PERANCANGAN ULANG TATALETAK FASILITAS PRODUKSI
DENGAN ALGORITMA BLOCPLAN DAN ALGORITMA CRAFT
DI CV. ABC HARDWARE INDUSTRY
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
ROY ARISTA A. TARIGAN
070403053
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
PERANCANGAN ULANG TATALETAK FASILITAS PRODUKSI
DENGAN ALGORITMA BLOCPLAN DAN ALGORITMA CRAFT
DI CV. ABC HARDWARE INDUSTRY
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
ROY ARISTA A. TARIGAN
070403053
Disetujui Oleh :
Dosen Pembimbing I
(Ir. Danci Sukatendel)
Dosen Pembimbing II
(Ir. Ukurta Tarigan, MT)
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa atas
Rahmat dan Karunia-Nya penulis dapat menyelesaikan Tugas Sarjana ini pada
waktu yang telah ditentukan.
Tugas Sarjana ini merupakan salah satu persyaratan dalam penyelesaian
studi dan memperoleh gelar sarjana teknik pada Program Reguler Teknik Industri,
Fakultas Teknik, Universitas Sumatera Utara. Dalam hal ini, penulis meneliti di
fasilitas produksi pada CV. ABC Hardware Industry yang bergerak di bidang
produksi material elektrik untuk pembangkitan dan distribusi daya listrik. Tugas
Sarjana ini berjudul “Perancangan Ulang Tataletak Fasilitas Produksi dengan
Algoritma BLOCPLAN dan CRAFT di CV. ABC Hardware Industry”.
Akhirnya dengan keterbatasan yang ada penulis menyadari bahwa
penyusunan Tugas Sarjana ini belum sempurna sehingga memerlukan perbaikan
dan penyesuaian lebih lanjut. Untuk itu penulis mengharapkan kritik dan saran
yang sifatnya membangun dari para dosen dan teman-teman mahasiswa.
Penulis berharap tulisan ini dapat memberi manfaat bagi dunia pendidikan
umumnya dan bagi perusahaan khususnya.
UNIVERSITAS SUMATERA UTARA, MEDAN PENULIS.
UCAPAN TERIMA KASIH
Dalam penyusunan Tugas Sarjana ini, penulis berusaha sebaik mungkin
sesuai dengan kemampuan, waktu dan fasilitas yang ada. Penulis yang
mendapatkan banyak bimbingam dan dorongan dari berbagai pihak. Maka dari itu
dalam kesempatan ini penulis mengucapkan terima kasih yang sebesar-besarnya
kepada :
1. Ibu Ir. Khawarita Siregar, MT, selaku Ketua Departemen Teknik Industri,
Fakultas Teknik, Universitas Sumatera Utara yang telah memberikan izin
terhadap penulis untuk menyusun Tugas Sarjana.
2. Bapak Ir. Danci Sukatendel, selaku dosen pembimbing I yang telah
meluangkan waktunya untuk bimbingan dan arahan yang diberikan kepada
penulis untuk menyelesaikan Tugas Sarjana.
3. Bapak Ir. Ukurta Tarigan, MT, selaku dosen pembimbing II yang telah
meluangkan waktunya untuk bimbingan dan arahan yang diberikan kepada
penulis untuk menyelesaikan Tugas Sarjana.
4. Bapak Ir. Mangara M. Tambunan, M.Sc, selaku dosen pembanding I yang
telah meluangkan waktunya memeriksa dan memberikan saran perbaikan
terhadap laporan Tugas Sarjana penulis.
5. Bapak Ir. Tanib S. Tjolia, M.Eng, selaku dosen pembanding II yang telah
meluangkan waktunya memeriksa dan memberikan saran perbaikan terhadap
6. Ibu Ir. Anizar, M.Kes, selaku dosen pembanding III yang telah meluangkan
waktunya memeriksa dan memberikan saran perbaikan terhadap laporan
Tugas Sarjana penulis.
7. Bapak Pendy Tan, selaku Direktur di PT. CV. ABC Hardware Industry yang
telah memberikan izin bagi penulis dalam melaksanakan penelitian di
perusahaan tersebut.
8. Bapak Kepang, selaku pegawai di lantai produksi CV. ABC Hardware
Industry yang telah banyak meluangkan waktu untuk membantu penulis
memperoleh data yang diperlukan.
9. Saudara Randy Bangun, selaku rekan mahasiswa yang membantu penulis
dalam pengumpulan data yang diperlukan.
10. Rekan – rekan asisten Laboratorium Tataletak Pabrik dan Pemindahan Bahan
(Maywanto, Mega, M. Andri, Isnan, Meity, Dian, Aini , Tanti, Yos, Marulak,
Fatimah, dan Marito) yang membantu penulis dalam pengerjaan pengolahan
data dan mengkoreksi kesalahan dalam penulisan laporan.
DAFTAR ISI
BAB HALAMAN
HALAMAN JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI ... vii
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xiv
DAFTAR LAMPIRAN ... xviii
ABSTRAK ... xix
I PENDAHULUAN ... I-1
1.1. Latar Belakang ... I-1
1.2. Rumusan Masalah ... I-3
1.3. Tujuan dan Manfaat Penelitian ... I-4
1.4. Pembatasan Masalah dan Asumsi ... I-5
1.5. Sistematika Penulisan Tugas Akhir ... I-6
II GAMBARAN UMUM PERUSAHAAN ... II-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.2. Ruang Lingkup Bidang Usaha... II-2
2.3. Organisasi dan Manajemen ... II-2
2.3.1. Struktur Organisasi Perusahaan ... II-3
2.3.2. Uraian Tugas dan Tanggung Jawab ... II-4
2.3.3. Jumlah Tenaga Kerja dan Jam Kerja ... II-9
2.3.4. Sistem Pengupahan dan Fasilitas Tenaga Kerja ... II-10
2.4. Proses Produksi... II-12
2.4.1. Bahan yang Digunakan ... II-12
2.4.2. Uraian Proses Produksi ... II-13
2.4.3. Mesin dan Peralatan... II-19
2.4.4. Utilitas ... II-24
III TINJAUAN PUSTAKA ... III-1
3.1. Pengertian Tataletak Pabrik... III-1
3.2. Tujuan Tataletak Pabrik ... III-2
3.3. Prinsip Dasar dalam Tataletak Pabrik ... III-4
3.4. Jenis Persoalan Tataletak Pabrik ... III-6
3.5. Tipe Tataletak dan Dasar - Dasar Pemilihannya ... III-8
3.6. Persoalan Pemindahan Bahan dan Pengaruhnya ... III-12
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.6.2. Tujuan Utama Kegiatan Pemindahan Bahan ... III-13
3.6.3. Minimisasi Material Handling ... III-15
3.7. Teknik-teknik Analisis Aliran Bahan ... III-15
3.7.1. Teknik Analisis Kuantitatif ... III-16
3.7.2. Teknik Analisis Kualitatif ... III-19
3.8. Computer Aided Layout ... III-20
3.8.1. Metode Pembentukan ... III-23
3.8.2. Metode Perbaikan ... III-25
3.8.3. Metode Hibrid ... III-27
3.8.4. Metode Graph Theoritic ... III-28
3.9. Algoritma BLOCPLAN ... III-28
3.10. Algoritma CRAFT ... III-35
3.11. Kemiripan dan Perbedaan Algoritma BLOCPLAN
dan CRAFT ... III-39
3.12. Ukuran Jarak ... III-40
IV METODOLOGI PENELITIAN ... IV-1
4.1. Jenis Penelitian ... IV-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
4.3. Kerangka Teoritis Penelitian ... IV-1
4.3.1. Definisi Variabel Operasional ... IV-2
4.4. Metode Pengumpulan Data ... IV-3
4.5. Metode Pengolahan Data ... IV-5
4.6. Metode Analisis ... IV-9
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1. Pengumpulan Data ... V-1
