5. Kajian Perubahan PersyaratanBagian 5- Pengendalian Produk ... 59
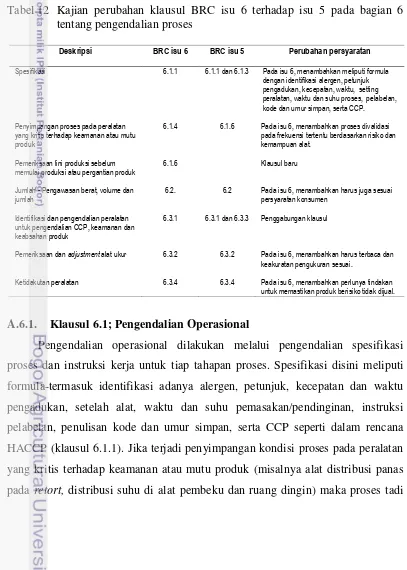
A.6. Kajian Perubahan Persyartan Bagian 6 - Pengendalian Proses ... 61
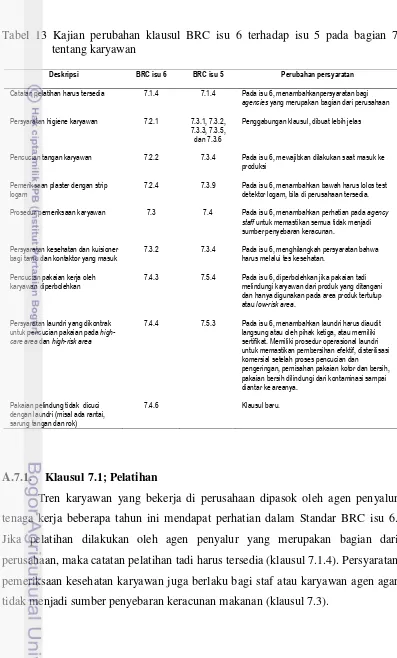
A.7. Kajian Perubahan Persyaratan Bagian 7- Karyawan ... 63
B. Gap Ketersediaan Dokumen BRC Isu 6 di PT SSI dalam memenuhi BRC Isu 6 ... 65
Keamanan dan Kualitas Pangan ... 74
B.4. Gap Ketersediaan Dokumen Bagian 4 - Standar Lingkungan Pabrik ... 80
B.5. Gap Ketersediaan DokumenBagian 5 - Pengendalian Produk ... 87
B.6. Gap Ketersediaan Dokumen Bagian 6 - Pengendalian Proses ... 92
B.7. Gap Ketersediaan DokumenBagian 7- Karyawan ... 93
C. Pengembangan Manajemen Alergen di PT SSI ... 95
C.1. Penetapan Potensi Kandungan Alergen dalam Produk ... 96
C.2. Tahap Transportasi dan Penyimpanan Bahan Baku ... 100
C.3. Tahap Penyiapan (per – batch) ... 102
C.4. Tahap Proses Produksi ... 103
C.5. Pengemasan dan Pelabelan ... 108
C.6. Pembersihan dan Sanitasi ... 111
C.7. Pelatihan dan Pendidikan Karyawan ... 114
D. Pengendalian Benda Asing di PT SSI ... 116
D.1. Kajian Sumber Benda Asing pada Berbagai Tahapan Proses ... 123
D.2. Penetapan Standar Maksimal untuk Setiap Benda Asing ... 118
D.3. Penetapan Pengendalian Benda Asing dan Fasilitas yang Diperlukan ... 126
D.4. Verifikasi dan Dokumentasi Pengendalian Benda Asing ... 133
V. SIMPULAN DAN SARAN ... 135
DAFTAR PUSTAKA ... 139
1 7 Prinsip – 12 Langkah HACCP ... ... 9 2 Contoh cemaran mikrobiologi ... 10
3 Perbandingan program audit beberapa standar internasional... 20
4 Standar mutu cemaran mikroba biskuit SNI 2973:2011 ... 24
5 Allegenic food atau food groups yang disyaratkan dicantumkan
pada pelabelan menurut Codex dan beberapa negara ... 26
6 Persyaratan the BRCGlobal Standard food Safety isu 5 dan 6... 38
7 Kajian perubahan klausul BRC isu 6 bagian 1 terhadap BRC
isu 5 tentang Komitmen Manajemen Senior... 41 8 Kajian perubahan klausul BRC isu 6 bagian 2 terhadap BRC
isu 5 tentang Rencana Keamanan Pangan-HACCP... 42 9 Kajian perubahan klausul BRC isu 6 bagian 3 terhadap BRC
isu 5 tentang Sistem Keamanan dan Kualitas Pangan... 45 10 Kajian perubahan klausul BRC isu 6 bagian 4 terhadap BRC
isu 5 tentang Standar Lingkungan Pabrik ... 49 11 Kajian perubahan klausul BRC isu 6 bagian 5 terhadap BRC
isu 5 tentang Pengendalian Produk... 59 12 Kajian perubahan klausul BRC isu 6 bagian 6 terhadap BRC
isu 5 tentang Pengendalian Proses ... 62 13 Kajian perubahan klausul BRC isu 6 bagian 7 terhadap BRC
isu 5 tentang Karyawan ... 64 14 Persyaratan dokumen pada BRC isu 6 ... 67
15 Gap pemenuhan persyaratan dokumen BRC isu 6 bagian 3 -
Sistem manajemen keamanan dan mutu pangan di PT SSI... 74
16 Gap pemenuhan persyaratan dokumen BRC isu 6 bagian 4-
standar lingkungan pabrik di PT SSI... 82
17 Gap pemenuhan persyaratan dokumen BRC isu 6 bagian 5–
pengendalian produk di PT SSI... 88 18 Aktivitas air minimum untuk pertumbuhan beberapa mikroba... 91
19 Gap pemenuhan persyaratan dokumen BRC isu 6 bagian 6 -
Pengendalian proses di PT SSI... 93
20 Gap pemenuhan persyaratan dokumen BRC isu 6 bagian 7-
Karyawan di PT SSI ... 93 21 Analisa keberadaan bahan yang mengadung alergen pada bahan
baku dan formulasi produk wafer... 99 22 Matriks pemakaian crumb dan minyak kurasan... 107 23 Peringatan alergen untuk beberapa negara ... 110 24 Penyusunan rekomendasi berdasarkan gap analysis PT SSI
A. Latar Belakang
Produk aman dan bermutu merupakan tuntutan utama pelanggan. Untuk
mencapai hal tersebut, produsen pangan perlu menerapkan suatu sistem jaminan
mutu dan keamanan. Ada berbagai standar nasional maupun internasional terkait
mutu dan keamanan pangan yang terus diperbaharukan mengikuti perkembangan
ilmu dan teknologi pangan serta isu terkait keamanan pangan yang ada di
masyarakat di seluruh dunia. Dalam persaingan dan perdagangan internasional,
jaminan penerapan suatu sistem, dengan bukti telah mendapatkan sertifikat sistem
keamanan pangan memiliki tempat khusus dan menjadi persyaratan.
PT SSI adalah industri produk wafer stik dan kukis yang memasarkan
produknya ke 40 negara di dunia. Pasar utama adalah Amerika Serikat, Inggris,
Australia, Selandia Baru, Singapura dan Cina. Konsumen lainnya adalah
Meksiko, Taiwan, Jepang, Kanada, serta beberapa negara di Asia Tenggara seperti
Thailand, Brunei Darussalam, Malaysia dan lainnya. Produk wafer dengan
beberapa jenis flavor yang dipasarkan adalah wafer coklat, vanilla, cappuccino,
chocolate-mint, strawberi, dan chocolate-hazelnut.
