DAFTAR PUSTAKA
Asian Productivity Organiztion. 2006. Handbook on Green Productivity. Tokyo
David M. Himmelblau. 1999. Prinsip Dasar dan Kalkulasi dalam Teknik Kimia. Jilid 1 Trans ItaAnanta. Jakarta : PT. Prenhalido Jakarta
Ginting, Rosnani.2007. SistemProduksi. Graha Ilmu: Yogyakarta.
Iftikar Z Sutalaksana. 2005. Teknik Perancangan Sistem Kerja.Bandung: ITB Ibrahim,Yacob. 2003. Studi Kelayakan Bisnis. Jakarta : Rineka Cipta
journal.uniba.ac.id/index.php/Agm/article/download/153/139
Sinulingga, Sukaria. 2010.Manajemen danRekayasa Produktivitas. Medan: USUPress
BAB III
LANDASAN TEORI
3.1. Pengertian Produktivitas1
Dalam pengertian bebas, defenisi OEEC mengatakan bahwa produktivitas adalah rasioantara output yang dihasilkan dan salah satu faktor produksi adalah kapital, investasi atau bahan baku. Dengan demikian dikenal istilah produktivitas kapital, produktivitas investasi dan produktivitas bahan baku.
Istilah produktivitas pertama kali dikemukakan oleh Quesnay dalam sebuah artikel yang dituliskan pada tahun 1766. Beliau mengartikan istilah tersebut sebagai situasi dalam keadaan produksi. Lebih satu abad kemudian persisnya tahun 1883, Litre mendefenisikan produktivitas sebagai kemampuan membuat produk secara cakap atau keinginan untuk menghasilkan sesuatu (faculty to produce). Pada abad kedua puluh, istilah produktivitas kemudian diberikan artian sebagai hubungan antara output dan input. Pengertian tersebut selanjutnya digunakan dalam kaitan menghasilkan output yang lebih tinggi. Pada tahun 1950, The Organization for European Coorporation (OEEC) memberikan defenisi produktivitas secara lebih formal yaitu :
……Productivity is the quotient obtained by deviding output by one of the factors of production. In this way it is possible to speak of the productivity of capital,
investmenet or raw materials according to whether output is being consideratein relation to capital, investmenet or raw materials etc……
3.2. Tipe-Tipe Pengukuran Produktivitas
Untuk memudahkan penelusuran sumber permasalahan jika produktivitas menunjukkan kecendrungan menurun atau keunggulan produktivitas jika produktivitas cenderung meningkat, ukuran produktivitas dipandang dikelompokkan atas tiga tipe yaitu produktivitas total (total produvtivity), produktivitas parsial (partial productivity) dan produktivitas faktor total (total factor produvtivity).
3.2.1. Produktivitas Total
Produktivitas total adalah rasio total output terhadap total atau keseluruhan faktor input yang digunakan untuk menghasilkan output tersebut. Dari pengertian diatas, produktivitas total mengukur pengaruh bersama (joint impact) dari seluruh sumberdaya produksi dalam menghasilkan output seperti yang ditunjukkan pada Gambar 3.1.
Produktivitas Total=Total Output Total Input
Input Output
- Tenaga Kerja - Bahan
- Kapital - Energi - Waste
Gambar 3.1. Input-Output dan Produktivitas
Proses Transformasi
Produktivitas Total=Total Output
Seperti telah dijelaskan dimuka, ouput ialah seluruh hasil terukur yang memberikan manfaat kepada perusahaan. Output yang terukur antara lain jumlah produk yang dihasilkan, work-in progress, penerimaan (revenue) atas jasa yang diberikan kepada pihak lain. Input yang terukur adalah jumlah operator ( man-hours), jam mesin (machine-hours), bahan baku serta luas lantai bangunan, jumlah energi dan lain-lain yang dimanfaatkan.
3.2.2. Produktivitas Parsial
Produktivitas parsial adalah rasio output terhadap salah satu faktor input yang digunakan dalam memproduksi output tersebut. Produktivitas ini mengukur hubungan antara jumlah output relatif terhadap jumlah faktor input tertentu yang digunakan. Jika rasio tersebut menunjukkan kecendrungan yang meningkat dari periodeke periode berikutnya secara berkelanjutan maka dapat dikatakan pengelolaan faktor input tersebut dalam kegiatan produksi telah berjalan dengan baik. Karena faktor input bermacam-macam maka didefenisikan satu per satu sebagai berikut :
- Produktivitas Tenaga Kerja= Jumlah Output
Jumlah tenaga keja yang digunakan
- Produktivitas Material= Jumlah Output
Jumlah material yang digunakan
- Produktivitas Kapital= Jumlah Output
- Produktivitas Energi= Jumlah Output
Jumlah Energi yang digunakan
3.2.3. Produktivitas Total Faktor
Produktivitas total faktor mengukur banyaknya output yang dihasilkan oleh satuan tenaga kerja bersama kapital. Karena tenaga kerja dan kapital pada dasarnya adalah faktor konversi utama dalam operasi produksi, maka produktivitas total faktor pada dasarnya merupakan ukuran konversi produksi. Produktivitas total dinyatakan sebagai rasio net output terhadap penjumlahan tenaga kerja dan kapital. Net output dihitung sebagai total output yang dikurangi dengan jumlah bahan dan jasa antara (intermediate goods and services) yang dibeli dari luar.
Produktivitas Total Faktor = Jumlah Output
Jumlah tenaga keja dan faktor kapital yang digunakan
3.3. Pengertian Green Produktivity2
Green Productivity adalah suatu strategi untuk meningkatkan produktivitas bisnis dan kinerja lingkungan pada saat yang bersamaan dalam pengembangan sosial ekonomi secara keseluruhan. Metode ini mengaplikasikan teknik, teknologi dan sistem manajemen untuk menghasilkan barang dan jasa yang sesuai dengan lingkungan atau ramah lingkungan.Green Productivity adalah
2
strategi yang luas untuk meningkatkan produktivitas dan kinerja lingkungan. Penggunaan secara efektif dapat menyebabkan perubahan positif dalam pembangunan sosial-ekonomi.
Atribut Green Productivity terbesar adalah potensi untuk mengintegrasikan perlindungan lingkungan ke dalam operasi bisnis sebagai sarana untuk meningkatkan produktivitas. Hal ini dapat mengakibatkan profitabilitas meningkat, atau arus kas hanya lebih baik.
Konsep Green Productivity dikembangkan oleh Asian Productivity Organization (APO) pada 1994 untuk menumbuhkan kesadaran masyarakat terhadap permasalahan lingkungan. Tujuan utama APO adalah untuk menunjukkan bahwa perlindungan terhadap lingkungan dan peningkatan produktivitas dapat diharmonisasikan, baik bagi perusahaan kecil maupun menengah, karena proses produksi seringkali mengakibatkan pembuangan material dan energi yang akan membebani lingkungan.
Konsep Green Productivity diambil dari penggabungan dua hal penting dalam strategi pembangunan, yaitu Perlindungan Lingkungan dan Peningkatan Produktivitas.
Tiga langkah penting dalam konsep Green Productivity antara lain : 1. Getting Started
2. Planning
Pada tahap planning ini dibagi lagi menjadi dua langkah yaitu: a. Mengidentifikasi masalah dan penyebabnya
Informasi-informasi yang telah diperoleh dari walk through survey akan digunakan untuk mengidentifikasi permasalahan dan penyebabnya. Tool yang akan digunakan untuk menggambarkan permasalahan tersebut adalah diagram sebab akibat (cause effect diagram).
b. Menentukan tujuan dan target
Setelah mengetahui permasalahan dan penyebabnya, maka perlu menentukan tujuan dan target sebagai penunjuk untuk memilih alternatif yang dapat mengeliminasi permasalahan.
3. Generation and Evaluation of GP Options
Langkah ini mencakup pengembangan alternatif solusi untuk mempertemukan tujuan serta target yang telah dirumuskan di langkah sebelumnya. Hal ini mencakup sudut pandang terhadap pencegahan polusi dan prosedur kontrol yang telah direncanakan. Opsi-opsi dimunculkan dan diprioritaskan berdasarkan Green Productivity Indicator dan Benefit-Cost Ratio. Semua itu kemudian disintesis ke dalam rencana implementasi.
Green Productivity mempunyai empat tujuan umum dalam rangka meningkatkan kualitas lingkungan dan ekonomi produksi ketika diimplementasikan pada lantai produksi, yaitu:
2)Manajemen Material (Material Management) 3)Pencegahan Polusi (Pollution Prevention)
4)Peningkatan Nilai Produk (Product Enchancement)
Faktor dalam penerapan Green Productivity dan menjadi pembeda dengan pendekatan-pendekatan yang dilakukan sebelumnya, yang sering disebut triple focus, yaitu:
1) Lingkungan 2)Ekonomi 3)Sosial
Indikator Green Productivity menurut IK Kim adalah suatu strategi, dimana diperlukan suatu indikator yang dapat mengukur kinerja strategi secara kuantitatif. Pengukuran dapat dilakukan dengan menggunakan Green Productivity Index (GPI) dan Green Productivity Ratio (GPR) sebagai indikator.
GPindex =����������������������� ����� �����
Perhitungan Green Productivity Ratio untuk tenaga kerja, energi, material, dan maintenance dilakukan dengan menggunakan rumus berikut ini.