5.1.1. Data Primer ... V-1
5.1.2. `Data Sekunder ... V-6
5.2. Pengolahan Data ... V-6
5.2.1. Penentuan Titik Koordinat Block Layout
Departemen Produksi ... V-7
5.2.2. Penentuan Jarak Antar Stasiun Kerja ... V-10
5.2.3. Penentuan Frekuensi Perpindahan Bahan
Antar Stasiun Kerja ... V-10
5.2.4. Perhitungan Total Momen Perpindahan Pada
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.5. Pembentukan Activity Relationship Chart (ARC) .. V-18
5.2.6. Algoritma CRAFT dengan Quant System 3.0 ... V-18
5.2.7. Algoritma BLOCPLAN dengan Software
BLOCPLAN 90 ... V-34
VI ANALISA PEMECAHAN MASALAH ... VI-1
6.1. Analisis ... VI-1
6.1.1. Analisis Kondisi Awal Pada Lantai Produksi ... VI-1
6.1.2. Analisis Hasil Rancangan ... VI-2
6.2. Pemilihan Layout Terbaik ... VI-4
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-2
DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
2.1. Tenaga Kerja pada CV. ABC Hardware Industry ... II-9
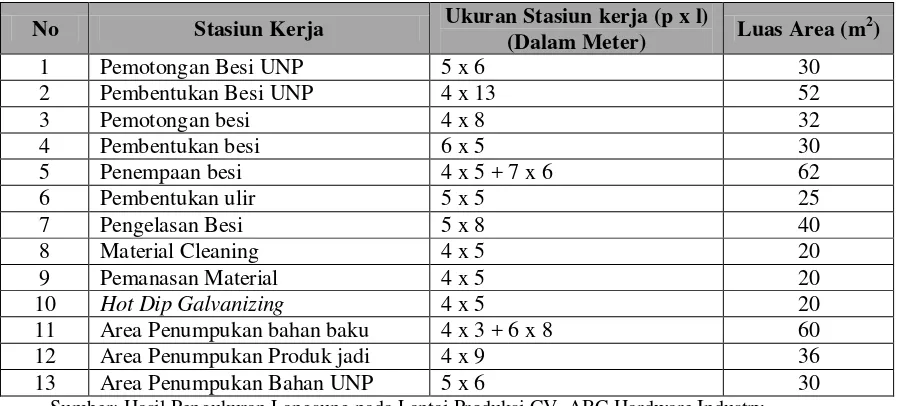
5.1. Data Stasiun dan Ukurannya ... V-2
5.2 Stasiun Kerja dan Pengkodean Pada Lantai Produksi
CV. ABC Hardware Industry ... V-5
5.3. Urutan Proses ... V-5
5.4. Volume Produksi pada Tahun 2011 ... V-6
5.6. Nilai Koordinat Tiap Stasiun Kerja ... V-8
5.7. Jarak Antar Stasiun Kerja (dij
5.8. Frekuensi Perpindahan Bahan Antar Stasiun per Tahun untuk
) (meter) ... V-10
Pembuatan Produk Cross Arm Steel UNP ... V-11
5.9. Frekuensi Perpindahan Bahan Antar Stasiun per Tahun untuk
Pembuatan Produk Brace Steel Plate ... V-12
5.10. Frekuensi Perpindahan Bahan Antar Stasiun per Tahun untuk
Pembuatan Produk Bolt Machine ... V-13
5.11. Frekuensi Perpindahan Bahan Antar Stasiun per Tahun untuk
Pembuatan Produk Eyebolt ... V-14
5.12. Frekuensi Perpindahan Bahan Antar Stasiun per Tahun untuk
Pembuatan Produk Brace Side Arm ... V-16
5.13. Total Frekuensi Perpindahan Bahan Antar Stasiun per Tahun ... V-16
DAFTAR TABEL (lanjutan)
TABEL HALAMAN
5.15. Kriteria Derajat Kedekatan berdasarkan
Frekuensi Perpindahan ... V-18
5.16. Nilai Koordinat Tiap Stasiun Kerja pada Tataletak Usulan
dengan Algoritma CRAFT ... V-33
5.17. Jarak Antar Stasiun Kerja pada Tataletak Usulan
dengan Algoritma CRAFT (dij) (meter) ... V-34
5.18. Jarak Antar Stasiun Kerja pada Tataletak Usulan
dengan Algoritma BLOCPLAN (dij) (meter)... V-40
6.1. Perhitungan Total Momen Perpindahan Algoritma CRAFT ... VI-3
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur organisasi CV. ABC Hardware Industry ... II-4
3.1. Product Layout ... III-10
3.2. Process Layout ... III-11
3.3. Fix Position Layout ... III-11
3.4. Group Technology Layout... III-12
3.5. From To Chart ... III-19
3.6. Contoh ARC ... III-21
3.7. Input Sumber Data ... III-31
3.8. Input Data Jumlah Departemen ... III-31
3.9. Input Data Nama Departemen dan Luas Area ... III-32
3.10. Input Nilai Hubungan Masing-masing Aktivitas ... III-32
3.11.Score Masing-masing Departemen ... III-33
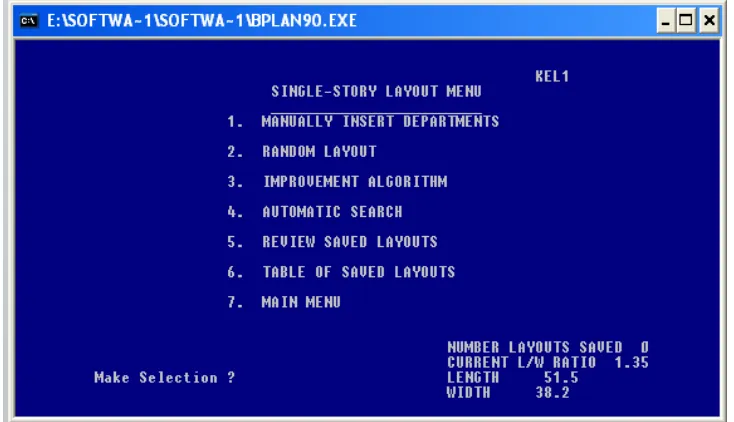
3.12.Memilih Single-Story Layout Menu ... III-33
3.13. Memilih Random Layout pada Pilihan Menu ... III-34
3.14. Layout yang Sudah Tersusun... III-34
3.15. Tampilan Awal Quant System ... III-37
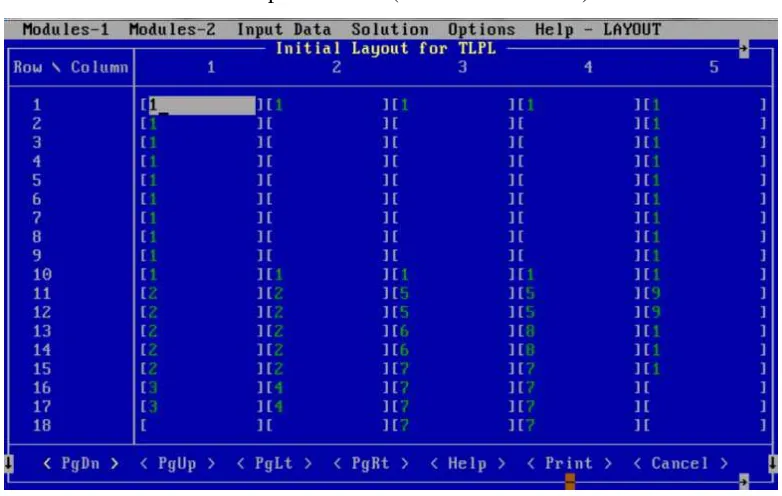
3.16. Input Data Problem Specification ... III-37
3.17. Input Data Nama Departemen ... III-37
3.18. Input Data Susunan Tataletak awal ... III-38
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
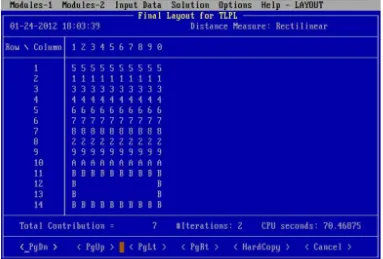
3.20. Solusi Final Layout dengan software QS ... III-39
4.1. Kerangka Teoritis Penelitian ... IV-2
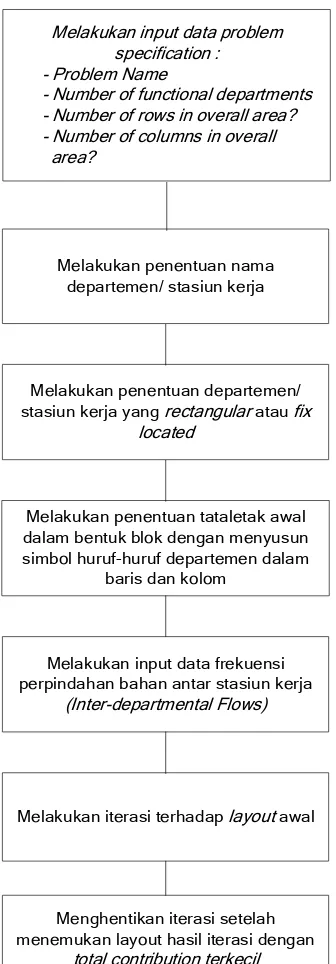
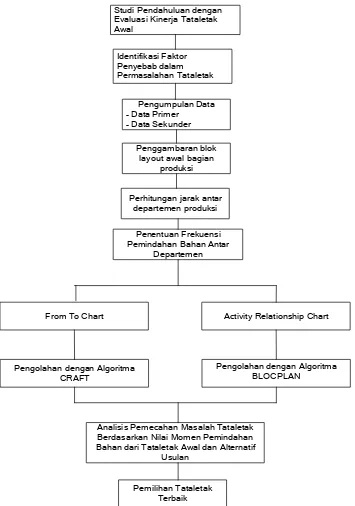
4.2. Blok Diagram Pengolahan Data Algoritma CRAFT ... IV-8
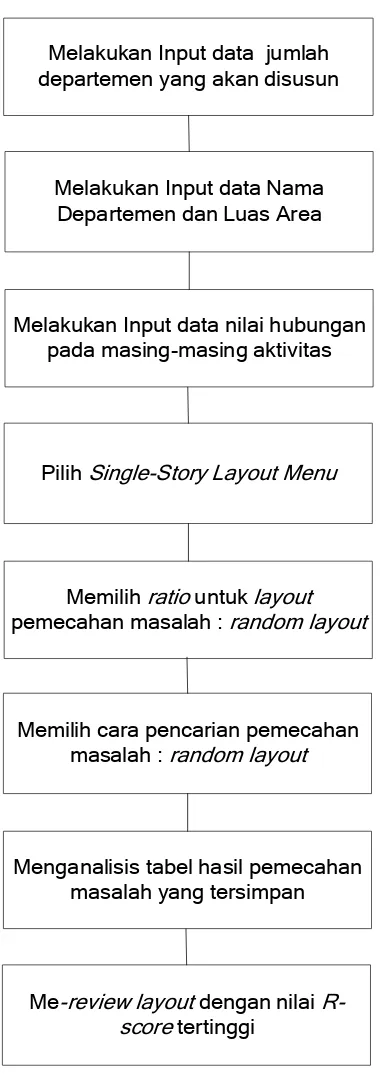
4.3. Blok Diagram Pengolahan Data Algoritma BLOCPLAN ... IV-10
4.4. Blok Diagram Langkah-langkah Penelitian ... IV-11
5.1. Block Diagram Produksi Pembuatan Produk Cross Arm Steel UNP,
Brace Steel Plate, Bolt Machine, Eyebolt, Brace Side Arm ... V-3
5.2. Block Layout Lantai Produksi Awal ... V-4
5.3. Koordinat (x,y) Tiap Lokasi Stasiun Kerja ... V-9
5.4. Activity Relationship Chart Antar Stasiun Kerja... V-19
5.5. Penentuan Spesifikasi Masalah ... V-20
5.6. Penentuan Departemen ... V-20
5.7. Layout Awal dengan software QS ... V-21
5.8. Input Data Frekuensi Aliran Bahan... V-22
5.9. Layout Hasil Iterasi 1 ... V-24
5.10. Layout Hasil Iterasi 2 ... V-25
5.11. Layout Hasil Iterasi 3 ... V-26
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
5.13. Layout Hasil Iterasi 5 ... V-28
5.14. Layout Hasil Iterasi 6 ... V-29
5.15. Layout Hasil Iterasi 7 ... V-30
5.16. Tataletak Usulan dengan Algoritma CRAFT ... V-31
5.17. Spesifikasi Departemen dengan Software BLOCPLAN 90 ... V-35
5.18. Derajat Hubungan Kedekatan Antar Stasiun Kerja dengan
Software BLOCPLAN 90 ... V-36
5.19. Skor Untuk Masing- masing Stasiun Kerja dengan
Software BLOCPLAN 90 ... V-37
5.20. Hasil Iterasi dengan Cara Random Layout pada
Software BLOCPLAN 90 ... V-37
5.21. Layout Terpilih dengan Menggunakan Software BLOCPLAN 90 ... V-38
5.22. Titik Pusat Koordinat dan Ukuran Setiap Stasiun Kerja
Layout Iterasi 19 ... V-39
5.23.Tataletak Usulan dengan Algoritma BLOCPLAN ... V-39
DAFTAR LAMPIRAN
LAMPIRAN
HALAM
AN
L.1. Flow Process Chart Cross Arm Steel UNP ... L-1
L.2. Flow Process Chart Brace Steel Plate ... L-2
L.3. Flow Process Chart Bolt Machine ... L-3
L.4. Flow Process Chart Eyebolt ... L-4
L.5. Flow Process Chart Brace Side Arm ... L-5
1. Surat Permohonan Tugas Akhir ... L-6
2. Formulir Penetapan Tugas Sarjana ... L-7
3. Surat Penjajakan ... L-8
4. Surat Balasan ... L-9
5. SK Tugas Akhir ... L-10
ABSTRAK