Sejak awal berdirinya di tahun 2006 sampai saat ini, PT SSI telah
mengimplementasikan dan melakukan sertifikasi beberapa sistem mutu dan
keamanan pangan. Sistem itu antara lain adalah ISO 22000:2005 (Sistem
Manajemen Keamanan Pangan), Safe Quality Foods (SQF) 2000 level 3, dan
British Retail Consortium (BRC) the Global Standard for Food Safety isu 5. Sejak
2011, hanya ada 2 sistem yang disertifikasi yaitu SQF 2000 dan BRC karena
semua pelanggan telah dapat menerima sertifikat tersebut. Di PT SSI hanya ada
satu sistem keamanan pangan, yang dirancang dan diimplementasikan agar
memenuhi semua persyaratan dan standar sistem-sistem tersebut.
The BRC Global Standard for Food Safety pertama kali dikeluarkan pada
tahun 1998. Standar ini dibangun sebagai kerangka kerja bagi produsen pangan
memproduksi pangan yang aman dan mengelola mutu produk sesuai persyaratan
pelanggan. Format dan isi Standar didesain agar dapat dilakukannya suatu kajian
pihak ketiga yang kompeten yaitu Badan Sertifikasi (BRC 2011). Hingga saat ini,
terdapat lebih dari 14.000 perusahaan di lebih dari 90 negara telah tersertifikasi
the BRC Global Standard fo Food Safety (BRC-About the BRC Global Standard,
2012).
Pada Juli 2011, diterbitkan the BRC Global Standard for Food Safety isu 6
dan diberlakukan untuk audit BRC sejak 1 Januari 2012. Perkembangan dalam isu
terbaru ini adalah lebih menspesifikasikan persyaratan mutu dan keamanan
pangan, serta operasional produsen pangan. Tujuannya adalah agar produsen
pangan dapat sepenuhnya memenuhi aturan legal dan memberikan perlindungan
penuh kepada konsumen (BRC 2011).
Kunci perubahan pada isu 6 antara lain adalah pengembangan
klausul-klausul terkait pengendalian benda asing, housekeeping dan higiene, manajemen
alergen, dan pengurangan klausul untuk memastikan setiap klausul mengandung
ide pokok yang signifikan dan menghasilkan konsistensi persyaratan yang nyata
(Food-The Global Standard for Food Safety issue 6 2012). Pada penelitian ini
akan dilakukan kajian terhadap standar dan penerapan dari the BRC Global
Standard for Food Safety isu 6 di PT SSI yaitu pada ruang lingkup produksi wafer
stik. Penelitian juga akan membahas persyaratan pada isu 6 dan implementasinya
di PT SSI terutama terkait aspek pengendalian benda asing dan manajemen
alergen.
B. Tujuan
Tujuan penelitian ini adalah untuk mengkaji standar dan implementasi isu
terbaru British Retail Consortium (BRC) the Global Standard for Food Safety isu
6 kedalam sistem keamanan pangan yang telah ada di PT SSI.
Tujuan khusus adalah:
1. Mengidentifikasi perbedaan persyaratan antara the BRC Global Standard for
Food Safety isu 5 dengan isu 6.
2. Menetapkan dokumen-dokumen yang diperlukan oleh PT SSI untuk
pemenuhan persyaratan the BRC Global Standard for Food Safety isu 6.
3. Mengkaji implementasi manajemen alergen dan pengendalian benda asing di
4. Menyusun rekomendasi implementasi manajemen alergen dan pengendalian
benda asing di PT SSI sesuai BRC isu 6.
C. Manfaat
Manfaat penelitian ini adalah :
1. Penerapan sistem jaminan keamanan pangan yang mengacu pada sistem BRC
isu 6 akan memberikan jaminan mutu dan keamanan produk (menghasilkan
produk yang bermutu dan aman bagi konsumen) yang lebih tinggi .
2. Memberikan manfaat bagi perusahaan, termasuk karyawan, yaitu berupa
peningkatan kepedulian terhadap keamanan pangan.
3. Memberikan kepuasan dan kepercayaan kepada konsumen yang lebih tinggi
terhadap terpenuhinya standar yang diharapkan.
4. Meningkatkan nilai jual produk yang dihasilkan, terutama untuk pasar ekspor
ke negara-negara di Eropa. Hal ini disebabkan karena sertifikat BRC diakui
secara internasional.
5. Sistem the BRC Global Standar for Food Safety merupakan sistem yang
diakui oleh Global Food Safety Initiative (GFSI) dan banyak negara di dunia,
sertifikatnya diterima oleh berbagai konsumen PT SSI, sehingga menghemat
waktu dan biaya untuk sertifikasi.
D. Ruang lingkup
Ruang lingkup penelitian ini adalah mengkaji sistem keamanan pangan
yang telah diterapkan di PT SSI yaitu the BRC Global Standard for Food Safety
isu 5 terhadap persyaratan pada BRC isu 6 untuk produk wafer stik. Kajian
dilakukan terhadap dokumentasi dan implementasi sesuai persyaratan pada BRC
isu terbaru tersebut. Kajian dilakukan mulai dari tahap penerimaan bahan baku,
II.
TINJAUAN PUSTAKA
A. PT SSI
PT SSI merupakan Perusahaan Modal Asing (PMA), yang memproduksi
wafer stik untuk bebeberapa negara tujuan ekspor. Perusahaan ini berlokasi di
Cikupa, Tangerang, dimiliki oleh warga negara berkebangsaan Australia dan
Selandia Baru. Perusahaan berdiri pada tahun 2005 dan sampai 2012 telah dapat
memasarkan kurang lebih satu juta karton ke 40 negara di dunia, terutama
Amerika Serikat, Inggris, Australia, Selandia Baru, Singapura dan Cina.
Konsumen lainnya adalah Meksiko, Taiwan, Jepang, Kanada, serta beberapa
negara di Asia Tenggara seperti Thailand, Brunei Darussalam, Malaysia dan
lainnya.
Produk wafer stik dengan beberapa jenis flavor yang dipasarkan adalah
wafer stik coklat, vanilla, cappuccino, chocolate-mint, strawberi dan
chocolate-hazelnut. PT SSI memproduksi produk dengan merek sendiri maupun private
label dari sebuah retailer dengan merek utama adalah Royal Dansk (milik
Denmark). PT SSI juga memproduksi kukis dalam jumlah sedikit (kurang dari 5%
dari total penjualan). Penerapan berbagai sistem keamanan pangan bertujuan
menjamin produk yang dihasilkan aman untuk dikonsumsi dan memenuhi
persyaratan pelanggan di berbagai negara tujuan.
PT SSI mengimplementasikan dan mensertifikasi beberapa sistem
manajemen keamanan pangan internasional yang diantaranya adalah the BRC
Global Standard of Food Safety (issue 5 tahun 2008), Safe and Quality Food
(SQF) 2000 Level 3 (tahun 2008) dan the Hazard Analysis Critial Control Points
(HACCP) ISO 22000:2005. Pelanggan internasional menuntut adanya jaminan
bahwa produk yang dihasilkan bermutu dan aman untuk dikonsumsi berdasarkan
suatu sistem tertentu yang baku. Sebagian besar pelanggan menerima cukup
dengan sertifikasi Good Hygiene Practices (GHP) atau Good Manufacturing
Practices (GMP) dan sistem HACCP. Namun tidak dengan pelanggan lainnya
seperti tuntutan salah satu pemilik private label asal Amerika Serikat. Mereka
menuntut PT SSI telah menerapkan SQF sebelum menyetujui kontrak kerjasama
produknya ke PT SSI dengan merek private label mereka yang telah sangat
dikenal di pasar di USA selama bertahun-tahun.
Alasan beberapa pelanggan termasuk pelanggan Eropa menginginkan PT
SSI tersertifikasi the Global Standard for Food Safety ini secara umum adalah
untuk memperoleh jaminan keamanan dan mutu pangan dari pemasoknya serta
sesuai dengan persyaratan regulasi. Sertifikasi keamanan pangan telah menjadi
alat dalam perdagangan pangan internasional. Suatu pemasok tidak dapat menjual
produknya di ritel-ritel yang tergabung dalam British Retail Consortium dan wajib
memperoleh sertifikat the BRC Global Standard for Food Safety.