GPRmaterial =�����������
GPRtenaga kerja =�����������
GPRmaintanance =�����������
Rasio untuk scrapdihitung sebagai bertikut:
GPRScrap =����������������������
3.4. Cause and Effect Diagram3
Diagram ini disebut juga diagram tulang ikan (fishbone diagram) dan berguna untuk memperlihatkan faktor-faktor utama yang berpengaruh pada kualitas dan mempunyai akibat pada masalah yang dipelajari, selain itu juga dapat dilihat faktor-faktor yang lebih terperinci yang berpengaruh dan mempunyai akibat pada faktor utama tersebut yang dapat dilihat dari panah-panah yang berbentuk tulang ikan pada diagram fishbone tersebut. Diagram sebab akibat ini diperkenalkan pertama kalinya oleh Profesor Kaoru Ishikawa (Universitas Tokyo) pada tahun 1943. Untuk mencari faktor penyebab terjadinya penyimpangan kualitas kerja, maka orang akan selalu mendapatkan bahwa ada lima faktor penyebab utama yang perlu diperhatikan, yaitu:
1. Manusia 2. Metode Kerja
3. Mesin atau peralatan kerja lainnya 4. Bahan-bahan baku
5. Lingkungan Kerja
Langkah-langkah dalam membuat diagram sebab akibat, yaitu: 1)Mengidentifikasikan masalah utama
2)Menempatkan masalah utama tersebut di sebelah kanan diagram utama
3)Mengidentifikasikan penyebab mayor dan meletakkannya pada diagram utama 4)Mengidentifikasikan penyebab minor dan meletakkannya pada penyebab mayor 5) Diagram sebab akibat telah selesai, kemudian dilakukan evaluasi untuk
menentukan penyebab sesungguhnya
Diagram ishikawa untuk pencarian akar masalah dapat dilihat pada Gambar 3.2.
MANUSIA METODE KERJA
LINGKUNGAN
KERJA BAHAN BAKU
MESIN / PERALATAN
KUALITAS
Gambar 3.2. Cause and Effect Diagram
3.5. Peta Aliran Proses4
Peta aliran proses adalah sebuah diagram yangmenggambarkan urutan operasi, baik gerakan pekerja maupunaliran material. Peta ini memperlihatkan bagian proses yangtidak produktif, seperti delay, penyimpanan sementara, danuntuk mengetahui panjang pendeknya jarak yang ditempuh suatu diagram yang menunjukkan urutan-urutan dari operasi, pemeriksaan, transportasi, menunggu dan penyimpanan yang terjadi selama suatu proses atau prosedur
4
berlangsung, serta memuat informasi-informasi yang diperlukan untuk menganalisa seperti waktu yang dibutuhkan dan jarak perpindahan. Waktu biasanya dinyatakan dalam bentuk jam dan jarak perpindahan biasanya dinyatakan dalam meter.
Peta aliran proses dibagi menjadi tiga macam, yaitu: 1. Peta aliran proses tipe bahan
Peta aliran proses tipe bahan adalah suatu peta yang menggambarkan kejadian yang dialami bahan dalam suatu proses atau prosedur operasi. Contoh penggunaan peta ini misalnya menggambarkan aliran yang dialami bahan saat penerimaan, pengepakan dan pengiriman.
2. Peta aliran proses tipe orang
Peta aliran proses tipe orang pada umumnya merupakan peta yang menggambarkan suatu proses dalam bentuk aktivitas–aktivitas manusianya. Juga merupakan simbolis dan sistematis dari suatu metode kerja yang dijalani oleh seseorang atau sekelompok orang ketika pekerjaannya membutuhkan untuk bergerak dari suatu tempat ke tempat lainnya.
3. Peta aliran proses tipe kertas
Pada peta ini yang digambarkan adalah aliran dari kertas yang menjalani sekumpulan urutan proses mengikuti suatu prosedur tertentu secara bertahap.
Kegunaan peta aliran proses adalah sebagai berikut:
2) Untuk memberikan informasi mengenai waktu penyelesaian suatu proses atau prosedur.
3) Untuk mengetahui jumlah kegiatan yang dialami bahan atau dilakukan oleh orang selama proses atau prosedur berlangsung.
4) Sebagai alat untuk melakukan perbaikan-perbaikan proses atau metode kerja. 5) Untuk mengetahui jumlah kegiatan yang dialami bahan atau dilakukan oleh orang
selama proses atau prosedur berlangsung.
6) Sebagai alat untuk mempermudah proses analisis untuk mengetahui tempat-tempat di mana terjadi ketidakefisien dan ketidaksempurnaan.
Prinsip-prinsip pembuatan peta aliran proses adalah sebagai berikut:
a. Bagian paling atas (kepala) dari kertas ditulis judul diikuti identifikasi seperti: No/nama komponen yang dipetakan, no gambar, peta orang atau bahan, cara sekarang atau yang diusulkan, tanggal pembuatan, dan nama pembuat peta. Semua informasi ditulis pada bagian sebelah kanan atas kertas.
b. Disebelah kiri atas kertas, berdampingan dengan informasi awal, dicatat mengenai ringkasan yang memuat jumlah orang dan waktu total dari setiap kegiatan yang terjadi serta jarak total perpindahan yang dialami bahan atau orang selama proses berlangsung.
3.6.Material Balance5
Untuk membuat suatu material balance (kesetimbangan materi) untuk sebuah proses, hal yang harus dilakukan pertama kali adalah menentukan sistem apa yang akan dibuat kesetimbangannya dan menguraikan batas-batsnya. Menurut kamus, proses tadala satu atau kegiatan atau operasi atau perlakuan yang mengahsilkan sebuah tujuan (produk). Yang dimaksud dengan sistem adalah seluruh rangkaian proses yang dikemukakan secara khusus untuk analisis.
Sebuah sistem terbuka (flow system) adalah sebuah sistem dengan materi dipindahkan melalui batas sistem, yaitu: memasuki sistem, meninggalkan sistem atau keduanya. Sebuah sistem tertutup (batch system) adalah sistem dimana tidak ada perpindahan materi selama jangka waktu yang diinginkan. Jika mengisi sebuah reaktor dengan beberapa reaktan dan mengambil produknya, dan reaktor tersebut ditunjuk sebagai sistem dan materi dipindahkan melalui batas sistem tetapi kita dapat mengabaikan perpindahan tersebut dan memusatkan perhatian hanya pada proses reaksi yang terjadi hanya setelah pengisian diselesaikan dan sebelum produk dikeluarkan.
Menurut salah satu hukum ini, massa tidak dapat diciptakan maupun dimusnahkan dalam perubahan materi apa saja yang dinyatakan dalam hukum pelestarian massa. Adapun rumus untuk kesetimbangan material adalah sebagai berikut:
Total massa masuk = Total massa keluar
5
Total massa yang masuk yaitu bahan baku, bahan tambahan, sedangkan bahan yang keluar adalah produk yang diinginkan (barang jadi) serta bahan yang hilang (waste). Persamaan diatas dapat pula diterapkan pada sistem untuk massa total, mol total, massa dari senyawa kimia maupun lainnya.
Hal-hal penting dalam Material Balance adalah sebagai berikut :
1. Jenis permasalahan Material Balance yang terlihat pada proses produksi, dimana terdapat empat jenis dasar permasalahan :
a. Model lembar aliran Material Balance, untuk proses yang kontinu yang beroperasi dalam posisi stabil.
b. Pencampuran dan material campuran penyeimbang.
c. Model lembar aliran Material Balance, untuk proses yang kontinu maupun batch yang beroperasi dalam posisi tidak stabil.
d. Proses analisa data dan rekonsiliasi lembar aliran material balance.
2. Metodologi Material Balance, ada dua langkah utama untuk menerapkan prinsip kekekalan massa kimia dalam memproses kesetimbangan material yaitu :
a. Perumusan masalah yang dimaksud diharapkan dapat ditentukan uraian secara matematik yang sesuai sistem berdasar pada prinsip ilmu fisika dan ilmu kimia. Di dalam menyeimbangkan material balance, hukum phisik yang sesuai adalah hukum kekekalan massa.
b. Banyaknya penyamaan yang melibatkan model sebagai suatu solusi terhadap permasalahan dengan memberikan gambaran jelas besarnya input, output maupun material yang terbuang (yang hilang).
Reaksi dalam reaksi kimia jarang menggunakan bahan-bahan dengan perbandingan stokiometri untuk mendapatkan reaksi yang diinginkan. Seringkali reaksi ini digunakan kembali secara berlebihan dimana kelebihan tersebut akan keluar kembali bersama hasil reaksi dan produktan. Untuk kelebihan ini umumnya digunakan kembali secara terpisah sehingga bahan-bahan dalam industri dianggap tidak sama dengan terakumulasi sempurna.
3.7. Analisis Kriteria Investasi6
Perhitungan kriteria investasi adalah untuk mengetahui sejauh mana gagasan usaha (proyek) yang direncanakan dapat memberikan manfaat (benefit), baik dilihat dari financial benefit maupun sosial benefit. Hasil perhitungan kriteria
investasi merupakan indikator dari modal yang diinvestasikan yaitu perbandingan antara total benefit yang diterima dengan total biaya yang dikeluarkan dalam bentuk present value selama umur ekonomis proyek. Apabila hasil perhitungan telah menunjukkan layak, pelaksanaannya akan jarang mengalami kegagalan. Kegagalan hanya terjadi karena faktor-faktor uncontrollable seperti banjir, gempa bumi, perubahan peraturan pemerintah, disamping data yang digunakan tidak relevan.
Perkiraan benefit (cash in flows) dan perkiraan biaya (cash out flows) yang menggambarkan posisi keuangan di masa yang akan datang dapat digunakan sebagai alat kontrol dalam pengendalian biaya untuk memudahkan dalam mencapai tujuan usaha/proyek. Di pihak lain, dengan adanya hasil perhitungan kriteria investasi, penanam modal dapat menggunakannya sebagai bahan pertimbangan dalam mengambil keputusan, apakah modal yang ditanam lebih baik pada proyek atau lembaga keuangan seperti bank dan lembaga keuangan lainnya.