CV. ABC Hardware Industry merupakan suatu perusahaan manufaktur di bidang perakitan peralatan elektrik untuk pembangkitan dan distribusi daya listrik. Tipe produksi perusahaan mengikuti aliran flowshop dimana pekerjaan dilakukan dengan urutan yang tetap dan untuk jenis produk yang berbeda bisa melewati jenis mesin yang sama. Jenis produk yang dihasilkan oleh perusahaan ini adalah material untuk sambungan rumah, jaringan tegangan rendah dan jaringan tegangan menengah. Permasalahan yang dihadapi pada lantai produksi untuk jaringan tegangan menengah di CV. ABC Hardware Industry adalah adanya ditemukan stasiun kerja – stasiun kerja yang memiliki urutan aliran bahan yang berhubungan erat ditempatkan berjauhan, misalnya material yang sudah selesai melalui proses hot dip galvanis semuanya akan diangkut ke area penumpukan produk jadi yang juga berada di lantai produksi, namun posisi kedua aktivitas tersebut dibuat berjauhan sehingga momen perpindahannya juga tinggi. Adapun tujuan penelitian ini adalah untuk memperoleh rancangan tataletak fasilitas produksi yang lebih baik dari sebelumnya di CV. ABC Hardware Industry, yang memberikan momen pemindahan bahan yang kecil sehingga aliran bahan menjadi lebih baik dari sebelumnya. Metode yang digunakan untuk mencari alternatif layout baru adalah algoritma BLOCPLAN (Block Layout Overview with Computerized Planning Using Logic and Algorithms) dan CRAFT (Computerized Relative Allocation of Facilities Technique). Pada penelitian dengan menggunakan Algoritma BLOCPLAN akan dipertimbangkan pertukaran lokasi departemen berdasarkan hubungan keterkaitan antar stasiun kerja sedangkan pada penelitian dengan algoritma CRAFT akan dipertimbangkan pertukaran lokasi departemen berdasarkan frekuensi perpindahan antar stasiun kerja. Layout
usulan dengan menggunakan algoritma BLOCPLAN memiliki momen perpindahan sebesar 634.174,9 meter perpindahan/tahun sedangkan layout usulan dengan menggunakan algoritma CRAFT memiliki momen perpindahan sebesar 467.364,2 meter perpindahan/tahun. Kedua layout
usulan memberikan nilai momen perpindahan yang lebih kecil dibandingkan layout awal dari CV. ABC Hardware Industry (731.932,4 meter perpindahan/tahun). Hal ini menunjukkan layout usulan memberikan momen perpindahan bahan yang lebih pendek dibandingkan layout awal. Dari kedua
layout usulan tersebut, layout dengan algoritma BLOCPLAN memberikan efisiensi material handling sebesar 13,36 % dan layout dengan algoritma CRAFT memberikan efisiensi material handling yang lebih besar lagi yaitu sebesar 36,15 %. Oleh karena itu layout dengan algoritma CRAFT digunakan sebagai layout usulan. Dengan perbaikan ini momen perpindahan bahan yang dilakukan di lantai produksi akan semakin kecil.
ABSTRAK
CV. ABC Hardware Industry merupakan suatu perusahaan manufaktur di bidang perakitan peralatan elektrik untuk pembangkitan dan distribusi daya listrik. Tipe produksi perusahaan mengikuti aliran flowshop dimana pekerjaan dilakukan dengan urutan yang tetap dan untuk jenis produk yang berbeda bisa melewati jenis mesin yang sama. Jenis produk yang dihasilkan oleh perusahaan ini adalah material untuk sambungan rumah, jaringan tegangan rendah dan jaringan tegangan menengah. Permasalahan yang dihadapi pada lantai produksi untuk jaringan tegangan menengah di CV. ABC Hardware Industry adalah adanya ditemukan stasiun kerja – stasiun kerja yang memiliki urutan aliran bahan yang berhubungan erat ditempatkan berjauhan, misalnya material yang sudah selesai melalui proses hot dip galvanis semuanya akan diangkut ke area penumpukan produk jadi yang juga berada di lantai produksi, namun posisi kedua aktivitas tersebut dibuat berjauhan sehingga momen perpindahannya juga tinggi. Adapun tujuan penelitian ini adalah untuk memperoleh rancangan tataletak fasilitas produksi yang lebih baik dari sebelumnya di CV. ABC Hardware Industry, yang memberikan momen pemindahan bahan yang kecil sehingga aliran bahan menjadi lebih baik dari sebelumnya. Metode yang digunakan untuk mencari alternatif layout baru adalah algoritma BLOCPLAN (Block Layout Overview with Computerized Planning Using Logic and Algorithms) dan CRAFT (Computerized Relative Allocation of Facilities Technique). Pada penelitian dengan menggunakan Algoritma BLOCPLAN akan dipertimbangkan pertukaran lokasi departemen berdasarkan hubungan keterkaitan antar stasiun kerja sedangkan pada penelitian dengan algoritma CRAFT akan dipertimbangkan pertukaran lokasi departemen berdasarkan frekuensi perpindahan antar stasiun kerja. Layout
usulan dengan menggunakan algoritma BLOCPLAN memiliki momen perpindahan sebesar 634.174,9 meter perpindahan/tahun sedangkan layout usulan dengan menggunakan algoritma CRAFT memiliki momen perpindahan sebesar 467.364,2 meter perpindahan/tahun. Kedua layout
usulan memberikan nilai momen perpindahan yang lebih kecil dibandingkan layout awal dari CV. ABC Hardware Industry (731.932,4 meter perpindahan/tahun). Hal ini menunjukkan layout usulan memberikan momen perpindahan bahan yang lebih pendek dibandingkan layout awal. Dari kedua
layout usulan tersebut, layout dengan algoritma BLOCPLAN memberikan efisiensi material handling sebesar 13,36 % dan layout dengan algoritma CRAFT memberikan efisiensi material handling yang lebih besar lagi yaitu sebesar 36,15 %. Oleh karena itu layout dengan algoritma CRAFT digunakan sebagai layout usulan. Dengan perbaikan ini momen perpindahan bahan yang dilakukan di lantai produksi akan semakin kecil.
BAB I
PENDAHULUAN
1.1. Latar Belakang
Salah satu faktor yang mempengaruhi kinerja dari suatu perusahaan adalah
pengaturan tataletak fasilitas produksi. Pengaturan tataletak fasilitas produksi
meliputi pengaturan mesin-mesin, bahan-bahan, dan semua peralatan yang
digunakan dalam setiap stasiun kerja di lantai produksi. Hal utama yang perlu
diperhatikan dalam merancang suatu tataletak fasilitas produksi adalah mengenai
sistem pemindahan bahan. Sistem pemindahan bahan yang efektif dan efisien
akan memberikan urutan stasiun kerja yang teratur dan jarak pemindahan bahan
yang dekat dalam proses produksi sehingga momen perpindahan yang diperoleh
juga kecil.
CV. ABC Hardware Industry merupakan suatu perusahaan manufaktur di bidang perakitan peralatan elektrik untuk pembangkitan dan distribusi daya listrik.
Tipe produksi perusahaan mengikuti aliran flowshop dimana pekerjaan dilakukan dengan urutan yang tetap dan untuk jenis produk yang berbeda bisa melewati jenis
mesin yang sama.
Jenis produk yang dihasilkan oleh perusahaan ini adalah material untuk
sambungan rumah, jaringan tegangan rendah dan jaringan tegangan menengah.