B. Safe Quality Foods (SQF)
SQF adalah suatu sistem yang menerapkan prinsip-prinsip keamanan
pangan dari the National Advisory Committee on Microbiological Criteria for
Food (NACMCF) Amerika dan prinsip serta pedoman HACCP yang dibuat oleh
Codex Alimentarius Comission (SQF Institute 2008). Berbagai sistem manajemen
keamanan pangan dikembangkan oleh beberapa negara dengan rujukan pada
prinsip yang dikembangkan oleh Codex Alimentarius Commission-World Health
Organization (Thaheer 2008). Sertifikasi sistem SQF 2000 terdiri dari 3 level.
Level 1 meliputi persyaratan fundatemental bagi keamanan pangan, yang
berisikan prerequisite programmes dasar untuk kemananan pangan. Level 2
mensyaratkan sertifikasi rencana HACCP, meliputi prerequisite programmes pada
level 1 ditambah dengan pengendalian CCP pada rencana HACCP. Level 3
berikan persyaratan lengkap sistem manajemen keamanan pangan dan mutu
pangan. Pada level 3 mensyaratkan pemenuhan persyaratan level 1 dan 2 serta
memenuhi aspek mutu dan pengendalian terkait demi menghasilkan suatu sistem
manajemen keamanan dan mutu pangan yang komprehensif (SQF Institute 2008).
PT SSI tersertifikasi SQF level 3 sejak 2011. SQF terdiri dari 6 bagian utama
yaitu Komitmen, Spesifikasi, Pengendalian Produksi (termasuk persyaratan
prerequisite programmes dan HACCP), Verifikasi, Pengendalian Dokumen dan
C. Good Manufacturing Practices (GMP)
Penerapan Good Manufacturing Practices (GMP) atau Good Hygiene
Practices (GHP) merupakan fondasi dari semua sistem keamanan pangan,
termasuk the BRC Global Standard for Food Safety. Sistem GMP ini meliputi
sanitasi dan keamanan produk sehingga berkaitan juga dengan sistem HACCP
(Manley 2000).
Cakupan dari GMP adalah proses produksi yang baik, bangunan, fasilitas,
pekerja, praktek sanitasi dan higiene pekerja, pengendalian hama, serta kegiatan
lainnya yang dapat menjamin proses produksi menghasilkan produk yang aman
untuk dikonsumsi oleh manusia. Penerapan GMP ini di PT SSI misalnya dengan
menjaga baik kondisi lingkungan pabrik baik di dalam maupun di sekitar pabrik.
Kondisi di luar pabrik haruslah dikendalikan dan dipastikan tidak akan
mengakibatkan kontaminasi ke produk. Penyimpanan peralatan yang tidak baik,
sampah, limbah, rumput tinggi atau semak di luar menjadi tempat berkembang
biak atau menarik tikus, serangga, dan lainnya. Semua peralatan yang tidak
dipakai yang disimpan di luar hendaklah dipelihara sama seperti penyimpanan di
dalam untuk mencegah perkembangan tikus. Saluran air tidak boleh dibiarkan
mengenang. Genangan pada saluran air setelah hujan akan menyebabkan
kontaminasi dari lalu lintas kaki yang dapat terbawa masuk ke dalam pabrik (AIB
1979).
Salah satu contoh penerapan GMP di dalam area produksi adalah
pengaturan jarak peralatan dan masalah pencahayaan. Area bekerja antar peralatan
atau antara peralatan dan dinding hendaknya cukup lebar agar karyawan dapat
bekerja dan tidak mengkontaminasi permukaan pangan atau zona produk dengan
baju atau kegiatannya. Diperlukan pencahayaan 50 foot-candles di area pengujian,
30 foot-candles pada semua permukaan bekerja, minimal 5 foot-candles pada 30
inches diatas lantai lainnya dan 10-foot candles di ruang toilet (AIB 1979).
D. The Hazard Analysis Critical Control Points (HACCP)
PT SSI menerapkan sistem jaminan keamanan pangan ISO 22000, yang
merupakan pembaharuan dari sistem manajemen keamanan pangan HACCP yang
keamanan pangan, komitmen manajemen puncak dan pimpinan terhadap
keamanan pangan, komunikasi internal dan eksternal, dan kesiapan serta respon
terhadap kondisi darurat. Sistem ini mencakup paradigma baru pengendalian
keamanan pangan yaitu “from farm to table” yang memberikan jaminan keamanan pangan sepanjang rantai pangan (Muhandri dan Kadarisman 2008).
HACCP pada awalnya dikembangkan untuk pengendalian mikrobiologi pada
pangan yang akan dikonsumsi dalam misi luar angkasa (Goodburn, 2001).
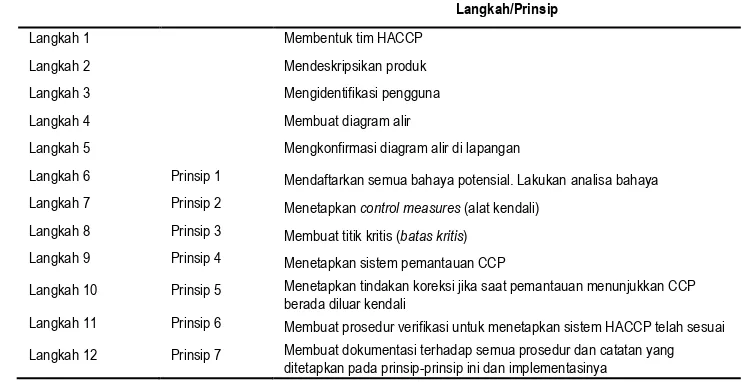
ISO 22.000:2005 mengintegrasikan 12 langkah HACCP Codex
Alimentarius Comission. Sebuah organisasi harus melakukan analisa bahaya pada
setiap bahan dan tahapan proses. Codex Alimentarius Commission menetapkan 7
prinsip HACCP. Ketujuh prinsip tersebut diimplementasikan ke operasional
pangan melalui 12 langkah kunci seperti pada Tabel 1. Codex memberikan
pedoman lebih lanjut sebagai berikut:
a. Rantai pangan hendaknya telah beroperasional sesuai Codex General
Principles of Food Hygiene dan Codex Codes of Practices terkait lainnya
serta legislasi keamanan pangan sebelum menerapkan HACCP.
b. Komitmen manajemen terhadap HACCP menjadi penting dalam
implementasi sistem HACCP
c. Mendesain ulang operasional yang penting jika suatu bahaya membutuhkan
pengendalian
d. Setiap operasional hendaknya menjadi perhatian HACCP dan dikaji rutin.
e. Fleksibel dalam penerapan HACCP, dengan memperhitungkan semua
kemungkinan (Goodburn 2001).
PT SSI memiliki satu rencana HACCP yang memuat semua jenis produk wafer
stik yang dihasilkan.