Secara umum, keputusan yang timbul dari hasil analisis proyek dapat digolongkan atas 3 bagian:
1. Menerima atau menolak proyek.
3.7.1. NetPresent Value (NPV)7
∑
= − + = n i n i i NB NPV 1 ) 1 (Net Present Value adalah kriteria investasi yang banyak digunakan dalam mengukur apakah suatu proyek layak atau tidak. Perhitungan Net present value merupakan net benefit yang telah didiskon dengan menggunakan Sosial Opportunity Cost of Capital (SOCC) sebagai discount factor. Secara singkat, formula untuk Net present value adalah sebagai berikut:
atau
∑
= + = n i n i i NB NPV1 (1 )
atau i n i n i i
i C NB
B
NPV
∑
∑
= = = − = 1 1 Dimana:
NB = Net Benefit = Benefit – Cost B = Benefit yang telah didiskon C = Cost yang telah didiskon i = Discount Factor
n = Tahun (waktu)
Untuk menghitung NPV dalam sebuah gagasan usaha (proyek), diperlukan data tentang perkiraan biaya investasi, biaya operasi, dan pemeliharaan serta perkiraan benefit dari proyek yang direncanakan.
3.8. Analisa Hubungan antara Produktivitas, Kinerja Lingkungan dan
Green Productivity8
Menurut Nasution produktivitas didefinisikan sebagai hubungan antara input dan output suatu sistim produksi. Hubungan ini sering lebih umum dinyatakan sebagai rasio output dibagi input. Jika lebih banyak output yang dihasilkan dengan input yang sama, maka disebut terjadi peningkatan produktivitas. Begitu juga kalau input yang lebih rendah dapat menghasilkan output yang tetap, maka produktivitas dikatakan meningkat.
Dengan diketahuinya produktivitas, maka akan diketahui pula seberapa efisien sumber-sumber input telah berhasil dihemat. Produktivitas merupakan hal yang sangat penting bagi suatu perusahaan sebagai salah satu cara untuk memantau kinerja produksinya, selain sebagai sarana untuk mempromosikan produk atau jasa yang dihasilkan. Pengukuran produktivitas dilakukan untuk mengetahui tingkat kinerja perusahaan dan dapat dijadikan sebagai pedoman untuk melakukan perbaikan secara terus-menerus(Iriani, 2006; Ika dan Moses, 2012).Suatu pendekatan yang tepat untuk membantu perusahaan agar mampu meningkatkan produktivitas sekaligus menurunkan dampak lingkungan adalah
8 Mubin
Ahma
Productivityberdasarkan nilai indeks Benefit Cost Ratio (BCR) tertinggi. Hasil penelitian ini diharapkan dapat memberikan gambaran memberikan gambaran mengenai tingkat produktivitas perusahaan dan dampak lingkungan yang ditimbulkan dari proses produksi, sehingga dapat dijadikan dasar untuk melakukan perbaikan dan peningkatan produktivitas dan penurunan dampak lingkungan akibat limbah yang dihasikan.
Sehingga produktivitas merupakan hal yang sangat penting bagi perusahaan sebagai salah satu cara untuk memantau kinerja produksinya. Pengukuran produktivitas dilakukan untuk mengetahui tingkat kinerja perusahaan dan dapat dijadikan sebagai pedoman untuk melakukan perbaikan secara terus-menerus. Demikian pula, aspek lingkungan telah menjadi isu penting dan strategis yang harus disikapi oleh industri dengan baik dan terus ditingkatkan kinerjanya. Agar perusahaan mampu meningkatkan produktivitas sekaligus menurunkan dampak lingkungan perlu digunakan pendekatan model green productivity sehinga hubungan antara produktivitas, limbah dan green productivity saling berkaitan.
3.9. Limbah
kesehatan, kelangsungan hidup manusia atau makhluk hidup lainnya (Mahida,1984).9
10
1. Limbah Cair
Dalam industri pabrik tepung tapioka terdapat 2 jenis limbah yaitu limbah cair dan limbah padat. Berikut ini penjelasan dari 2 jenis limbah :
Limbah cair industri tapioka merupakan limbah yang bersumber dari proses pencucian singkong, pencucian alat, dan pemisahan larutan pati. Kualitas limbah cair industri tapioka biasanya diukur dari konsentrasi padatan tersuspensi, pH, COD,dan BOD. Spesifikasi mutu standar limbah cair industri tapioka didasarkan pada ketetapan Mentri Lingkungan Hidup tahun 1995. Baku mutu untuk limbah cair industri tapioka dapat dilihat pada Tabel 3.1.
Tabel 3.1. Baku Mutu Air Limbah Industri Tapioka
Parameter Kadar Maksimal
BOD 100 mg/L
COD 250 mg/L
Total Padatan Tersuspensi 60 mg/L
pH 6-9
Sianida 0,2 mg/L
Sumber : Peraturan Gubernur Lampung Nomor 7 Tahun 2010
Minggu 20 November 2016 jam 22.15 WIB
Menurut Fajarudin, karakteristik limbah cair industri tapioka meliputi: a. Warna
Warna limbah cair industri tapioka transparan disertai suspensi berwarna putih. Zat terlarut dan tersuspensi akan mengalami penguraian hayati dan kimia yang akan mengakibatkan perubahan warna.
b. Bau
Limbah industri tapioka menimbulkan bau yang tidak enak, hal ini disebabkan oleh adanya pemecahan zat organik oleh mikroba.
c. BOD (Biochemical Oxygen Demand)
Limbah cair industri tapioka mengandung pati, sedikit lemak, protein dan zat organik lainnya yang ditandai banyaknya zat-zat terapung dan menggumpal. Jumlah zat organik yang terlarut dalam limbah cair tapioka dapat diketahui dengan melihat nilai BOD. Jumlah zat organik yang terlarut dalam limbah cair tapioka dapat diketahui dengan melihat nilai BOD. Angka BOD menunjukkan jumlah oksigen yang dibutuhkan untuk keperluan aktivitas mikroba dalam memecah zat organik secara biologis di dalam limbah cair. Angka BOD dinyatakan dalam satuan mg/l atau ppm (part per million) dan biasanya pula dinyatakan dalam beban yaitu gram atau kilogram per satuan waktu.
d. COD
kadar tinggi, dan zat-zat reduktor lainnya. Besarnya angka COD biasanya dua sampai tiga kali lebih besar dari BOD.
2. Limbah Padat a. Kulit singkong
Limbah padat industri tapioka berupa meniran kulit singkong (potongan singkong dan kulit singkong) yang bersumber dari proses pengupasan.
b. Ampas tapioka (onggok)
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian dilakukan di PT. Florindo Makmur yang bergerak dibidang tepung. Pabrik ini berlokasi di Jl. Besar Desa Pergulaan Dusun V, Kecamatan Sei Rampah, Kabupaten Serdang Bedagai, Provinsi Sumatera Utara.Penelitian dilakukan pada bulan Agustus 2016 s/d Desember 2016.
4.2. Rancangan Penelitiaan
Jenis rancangan penelitian yang digunakan adalah deskriptif (descriptive research). Hal ini dikarenakan penelitian ini dilakukan untuk mendeskripsikan secara sistematik, faktual dan akurat tentang fakta-fakta dan sifat-sifat suatu objek atau populasi tertentu. Pada penelitian deskriptif ini juga berbentuk action research yaitu dengan menggunakan metode perbaikan yang mampu diaplikasikan pada perusahaan.
4.3. Objek Penelitian
4.4. Variabel Penelitian
Variabel-variabel penelitian ini adalah sebagai berikut : 1. Variabel dependen (variabel tergantung, akibat, terpengaruh)
Variabel dependen adalah variabel yang nilainya dipengaruhi atau ditentukan oleh variabel lain. Adapun variabel dependen antara lain:
a. Produktivitas
Variabel ini menunjukkan tingkat produktivitas perusahaan semakin meningkat.
b. Limbah
Variabel ini menunjukkan tingkat jumlah limbah hasil dari proses produksi. c. Green Productivity
Variabel ini menunjukkan bagaimana pengolahan limbah yang dilakukan oleh perusahaan.
2. Variabel Independen (veriabel bebas, sebab mempengaruhi)
Variabel independen adalah variabel yang mempengaruhi nilai variabel dependen. Adapun variabel independen antara lain:
a. Jumlah Input dan Output
4.5. Kerangka Berpikir
Penelitian ini dilakukan dengan mengumpulkan data dan melakukan wawancara tentang proses produksi dan pengolahan terhadap pihak perusahaan. Kerangka berpikir dari proses penelitian ini adalah dengan menghitung produktivitas maka diperlukan besaran daripada limbah baik berasal dari onggok maupun air dan juga besaran dari jumlah input maupun output seperti biaya material,maintenance, energi,tenaga kerja dan juga jumlah pendapatan penjualan tepung . Setelah mendapatkan besaran data tersebut maka diolah limbah tersebut dengan metode green productivity yaitu denganmengusulkan 2 alternatif yaitu alternatif 1 adalah pembuatan obat nyamuk bakar dan alternatif 2adalah pellet ikan. Dengan akan diterapkan salah satu alternatif tersebut maka diasumsikan dapat meningkatkan produktivitas perusahaan. Kerangka berpikir dapat dilihat pada Gambar 4.1.
Limbah
Peningkatan Produktivitas Produktivitas
Jumlah input dan output
Green Productivity
Gambar 4.1. Kerangka Berpikir
4.6. Prosedur Penelitian
Studi Pendahuluan
(melakukan pengamatan langsung ke perusahaan)
Identifikasi Masalah
(banyaknya limbah yang dihasilkan dalam proses produksi)
Perumusan Masalah
(menurunkan dampak limbah serta meningkatkan produktivitas perusahaan)
Studi Literatur
(mengumpulkan literatur yang berhubungan dengan green productivity)
Pengumpulan Data
-Data wawancara -Data Proses Produksi
-Sejarah Perusahaan
-Struktur organisasi dan Manajemen perusahaan
-Data Jumlah data input dan output -Data Mesin-Mesin
Data Primer Data Sekunder
-Perhitungan Produktivitas -Perhitungan Jumlah Limbah -Penyusunan Alternatif -Pemilihan Alternatif
Pengolahan Data
-Tingkat Produktivitas
-Solusi yang dipilih Berdasarkan Alternatif
Analisis dan Evaluasi
[image:38.595.131.493.109.671.2]Kesimpulan dan Saran
4.7. Pengumpulan Data
Sumber-sumber data yang dibutuhkan dalam penelitian ini adalah sebagai
berikut:
1. Data Primer
Data primer adalah data yang diperoleh dari pengamatan yang dilakukan secara langsung atau data yang diperoleh melalui proses pengukuran dengan bantuan suatu instrumen.Data primer yang digunakan dalam penelitian ini adalah data proses produksi.