Pada lantai produksi pembuatan material untuk jaringan tegangan menengah,
banyak ditemukan stasiun kerja yang memiliki urutan aliran bahan yang
melalui proses hot dip galvanis, semuanya akan diangkut ke area penumpukan produk jadi, namun posisi kedua stasiun kerja tersebut ditempatkan berjauhan
sehingga momen perpindahannya juga tinggi.
Dengan kondisi lantai produksi dengan jarak pemindahan bahan yang jauh
maka jumlah pemindahan bahan yang dapat dilakukan dalam suatu periode waktu
akan lebih sedikit dibandingkan dengan lantai produksi dengan jarak pemindahan
yang lebih dekat.
Melihat kondisi tersebut, perlu dilakukan evaluasi terhadap layout lantai produksi dengan menghitung momen perpindahan yang terjadi di lantai produksi,
dan dicari dua alternatif layout baru yang memiliki momen perpindahan yang lebih kecil. Kedua alternatif layout tersebut akan diperoleh dengan cara mencari solusi tataletak pada lantai produksi dengan menggunakan algoritma BLOCPLAN
dan algoritma CRAFT.
Penerapan perancangan tataletak pabrik menggunakan algoritma
BLOCPLAN pernah dilakukan di PT. Nagasakti Furnindo Semarang.
PT..Nagasakti Furnindo adalah sebuah perusahaan manufaktur yang bergerak di
bidang furniture dan memproduksi mebel indoor maupun outdoor. Penelitian ini bertujuan untuk merancang tataletak pabrik yang dapat memanfaatkan area
dengan baik dan menghasilkan aliran kerja yang lancar. Perancangan tataletak
pabrik ini dilakukan pada departemen produksi. Perancangan dilakukan dengan
menggunakan algoritma BLOCPLAN yang membutuhkan peta keterkaitan
mempunyai layout score. Layout departemen produksi yang diperoleh menghasilkan layout score 0,89 yang berarti nilai kedekatan antar departemen terpenuhi dengan baik.
Penerapan perancangan tataletak pabrik menggunakan algoritma CRAFT
pernah dilakukan di PT. Prima Indah Saniton. PT. Prima Indah Saniton
merupakan jenis perusahaan manufaktur yang bergerak di bidang pembuatan
Sanitary Ware. Dalam upaya meningkatkan efisiensi dan efektifitas dari tataletak bagian produksi, maka dilakukan penyusunan ulang terhadap tataletak yang telah
ada dengan mempertimbangkan besarnya momen perpindahan bahan. Tataletak
awal lantai produksi perusahaan memberikan momen perpindahan sebesar
728.908 meter perpindahan per tahun ditinjau dari jarak antar stasiun kerja. Dari
Algoritma CRAFT diperoleh rancagan tataletak dengan momen perpindahan per
tahun sebesar 478.591 meter perpindahan.
1.2.Rumusan Masalah
Berdasarkan latar belakang permasalahan di atas, maka pokok
permasalahan yang menjadi fokus penelitian ini adalah tataletak pada lantai
produksi yang ada saat ini di perusahaan memiliki masalah susunan tataletak yang
belum sesuai urutan proses dan masih ada stasiun kerja yang perlu berdekatan
memiliki jarak yang jauh sehingga dinilai perlu dilakukan penataan kembali
terhadap tataletak fasilitas produksi. Perlu dirancang suatu tataletak dengan jarak
1.3.Tujuan dan Manfaat Penelitian
Tujuan umum penelitian ini adalah untuk memperoleh rancangan tataletak
fasilitas produksi yang lebih baik dari sebelumnya di CV. ABC Hardware
Industry, yang memberikan jarak yang dekat terhadap stasiun kerja yang
berhubungan dan susunan stasiun kerja yang sesuai dengan urutan proses
pengerjaan produk sehingga diperoleh momen perpindahan yang lebih kecil
dibandingkan layout awal.
Tujuan khusus dari penelitian ini adalah :
1. Membandingkan perpindahan total yang diperoleh pada layout awal dengan
layout yang diperoleh dengan menggunakan algoritma BLOCPLAN dan dengan algoritma CRAFT.
2. Menghitung efisiensi material handling yang diperoleh dari alternatif layout
yang dihasilkan dengan menggunakan algoritma BLOCPLAN dan algoritma
CRAFT.
3. Merancang layout usulan berdasarkan alternatif terbaik yang diperoleh dari perbandingan efisiensi masing-masing alternatif.
Manfaat yang diharapkan dapat diperoleh dari penelitian ini adalah:
a. Bagi Peneliti
Meningkatkan keterampilan dalam menerapkan teori dan metode ilmiah yang
diperoleh di bangku kuliah untuk memecahkan masalah yang ada di
perusahaan serta menambah pengalaman dalam memahami dunia kerja
b. Bagi Perusahaan
Sebagai masukan bagi pihak perusahaan bilamana akan dilakukan perbaikan
tataletak bagian produksi untuk memecahkan masalah biaya pemindahan
bahan.
c. Bagi Departemen Teknik Industri USU
Mempererat kerjasama antara perusahaan dengan Departemen Teknik Industri
USU dan untuk menambah referensi perpustakaan.
1.4.Pembatasan Masalah dan Asumsi
Adapun batasan dalam penelitian ini adalah :
1. Perancangan ulang hanya dilakukan pada lantai produksi pembuatan material
untuk jaringan tegangan menengah di CV. ABC Hardware Industry.
2. Analisis dan evaluasi difokuskan pada aliran bahan dalam kaitannya dengan
menentukan momen perpindahan pada lantai produksi.
3. Metode yang digunakan untuk melalukan perancangan ulang layout adalah Algoritma BLOCPLAN dan Algoritma CRAFT.
4. Penelitian tidak membahas biaya akibat perubahan tataletak seperti yang
direncanakan.
Adapun yang menjadi asumsi dalam penelitian yang dilakukan adalah :
1. Tidak terjadi perubahan proses produksi dan penambahan produk baru selama
penelitian berlangsung.
2. Selama penelitian berlangsung, tidak ada penambahan ataupun pengurangan
3. Frekuensi perpindahan bahan sebelum dan sesudah perbaikan tetap sama.
4. Volume produksi ke depan sama dengan volume produksi sekarang.
5. Biaya perpindahan setiap komponen per jarak dianggap sama.
1.5. Sistematika Penulisan Tugas Akhir
Sistematika yang digunakan dalam penulisan tugas akhir ini adalah
sebagai berikut :
BAB I : PENDAHULUAN, dalam bab ini dikemukakan mengenai latar
belakang masalah, rumusan masalah, tujuan penelitian, manfaat
penelitian, batasan dan asumsi yang digunakan, dan sistematika
penulisan Tugas Akhir.
BAB II : GAMBARAN UMUM PERUSAHAAN, bab ini memuat berbagai
atribut dari perusahaan yang menjadi objek studi seperti sejarah
perusahaan, struktur organisasi dan manajemen perusahaan, jenis
produk dan uraian mengenai bahan baku, bahan tambahan dan bahan
penolong, proses produksi serta mesin dan peralatan yang digunakan
dalam menunjang proses produksi.
BAB III : TINJAUAN PUSTAKA, bab ini diuraikan mengenai
tinjauan-tinjauan kepustakaan yang berisi tentang teori-teori dan
pemikiran-pemikiran yang digunakan sebagai landasan dalam pembahasan
menguatkan metode yang digunakan dalam memecahkan persoalan
tataletak yang ada di perusahaan tersebut.
BAB IV : METODOLOGI PENELITIAN, bab ini berisi metodologi yang
digunakan untuk mencapai tujuan penelitian meliputi tahapan-tahapan
penelitian dan penjelasan tiap tahapan secara ringkas disertai diagram
alirnya.
BAB V : PENGUMPULAN DAN PENGOLAHAN DATA, bab ini
menjelaskan tentang jenis-jenis data, baik data primer maupun data
sekunder yang dikumpulkan, lokasi data dan metode pengumpulan
data. Setelah data dikumpulkan maka dilakukan pengolahan untuk
mendapatkan alternatif layout dari kedua metode yang telah ditentukan.
BAB VI : ANALISIS PEMECAHAN MASALAH, bab ini menjelaskan
analisis terhadap kondisi awal pada lantai produksi perusahaan
tersebut dan analisis terhadap kedua alternatif layout yang diperoleh pada pengolahan. Setelah dianalisis dipilih layout yang terbaik yang akan menjadi layout usulan untuk perusahaan tersebut.
BAB VII : KESIMPULAN DAN SARAN, bagian kesimpulan berisikan
kesimpulan yang diperoleh setelah melakukan pengumpulan dan
pengolahan serta pemecahan masalah dengan menggunakan algoritma
BLOCPLAN dan CRAFT dalam merancang ulang tataletak lantai
produksi. Bagian saran berisikan tentang usulan mengenai berbagai
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
CV. ABC Hardware Industry merupakan suatu perusahaan di bidang perakitan
peralatan elektrik untuk pembangkitan dan distribusi daya listrik. Perusahaan ini
berdiri berdasarkan akte notaris Kusmulyanto Ongko dengan akte No. 19 tanggal
10 Februari 1987, di Medan. Perusahaan ini sudah memenuhi standar LMK dan
SPM dari Perusahaan Listrik Negara (PLN).
Perusahaan ini didirikan oleh bapak Asnawi, bapak Gimin Suyono, bapak Andy
Tan dan ibu Atik. Dan berdasarkan akte notaris Linda Herawati, SH dengan No.
59 tanggal 5 April 1993 perusahaan ini diteruskan dan dijalankan oleh bapak
Pendy Tan dan Bapak Andy Tan. Bapak Pendy Tan kemudian menjabat sebagai
Direktur perusahaan tersebut sedangkan bapak Andy Tan menjadi komisaris.
Kantor perusahaan ini berlokasi di Jalan Sunggal Km. 6,5 No. 150-152, Medan
sedangkan Pabrikasinya berlokasi di Jalan Tanjung Balai No. 2A Dusun III Desa
Paya Geli, Sunggal.