D.1. Langkah 1: Pembentukan Tim HACCP
Tim HACCP dibentuk dari latar belakang multidisiplin dari semua
departemen. Anggota tim akan mengembangkan rencana HACCP perusahaan, oleh
sebab itu dianjurkan agar anggota-anggota tim juga memiliki kemampuan untuk
mengevaluasi data dengan cara yang logis, analisis, berkomunikasi, dan berpikir ke
Tabel 1 7 Prinsip – 12 Langkah HACCP Codex
Langkah/Prinsip
Langkah 1 Membentuk tim HACCP Langkah 2 Mendeskripsikan produk Langkah 3 Mengidentifikasi pengguna Langkah 4 Membuat diagram alir
Langkah 5 Mengkonfirmasi diagram alir di lapangan
Langkah 6 Prinsip 1 Mendaftarkan semua bahaya potensial. Lakukan analisa bahaya Langkah 7 Prinsip 2 Menetapkan control measures (alat kendali)
Langkah 8 Prinsip 3 Membuat titik kritis (batas kritis) Langkah 9 Prinsip 4 Menetapkan sistem pemantauan CCP
Langkah 10 Prinsip 5 Menetapkan tindakan koreksi jika saat pemantauan menunjukkan CCP berada diluar kendali
Langkah 11 Prinsip 6 Membuat prosedur verifikasi untuk menetapkan sistem HACCP telah sesuai Langkah 12 Prinsip 7 Membuat dokumentasi terhadap semua prosedur dan catatan yang
ditetapkan pada prinsip-prinsip ini dan implementasinya
Sumber: Codex Alimentarius Comission dalam Gaze dan Campbell (2004)
D.2. Prerequisite program
Pengendalian bahaya dilakukan berbasiskan prerequisite programmes dan
rencana HACCP. National Advisory Committee on Microbiological Criteria for
Foods (NACMCF) di Amerika Serikat memperkenalkan istilah prerequisite
programmes. Prerequisite programmes didefinisikan sebagai “Prosedur, termasuk
Good Manufacturing Practices, yang mengarahkan kepada kondisi operasional,
sebagai fondasi dari penerapan sistem HACCP”. Prerequisite programmes
mengelola dasar lingkungan dan kondisi proses dalam produksi pangan. Menurut
NACMCF yang termasuk dalam daftar dari prerequisite programmes yaitu:
pengendalian pemasok; spesifikasi; peralatan produksi; pembersihan dan sanitasi;
higiene karyawan; pelatihan; pengendalian bahan kimia; penerimaan,
penyimpanan dan pengkapalan; daya telusur dan penarikan produk (recall); dan
pengendalian hama. Prerequisite programmes adalah alat bantu penting dalam
pencegahan dan pengendalian benda asing (Gaze dan Campbell 2004).
Dengan prerequisite programmes, sistem HACCP akan lebih fokus kepada
masalah keamanan yang potensial yaitu produk atau proses tertentu. Sistem akan
fokus kepada titik kendali kritis pada proses karena prerequisite programmes
dapat mengelola risiko bahaya yang kecil seperti masalah mutu dan komersial
Beberapa prerequisite programmes yang harus diterapkan menurut BRC
(2011) adalah pembersihan dan sanitasi, pengendalian hama, program
pemeliharaan untuk peralatan dan bangunan, persyaratan higiene karyawan,
pelatihan karyawan, pembelian, pengaturan pengangkutan, proses untuk
pencegahan kontaminasi silang, dan pengendalian alergen. Prosedur pengendalian
dan pemantauan prerequisite programmes juga harus terdokumentasi dan menjadi
bagian dari program pengembangan dan pengkajian program HACCP.
D.3. Langkah 2: Deskripsi Produk
Langkah 2 deskripsi produk mendefinisikan awal dan akhir dari proses yang
benar-benar dipertimbangkan. Pada kebanyakan kasus rencana HACCP bersifat
menyeluruh, seperti pada industri pangan dimulai dari penerimaan bahan baku,
proses, hingga distribusi produk ke pelanggan. Lingkup dan tujuan dari rencana
HACCP diputuskan pada bagian awal karena hal tersebut menentukan hal-hal apa
yang harus diketahui oleh tim HACCP untuk melengkapi analisa bahaya hingga
selesai dan selanjutnya akan divalidasi dan diperiksa untuk meyakinkan tidak ada
bagian pada keseluruhan proses yang terlupakan.
D.4. Langkah 3: Identifikasi Pengguna
Didalam analisa risiko, tingkat bahaya suatu produk akan berkaitan dengan
konsumennya. Suatu produk dikategorikan memiliki risiko tinggi bila merupakan
kategori dikonsumsi oleh populasi bayi, hamil dan menyusui, manula, orang sakit
atau dalam masa penyembuhan, atau untuk orang dengan daya tahan tubuh rendah
atau alergi terhadap senyawa tertentu (Thaheer 2008).
D.5. Langkah 4: Diagram Alir Proses
Diagram alir proses menunjukkan gambar dari proses yang ada.
Diagram-diagram alir proses harus mengidentifikasi semua tahapan proses termasuk
tranfer, inspeksi dan penundaan, mencakup semua masukan ke dalam proses
termasuk bahan baku, kemasan, air dan bahan-bahan kimia, serta semua keluaran
dari proses seperti sisa kemasan, bahan baku, pengerjaan ulang, atau yang
dibuang. Tahapan ini sangat penting karena setiap tahapan dari proses dapat
D.6. Langkah 5: Verifikasi Diagram Alir Proses
Diagram alir proses digunakan sebagai dasar dari analisa bahaya dimana
ketepatannya sangatlah penting bagi sistem HACCP. Cara yang baik untuk
menjamin ketepatan ini adalah dengan memperhatikan proses pada saat proses
tersebut berjalan. Perhatian harus dilakukan untuk menjamin bahwa seluruh
tahapan proses telah sesuai termasuk penundaan dan meliputi jalan-jalan alternatif
bagi produksi (ketika peralatan lain kemungkinan rusak).
D.7. Langkah 6-Prinsip 1: Identifikasi Bahaya
Analisa bahaya dilakukan terhadap bahan baku, peralatan yang kontak
produk, proses produksi, dan alergen. Analisa bahaya bahan baku dan peralatan
kontak produk adalah penilaian risiko bahaya yang timbul dari bahan baku dan
peralatan kontak produk yang bersangkutan. Analisa bahaya proses produksi
adalah melakukan penilaian potensi risiko bahaya yang timbul di masing-masing
tahapan produksi. Analisa alergen adalah untuk menilai risiko bahaya alergen
pada masing-masing produk. Bahaya dikategorikan sebagai bahaya mikrobiologi,
fisik dan kimia.
Identifikasi bahaya dapat dilakukan melalui pengalaman dan pengetahuan
mengenai proses pembuatan makanan, produk, bahan baku, pemeriksaan setiap
keluhan pelanggan, informasi pemasok, dan hasil-hasil penelitian pada literatur
dan jurnal-jurnal yang relevan. Ketika sebuah bahaya telah teridentifikasi Tim
HACCP harus menetapkan lebih lanjut tingkat keparahan dari potensi bahaya
yang ada mengancam keselamatan pelanggan atau mutu produk dan sebesar besar
kemungkinan bahaya terjadi. Sebagai contoh, adanya logam dalam produk wafer
stik adalah risiko bahaya yang tinggi, walaupun demikian kemungkinan untuk
terjadinya sangatlah kecil.
Analisa bahaya digunakan untuk menentukan bahaya yang memerlukan
pengukuran dan pengendalian. Jika tingkat masalah dan kemungkinan dari bahaya
rendah maka tim boleh memutuskan bahwa pengendalian bahaya dicapai melalui
pelatihan dan petunjuk-petunjuk bekerja. Jika bahaya memiliki signifikansi yang
tinggi, tim HACCP harus memastikan bahwa dalam tahapan selanjutnya dari rencana
HACCP bahaya tersebut terkendali. Penulisan semua bahaya yang signifikan atau
bahaya-bahaya tersebut setidaknya diperhatikan dan dipertimbangkan walaupun bahaya-bahaya
tersebut tidak sering terjadi.
D.7.1. Bahaya Mikrobiologi
Cemaran mikrobiologi tergantung dari tipe produk, asal bahan baku (misalnya
sifat alami bahan, bahan segar atau sintesis), operasional pekerja yang tidak higiene,
dan perlakuan atau pengolahan yang dilakukan (seperti pemanasan, penyimpanan
pada suhu ruang). Faktor-faktor utama yang dapat mempengaruhi pertumbuhan
mikroorganisme adalah temperatur, waktu, kelembaban, keasaman, tingkat oksigen,
organisme-organisme lain, dan jumlah mikroba. Tabel 2 menunjukkan beberapa
contoh cemaran mikrobiologi.