2. Data sekunder
Data sekunder bersumber dari dokumen perusahaan yang dapat diperoleh dari pihak manajemen. Data sekunder yang digunakan dalam penelitian ini adalah: a. Sejarah perusahaan
b. Struktur organisasi dan manajemen perusahaan
c. Data jumlah output dan input perusahaan
d. Data jumlah limbah perusahaan
f. Data mesin mesin untuk alternatif
4.8. Pengolahan Data
Dalam pengolahan data didapat 3 langkah penting dalam konsep Green Productivity antara lain :
1. Getting Started
diagram process dan material balance sehingga diketahui operasi-operasi yang menghasilkan limbah termasuk estimasi atau perkiraan mengenai jumlah limbah yang dihasilkan. Perhitungan produktivitas awal dilakukan sebagai dasar pertimbangan dalam pengestimasian alternatif solusi yang akan diperoleh untuk mengetahui apakah produktivitas mengalami peningkatan atau sebaliknya.
2. Planning
Pada tahap planning ini dibagi lagi menjadi dua langkah yaitu: a. Mengidentifikasi masalah dan penyebabnya
Informasi-informasi yang telah diperoleh dari walk through survey akan digunakan untuk mengidentifikasi permasalahan dan penyebabnya. Tool yang akan digunakan untuk menggambarkan permasalahan tersebut adalah diagram sebab akibat (cause effect diagram).
b. Menentukan tujuan dan target
Setelah mengetahui permasalahan dan penyebabnya, maka perlu menentukan tujuan dan target sebagai penunjuk untuk memilih alternatif yang dapat mengeliminasi permasalahan.
3. Generation and Evaluation of GP Options
berdasarkan Green Productivity Indicator dan Benefit-Cost Ratio. Semua itu kemudian disintesis ke dalam rencana implementasi. Sehingga nanti akan membuat produk baru dari scrap yang dihasilkan.
4.9. Analisis Pemecahan Masalah
Pada tahap ini dilakukan analisis terhadap hasil yang diperoleh pada tahap sebelumnya, dimana pada tahap ini memberikan pembahasan atau analisis yang lebih mendalam mengenai tingkat produktivitas perusahaan. Analisis pemecahan masalah dilakukan dengan pendekatan Green Productivity kemudian membuat flow process diagram, serta menganalisis dengan menggunakan cause and effect diagram.
4.10. Kesimpulan dan Saran
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
5.1.1. Biaya Input
Komponenbiayainput yang digunakan untuk mengukur tingkat produktivitas terdiri dari biaya material, biaya tenaga kerja, biaya energi dan biaya maintenance (pemeliharaan mesin dan instalasi).
5.1.1.1. Biaya Material
[image:42.595.161.486.532.744.2]Komponen dari biaya material adalah biaya bahan bahan baku(singkong),biaya bahan tambahan(karung plastik dan benang jahit), Biaya Penolong(Air) dan biaya ongkos kirim bahan baku.Biaya material yang dikeluarkan perusahaan dalam proses produksi selama Agustus 2015 sampai Juli 2016 dapat dilihat pada Tabel 5.1.
Tabel 5.1. Biaya Material PT. Florindo Makmur
Periode (Bulan) Biaya (Rp)
Agustus 2015 1.540.080.000
September 2015 1.442.000.000
Oktober 2015 1.741.385.600
November 2015 1.544.000.000
Desember 2015 1.446.024.000
Januari 2016 1.645.940.000
Februari 2016 1.446.087.700
Maret 2016 1.543.418.200
April 2016 1.645.214.300
Mei 2016 1.742.683.320
Juni 2016 1.744.859.680
Juli 2016 1.645.348.800
Rata- rata Biaya Material 1.593.920.133
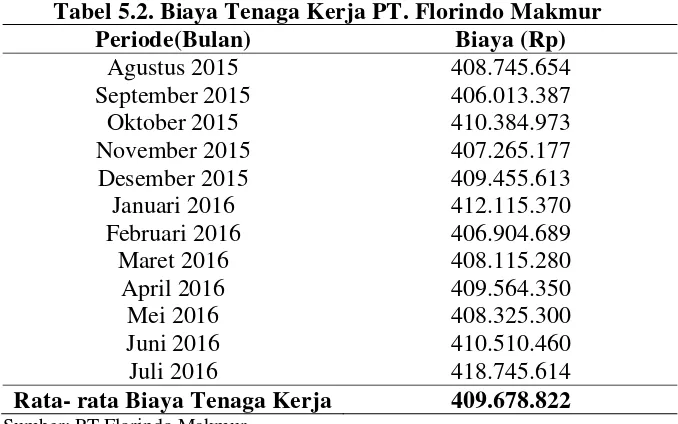
5.1.1.2. Biaya Tenaga Kerja
Komponen dari biaya tenaga kerja adalah tenaga kerja langung yaitu sebanyak 80 orang sedangan tenaga kerja tidak langsung sebanyak 63 orang. Biaya Tenaga Kerja yang dikeluarkan perusahaan dalam proses produksi selama Agustus 2015 sampai Juli 2016 dapat dilihat pada Tabel 5.2.
Tabel 5.2. Biaya Tenaga Kerja PT. Florindo Makmur
Periode(Bulan) Biaya (Rp)
Agustus 2015 408.745.654
September 2015 406.013.387
Oktober 2015 410.384.973
November 2015 407.265.177
Desember 2015 409.455.613
Januari 2016 412.115.370
Februari 2016 406.904.689
Maret 2016 408.115.280
April 2016 409.564.350
Mei 2016 408.325.300
Juni 2016 410.510.460
Juli 2016 418.745.614
Rata- rata Biaya Tenaga Kerja 409.678.822
Sumber: PT.Florindo Makmur
5.1.1.3. Biaya Energi
[image:43.595.148.487.253.465.2]Komponen dari biaya energi adalah biaya listrik dan biaya genset. Biaya energi yang dikeluarkan perusahaan dalam proses produksi selama Agustus 2015 sampai Juli 2016 dapat dilihat pada Tabel 5.3.
Tabel 5.3. Biaya Energi PT. Florindo Makmur
Periode(Bulan) Biaya (Rp)
Agustus 2015 91.095.025
September 2015 93. 103.545
Oktober 2015 91.955.241
November 2015 92.210.850
Desember 2015 95.464.028
Januari 2016 97.533.742
Tabel 5.3. Biaya Energi PT. Florindo Makmur ( Lanjutan )
Periode(Bulan) Biaya (Rp)
Maret 2016 93.098.386
April 2016 91.168.382
Mei 2016 90.306.008
Juni 2016 94.718.031
Juli 2016 93.197.820
Rata- rata Biaya Energi 93.170.968
Sumber: PT.Florindo Makmur
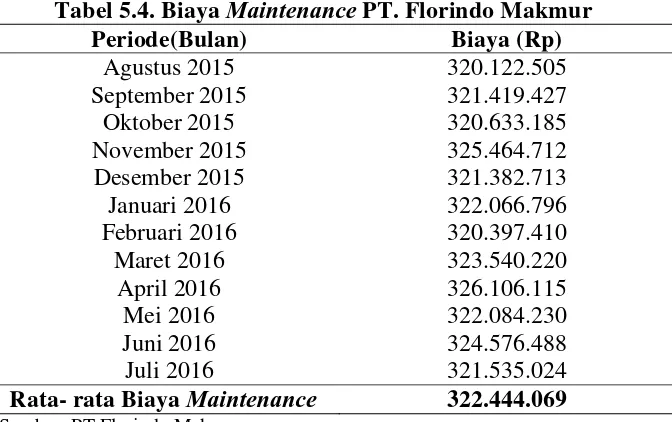
5.1.1.4. Biaya Maintenance (Pemeliharaan Mesin dan Instalasi)
Jenis Maintenanceyang dilakukan PT. Florindo Makmur adalah Preventive Maintenance. Maka perawatan mesin dilakukan setiap 1x dalam seminggu. Biaya Maintenanceyang dikeluarkan perusahaan dalam proses produksi selama Agustus 2015 sampai Juli 2016 dapat dilihat pada Tabel 5.4.
Tabel 5.4. Biaya Maintenance PT. Florindo Makmur
Periode(Bulan) Biaya (Rp)
Agustus 2015 320.122.505
September 2015 321.419.427
Oktober 2015 320.633.185
November 2015 325.464.712
Desember 2015 321.382.713
Januari 2016 322.066.796
Februari 2016 320.397.410
Maret 2016 323.540.220
April 2016 326.106.115
Mei 2016 322.084.230
Juni 2016 324.576.488
Juli 2016 321.535.024
Rata- rata Biaya Maintenance 322.444.069
Sumber: PT.Florindo Makmur
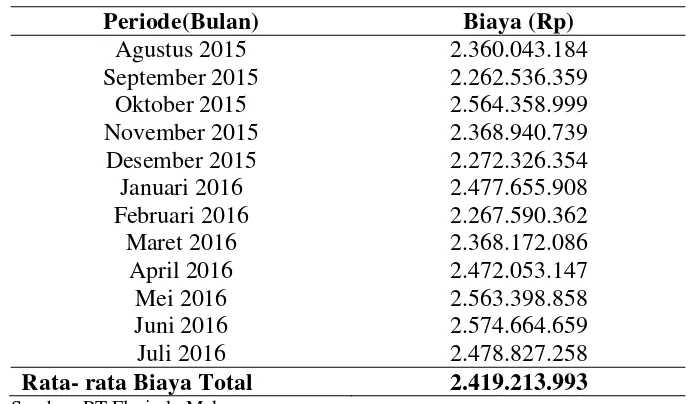
5.1.1.5. Biaya Total Input
Makmurdalam pelaksanaan proses produksi pada periode Agustus 2015 sampai Juli 2016 dapat dilihat pada Tabel 5.5.