Perusahaan ini menghasilkan produk-produknya sesuai dengan permintaan dari
2.2. Ruang Lingkup Bidang Usaha
CV. ABC Hardware Industry merupakan perusahaan yang bergerak di bidang
perakitan peralatan elektrik untuk pembangkitan yang memproduksi berbagai
jenis material untuk sambungan rumah, jaringan tegangan rendah dan jaringan
tegangan menengah.
Adapun produk-produk untuk jaringan tegangan menengah yang diproduksi CV.
ABC Hardware Industry adalah :
1. Cross Arm Steel UNP
2. Brace Steel Plate
3. Bolt Machine
4. Eyebolt
5. Brace Side Arm
Produk-produk yang dihasilkan oleh Perusahaan ini didistribusikan ke
perusahaan-perusahaan dan pembangkit listrik yang ada di Aceh, Sumatera Utara,
Riau, Sumatera Barat dan Kep. Riau.
2.3. Organisasi dan Manajemen
Pada bagian ini akan membahas mengenai struktur organisasi yang
digunakan oleh CV. ABC Hardware Industry, dan juga tugas dan tanggung jawab
2.3.1. Struktur Organisasi Perusahaan
Dalam melaksanakan kegiatannya, CV. ABC Hardware Industry menggunakan
struktur organisasi yang masih sederhana namun batas-batas tugas, wewenang dan
tanggung jawab dari setiap personil dalam lingkup organisasi dapat terlihat
dengan jelas. Dengan demikian diharapkan adanya suatu kejelasan arah dan
koordinasi untuk mencapai tujuan perusahaan dan masing-masing pegawai
mengetahui dengan jelas dari mana perintah itu datang dan kepada siapa harus
mempertanggungjawabkan hasil pekerjaannya.
Struktur organisasi yang digunakan CV. ABC Hardware Industry adalah
struktur organisasi lini fungsional. Hubungan fungsional adalah hubungan kerja
horizontal dengan pembagian tugas dilakukan menurut fungsi-fungsi tugas yang
ada dalam suatu organisasi/divisi/sub divisi. Hubungan fungsional yang dijumpai
pada perusahaan ini, yaitu di bawah Direktur ada 4 bagian tugas yang diberikan
berdasarkan fungsinya (Kepala Produksi, Manajer Pemasaran, Manajer Keuangan,
dan Manajer Personalia).
Selain itu terdapat juga hubungan lini yang terlihat dari kepala produksi yang
membawahi kepala gudang, manajer pemasaran yang membawahi marketing,
manajer keuangan yang membawahi administrasi keuangan dan manajer
personalia yang membawahi administrasi tata usaha. Struktur organisasi CV.
Direktur
Kepala Produksi
Manager Keuangan Manager
Pemasaran
Manager Personalia
Kepala Gudang
Administrasi Keuangan
Marketing Administrasi
Tata Usaha
= hubungan lini
= hubungan fungsional
Gambar 2.1. Struktur organisasi CV. ABC Hardware Industry
2.3.2. Uraian Tugas dan Tanggung Jawab
Pembagian tugas dan tanggung jawab dari masing-masing jabatan pada CV. ABC
Hardware Industry adalah sebagai berikut:
1. Direktur
Adapun tugas dari Presiden Direktur adalah sebagai berikut :
a. Mengambil keputusan yang berhubungan dengan kegiatan operasional
perusahaan.
b. Merencanakan, mengorganisir, mengarahkan, serta mengawasi seluruh
kegiatan perusahaan sekaligus berwenang dalam hal pengambilan
keputusan.
Adapun tanggung jawab dari Presiden Direktur adalah sebagai berikut :
a. Bertanggung jawab atas semua operasional perusahaan serta kontinuitas
kegiatan perusahaan.
b. Bertindak sebagai Top Management
c. Melaksanakan rapat tinjauan manajemen
2. Kepala Produksi
a. Mendapatkan informasi atas desain transformator yang akan diproduksi.
b. Menentukan/memutuskan proses selanjutnya di bagian produksi.
Adapun tanggung jawab dari Kepala Produksi adalah sebagai berikut:
a. Bertanggung jawab atas seluruh aktivitas proses produksi transformator.
b. Bertanggung jawab terhadap pemeliharaan mesin dan peralatan produksi.
c. Mengawasi serta mengarahkan jalannya proses produksi.
d. Pembinaan sumber daya manusia dijajarannya.
3. Manajer Pemasaran
Adapun tugas dari Manajer Pemasaran adalah sebagai berikut :
a. Merencanakan, menyiapkan serta melaksanakan strategi-strategi
pemasaran yang diperlukan untuk meningkatkan penjualan produk.
b. Merencanakan, serta melaksanakan kiat-kiat pemasaran yang efektif dan
efisien guna mencapai target penjualan yang telah ditentukan.
c. Menerima laporan dari kepala bagian pemasaran atas seluruh aktivitas
pemasaran yang telah dilaksanakan.
Adapun tanggung jawab dari Manajer Pemasaran adalah sebagai berikut :
a. Bertanggung jawab atas seluruh kegiatan pemasaran perusahaan.
b. Bertanggung jawab atas peningkatan kuantitas penjualan melalui strategi-
strategi pemasaran.
4. Manajer Keuangan
Adapun tugas dari Manajer Keuangan adalah sebagai berikut :
a. Mengawasi, serta merencanakan pengeluaran keuangan perusahaan.
kelangsungan operasional perusahaan.
c. Mengawasi, mengarahkan serta mengorganisir setiap kebutuhan
operasional terhadap pembelian barang/bahan untuk kegiatan perusahaan.
d. Mengawasi serta mengorganisir semua kegiatan yang berhubungan
dengan sistem administrasi di dalam perusahaan.
e. Mengidentifikasi kebutuhan sehubungan dengan peningkatan sumber
daya manusia di dalam perusahaan.
f. Menerima laporan mengenai keuangan serta administrasi perusahaan dari
marketing yang bersangkutan.
Adapun tanggung jawab dari Direktur Keuangan/ADM adalah sebagai
berikut:
a. Bertanggung jawab atas semua aktivitas keuangan perusahaan termasuk
juga kegiatan yang berhubungan dengan pembelian barang/bahan guna
operasional perusahaan.
b. Bertanggung jawab atas seluruh kegiatan administrasi guna menunjang
kontinuitas operasional perusahaan.
c. Berganggung jawab atas kegiatan yang berhubungan dengan sumber
daya manusia dalam perusahaan.
5. Manajer Personalia
Adapun tugas dari Manajer Personalia adalah untuk menilai serta memberi
masukan kepada pimpinan atas kinerja masing-masing personil.
Adapun tanggung jawab dari Kepala Personalia adalah sebagai berikut:
b. Mengidentifikasi kebutuhan pelatihan untuk meningkatkan kemampuan,
pengetahuan serta wawasan personil perusahaan.
6. Kepala Gudang
Adapun tugas dari Kepala Gudang adalah sebagai berikut :
a. Mengajukan surat permohonan untuk kebutuhan bahan/barang yang
diperlukan dalam rangka proses produksi.
b. Membuat surat jalan/surat lainnya yang diperlukan untuk proses
pengeluaran barang atau material dari pabrik.
c. Mendapat informasi mengenai SPK yang dikeluarkan.
d. Melakukan kontrol atas bahan/komponen yang dipakai bagian produksi.
Adapun tanggung jawab dari Kepala Gudang adalah sebagai berikut:
a. Penyimpanan semua bahan baku yang siap dikirim beserta
memelihara dokumen-dokumen yang berkaitan.
b. Melakukan kontrol atas jadwal pengeluaran produk serta bahan
yang diperlukan dalam rangka proses produksi.
c. Mengeluarkan tanda penerimaan barang beserta statusnya.
d. Menentukan tempat penyimpanan setiap bahan baku yang diproduksi.
f. Pembinaan sumber daya manusia dijajarannya.
7. Marketing
Adapun tugas dari marketing adalah merencanakan, mengelola, melaksanakan serta menyiapkan strategi-strategi yang diperlukan untuk
melaksanakan kebijakan-kebijakan yang diperlukan untuk kegiatan pelayanan
pelanggan.
Adapun tanggung jawab dari Kepala Pemasaran adalah sebagai berikut:
a. Bertanggung jawab langsung kepada manajer pemasaran sehubungan
dengan pekerjaan pada bagian pemasaran.
b. Meningkatkan pelayanan kepada pelanggan melalui kebijakan serta
strategi pemasaran.
c. Meningkatkan kuantitas penjualan melalui strategi pemasaran.
8. Administrasi Keuangan
Adapun tugas dari Administrasi Keuangan adalah mengelola setiap kegiatan
yang berhubungan dengan keuangan perusahaan.
Adapun tanggung jawab dari Administrasi Keuangan adalah sebagai berikut:
a. Bertanggung jawab langsung kepada Manajer keuangan sehubungan
dengan setiap kegiatan finansial perusahaan.
b. Melaporkan serta membuat pembukuan atas semua kegiatan keuangan.
c. Pembinaan sumber daya manusia di jajarannya.
9. Administrasi Tata Usaha
Adapun tugas dari Administrasi Tata Usaha adalah sebagai berikut:
a. Mencatat biaya yang dikeluarkan perusahaan untuk keperluan
pembayaran gaji karyawan.
b. Menyusun laporan pembayaran gaji bulanan, maupun tahunan untuk di
pertanggungjawabkan ke manajer personalia.
Adapun tanggung jawab dari Administrasi Keuangan adalah sebagai berikut:
a. Bertanggung jawab atas dokumen-dokumen pengeluaran dana untuk
keperluan kepegawaian yang disimpan dalam perusahaan.
2.3.3. Jumlah Tenaga Kerja dan Jam Kerja
Pada bagian ini diuraikan mengenai jumlah tenaga kerja yang ada di
perusahaan tersebut berikut dengan jam kerja dari tenaga kerja tersebut.