Tabel 2 Contoh cemaran mikrobiologi
No Tipe Contoh mikroorganisme
1 Organisme infektif a. Sel vegetatif seperti Campylobacter jejuni, Salmonella spp., Shigella spp.
b. Virus seperti rotavirus, hepatitis A
c. Khamir/kapang seperti Candida abicans, Aspergillus flavus, Fusarium spp.
d. Parasit seperti Giardia lumblia, Toxoplasma gondii.
2 Spora bakteri Clostridium botulinum, Clostridium perfingens dan Bacillus cereus.
Sumber: Thaheer (2008)
Kemungkinan terjadinya kontaminasi pada produk pangan dapat
dikelompokkan menjadi tiga yaitu:
1. Pencemaran langsung (direct contamination), yaitu adanya bahan pencemar
yang masuk kedalam makanan secara langsung karena ketidaktahuan atau
kelalaian baik disengaja atau tidak, misalnya adanya penggunaan bahan
tambahan yang dilarang dan rambut dalam produk.
2. Pencemaran silang (cross contamination), yaitu pencemaran yang terjadi
secara tidak langsung, misalnya penanganan bahan mentah di lokasi yang
sama dengan penanganan produk jadi.
3. Pencemaran ulang (recontamination), yaitu pencemaran yang terjadi terhadap
makanan yang telah dimasak sempurna. Misalnya makanan yang telah
dimasak tidak dikemas/tidak dilindungi sehingga kemungkinan tercemar
Pada produksi wafer stik, produk melalui proses pemasakan pada suhu sekitar
140 derajat celcius. Produk akhir memiliki kadar air yang rendah sehingga risiko
bahaya mikrobiologinya relatif rendah. Walaupun demikian, setelah dari oven masih
terdapat risiko bahaya. Beberapa contoh bahaya yang mungkin terjadi di PT SSI
adalah kontaminasi silang dari peralatan dan mesin yang kotor digunakan untuk
proses; kondisi kesehatan karyawan yang sakit, terluka yang menangani produk atau
bahan baku; kurangnya pengawasan lingkungan pabrik sehingga produk
terkontaminasi serangga; dan kondisi tempat penyimpanan yang tidak baik.
D.7.2. Bahaya Fisik
Beberapa contoh bahaya fisik pada produk adalah berupa pecahan kaca;
serpihan logam; batu kerikil, debu atau kotoran tanah lainnya; kayu dari palet atau
peralatan kayu; serangga; plastik keras dari peralatan; dan perhiasan seperti cincin,
anting, dan kalung. Bahaya-bahaya tesebut dapat berasal dari kegiatan pemeliharaan
rutin, peralatan yang berkarat, lampu yang tidak dilindungi atau bahan baku dari
pemasok yang sudah terkontaminasi. Penggunaan peralatan yang dapat
menghilangkan bahaya fisik seperti saringan krim dan adonan, penyaring udara dan
detektor logam haruslah diawasi rutin sehingga efektif menghilangkan bahaya fisik
selama proses dan di produk akhir.
D.7.3. Bahaya Kimia
Beberapa contoh bahaya kimia adalah alergen dari bahan baku dan
kontaminasi silang pangan alergen selama proses pengolahan; bahan pembersih yang
beracun; cat, tinta dan pelarut; dan bahan dari pemeliharaan peralatan seperti pelumas
dan oli. Bahan kemasan dan bahan baku bukan untuk pangan (food grade), seperti zat
pewarna yang dilarang, juga dapat menimbulkan kontaminasi kimia.
D.8. Langkah 7-Prinsip 2; Penetapan Critical Control Points
Ketika bahaya yang signifikan teridentifikasi dalam rencana HACCP
berhubungan dengan tahapan-tahapan proses atau bahan baku tertentu, maka
menjadi hal penting untuk menentukan apakah tahapan-tahapan tersebut merupakan
tahapan kritis (Critical Control Points/CCP) atau bukan (Control Points/CP) dalam
menjamin keamanan produk. Critical Control Point (CCP) adalah tahapan proses
atau bahan baku dimana pengontrolan dapat diterapkan dan merupakan hal yang
menguranginya sampai pada tingkatan yang dapat diterima. Control Point (CP)
adalah tahapan dalam proses dimana pengontrolan mungkin saja terlewatkan
tanpa menimbulkan bahaya keamanan pangan secara signifikan atau dimana
bahaya keamanan pangan tidak akan mencapai tingkatan yang tidak dapat
diterima.
D.9. Langkah 8–Prinsip 3; Penetapan Batas Kritis CCP
Batas kritis adalah kriteria yang membedakan antara taraf yang dapat diterima
dengan taraf yang tidak dapat diterima. Batas kritis adalah toleransi yang menentukan
dimana tidak boleh ada pengecualian agar produk aman atau memenuhi parameter
mutu tertentu. Tim HACCP harus memahami bahaya dan cara-cara penanganannya
dalam penyusunan batas kritis. Jika tim tidak memiliki pemahaman mengenai
penentuan batas kritis, mereka harus mencari buku petunjuk teknis, petunjuk
penggunaan, jurnal-jurnal dan tenaga ahli di bidangnya, atau sumber lainnya. Batas
kritis harus mudah diukur dan dipantau secara konstan.
Batasan titik untuk setiap CCP harus divalidasi. Validasi adalah cara untuk
mendapatkan bukti bahwa elemen dari rencana aplikasi HACCP berjalan dengan
efektif, yang mampu membuktikan bahwa batas kritis yang telah kita pilih dapat
mengontrol bahaya.
D.10. Langkah 9–Prinsip 4; Menetapkan Sistem Pemantauan CCP
Pemantauan merupakan rencana pengawasan dan pengukuran
berkesinambungan untuk mengetahui apakah suatu CCP dalam keadaan terkendali
dan menghasilkan catatan yang tepat untuk digunakan dalam proses verifikasi.
Tujuan pemantauan CCP adalah sebagai berikut:
1. Mengetahui kapan sebuah CCP kehilangan kendali dan menyebabkan
meningkatnya risiko menghasilkan produk yang berbahaya.
2. Mengidentifikasi masalah sebelum hal tersebut terjadi.
3. Mengetahui secara tepat penyebab masalah tersebut.
4. Membantu memverifikasi aplikasi rencana HACCP.
Pemantauan CCP harus dicatat dan catatannya disimpan selama periode tertentu
D.11. Langkah 10–Prinsip 5; Penetapan Tindakan Koreksi
Tindakan koreksi adalah suatu tindakan yang dilakukan bila hasil
pemantauan (Langkah 9) menunjukkan tidak terkendali, yaitu melebihi batas kritis
yang telah ditetapkan (Langkah 8). Prosedur tindakan koreksi harus mencakup dua
bagian yaitu tindakan langsung dan tindakan pencegahan. Tindakan langsung
meliputi pengaturan kembali proses sehingga kembali terkendali, penghentian proses
dan perlakuan tertentu terhadap produk yang dicurigai, seperti diganti, diproses ulang
atau dikirimkan ke pasar yang berbeda (misal ke stock feed market). Tindakan
pencegahan meliputi identifikasi akar dari permasalahan, menjalankan tindakan yang
sesuai, seperti merubah prosedur, proses, peralatan, material ataupun produk sehingga
keadaan ini tidak terulang kembali. Tindakan perbaikan juga dapat dilakukan dengan
menambah frekuensi pemanatauan dalam rencana HACCP. Verifikasi harus
dilakukan untuk mengetahui apakah perubahan telah diimplementasikan dan efektif.