Tabel 5.5. Biaya Total Input PT. Florindo Makmur
Periode(Bulan) Biaya (Rp)
Agustus 2015 2.360.043.184
September 2015 2.262.536.359
Oktober 2015 2.564.358.999
November 2015 2.368.940.739
Desember 2015 2.272.326.354
Januari 2016 2.477.655.908
Februari 2016 2.267.590.362
Maret 2016 2.368.172.086
April 2016 2.472.053.147
Mei 2016 2.563.398.858
Juni 2016 2.574.664.659
Juli 2016 2.478.827.258
Rata- rata Biaya Total 2.419.213.993
Sumber: PT.Florindo Makmur
5.1.2. Biaya Total Output
Komponen biaya totalOutput dari PT. Florindo Makmur adalah penjulantepung tapioka. Jumlah tepung tapioka yang terjualselama Agutsus 2015 sampai Juli 2016 dapat dilihat pada Tabel 5.6.
Tabel 5.6. Jumlah Penjualan Tepung Tapioka PT. Florindo Makmur
Periode(Bulan) Tepung (Ton)
Agustus 2015 2.520
September 2015 2.420
Oktober 2015 2.670
November 2015 2.570
Desember 2015 2.340
Januari 2016 2.620
Februari 2016 1.990
Maret 2016 2.580
April 2016 2.470
Mei 2016 2.680
Juni 2016 2.660
Juli 2016 2.350
Harga penjualan tepung yang dihasilkan selama Agustus 2015 sampai dengan Juli 2016dapat dilihat pada Tabel 5.7.
Tabel 5.7. Harga Tepung PT. Florindo Makmur
Periode(Bulan) Harga Tepung (Rp/ kg)
Agustus 2015 5.729
September 2015 5.637
Oktober 2015 5.851
November 2015 5.558
Desember 2015 5.756
Januari 2016 5.524
Februari 2016 5.873
Maret 2016 5.761
April 2016 5.634
Mei 2016 5.593
Juni 2016 5.832
Juli 2016 5.722
Sumber: PT.Florindo Makmur
Jumlah biaya total output adalah jumlah penjualan tepung yang diterima perusahaan selama periode Agustus 2015 sampai Juli 2016 yaitu dengan mengalikan jumlah produksi tepung dengan harga per kilogram. Rumus yang digunakan untuk menghitung nilai penjualan adalah:
Penjualan = (Jumlah produksi tepung setiap bulan x harga jual tepung perkilogram)
Sebagai contoh perhitungan penjualan untuk bulan Agustus 2015. Penjualan = 25.200.000 Kg x Rp.5.729/Kg
= Rp. 14.437.080.000
Tabel 5.8. Biaya TotalOutput PT. Florindo Makmur
Periode(Bulan) Output (Rp)
Agustus 2015 14.437.080.000 September 2015 13.641.540.000 Oktober 2015 15.622.170.000 November 2015 14.284.060.000 Desember 2015 13.469.040.000 Januari 2016 14.472.880.000 Februari 2016 11.687.270.000 Maret 2016 14.863.380.000 April 2016 13.915.980.000 Mei 2016 14.989.240.000 Juni 2016 15.513.120.000 Juli 2016 13.446.700.000
Rata-Rata 14.195.205.000
Sumber: PT.Florindo Makmur
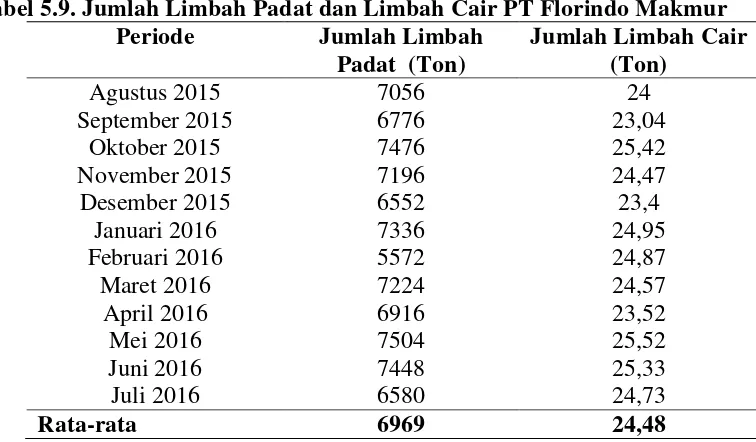
5.1.3. Limbah Produksi Pabrik Tepung
Limbah yang dihasilkan pabrik Tepung PT. Florindo Makmuradalah: 1. Limbah Padat
Limbah padat yang dihasilkan Pabrik Tepung PT. Florindo Makmur berupa Onggok dan kulit singkong. Onggokhanya diberikan kepada masyarakatuntuk makanan ternak dengan gratis atau dengan uang ucapan terima kasih sedangkan kulit singkong hanya dibakar dan abunya diberikan oleh petani sekitar untuk dijadikan pupuk.
2. Limbah cair
Demand ). Bila telah memenuhi syarat nilai BOD dan COD limbah cair yang telah diolah tersebut dapat dibuang ke lingkungan. Kadar maksimum untuk BOD adalah 100 mg/L air limbah dan untuk COD kadar maksimumnya adalah 180 mg/L air limbah.
[image:48.595.136.514.282.503.2]Jumlah limbah padat dan limbah cair di PT. Florindo Makmur dapat dilihat pada Tabel 5.9.
Tabel 5.9. Jumlah Limbah Padat dan Limbah Cair PT Florindo Makmur
Periode Jumlah Limbah
Padat (Ton)
Jumlah Limbah Cair (Ton)
Agustus 2015 7056 24
September 2015 6776 23,04
Oktober 2015 7476 25,42
November 2015 7196 24,47
Desember 2015 6552 23,4
Januari 2016 7336 24,95
Februari 2016 5572 24,87
Maret 2016 7224 24,57
April 2016 6916 23,52
Mei 2016 7504 25,52
Juni 2016 7448 25,33
Juli 2016 6580 24,73
Rata-rata 6969 24,48
Sumber: PT.Florindo Makmur
5.2. Pengolahan Data
Setelah data telah dikumpulkan maka dilakukan pengolahan data untuk menghitung material balance, tingkat produktivitas perusahaan, identifikasi permasalah dan penyebabnya, dan mencari solusi pemecahan masalah.
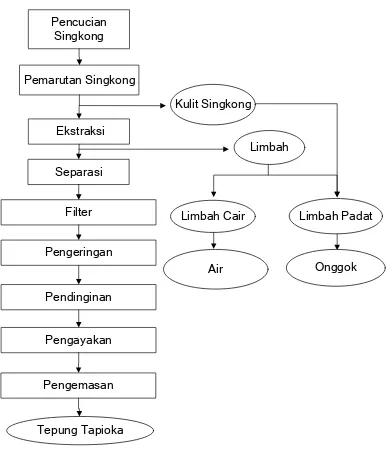
5.2.1. Getting Started
termasuk estimasi atau perkiraan mengenai jumlah limbah yang dihasilkan. Perhitungan produktivitas awal dilakukan sebagai dasar pertimbangan dalam pengestimasian alternatif solusi yang akan diperoleh untuk mengetahui apakah produktivitas mengalami peningkatan atau sebaliknya.
Pencucian Singkong
Pemarutan Singkong
Separasi
Filter
Pengeringan
Pendinginan
Pengayakan
Pengemasan Ekstraksi
Tepung Tapioka
Kulit Singkong
Limbah
Air Onggok
Limbah Cair Limbah Padat
Gambar 5.1. Block Diagram Process Pengolahan Tepung di PT.Florindo
[image:50.595.136.522.105.556.2]5.2.1.1. Material balance
Singkong : 481074 kg
Singkong : 476264 kg
Singkong : 119067 kg
Singkong : 119067 kg
Tepung : 119067 kg
Tepung : 119067 kg
Tepung : 119067 kg
Tepung : 119067 kg
OUTPUT
Singkong : 476264 kg
Scrap : 1% (4810 kg) Singkong: 119067 kg
Scrap Onggok:70% (333384 kg)
Scrap Air :5%(23813 kg) Singkong : 119067 kg
Tepung : 119067 kg
Tepung : 119067 kg
Tepung : 119067 kg
Tepung : 119067 kg
INPUT
Tepung : 119067 kg PENCUCIAN SINGKONG PEMARUTAN SINGKONG PROSES EKSTRAKSI PROSES SEPARASI PROSES FILTER PENGERINGAN PENDINGINAN PENGAYAKAN PENGEMASAN
Tepung : 119067 kg Tepung : 119067 kg
[image:52.595.116.528.106.667.2]5.2.1.2.Perhitungan Produktivitas
Produktivitas didapat dari perbandingan antara output dengan input. Untuk menghitung produktivitas maka digunakan rumus sebagai berikut:
Produktivitas = ����������� ����������
Sehinggga, untuk mengitung produktivitas total perusahaan pada bulan Agustus 2015 dilakukan sebagai berikut:
Produktivitas total Agustus 2015= 14.437.080.000 2.360.043.184 = 6,11
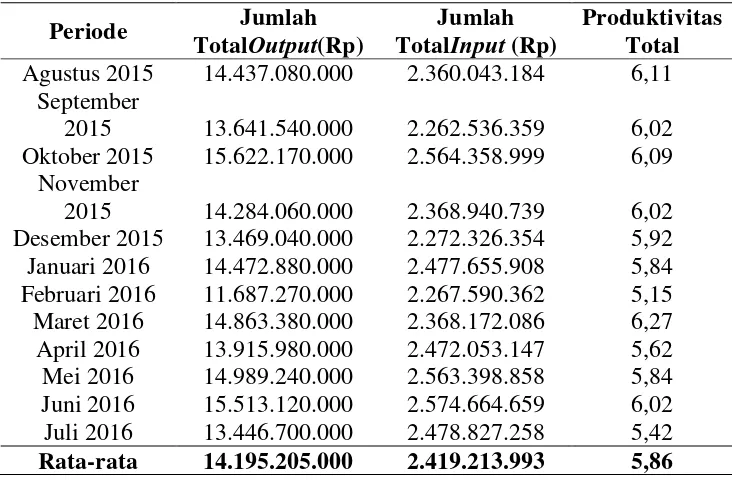
[image:53.595.149.515.431.671.2]Selanjutnya dilakukan perhitungan produktivitas total perusahaan selama satu tahun terakhir dapat dilihat pada Tabel 5.10.