2.3.3.1. Tenaga Kerja
Jumlah tenaga kerja CV. ABC Hardware Industry adalah sebanyak 45
orang yaitu mulai dari direktur, manajer, staf/administrasi, dan buruh/ karyawan
dengan latar belakang pendidikan yang bervariasi. Secara rinci disajikan dalam
Tabel 2.1.
Tabel 2.1. Tenaga Kerja pada CV. ABC Hardware Industry
No. Jabatan Jumlah (Orang)
1 Direktur 1
2 Kepala Produksi 1
3 Manajer Pemasaran 1
4 Manajer Keuangan 1
5 Manajer Personalia 1
6 Kepala Gudang 1
7 Marketing 1
8 Administrasi Keuangan 1
10 Administrasi Tata Usaha 1
11 Buruh/ Karyawan 67
TOTAL 45
2.3.3.2. Jam Kerja
Karyawan kantor dan karyawan produksi di CV ABC Hardware Industry
memiliki hari kerja dan jam kerja yang sama. CV. ABC Hardware Industry
beroperasi setiap hari Senin s/d Jumat terdiri dari 7 jam kerja dan 1 jam istirahat
setiap hari. Karyawan mulai bekerja pukul 08.00 WIB s/d 16.00 WIB dengan
waktu istirahat selama 1 jam dimulai dari pukul 12.00 WIB s/d 13.00 WIB.
2.3.4. Sistem Pengupahan dan Fasilitas Tenaga Kerja
Pada bagian ini berisi mengenai sistem pengupahan yang diberlakukan
untuk para tenaga kerja di perusahaan tersebut. Selain itu bagian ini juga bercerita
mengenai insentif dan fasilitas yang diperoleh oleh tenaga kerja di perusahaan
tersebut.
2.3.4.1. Sistem Pengupahan
Upah adalah suatu imbalan dari apa yang telah diberikan dan diterima oleh
seseorang di dalam hubungan kerja yang berupa uang, melalui perjanjian kerja.
Prestasi ini biasanya dinyatakan sebagai kinerja maupun produktivitas.
Sistem pengupahan di perusahaan ini adalah sebagai berikut :
1. Karyawan Harian
Perusahaan ini hanya menggunakan karyawan tetap yang berarti perusahaan tidak
pernah menggunakan karyawan tidak tetap walaupun pada saat terjadi
peningkatan permintaan. Pembayaran gaji pokok untuk karyawan harian
2. Karyawan Bulanan
Pembayaran gaji pokok untuk karyawan bulanan dilakukan setiap bulan dengan
jumlah yang berbeda-beda sesuai dengan posisi masing-masing pekerja di
perusahaan.
2.3.4.2. Insentif dan Fasilitas Tenaga Kerja
Adapun insentif dan fasilitas yang diberikan kepada pekerja CV. ABC
Hardware Industry adalah :
1. Tunjangan Hari Raya (THR)
Tunjangan Hari Raya (THR) yang diberikan berupa tambahan satu bulan gaji bagi
karyawan yang mempunyai masa kerja lebih dari satu tahun.
2. Tunjangan selama sakit
Tunjangan selama sakit diberikan apabila karyawan dalam perawatan karena sakit
dan tidak dapat bekerja yang dapat dinyatakan dengan surat keterangan dokter.
Namun tunjangan ini diperuntukkan bagi karyawan yang telah bekerja lebih dari 2
(dua) tahun.
3. Tunjangan insentif
Tunjangan insentif diberikan kepada karyawan apabila mempunyai prestasi yang
memuaskan dalam melakukan pekerjaannya. Tunjangan ini dilakukan dengan cara
menambahkannya ke dalam upahnya.
Pada bagian ini akan dijelaskan mengenai bahan yang digunakan, uraian
proses produksi, mesin dan peralatan, utilitas, serta safety and protection untuk pembuatan produk di perusahaan tersebut.
2.4.1. Bahan yang Digunakan
Bahan-bahan yang digunakan dalam proses produksi pada CV. ABC Hardware
Industry dapat dikelompokkan menjadi bahan baku dan bahan penolong.
Pengelompokkan bahan yang digunakan tersebut adalah sebagai berikut:
1. Bahan Baku
Bahan baku merupakan bahan utama dalam pembuatan produk. Bahan baku
memiliki persentase yang paling besar dibandingkan bahan lainnya. Bahan baku
untuk pembuatan produk untuk material jaringan menengah adalah besi baja.
Selain besi baja, bahan baku yang digunakan dalam proses pembuatan
material/produk dengan bahan baja di CV. ABC Hardware Industry adalah zinc. 2. Bahan Penolong
Bahan penolong adalah bahan yang digunakan dalam proses produksi yang
sifatnya hanya membantu atau mendukung kelangsungan produksi untuk
mendapatkan produk yang diiginkan. Bahan penolong merupakan bahan yang
secara tidak langsung mempengaruhi kualitas dan fungsi produk. Bahan penolong
2.4.2. Uraian Proses Produksi
CV. ABC Hardware Industry menghasilkan berbagai jenis produk untuk
material peralatan elektrik untuk pembangkitan dan distribusi daya listrik. Produk
berbahan baku besi di perusahaan ini adalah Cross Arm Steel UNP, Brace Steel Plate, Bolt Machine, Eyebolt, dan Brace Side Arm.
2.4.2.1. Uraian Proses Produksi Cross Arm Steel UNP (10 cm x 2 m)
1. Proses Pemotongan Besi UNP
Besi UNP berukuran 6 meter dipotong menjadi 3 potongan masing-masing
dengan panjang 2 meter dengan menggunakan punching machine tipe J23-60.
Proses ini dilakukan oleh dua orang operator yang membantu meletakkan plat besi
UNP ke masukan punching machine dan menerima plat besi UNP hasil pemotongan.
2. Proses Pembentukan Pola
Plat besi UNP yang sudah dipotong sesuai ukuran kemudian dilubangi sesuai
pola dengan menggunakan punching machine tipe J23-6,3. Proses ini dilakukan oleh seorang operator.
3. Proses Hot Dip Galvanis
Hot Dip Galvanizing adalah suatu metode coating atau pelapisan melalui prose
pencelupan kedalam cairan Zinc pada temperatur kurang lebih 450-470°C. Suatu
reaksi pelapisan paduan Zinc pada permukaan metal benda kerja. Dimana proses
pencelupan mempunyai tahapan-tahapan sebagaiberikut :
b. Water Rising : Proses menghilangkan atau membersihkan sisa dari caustic
soda degreasing
c. Acid Pickling : Prosesmenghilangkan karat
d. Water Rising : Proses menghilangkan atau membersihkan sisa asam dari proses
acid pickling
e. Prefluxing : Prosesmenjaga kesetabilanpermukaan
f. Dipping :Pencelupan pada Zincpanas
g. Quencing : Prosespendinginan
2.4.2.2. Uraian Proses Produksi Brace Steel Plate (80 cm x 3,5 cm)
1. Proses Pemotongan plat Besi
Plat besi berukuran panjang 6 meter dipotong-potong untuk menghasilkan
plat besi masing-masing sepanjang 80 cm dengan menggunakan punching machine tipe J23-25. Proses ini dilakukan oleh satu orang operator.
2. Proses Pembentukan Pola
Plat besi yang sudah dipotong sesuai ukuran kemudian dilubangi sesuai pola
dengan menggunakan punching machine tipe J23-16, pola yang dibuat berupa dua buah lingkaran berjari-jari 13 mm pada satu sisi ujungnya dan ellips di ujung yang
3. Proses Hot Dip Galvanis
Hot Dip Galvanizing adalahsuatu metode coating atau pelapisan melalui proses
pencelupan kedalam cairan Zinc pada temperatur kurang lebih 450-470°C. Suatu
reaksi pelapisan paduan Zinc pada permukaan metal benda kerja. Dimana proses
pencelupan mempunyai tahapan-tahapan sebagaiberikut :
a. Degreasing : Prosesmenghilangkan minyakatau material organik
b. Water Rising : Proses menghilangkan atau membersihkan sisa dari caustic
soda degreasing
c. Acid Pickling : Prosesmenghilangkan karat
d. Water Rising : Proses menghilangkan atau membersihkan sisa asam dari proses
acid pickling
e. Prefluxing : Prosesmenjaga kesetabilanpermukaan
f. Dipping :Pencelupan pada Zincpanas
g. Quencing : Prosespendinginan
2.4.2.3. Uraian Proses Produksi Bolt Machine
1. Proses Pemotongan Batang Besi Silindris
Batang besi silindris berukuran panjang 28 cm dipotong-potong untuk
menghasilkan batang besi silindris dengan panjang 10 cm dengan menggunakan
punching machine tipe J23-25. Proses ini dilakukan seorang operator. 2. Proses Pencetakan Ulir
3. Proses Hot Dip Galvanis
Hot Dip Galvanizing adalahsuatu metode coating atau pelapisan melalui proses
pencelupan kedalam cairan Zinc pada temperatur kurang lebih 450-470°C. Suatu
reaksi pelapisan paduan Zinc pada permukaan metal benda kerja. Dimana proses
pencelupan mempunyai tahapan-tahapan sebagaiberikut :
a. Degreasing : Prosesmenghilangkan minyakatau material organik
b. Water Rising : Proses menghilangkan atau membersihkan sisa dari caustic
soda degreasing
c. Acid Pickling : Prosesmenghilangkan karat
d. Water Rising : Proses menghilangkan atau membersihkan sisa asam dari proses
acid pickling
e. Prefluxing : Prosesmenjaga kesetabilanpermukaan
f. Dipping :Pencelupan pada Zincpanas
g. Quencing : Prosespendinginan
2.4.2.4. Uraian Proses Produksi Eyebolt
1. Proses Pemotongan Batang Besi Silindris
Batang besi silindris berukuran panjang 28 cm dipotong-potong untuk
menghasilkan batang besi silindris dengan panjang 10 cm dengan menggunakan
2. Proses Penempaan ujung besi
Salah satu ujung batang besi silindris yang sudah dipotong sesuai ukuran
kemudian ditempa dengan menggunakan punching machine tipe 40 atau J23-60 sehingga ujung tersebut berbentuk melingkar. Proses ini dilakukan oleh
seorang operator.