D.12. Langkah 11- Prinsip 6; Penetapan Prosedur Verifikasi
Rencana HACCP harus mencakup pencatatan prosedur-prosedur verifikasi
untuk memastikan bahwa rencana HACCP telah diikuti dan dijalankan dengan
benar. Ada tiga elemen penting pada verifikasi :
1. Peninjauan internal secara berkesinambungan terhadap pengendalian dan
pencatatan tindakan koreksi untuk menjamin keseluruhan proses dan setiap
CCP terkendali;
2. Audit internal maupun eksternal untuk menjamin bahwa rencana HACCP telah
mencakup ketujuh prinsip HACCP Codex yang ada, telah diikuti dan tidak ada
perubahan proses serta masukan;
3. Validasi internal ataupun eksternal, yaitu semua bahaya yang relevan telah
teridentifikasi, perkiraan risiko bahaya yang potensial telah valid dan benar,
batas kritis benar, dan prosedur-prosedur pemantauan serta prosedur-prosedur
koreksi telah efektif.
Verifikasi keefektifan rencana HACCP harus dilakukan tim HACCP secara
teratur. Jika teridentifikasi suat perubahan maka analisa bahaya harus diulang
kembali baik untuk keseluruhan proses atau memodifikasi tahapan dalam proses
D.13. Langkah 12–Prinsip 7; Penetapan Dokumentasi dan Pencatatan
Dokumentasi adalah bukti tertulis bahwa tindakan tertentu telah dilakukan.
Tim HACCP hasil dari aktifitas-aktifitas yang harus didokumentasikan dalam
rencana HACCP. Pendokumentasian ini merupakan bukti yang objektif bahwa
setiap alat ukur pada prosedur pengendalian telah diterapkan dengan benar, tidak
melebihi batas kritis dan telah dilakukannya tindakan koreksi pada penyimpangan.
Audit internal, yang dijadwalkan paling sedikit setiap 6 bulan sekali pada seluruh
lingkup sistem manajemen keamanan dan mutu PT SSI, dilakukan untuk
memastikan bahwa aktifitas yang diterapkan dan dipelihara sesuai dengan yang
direncanakan serta sistem manajemen keamanan dan mutu pangan telah sesuai
dengan persyaratan Standar BRC dan efektif.
E. British Retail Consortium (BRC) the Global Standard for Food Safety
The BRC Global Standard for Food Safety pertama kali dikeluarkan pada
tahun 1998. Standar dibangun sebagai kerangka kerja bagi produsen pangan
memproduksi pangan yang aman dan mengelola mutu produk sesuai persyaratan
pelanggan. Format dan isi Standar didesain agar dapat dilakukannya suatu kajian
kesesuaian bangunan pabrik, sistem operasional dan prosedur perusahaan oleh
pihak ketiga yang kompeten yaitu Badan Sertifikasi (BRC 2011). Hingga saat ini,
terdapat lebih dari 14.000 perusahaan di lebih dari 90 negara telah tersertifikasi
the BRC Global Standard fo Food Safety (BRC-About the BRC Global Standard,
2012).
The Global Standard for Food Safety ditujukan bagi perusahaan dan
pelanggan agar sesuai dengan aturan legal keamanan pangan. Legislasi keamanan
pangan di seluruh dunia secara umum menuntut pelaku bisnis pangan untuk (BRC
2011):
1. Menjamin adanya spesifikasi detil yang absah dan konsisten dengan standar
keamanan dan GMP.
2. Memastikan pemasok mereka mampu menghasilkan produk sesuai
spesifikasi, memenuhi persyaratan legal dan melaksanakan sistem
3. Membuat kunjungan dari waktu ke waktu, dan jika memungkinkan,
melakukan verifikasi kompetensi pemasok atau menerima hasil audit dari
pihak lain terhadap pemasok mereka.
4. Membuat dan mempertahankan program kajian risiko pada evaluasi,
pengujian atau analisa produk.
5. Memantau dan melakukan reaksi terhadap keluhan pelanggan.
Keuntungan dari mengadopsi Standar BRC secara bisnis adalah karena Standar ini
(BRC 2011):
1. Diakui secara internasional dan sertifikasi dapat diterima oleh pelanggan di
manapun yang mengurangi waktu dan biaya untuk audit.
2. Merupakan sebuah standar dan protokol yang dapat diudit oleh pihak ketiga
yang terakreditasi yaitu Badan Sertifikasi sehingga memungkinkan
dilakukannya suatu kajian independen dan memiliki kredibilitas terhadap
sistem keamanan dan mutu pangan perusahaan.
3. Memungkinkan perusahaan yang tersertifikasi muncul dalam BRC public
directory sehingga adanya pengakuan terhadap pencapaian perusahaan dan
penggunaan logo untuk tujuan pemasaran.
4. Berada dalam ruang lingkup yang komprehensif meliputi mutu, higiene dan
keamanan produk.
5. Mengarahkan industri pangan untuk memenuhi persyaratan legal dan
persyaratan pelanggan mereka. Standar ini juga memungkinkan perusahaan
untuk memastikan pemasok mereka mengikuti tata cara sistem manajemen
keamanan pangan yang baik.
6. Menyediakan pilihan audit berupa program announced audit dan
unannounced audit sehingga sesuai dengan kebutuhan perusahaan dan
memungkinkan perusahaan mendemonstrasikan pencapaian mereka sesuai
proses operasional dan tingkat kematangan sistem keamanan pangan mereka.
Persyaratan dalam Standar BRC ini dibagi dalam 7 bagian yaitu bagian 1 tentang
Komitmen manajemen senior dan perbaikan yang berkesinambungan; bagian 2
tentang rencana HACCP; bagian 3 tentang Sistem Manajemen Keamanan dan
Produk; bagian 6 tentang Pengendalian Proses; dan bagian 7 tentang Karyawan
(BRC 2011).
Dalam perkembangannya, Standar BRC dibangun terus-menerus
berdasarkan prinsip risiko yang jelas sesuai persyaratan, format pelaporan yang
informatif dan kompetensi auditor. Perkembangan the BRC Global Standard for
Food Safety isu 6 merupakan hasil dari proses konsultasi dari banyak saran dan
masukan dari berbagai kelompok stakeholder internasional, mewakili produsen
pangan, retailer, perusahan jasa boga dan badan sertifikasi. Pembaharuan Standar
dilakukan secara rutin yang mencerminkan pemikiran-pemikiran terbaru dalam
keamanan pangan. Perkembangan dalam BRC isu terbaru ini adalah lebih
menspesifikkan persyaratan untuk mutu dan keamanan pangan, serta soal
operasional produsen pangan. Saat ini Standar telah dipakai di seluruh dunia.
Telah banyak permintaan sertifikasi BRC bagi pemasok retailer, perusahaan jasa
boga dan perusahaan di seluruh dunia. Standar diterjemahkan dalam banyak
bahasa untuk membantu penerapannya pada berbagai bisnis pangan. Pada 1 Juli
2011 dikeluarkan isu terbaru yaitu BRC isu 6 (BRC 2011).
Kunci perubahan pada isu 6 (Food-The Global standar for Food Safety
issue 6 2012) meliputi:
a. Pengembangan dalam pengendalian benda asing, housekeeping dan higiene
dan manajemen alergen.
b. Pengenalan 2 tingkat audit tanpa pemberitahuan (unannounced audit) yang
dapat dipilih secara sukarela.
c. Mengurangi klausul untuk memastikan setiap klausul mengandung ide pokok
yang signifikan, menghasilkan konsistensi persyaratan yang nyata.
Lebih lanjut pada BRC (2011) disebutkan bahwa perubahan pada isu 6 ini adalah:
1. Pilihan kepada perusahaan dalam hal audit tanpa pemberitahuan untuk
memperoleh sertifikasi peringkat A atau B.
2. Panduan yang lebih dalam implementasi HACCP berdasarkan prinsip Codex
Alimentarius.
3. Penekanan yang lebih besar pada manajemen senior agar menunjukkan
komitmen mereka dalam mencapai tujuan yaitu mencapai mutu dan
4. Pengembangan pada hal utama seperti alergen dan preserved identity,
manajemen laboratorium, dan pengendalian kontaminasi fisik dan kimia.