Tabel 5.10. Produktivitas Total PT. Florindo Makmur
Periode Jumlah
TotalOutput(Rp)
Jumlah TotalInput (Rp)
Produktivitas Total
Agustus 2015 14.437.080.000 2.360.043.184 6,11 September
2015 13.641.540.000 2.262.536.359 6,02 Oktober 2015 15.622.170.000 2.564.358.999 6,09
November
2015 14.284.060.000 2.368.940.739 6,02 Desember 2015 13.469.040.000 2.272.326.354 5,92 Januari 2016 14.472.880.000 2.477.655.908 5,84 Februari 2016 11.687.270.000 2.267.590.362 5,15 Maret 2016 14.863.380.000 2.368.172.086 6,27 April 2016 13.915.980.000 2.472.053.147 5,62 Mei 2016 14.989.240.000 2.563.398.858 5,84 Juni 2016 15.513.120.000 2.574.664.659 6,02 Juli 2016 13.446.700.000 2.478.827.258 5,42
Rata-rata 14.195.205.000 2.419.213.993 5,86
Gambar 5.3. Tingkat Produktivitas Total Di PT. Florindo Makmur pada
PeriodeAgustus 2015 Sampai Juli 2016
Dari hasil perhitungan produktivitas diatas dapat dilihat bahwa produktivitas total PT. Florindo Makmur mengalami penurunan produktivitas dibulan Februari 2016. Tingkat produktivitas sangat besar dipengaruhi oleh bahan baku.
5.2.2. Planning
Pada tahap planning dibagi lagi menjadi dua langkah yaitu: mengidentifikasi masalah dan penyebabnya dan menentukan tujuan dan target.
5.2.2.1. Identifikasi Masalah dan Penyebabnya
Langkah yang dilakukan untukmengidentifikasi masalah adalah mencari informasi mengenai proses produksi pengolahan tepung serta penanganan
0 1 2 3 4 5 6 7
Jumlah
Bulan
Ke-Tingkat Produktivitas
limbahdan dampaknya terhadap lingkungan dengan menganalis menggunakan diagram ishikawa. Berdasarkan pengamatan dan wawancara yang telah dilkakukan didapat bahwa penanganan yang dilakukan terhadap limbah adalah sebagai berikut:
1.
Penanganan yang dilakukan untuk onggok adalah dengan mengumpulkannya diarea pabrik dan memberikannya kepada masyarakat setempat untuk makanan ternaknya secara gratis.2. Penanganan yang dilakukan terhadap limbah cair adalah dengan melakukan perlakuan (treatment) dengan pembuatan bak biokontrol. Setelah ambang batas yang ditetapkan dicapai maka limbah ini akan dikembalikan ke alam.
Untuk mencari akar permasalahan digunakan diagram ishikawa. Hasil analisis diagram ishikawa diperoleh berdasarkan hasil wawancara yang diperoleh dilapangan. Diagram ishikawa dapat dilihat pada Gambar 5.4.
Lingkungan
kerja Metode kerja Bahan Baku
Manusia Peralatan
Tidak Adanya Planning mengolah limbah
onggok
Onggok kurang dimanfaatkan
Kurang teliti dalam melakukan pemeriksaan
Kualitas tidak memenuhi kebututuhan
Mesin sudah tua Mesin tidak beroperasi
dengan baik Kurang keahlian dalam
melakukan pengolahan kembali onggok Kurang teliti PENCEMARAN LINGKUNGAN DARI ONGGOK Penumpukan onggok diarea pabrik sehingga menimbulkan bau dan
polusi
Berdasarkan Gambar diatas, limbah onggok yang diperoleh dari pengolahan tepung perlu diambil tindakan untuk mengatasi permasalah dampak negatif limbah terhadap lingkungan. Penanganan limbah merupakan masalah serius yang harus dipertimbangkan untuk menjaga kelestarian lingkungan dan dampak negatif bagi masyarakat sekitar.
5.2.2.2. Menentukan Tujuan dan Target
Tujuan dan target yang ingin dicapai adalah mengurangi dampak negatif yang disebabkan oleh limbah terhadap lingkungan dengan membuat alternatif-alternaif solusi untuk meningkatkan produktivitas perusahaan.
5.2.3. Generation and Evaluation of GP Option
Langkah ini mencakup pengembangan alternatif solusi untuk mempertemukan tujuan serta target yang telah dirumuskan di langkah sebelumnya. Hal ini mencakup sudut pandang terhadap pencegahan polusi dan prosedur kontrol yang telah direncanakan berdasarkan alternatif-altenatif solusi yang direncanakan mampu meningkatkan produktivitas perusahaan.
5.2.3.1. Usulan Alternatif Solusi
Usulan Alternatif Solusi didapatkan 2 alternatif yaitu :
dihasilkan dari pengolahan tepung dapat memberikan nilai tambah bagi perusahaan. Dengan demikian, maka diusulkan alternatif 1 untuk dapat menyelesaikan masalah tersebut.
2. Berdasarkan hirarki tersebut, maka limbah onggok dapat diolah menjadi pelletikan karena dengan didirikan pellet ikan maka akan mengurangi dampak negatif yang ditimbulkan limbah sehingga diusulkan sebagai alternatif 2.
5.2.3.1.1. Alternatif 1
Onggok yang diperoleh dari hasil produksi tepung tapioka dapat diolah menjadi obat nyamuk bakar. Untuk melakukan pengolahannya perlu mempertimbangkan aspek-aspek sebagai berikut:
1. Aspek Pasar
pasar dikarenakan 85% lainnya merupakan pasar dari 4 perusahaan tersebut. Maka didapat target pasar sekitar 2.090.669 jiwa.
2. Aspek Teknik
Untuk membuat obat nyamuk bakar ini diperlukan beberapa aspek sebagai berikut:
a. Lokasi
Lokasi pengolahan obat nyamuk bakar ini dilakukan didekat lingkungan pabrik yang bertujuan untuk memudahkan pengaliran limbah tepung. Lahan yang diperlukan untuk pengolahan tepungdiasumsikan seluas 9.000 m2.
b. Proses Pengolahan Limbah Tepung
Proses pengolahan limbah tepung menjadi obat nyamuk bakar adalah sebagai berikut:
i. Bagian Formulasi dan Mixing
Di bagian formulasi, bahan-bahan kimia yang dibutuhkan dicampur untuk menghasilkan anti nyamuk bakar tergantung dengan jenis anti nyamuk yang ingin diproduksi. Hasil pencampuran kemudian dicampurkan kembali dengan beberapa tepung sehingga menghasilkan adonan yang siap untuk dicetak di bagian stamping. ii. Bagian Stamping
menginspeksi produk yang dihasilkan dan memastikan tidak ada produk cacat yang masuk ke oven.
iii. Bagian Drying
Hasil cetakan dari bagian stamping kemudian dikeringkan dalam oven di bagian drying. Tujuannya adalah untuk mengurangi kadar air dalam anti nyamuk bakar sampai 6%-9% dengan temperatur 80⁰C - 85⁰C.
iv. Departemen Finishing a) Bagian Wrapping
Di bagian ini, anti nyamuk yang sudah jadi dikemas dalam sebuah kotak kecil yang sudah diberikan merk produk.
b) Bagian Packaging
Anti nyamuk bakar yang sudah dibungkus, dikemas secara manual ke dalam kotak-kotak kemasan yang disebut folding box. Kemudian dimuat ke dalam master box dan akhirnya dikirim ke bagian penyimpanan
c. Sarana dan Peralatan
Sarana dan peralatan yang dibutuhkan untuk proses pengolahan obat nyamuk bakar antara lain:
i. Pelataran Obat Nyamuk Bakar
ii. Mixer Onggok
Mesin ini digunakan untuk memasak tepung onggok. Kapasitas mesin 1200 kg. Penggerak mesin ini adalah elektromotor dengan arus380V.
iii. MixerTepung
Mesin ini digunakan untuk mengadukseluruh bahan baku dan tambahan. Kapasitas mesin 1 Ton. Penggerak mesin ini adalah elektromotor dengan arus 380 V.
iv. Mixer Kimia
Mesin ini digunakan untuk mengaduk seluruh bahan kimia. Kapasitas mesin 3000 Liter. Mesin ini mempunyai arus 380 V. v. Mesin Crusher
Mesin ini berfungsi untuk menghancurkan adonan untuk dapat masuk ke conveyor. Kapasitas mesin 500 kg. Mesin ini mempunyai arus 380 V.
vi. Mesin Extruder
Mesin ini berfungsi untuk membentuk adonan menjadi lembaran atau lempengan. Kapasitas mesin ini 2 Ton. Mesin ini mempunyai arus 380 V.
vii. Mesin Coil Master
viii. Mesin Oven
Mesin ini berfungsi memanaskan Double Coil Anti Nyamuk bakar untuk menurunkan kadar air. Kapasitas mesin ini 20 Rak.
ix. Mesin Wrapping
Mesin ini berfungsi mengemas Double Coil anti nyamuk bakar (DC) dengan plastik film. Kapasitas mesin ini 180 bungkus / menit. Mesin ini mempunyai arus 220 V.
5.2.3.1.2. Alternatif 2
Pada alternatif 2 dilakukan pengolahan limbah onggok menjadi pelletikan. Untuk pembuatan pellet ikan tersebut perlu mempertimbangkan aspek-aspek antara lain:
1. Aspek Pasar
Sumatera Utara memiliki peternakan yang cukup luas tidak terkecuali ternak ikan, Tercatat sudah sekitar 197 budidaya ikan yang mendapat sertifikat untuk menjamin layak atau tidaknya ikan itu dikonsumsi.Didapat juga data bahwa pada tahun 2012 didapat produksi perikanan budidaya sebanyak 144.000 ton. Oleh karena ituaspek pasar untuk penjualan pellet ikan sangat bisa dimaksimalkan.