3. Proses Pencetakan Ulir
Setelah salah satu ujung batang besi berbentuk melingkar maka ujung yang
satunya lagi dibubut menggunakan Lathe Machine untuk menghasilkan bentuk ulir sepanjang 4 cm dari ujung batang besi.
4. Proses Hot Dip Galvanis
Hot Dip Galvanizing adalahsuatu metode coating atau pelapisan melalui proses
pencelupan kedalam cairan Zinc pada temperatur kurang lebih 450-470°C. Suatu
reaksi pelapisan paduan Zinc pada permukaan metal benda kerja. Dimana proses
pencelupan mempunyai tahapan-tahapan sebagaiberikut :
a. Degreasing : Prosesmenghilangkan minyakatau material organik
b. Water Rising : Proses menghilangkan atau membersihkan sisa dari caustic
soda degreasing
c. Acid Pickling : Prosesmenghilangkan karat
d. Water Rising : Proses menghilangkan atau membersihkan sisa asam dari proses
acid pickling
e. Prefluxing : Prosesmenjaga kesetabilanpermukaan
f. Dipping :Pencelupan pada Zincpanas
2.4.2.5. Uraian Proses Produksi Brace Side Arm
1. Proses Pemotongan Pipa Besi
Pipa besi panjang dipotong menjadi berukuran panjang 3 meter dengan
menggunakan punching machine tipe J23-25. Proses ini dilakukan oleh seorang operator.
2. Proses Pembentukan Pola
Kedua ujung pipa yang telah dipotong sesuai ukuran kemudian dilubangi
dengan menggunakan punching machine tipe J23-16. Proses ini dilakukan oleh seorang operator
3. Proses Penempaan Ujung Pipa
Kedua ujung pipa kemudian ditekan dengan menggunakan punching machine tipe J23-40 atau tipe J23-60 sehingga kedua ujungnya tertutup. Proses ini dilakukan oleh seorang operator.
4. Proses pengelasan Pipa dengan Besi Penyangga
Pipa yang sudah dibentuk kemudian dilas dengan menggunakan mesin las
bagian tengahnya dengan besi penyangga berbentuk v. Proses ini dilakukan oleh
seorang operator.
5. Proses Hot Dip Galvanis
Hot Dip Galvanizing adalah suatu metode coating atau pelapisan melalui prose
pencelupan kedalam cairan Zinc pada temperatur kurang lebih 450-470°C. Suatu
reaksi pelapisan paduan Zinc pada permukaan metal benda kerja. Dimana proses
pencelupan mempunyai tahapan-tahapan sebagaiberikut :
b. Water Rising : Proses menghilangkan atau membersihkan sisa dari caustic
soda degreasing
c. Acid Pickling : Prosesmenghilangkan karat
d. Water Rising : Proses menghilangkan atau membersihkan sisa asam dari proses
acid pickling
e. Prefluxing : Prosesmenjaga kesetabilanpermukaan
f. Dipping :Pencelupan pada Zincpanas
g. Quencing : Prosespendinginan
2.4.3. Mesin dan Peralatan
Pada bagian ini akan dijelaskan mengenai mesin-mesin dan peralatan yang
digunakan pada lantai produksi di perusahaan tersebut .
2.4.3.1. Mesin
Mesin produksi yang digunakan untuk mendukung pelaksanaan produksi
pada CV. ABC Hardware Industry adalah sebagai berikut :
1. Nama Mesin : Punching Machine
Merk : Electric Case
Tipe : J23-60
Tekanan Nominal : 160 kN
Power Press : 60 ton
Fasa : 3 fasa AC
Tegangan : 380 V
Negara Pembuat : China
Jumlah Mesin : 3 unit
2. Nama Mesin : Punching Machine
Tipe : J23-40
Tekanan Nominal : 100 kN
Power Press : 40 ton
Fasa : 3 fasa AC
Tegangan : 380 V
Kuat Arus : 10 A
Negara Pembuat : China
Jumlah Mesin : 2 unit
3. Nama Mesin : Punching Machine
Merk : Electric Case
Tipe : J23-16
Power Press : 16 ton
Tekanan Nominal : 100 kN
Fasa : 3 fasa AC
Tegangan : 380 V
Kuat Arus : 10 A
Negara Pembuat : China
Jumlah Mesin : 3 unit
4. Nama Mesin : Punching Machine
Tipe : J23-6,3
Power Press : 6,3 ton
Tekanan Nominal : 100 kN
Fasa : 3 fasa AC
Tegangan : 380 V
Kuat Arus : 10 A
Negara Pembuat : China
Jumlah Mesin : 8 unit
5. Nama Mesin : Mesin Bubut
Merk : SAN-YUEN
Tipe : GF 1700 HS
Diameter Swing : 700 mm
Open bad : 900 mm x panjang benda kerja 1000 mm
Panjang Open bad : 250 mm.
Lubang spindlle bor : 3 inchi
Fasa : 3 fasa AC
Tegangan : 380 V
Kuat Arus : 10 A
Negara Pembuat : Taiwan
Jumlah Mesin : 1 unit
6. Nama Mesin : Mesin Las
Merk : Supermig
Fuse : 15 A
Heater : AC 36 V
Tegangan : 380 V
Negara Pembuat : China
Jumlah Mesin : 4 unit
7. Nama Mesin : Oven
Temperatur Maksimum 400 0
Jumlah Mesin : 2 unit C
2.4.3.2. Peralatan (Equipment)
Peralatan yang digunakan untuk mendukung pelaksanaan produksi pada CV. ABC
Hardware Industry adalah sebagai berikut :
1. Kereta Sorong
Dipergunakan untuk mengangkut produk-produk berukuran kecil dari satu mesin
ke mesin lainnya.
2. Forklift
Fork Lift berfungsi untuk mengangkut bahan-bahan yang mempunyai volume besar dan berat seperti pada proses pembuatan Cross Arm Steel . Ada 2 unit
Forklift merk Toyota tipe FD 25 dengan kapasitas angkut 2,5 ton.
2.4.3.3. Safety and Fire Protection
lapangan (pabrik) dengan tujuan untuk mengurangi akibat dari kecelakaan dan
penyakit akibat kerja.
CV. ABC Hardware Industry dalam penerapan penggunaan perlengkapan
keamanan diri ini belum mempunyai peraturan khusus untuk kewajiban
penggunaan alat keamanan diri pada saat bekerja, sehingga masih banyak pekerja
yang tidak memakai alat keamanan diri pada saat sedang bekerja dengan alasan
ketidaknyamanan. Namun perusahaan tetap menyediakan berbagai alat pengaman
diri seperti :
a. Masker (respirator) berfungsi untuk melindungi saluran pernafasan saat bekerja di tempat dengan kualitas udara buruk seperti bau cat.
b. Sarung tangan sebagai pelindung jari atau tangan dari bahan yang sukar hilang
jika terkena tangan.
c. Sepatu kerja (Safety shoes) befungsi untuk mencegah kecelakaan fatal yang menimpa kaki karena tertimpa benda tajam atau berat pada lantai produksi.
Dalam hal fire protection, CV. ABC Hardware Industry telah menyediakan fire estinguisher yaitu tabung pemadam kebakaran pada lantai pabrik. Apabila terjadi kebakaran yang tidak mampu lagi ditangani sendiri oleh pihak perusahaan, maka
pihak perusahaan memanggil mobil pemadam kebakaran.
Secara keseluruahn, CV. ABC Hardware Industry belum terdapat penerapan dari
K3 (Keselamatan dan Kesehatan Kerja) namun hanya terdapat alat-alat pelindung
2.4.4. Utilitas
Utilitas merupakan fasilitas penunjang untuk kelancaran dalam melakukan proses
produksi pada lantai produksi. Adapun fasilitas penunjang yang digunakan pada
CV. ABC Hardware Industry adalah sebagai berikut :
a. Listrik
Tenaga listrik yang digunakan oleh CV. ABC Hardware Industry untuk
menjalankan seluruh sistem pada perusahaan sebagian besar dipasok oleh PT.
PLN (Persero). Untuk mengantisipasi pemadaman yang dilakukan oleh PLN,
maka CV. ABC Hardware Industry juga memiliki generatorset berjumlah 1 buah yang digunakan sebagai pembangkit listrik alternatif dengan tenaga diesel.
b. Air
Dalam hal penggunaan air, CV. ABC Hardware Industry menggunakan air bersih
yang berasal dari sumur bor.
c. Bahan Bakar Minyak (BBM)
Bahan bakar minyak (BBM) pada CV. ABC Hardware Industry digunakan untuk
operasional mesin. BBM yang digunakan berupa solar sebanyak 50 liter setiap
BAB III
LANDASAN TEORI
3.1. Pengertian Tataletak Pabrik1
Perencanaan tataletak fasilitas produksi merupakan suatu persoalan yang
penting, karena pabrik atau industri akan beroperasi dalam jangka waktu yang
lama, maka kesalahan di dalam analisis dan perencanaan layout akan menyebabkan kegiatan produksi berlangsung tidak efektif atau tidak efesien.
Perencanaan tataletak merupakan salah satu tahap perencanaan fasilitas yang Tataletak pabrik adalah perancangan susunan fisik suatu unsur kegiatan
yang berhubungan dengan industri manufaktur. Perencanaan tataletak mencakup
desain atau konfigurasi dari bagian-bagian, pusat kerja, dan peralatan yang
membentuk proses perubahan dari bahan mentah menjadi barang jadi.