5. Memperkenalkan sistem peringkat yang lebih jelas untuk grade B, C dan D.
Kunjungan ulang oleh Badan Sertifikasi dilakukan dalam 28 hari untuk
menverifikasi tindakan koreksi untuk peringkat C, frekuensi audit diturunkan
menjadi 6 bulan.
6. Revisi kategori produk yang fokus kepada teknologi produk yaitu
berdasarkan audit di lapangan kepada persyaratan auditor.
7. Memperkenalkan bagian baru yaitu keamanan (site security) yang
membutuhkan pengendalian akses, pelatihan karyawan, gudang penyimpanan
bahan yang aman, dan pendaftaran serta persetujuan pabrik (BRC 2011).
Sertifikat tidak dapat diberikan ke suatu perusahaan jika tidak ada peringkat
yang sesuai, jika tindakan koresi tidak diselesaikan atau tidak ada cukup bukti
yang diterima oleh Badan Sertifikasi dalam 28 hari kalender (BRC 2011).
Perlindungan keamanan pangan (food security) merupakan isu terbaru
dalam program keamanan pangan (food safety). Food security diaplikasikan
sebagai usaha untuk mengatasi ancaman maupun terorisme pangan (food
terrorism) yang dapat membahayakan keamanan pangan. Beberapa tujuan dari
terorisme pangan antara lain adalah menyebabkan ketakutan, penyakit atau
kematian penduduk, mengurangi ketersediaan dan mutu pangan, menyengsarakan
suatu bisnis pangan yang berakibat pada harga, ketersediaan dan pemasaran
produk, atau menggunakan pangan sebagai senjata politik. Dasar dari
perlindungan pangan yang efektif adalah dengan melibatkan dan
mengintegrasikan Rencana HACCP, memberikan aspek perlindungan dan
keamanan pangan dari pelaksanaan GMP, standar operasional prosedur sanitasi
yang berjalan baik dan efektif, serta program penarikan produk (recall) yang
terbaharui (Rasco dan Bledsoe 2005).
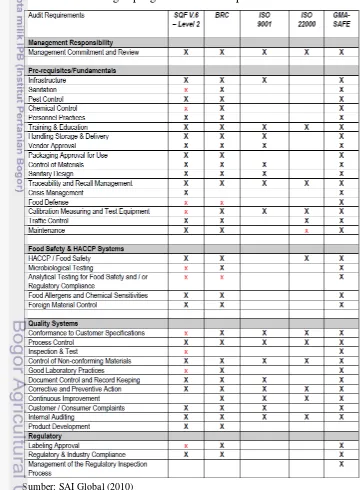
Perbandingan sistem audit pada BRC dengan beberapa sistem keamanan
pangan dunia dapat dilihat pada Tabel 3 (SAI Global 2010). Terlihat sistem BRC
dan SQF memiliki banyak persamaan namun cukup berbeda dari ISO 22.000.
BRC dan SQF sama-sama mendetilkan persyaratan terkait prerequisite
pengendalian hama, pengendalian bahan kimia, persetujuan pemasok, dan
persetujuan penggunanan bahan kemasan. Kedua standar, selain mensyaratkan
penetapan HACCP, juga mensyaratkan pengujian mikrobiologi, penanganan
pangan alergen dan bahan pangan sensitif, serta pengendalian benda asing. Kedua
standar mensyaratkan adanya kajian soal aturan pelabelan dan kesesuaian dengan
aturan negara atau industri. Dari tabel tadi dapat dilihat kesemua hal tadi tidak
disyaratkan dalam ISO 22.000.
Tabel 3 Perbandingan program audit beberapa standar internasional
F. Audit pada BRC Isu 6
The Global Standard for Food Safety memberikan pilihan-pilihan audit dan
sertifikasi. Pendekatan fleksibel merupakan respon dari permintaan pasar dan
memungkinkan perusahaan untuk memilih satu pilihan audit terbaik untuk
persyaratan pelanggan, operasional pabrik dan kematangan sistem keamanan
pangan mereka. BRC isu 6 memperkenalkan sistem peringkat yang lebih jelas
untuk grade B, C dan D seperti pada Lampiran 1. Berikut ini adalah pilihan audit
pada the Global Standard for Food Safety:
1. Enrolment programme, merupakan pilihan bagi perusahaan untuk yang baru
atau yang belum tersertifikasi.
2. Audit dengan pemberitahuan (announced audit programme). Audit ini
tersedia bagi perusahaan yang telah tersertifikasi dan proses audit yang sama
dengan enrollment programme. Keberhasilan audit diberi sertifikat grade A,
B, atau C tergantung pada jumlah dan tipe non-conformities (ketidaksesuaian)
yang ditemukan. Namun tidak ada nilai A+pada audit ini.
3. Audit tanpa pemberitahuan (unannounced audit programme). Audit hanya
berlaku bagi perusahaan yang telah tersertifikasi Standar BRC dan mendapat
peringkat A+, A, B+ atau B. Pilihan pada unannounced audit memberikan
kesempatan bagi perusahaan untuk mendemonstrasikan kematangan sistem
mutu dan keberhasilan perusahaan, yang kemudian dapat diberi peringkat A+
(peringkat tertinggi BRC),B+ atau C+. Audit independen terhadap sistem dan
prosedur akan memberikan kepercayaan lebih bagi pelanggan perusahaan
karena menunjukkan kemampuan perusahaan menjaga standar secara
konsisten. Terdapat dua pilihan audit tanpa pemberitahuan yaitu:
1. Pilihan 1, yaitu keseluruhan Standar diaudit pada satu kunjungan audit
tanpa pemberitahuan, biasanya berlangsung dua hari.
2. Pilihan 2, yaitu kunjungan audit dibagi menjadi 2 kunjungan terpisah,
yang masing-masing berlangsung satu hari. Audit pada kunjungan
pertama yang tidak diumumkan didominasi audit terhadap GMP. Pada
audit kedua yang direncanakan, didominasi audit terhadap sistem
G. Spesifikasi dan Standar Wafer Stik
Wafer stik, dikenal juga dengan wafer roll, dikonsumsi sebagai makanan
selingan maupun makanan penutup. Wafer stik terdiri dari kulit yang diisikan
dengan krim, seperti yang diperlihatkan pada Gambar 1. Bahan untuk kulit
ditimbang, diaduk dalam mixer kemudian dipompakan kedalam drum oven yang
berputar sehingga membentuk lembaran. Dalam keadaan panas lembaran
digulung dan direkatkan dengan bantuan air sehingga membentuk gulungan
(flute). Bahan untuk krim diaduk dalam ball mill mixer (dengan bola baja) untuk
mengecilkan ukuran dan menghasilkan krim dengan standar viskositas dan
kehalusan tertentu. Krim kemudian dipompakan kedalam gulungan wafer.
Selanjutnya produk dimasukkan ke dalam kemasan seperti kantong plastik atau
tray, kemudian direkatkan, dimasukkan ke kaleng dan karton akhir. Wafer stik
tersebut dapat langsung dikonsumsi oleh pelanggan.
Gambar 1. Foto wafer stik
Spesifikasi berarti batas-batas terukur yang ditetapkan oleh perusahaan
yang dijadikan acuan oleh semua komponen dalam perusahaan untuk dipenuhi.
Spesifikasi bahan mentah harus didefinisikan dengan baik agar dapat dimengerti
dengan jelas oleh pemasok bahan mentah, bagian pembelian, penerima barang
maupun unit penyimpanan dan produksi. Spesifikasi proses merupakan
persyaratan-persyaratan yang berkaitan dengan kondisi proses selama pengolahan
dan yang berkaitan dengan produk-produk antara sebelum menjadi produk jadi.