2. Aspek Teknik
a. Lokasi
Lokasi pengolahan pellet ikan dilakukan didekat lingkungan pabrik yang bertujuan untuk memudahkan pengaliran limbah tepung. Lahan yang diperlukan untuk pengolahan pellet ikandiasumsikan seluas 2.000 m2. b. Proses Pengolahan Limbah Tepung
Proses pengolahan limbah tepung menjadi pakan ikan adalah sebagai berikut:
i. Penimbangan Bahan
Bahan baku ditimbang sesuai dengan komposisi yaitu tepung onggok, tepung ikan dan dedek halus. Kemudian bahan tersebut dimasukkan ke dalam suatu wadah.
ii. Pengadukan
Tahap selanjutnya adalah pengadukan bahan secara merata dengan bantuan air untu melarutkan.
iii. Pemotongan
Setelah adonan siap maka adonan siap dipotong dengan dimasukkan ke dalam mesin extruder sehingga akan menghasilkan pellet apung yang lembab
iv. Pengeringan
c. Sarana dan Peralatan
Sarana dan peralatan yang dibutuhkan untuk proses pengolahan pellet ikan antara lain:
i. Pelataran Pellet Ikan
Pakan ikanakan dibuat pelataran dengan luas2000 m2. Dengan panjang 200 meter dan lebar 10 meter.
ii. Mesin Extruder
Mesin ini berfungsi untuk membentuk adonan menjadi lembaran atau lempengan. Kapasitas mesin ini 2 Ton/jam. Mesin ini mempunyai arus 380 V.
iii.Mixer
Mesin ini digunakan untuk mengaduk bahan-bahan baku menjadi rata. iv.Timbangan
Timbangan digunakan menimbang bahan baku secara merata sehingga hasil olahan pellet apung akan optimal.
v. Ayakan 10 dan 16 mesh
Ayakan ini berfungsi untuk proses pengahalusan suatu bahan padatan, yang sebelumnya dihaluskan memiliki ukuran yang lebih besar. Ayakan 10 mesh maksudnya adalah terdapat 10 lubang pada bidang jaring.
vi.Mesin Oven
5.2.3.2. Memilih Alternatif Solusi
5.2.3.2.1. Kondisi Sekarang
Kondisi sekarang digunakan untuk melakukan pembandingan perhitungan produktivitas dengan usulan alternatif penyelesaian masalah yang direncanakan sesuai dengan pendekatan green productivity. Rata-rata input dan output perusahaan selama Agustus 2015- Juli 2016 dapat dilihat pada Tabel 5.11.
Tabel 5.11. Rata- Rata Input dan Output PT. Florindo Makmur
Output (Rp)
Penjualan Tepung Tapioka 14.195.205.000
Input (Rp)
Input Material 1.593.920.133
Input Tenaga Kerja 409.678.822
Input Energi 93.170.968
Input Maintanance 322.444.069
Scrap(Onggok + limbah cair) 6994,15 ( Ton )
Perhitungan Green Productivity Ratio untuk bahan baku, material, tenaga kerja, energi, dan maintenance dilakukan dengan menggunakan rumus berikut ini:
GPRmaterial =�������������������
GPRtenaga kerja =����� ������������ �����
GPRenergi =�����������������
GPRmaintanance =����� �����������������
GPRscrap = �����
Tabel 5.12. Hasil Perhitungan Green Productivity Ratio (GPR) PT. Florindo
Makmur
Input (GPR)
Input Material 8,90
Input Tenaga Kerja 34,64
Input Energi 152,35
Input Maintanance 44,02
Scrap(Onggok + limbah cair) 14,57
5.2.3.2.2. Alternatif 1
Langkah – langkah yang perlu dilakukan pada alternatif 1 adalah: 1. Data biaya investasi awal
Rincian investasi awal terdiri dari pengadaan lahan Obat Nyamuk Bakar dan keperluan mesin, peralatan dapat dilihat pada Tabel 5.13.
Pengadaan lahan Obat Nyamuk Bakar = Luas areal x Harga satuan = 9.000 m2 x Rp.200.000/m = Rp. 1.800.000.000
Pada Tabel 5.13 akan diuraikan rincian untuk mesin dan peralatan.
Tabel 5.13. Rincian Biaya Investasi Awal Obat Nyamuk Bakar
Uraian Unit Biaya (Rp) Biaya Total (Rp)
Lahan 9.000 m2 200.000 / m 1.800.000.000
Mixer Onggok ( Kap : 1200 kg) 9 6.500.000 58.500.000 Mixer Tepung ( Kap :1 Ton ) 9 17.500.000 157.500.000 Mixer Kimia ( Kap : 3000 L) 3 13.500.000 40.500.000 Mesin Crusher( Kap : 500 kg) 10 22.000.000 220.000.000
Mesin Extruder( Kap :2 Ton) 4 85.000.000 340.000.000 Mesin Coil Master (Kap : 250
Ton/Hour ) 1 13.231.000 13.231.000
Mesin Oven ( Kap : 20 Rak ) 5 17.500.000 87.500.000
Mesin Wrapping 5 6.950.000 34.750.000
Trolley 2 1.650.000 3.300.000
Hand Pallet 1 4.507.000 4.507.000
Tabel 5.13. Rincian Biaya Investasi Awal Obat Nyamuk Bakar(Lanjutan )
Uraian Unit Biaya (Rp) Biaya Total (Rp)
Generator Listrik ( 350 KVA ) 1 693.000.000 693.000.000
BoilerDiesel 1 119.079.000 119.079.000
Sub Total 3.741.867.000
2. Biaya Operasional dan Maintanance
Rincian biaya operasional dan maitanance dapat dilihat pada Tabel 5.14.
Tabel 5.14. Biaya Operasional
Uraian Biaya (Rp.)
Gaji 46 karyawan/bulan @ Rp 2.271.000
104.466.000 Lain-lain (solar, oli,listrik dll)
Listrik 240 KVA x Rp 1187/ kWh
40.000.000 Biaya perawatan 10% x
1.941.867.000
194.186.700 Biaya Material(batok kelapa +
serbuk kayu)
Rp 20.982000 + Rp 17.485000
Rp 38.467.000
Total 377.119.700
3. Proyeksi Pemasukan
Biaya pemasukan dari proyek obat nyamuk bakar ini antara lain:
bakar maka didapat sekitar 466.266 pack. Maka jumlah pendapatan dapat dihitung dengan persamaan:
Pendapatan = harga jual (Rp) x Jumlah Obat nyamuk Bakar (unit /bulan)
= Rp 600 /unit x 2.331.333 (unit/bulan) = Rp. 1.398.800.000 / bulan
4. Perhitungan Green Productivity Ratio untuk alternatif 1.
Perhitungan Green Productivity Ratio untuk material, tenaga kerja, energi, dan maintanance dilakukan dengan mengetahui terlebih dahulu jumlah setiap faktor pada alternatif 1, yaitu:
a) Output
Apabila alternatif 1 diterapkan, diprediksikan akan mempengaruhi jumlah output perusahaan.
Output = Rata-rata output total Agustus 2015 - Juli 2016 + pendapatan Obat Nyamuk Bakar
= Rp. 14.195.205.000+ Rp 1.398.800.000 = Rp. 15.594.005.000
b) Input material
Input material = Nilai rata-rata biaya material Agustus 2015- Juli 2016 + Biaya Bahan Baku Obat Nyamuk Bakar ( batok kelapa + serbuk kayu)
= Rp. 1.593.920.133 + 20.982.000 ( dalam 3497 ton ) +17.485.000
= Rp. 1. 593. 920. 133 + 38.467.000 = Rp. 1.632.387.133
c) Input Tenaga Kerja
Jika alternatif 1 diterapkan, diprediksikan akan mempengaruhi total input tenaga kerja.
Input tenaga kerja = Nilai rata-rata biaya tenaga kerja Agustus 2015- Juli 2016 + 46 orang @Rp. 2.271.000
= Rp. 409.678.822 + 104.466.000 = Rp. 514.144.822
d) Input Energi
Jika alternatif 1 diterapkan, diprediksikan akan mempengaruhi jumlah total input energi.
Input energy= nilai rata-rata biaya energi Agustus 2015- Juli 2016 + biaya solar, oli dll
e) Input Maintanance
Jika alternatif 1 diterapkan, diprediksikan akan mempengaruhi jumlah total input maintenance.
Input maintenance = nilai rata-rata biaya maintenanceAgustus 2015- Juli 2016 + Biaya perawatan pada alternatif 1
= Rp 322.444.069 + Rp.194.186.700 = Rp.516.630.769
F) Scrap
Scrapadalah rata-rata jumlah onggok dan limbah cair yang diperoleh dari pengolahan tepung. Pada alternatif 1, limbah onggok dan limbah cair juga diproses untuk pengairan obat nyamukdiolah sebagai bahan baku obat nyamuk bakar sebanyak 50% dari 6994 Ton yaitu 3497 Ton. Maka Scrap tersisa sebanyak 3497 ton.
5.2.3.2.3. Alternatif 2
Untuk alternatif 2 adalah pengolahan limbah padat onggok menjadi pellet ikan.
1. Biaya investasi awal
Tabel 5.15. Rincian Biaya Investasi
Rincian Biaya Kuantitas Harga Satuan
(Rp)
Biaya (Rp.)