Spesifikasi proses pengolahan atau proses antara lain adalah instruksi kerja, suhu
dan waktu, serta berat dan proporsi. Selanjutnya spesifikasi produk akhir adalah
seperti indeks mikrobiologi dan indeks kimia dan fisik produk (Muhandri dan
Kadarisman 2008).
kulit wafer
Semakin tinggi pengetahuan dan kemampuan ekonomi masyarakatnya,
semakin tinggi pula kecenderungan menuntut pangan yang lebih aman untuk
dimakan. Kemungkinan-kemungkinan bahaya pada produk pangan menyebabkan
produk menjadi tidak aman, antara lain adalah karena terjadinya kontaminasi
mikroba dan kondisi proses pengolahan yang menyebabkan mikroba tumbuh aktif
kembali selama penyimpanan dan pemasaran. Karakteristik keamanan pangan ini
dirasakan telah banyak menghambat ekspor produk pangan ke negara maju seperti
Amerika Serikat, Eropa dan Jepang karena persyaratan yang cukup berat yang
diberlakukan secara ketat. Apabila ingin bersaing mendapatkan pasar di
negara-negara tersebut, karakteristik ini harus ditangani secara intensif. Proses produksi
produk olahan yang aman harus mempertimbangkan bahan, metoda proses,
kontaminasi pasca proses, dan penentuan titik kendali kritis (Muhandri dan
Kadarisman 2008).
Wafer stik termasuk produk pangan yang memiliki parameter mutu tidak
berbeda dengan golongan biskuit pada umumnya. Standar produk yang digunakan
adalah sesuai Standar Mutu Produk Biskuit sesuai SNI 2973-2011. Kulit wafer
mengalami pemanggangan sampai lebih dari 1400C cukup panas untuk
membunuh semua bakteri pembusuk dan patogen. Jumlah TPC (Total Plate
Count) adalah maksimum 1.0 x 106, jumlah koliform adalah maksimum 20
APM/gram, jumlah E. coli adalah maksimum kurang dari 3 APM/gram, dan
jumlah kapang adalah maksimum 1x102 koloni/gram. Standar mutu berupa
cemaran mikorba biskuit sesuai SNI 2973-2011 dapat dilihat pada Tabel 4.
Prosedur pengujian cemaran mikroorganisme mengacu pada SNI 01-2897-1992.
Kadar air produk dari oven cukup rendah yaitu kurang dari 3%. Kadar air
yang rendah pada produk seperti wafer stik, membuat produk lebih awet dan
stabil terhadap kerusakan pangan. Banyak reaksi-reaksi kimia dalam sistem
pangan/biologis melibatkan aktivitas enzim tertentu, yang melibatkan air. Dalam
kondisi kering pangan relatif memiliki water activity (aw) atau aktivitas air yang
rendah, sehingga air bebas yang tersedia untuk aktivitas enzim kecil. Nilai
aktivitas air aw adalah yang paling umum digunakan untuk sebagai kriteria untuk
lain yang mengandung kadar air 3-5% dengan aw 0,4 tidak memungkinkan
mikroba tumbuh, baik bakteri, kapang, maupun khamir (Kusnandar, 2010).
Tabe1 4 Syarat mutu cemaran mikroba biskuit SNI 2973:2011
Kriteria uji Satuan Persyaratan
Angka lempeng total koloni/g maks. 1 x 104
Coliform APM/g 20
Escherichia coli APM/g < 3
Salmonella sp. - negative/25g
Staphylococcus aureus koloni/g maks. 1 x 102
Bacillus cereus koloni/g maks. 1 x 102
Kapang dan khamir koloni/g maks. 2 x 102
H. Manajemen alergen
Alergen adalah suatu bahan yang mengakibatkan reaksi sistem imun yang
tidak sesuai yang dikenal sebagai “reaksi alergi”. Reaksi alergi adalah reaksi hipersensitif yang dimulai dari mekanisme imunologi (Boye dan Godefroy 2010).
Food allergies memberikan efek pada populasi yang kecil. Akan tetapi dalam
beberapa kasus, suatu reaksi alergi dapat menjadi sangat membahayakan hidup
atau menjadi fatal. Di Australia, hanya 1-2 persen dari populasi yang menderita
akibat true food allergy. Pada anak-anak angka ini meningkat menjadi 5-8 persen
(AFGC 2007). Data lain menyebutkan bahwa secara statistik, anak-anak yang
memiliki alergi pangan adalah kurang dari 4-8 persen dan kurang dari 2-4 persen
dari populasi dewasa (Boye dan Godefroy 2010).
Kebanyakan food allergen adalah protein. Seseorang harus mengalami
sensitization akibat paparan protein yang kemudian membentuk antibodi-antibodi
dan akan bereaksi pada paparan selanjutnya. Allergenic protein biasanya tidak
terdenaturasi oleh proses pengolahan pangan dan relatif tahan terhadap
pencernaan. Reaksi alergi dikarakterisasi dari terlepasnya secara cepat senyawa
kimia seperti histamin oleh antibodi, yang akan terjadi dalam beberapa menit atau
lebih sampai 4 jam setelah mengkonsumsi. Food allergies biasanya dimediasi
oleh antibodi immunoglobulin E (IgE) dan dapat dikonfirmasi dengan skin-prick
test atau blood test. Tingkat keparahan pada reaksi alergi bervariasi diantaranya
adalah sebagai berikut:
a. Masalah pernafasan (radang selaput lendir hidung, asma, dan sakit
b. Masalah gastrointestinal (mual, muntah, diare, kejang perut).
c. Masalah kulit (bintik-bintik merah dan bengkak di kulit, penyakit gatal,
dermatitis, eksim) (AFGC 2007).
Beberapa reaksi anapylasis dapat terjadi setelah kontak/mengkonsumsi
alergen dalam pangan. Hal ini menyebabkan tekanan darah turun dengan cepat,
gangguan saluran pernafasan, reaksi shock dan kegagalan multi organ. Hal ini
menjadi fatal jika tidak ditangani segera. Meskipun hanya sedikit orang dengan
food allergies yang beresiko mengalami kejadian serius, beberapa kematian
terjadi akibat mengkonsumsi pangan yang mengandung alergen yang sensitif bagi
individu tersebut (AFGC 2007).
Berbeda dengan food allergies, food intolerance secara umum lebih sering
terjadi. Reaksinya tergantung pada dosis dan melibatkan komponen bukan-protein
dalam pangan. Intolerance reactions terhadap suatu jenis pangan bisa
mengakibatkan symptoms yang tertunda, dimana efeknya tidak terlihat selama
beberapa jam setelah mengkonsumsi. Tidak ada tes laboratorium yang dapat
membuktikan food intolerance dan diagnosa dilakukan melalui pengurangan
asupan diet (AFGC 2007).
Reaksi alergi pada kondisi yang tidak beruntung dapat mengakibatkan
anaphylaxis dan bahkan kematian. Sebagai contoh kematian seorang anak
perempuan di Ontario, Kanada setelah mengkonsumsi kentang goreng yang
kontak dengan produk susu dalam kantin sekolahnya. Kasus ini meningkatkan
kepedulian tentang pangan alergen dan pemerintah di propinsi tersebut membuat
undang-undang yang dikenal sebagai “Sabrina’s law”. Aturan ini mensyaratkan
sekolah-sekolah di Ontario agar proaktif memberikan pendidikan dan persiapan
terkait alergi. Kematian Sabrina ini tidak unik dan sayangnya insiden lain telah
terjadi di seluruh dunia (Boye dan Godefroy 2010).
Terdapat lebih dari 160-180 pangan yang diketahui sebagai allergenic,
beberapa diantaranya sebagai alergen utama. Hal ini meliputi telur, susu, kedelai,
kacang tanah, tree nuts, ikan, kerang-kerangan, dan gandum (gluten) (Boye dan
Godefroy 2010). Foods Standard Australian New Zealand (FSANZ) mengatur
dalam Australian New Zealand Food Standard Code 1.2.3 terkait pencantuman 8