Pengadaan lahan 2.000 m2 200.000 / m 400.000.000 Mesin Extruder( Kap : 2 Ton ) 5 85.000.000 425.000.000 Mixer Tepung ( Kap : 1 Ton ) 10 17.500.000 175.000.000
Timbangan ( 150 kg ) 5 5.500.000 27.500.000
Ayakan 10 dan 16 Mesh 2 264.620.000 529.240.000 Generator Listrik ( 350 KVA ) 1 693.000.000 693.000.000
Trolley 4 1.650.000 6.600.000
Mesin Oven ( Kap : 20 Rak ) 10 17.500.000 175.000.000
Jumlah Rp 2.431.340.000
2. Biaya Operasional
Biaya operasional dapat dilihat pada Tabel 5.16.
Tabel 5.16. Rincian Biaya Operasional
Rincian Biaya Rp.
Biaya tenaga kerja 32 orang x Rp.2.271.000 /orang
72.672.000 Biaya perawatan 10% x
Rp.2.031.340.000
203.134.000 Lain-lain ( listrik,Solar ,Oli dll ) 15.548.723 Biaya material(tepung ikan,dedak
halus dan tepung jagung) Rp 13.988.000+Rp 15.736.500 +
RP 15.736.500
Rp 45.461.000
Jumlah 336.815.723
3. Proyeksi Pemasukan
Pemasukan dari proyek pembuatan pellet ikan adalah:
sebesar 3.497.000 kg. Sementara 1 kg pellet ikan membutuhkan 10 kgonggok maka didapat jumlah pellet ikan yang didapat dalam sebulan sebesar 349.700 kg pellet ikan. Maka jumlah pendapatan dapat dihitung dengan persamaan:
Pendapatan = harga jual x Jumlah pellet ikan = 7.300 / kg x 349.700 kg = Rp. 2.552.810.000 / bulan
4. Perhitungan Green Productivity Ratio Untuk Alternatif 2
Perhitungan Green Productivity Ratio untuk material, tenaga kerja, energi, dan maintanance dilakukan dengan mengetahui terlebih dahulu jumlah setiap faktor pada alternatif 2, yaitu:
a) Output
Apabila alternatif 2 diterapkan, diprediksikan akan mempengaruhi jumlah output perusahaan.
Output = rata-rata output total Agustus 2015- Juli 2016 + pendapatan Penjualan pellet ikan
= Rp. 14.195.205.000+ Rp.2.552.810.000 = Rp. 16.748.015.000
b) Input material
Input material =Rata-rata biayamaterialAgustus 2015- Juli 2016 + Bahan Baku Pellet ikan ( Tepung ikan + Dedak Halus + Tepung jagung )
= Rp. 1.593.920.133 + ( Rp. 13.988.000 + Rp 15.736.500 + Rp 15.736.500 dalam 3497 ton )
= Rp. 1.593.920.133 + Rp 45.461.000 = Rp 1.639.381.133
c) Input Tenaga Kerja
Jika alternatif 2 diterapkan, diprediksikan akan mempengaruhi total input tenaga kerja.
Input tenaga kerja = Nilai rata-rata biaya tenaga kerja Agustus 2015- Juli 2016 + 32 orang @Rp. 2.271.000
= Rp. 409.678.822 + 72.672.000 = Rp. 482.350.822
d) Input Energi
Jika alternatif 2 diterapkan, diprediksikan akan mempengaruhi jumlah total input energi.
Input energy= nilai rata-rata biaya energi Agustus 2015- Juli 2016 + biayaenergi ( Solar, oli dll)
e) Input Maintenance
Jika alternatif 2 diterapkan, diprediksikan akan mempengaruhi jumlah total input maintenance.
Input maintenance = nilai rata-rata biaya maintenance Agustus 2015- Juli 2016 + Biaya perawatan pada alternatif 2 = Rp.322.444.069 + Rp. 203.134.000
= Rp.525.578.069 f) Scrap
Scrapadalah rata-rata jumlah onggok dan limbah cair yang diperoleh dari pengolahan tepung. Pada alternatif 1, limbah onggok dan limbah cair juga diproses untuk pengairan obat nyamukdiolah sebagai bahan baku obat nyamuk bakar sebanyak 50% dari 6994 Ton yaitu 3497 Ton. Maka Scrap tersisa sebanyak 3497 ton.
Perhitungan biaya untuk masing-masing alternatif, kondisi sekarang, alternatif 1 dan 2 dapat dilihat pada Tabel 5.17.
Tabel 5.17. Perhitungan Biaya Untuk Masing-masing Alternatif
Faktor Kondisi Sekarang Alternatif 1 Alternatif 2
Output (Rp) (Rp) (Rp)
Penjualan 14.195.205.000 15.594.005.000 16.748.015.000 Input
Input Material 1.593.920.133 1.632.387.133 1.639.381.133 Input Tenaga Kerja 409.678.822 514.144.822 482.350.822
Input Energi 93.170.968 133.170.968 108.719.691 InputMaintenance 322.444.069 516.630.769 525.578.069
Scrap (Ton) (Ton) (Ton)
Scrap (Onggok + limbah cair)
Untuk perhitungan Green Productivity Ratio (GPR) caranya sama dengan perhitungan kondisi sekarang. Untuk menghitung Green Productivity Index (GPI) digunakan dengan menggunakan rumus berikut:
GPIalternatif = ��������������������� x GPIdasar
Dalam perhitungan GPI untuk material, tenaga kerja, energi nilai diatas 1 menunjukkan perbaikan, sedangkan untuk GPImaintenance sebaliknya dan scrap nilai dibawah0 menunjukkan adanya penurunan dampak lingkungan yang terjadi. Melalui perhitungan GPI untuk maintenance tidak terjadi peningkatan indeks dibanding dengan sebelumnya. Hasil perhitungan Green Productivity Ratio (GPR) dan Green Productivity index (GPI) untuk masing masing alternatif dapat dilihat pada Tabel 5.18.
Tabel 5.18. Hasil Perhitungan GPR dan GPI Masing-masing Alternatif
Green Productivity Indicators KS GPR KS GPI Alt.1 GPR Alt.1 GPI Alt.2
GPR Alt.2 GPI
Input Material 8,90 1 9,55 1,07 10,21 1,14
Input Tenaga Kerja 34,64 1 30,32 0,87 34,72 1,002 Input Energi 152,35 1 117,09 0,76 154,04 1,01 Input maintanance 44,02 1 30,18 0,68 31,86 0,72 Scrap(onggok + limbah cair) 14,57 1 0,33 0,02 0,25 0,01
Dari hasil perhitungan alternatif yang terpilih adalah alternatif 2, terlihat dari nilai GPI material, tenaga kerja, energi mendapat nilai yang lebih tinggi dari alternatif 1. Sedangan hanya GPI Maintenance yang tidak mendapat nilai 1
ratio merupakan alat yang dipakai untuk membuat keputusan publik dengan mempertimbangkan kesejahteraan masyarakat.
Analisa benefit cost ratio diestimasikan hingga periode 5 tahun mendatang dan tingkat suku bunga 6%. Hasil perhitungan indeks benefit-cost ratio setiap alternatif yang diusulkan adalah sebagai berikut;
a. Alternatif 1
Pada alternatif 1 yang diusulkan yaitu obat nyamuk bakarbenefit dan costnya adalah:
Benefit = Pemasukan (P/A.%.n)
= (Penerimaan dan pengutipan obat nyamuk bakar) x (P/A.6%.5) = (Rp.1.398.800.000) x (4,212)
= Rp.5.891.745.600
Cost = Investasi awal + Biaya operasional (P/A,i%,n) = (Rp.1.941.867.000 + Rp.377.119.700)(4,212) = Rp.3.530.295.176
Indeks BCR Alternatif 1 = ������� ����
= ��.5.891.745.606 ��.3.530.295.176 = 1,66
b. Alternatif 2
Benefit = Pemasukan(P/A,i%,n)
= (Biaya pemasukan dari pellet ikan) x (P/A,6%,5) =( Rp.2.552.810.000 ) x (4,212)
= Rp.10.752.435.720
Cost = Investasi awal + Biaya operasional (P/A,i%,n) = Rp.2.431.340.000 + Rp.336.815.723(4,212) = Rp.2.431.340.000 + Rp.1.418.667.825 = Rp.3.850.007.825
Indeks BCR Alternatif 2 = ������� ����
= Rp.10.752.435.720
Rp.3.850.007.825 = 2,79
Berdasarkan hasil perhitungan indeks BCR, terlihat bahwa alternatif 1 memiliki indeks BCR sebesar 1,66 dan alternatif 2 memiliki indeks BCR sebesar 2,79. Oleh karena itu, alternatif 2 dipilih menjadi alternatif solusi yaitu pengolahan pellet ikan.
5.2.4. Estimasi Alternatif Solusi
Estimasi alternatif solusi dilakukan untuk mengetahui tingkat produktivitas pada masing-masing alternatif. Rumus perhitungan estimasi produktivitas adalah:
Tabel 5.19. Perhitungan Peningkatan Produktivitas
Faktor Kondisi Sekarang Alternatif 1 Alternatif 2
Penjualan Output 14.195.205.000 15.594.005.000 16.748.015.000 Input Material 1.593.920.133 1.632.387.133 1.639.381.133 Input Tenaga Kerja 409.678.822 514.144.822 482.350.822 Input Energi 93.170.968 133.170.968 108.719.691 Input maintenance 322.444.069 516.630.769 525.578.069
Produktivitas
Total 5,86 5,57 6,07
BAB VI
ANALISA PEMECAHAN MASALAH
6.1. Analisa Identifikasi Masalah.
Identifkasi masalah dilakukan dengan mencari informasi dari limbah pengolahan tepung tapioka dan menemukan solusi pengolahan limbah dengan menggunakan diagram iskhawa dan material balance.
Berdasarkan informasi yang diperoleh dari pengolahan tepung tapioka terdapat limbah yang dapat mencemari lingkungan sekitar. Berdasarkan permasalah tersebut dibuat identifikasi masalah dengan menggunakan diagram ishikawa. Untuk melihat lebih jelas faktor penyebab dampak limbah yang dihasilkan dapat dilihat pada Gambar 6.1.
Lingkungan
kerja Metode kerja Bahan Baku
Manusia Peralatan
Tidak Adanya Planning mengolah limbah
onggok
Onggok kur