Rekayasawan rancang fasilitas menganalisis, membentuk konsep, merancang dan
mewujudkan sistem bagi pembuatan barang atau jasa. Dengan kata lain,
merupakan pengaturan tempat sumber daya fisik yang digunakan untuk membuat
produk. Rancangan ini umumnya digambarkan sebagai rencana lantai yaitu suatu
susunan fasilitas fisik (perlengkapan, tanah, bangunan, dan sarana lain) untuk
mengoptimumkan hubungan antara petugas pelaksana, aliran bahan, aliran
informasi dan tata cara yang diperlukan untuk mencapai tujuan usaha secara
efesien ekonomis dan aman.
1
bertujuan untuk mengembangkan suatu sistem produksi yang efisien dan efektif
sehingga dapat tercapai suatu proses produksi dengan biaya yang paling
ekonomis. Studi mengenai pengaturan tataletak fasilitas selalu berkaitan dengan
minimisasi total cost. Yang termasuk dalam elemen-elemen cost yaitu
construction cost, installation cost, material handling cost, production cost, safety cost dan in-process storage cost. Di samping itu, perencanaan yang teliti dari
layout fasilitas akan memberikan kemudahan-kemudahan saat diperlukannya ekspansi pabrik atau kebutuhan supervisi.
3.2. Tujuan Tataletak Pabrik2
diproses ketika dipindahkan.
Tataletak berfungsi untuk menggambarkan sebuah susunan yang ekonomis
dari tempat-tempat kerja yang berkaitan, dimana barang-barang dapat diproduksi
secara ekonomis. Sehingga tujuan utama yang ingin dicapai dari suatu tataletak
pabrik adalah:
1. Memudahkan proses manufaktur
Tataletak harus dirancang sedemikian rupa termasuk susunan mesin-mesin,
perencanaan aliran, sehingga proses manufaktur dapat dilaksanakan dengan
cara yang efesien.
2. Meminimumkan pemindahan barang
Tataletak harus dirancang sedemikian rupa sehingga pemindahan barang
diturunkan sampai batas minimum, jika mungkin komponen dalam keadaan
2
3. Memelihara fleksibilitas susunan dan operasi
Dalam suatu pabrik ada keadaan dimana dibutuhkan perubahan kemampuan
produksi, dan hal ini harus direncanakan dari awal.
4. Memelihara perputaran barang setengah jadi yang tinggi
Keefesienan dapat tercapai bila bahan berjalan melalui proses operasi dalam
waktu yang sesingkat mungkin.
5. Menurunkan penanaman modal pada peralatan
Susunan mesin yang tepat dan susunan departemen yang tepat dapat
membantu menurunkan jumlah peralatan yang dibutuhkan.
6. Menghemat pemakaian ruang bangunan
Setiap meter persegi luas lantai dalam sebuah pabrik memakan biaya.
Sehingga tiap meter persegi tersebut harus digunakan sebaik-baiknya.
7. Meningkatkan kesangkilan tenaga kerja
Tataletak yang baik antara lain dapat mengurangi pemindahan bahan yang
dilakukan secara manual, meminimumkan jalan kaki.
8. Memberi kemudahan, keselamatan dan kenyamanan bagi pekerja dalam
melaksanakan pekerjaan.
Hal-hal seperti penerangan, kebisingan, pergantian udara, debu, kotoran, harus
menjadi perhatian perencana. Susunan mesin yang tepat juga dapat mencegah
3.3. Prinsip Dasar dalam Tataletak Pabrik3
a. Prinsip integrasi secara total
Prinsip dasar dari proses perencanaan tataletak pabrik yang selanjutnya
dapat dijelaskan sebagai berikut:
“That layout is best which integrates the men, material, machinery supporting activities, and any other considerations in way that result in the best compromise”.
Prinsip ini menyatakan bahwa tataletak pabrik adalah merupakan integrasi
secara total dari seluruh elemen produksi yang ada menjadi satu unit operasi
yang besar.
b. Prinsip jarak perpindahan bahan yang paling menimal
“ Other things being equal, tha layout is best permits the materials to move the minimum distance between operations”.
Hampir semua proses yang terjadi dalam suatu industri mancakup beberapa
gerakan perpindahan dari material, yang tidak bisa dihindari secara
keseluruhan. Dalam proses pemindahan bahan dari satu operasi ke operasi
lain, waktu dapat dihemat dengan cara mengurangi perpindahan jarak tersebut.
Hal ini dapat dilaksanakan dengan menerapkan operasi yang berikutnya
sedekat mungkin dengan operasi sebelumnya.
3
c. Prinsip aliran suatu proses kerja
“Other things being equal, than layout is best that arranges the work area for each operations or process in the same order or sequence that forms, treats, or assembles the materials”.
Dengan prinsip ini, diusahakan untuk menghindari adanya gerak balik (back tracking), gerak memotong (cross movement), kemacetan (congestion), dan sedapat mungkin material bergerak terus tanpa ada interupsi. Ide dasar dari
prinsip aliran konstan dengan minimum interupsi, kesimpangsiuran dan
kemacetan.
d. Prinsip pemanfaatan ruangan
“Economy is obtained by using effectively all available space-both vertical and horizontal”.
Pada dasarnya tataletak adalah suatu pengaturan ruangan yang akan dipakai
oleh manusia, bahan baku, dan peralatan penunjang proses produksi lainnya,
yang memilki tiga dimensi yaitu aspek volume (cubic space), dan bukan hanya sekedar aspek luas (floor space). Dengan demikian, dalam perencanaan tataletak, faktor dimensi ruangan ini juga perlu diperhatikan.
e. Prinsip kepuasan dan keselamatan kerja
“Other things being equal, that layout is best which makes works satisfying and safe for workers”.
Kepuasan kerja sangat besar artinya bagi seseorang, dan dapat dianggap
menyenangkan dan memuskan, maka secara otomatis akan banyak
keuntungan yang bisa kita peroleh. Selanjutnya, keselamatan kerja juga
merupakan faktor utama yang harus diperhatikan dalam perencanaan tataletak
pabrik. Suatu layout tidak dapat dikatakan baik apabila tidak menjamin atau bahkan justru membahayakan keselamatan orang yang bekerja di dalamnya.
f. Prinsip fleksibilitas
“Other things being equal, that layout is best that can be adjusted and rearrange at minimum cost and inconvenience”.
Prinsip ini sangat berarti dalam masa dimana riset ilmiah, komunikasi, dan
transportasi bergerak dengan cepat, yang mana hal ini akan mengakibatkan
dunia industri harus ikut berpacu mengimbanginya. Untuk ini, kondisi
ekonomi akan bisa tercapai apabila tataletak yang ada telah direncanakan
cukup fleksibel untuk diadakan penyesuaian/pengaturan kembali (relayout) dengan cepat dan biaya yang relatif murah.
3.4. Jenis Persoalan Tataletak Pabrik4
1. Perubahan rancangan
Jenis dari persoalan tataletak pabrik antara lain:
Perubahan rancangan mungkin hanya memerlukan penggantian sebagian kecil
tataletak yang telah ada, atau berbentuk perancangan ulang tataletak. Hal ini
bergantung kepada perubahan yang terjadi.
2. Perluasan departemen
4
Dapat terjadi bila ada penambahan produksi suatu komponen produk tertentu.
Perubahan ini mungkin hanya berupa penambahan sejumlah mesin yang dapat
diatasi dengan membuat ruangan atau mungkin diperlukan perubahan seluruh
tataletak jika pertambahan produksi menuntut perubahan proses.
3. Pengurangan departemen
Jika jumlah peroduksi berkurang secara drastis dan menetap, perlu
dipertimbangkan pemakaian proses yang berbeda dari proses sebelumnya.
Perubahan seperti mungkin menuntut disingkirkannya peralatan yang telah
ada dan merencanakan pemasangan jenis peralatan lain.
4. Penambahan produk baru
Jika terjadi penambahan produk baru yang berbeda prosesnya dengan produk
yang telah ada, maka dengan sendirinya akan muncul masalah baru. Peralatan
yang ada dapat digunakan dengan menambah beberapa mesin baru pada
tataletak yang ada dengan penyusunan ulang minimum, atau mengkin
memerlukan penyiapan departemen baru, dan mungkin juga dengan pabrik
baru.
5. Memindahkan satu departemen
Memindahkan satu departemen dapat menimbulkan masalah yang besar. Jika
tataletak yang ada masih memnuhi, hanya diperlukan pemindahan ke lokasi
lain. Jika tataletak yang ada sekarang tidak memenuhi lagi, hal ini
menghadirkan kemungkinan untuk perbaikan kekeliruan yang lalu. Hal ini
dapat berubah ke arah tataletak ulang pada wilayah yang baru.
Masalah ini dapat timbul karena adanya penyatuan, seperti pekerjaan mesin
bor dari seluruh departemen disatukan ke dalam satu departemen terpusat.
Masalah ini dapat juga terjadi karena kebutuhan pengadaan suatu departemen
untuk pekerjaan yang belum pernah ada sebelumnya. Hal ini dapat terjadi
untuk membuat suatu komponen yang selama ini dibeli dari perusahaan lain.
7. Perubahan metode produksi
Setiap perubahan kecil dalam suatu tempat kerja seringkali mempunyai
pengaruh terhadap tempat kerja yang berdekatan. Hal ini menuntut peninjauan
kembali atas wilayah yang terlibat.
8. Penurunan biaya
Hal ini merupakan akibat dari setiap keadaan pada masalah-masalah
sebelumnya.
9. Perencanaan fasilitas baru
Merupakan persoalan tataletak terbesar. Perancangan umumnya tidak dibatasi
oleh kendala fasilitas yang ada. Perancangan bebas merencanakan tataletak
yang paling baik yang dapat dipakai. Bangunan dapat dirancang untuk
menampung tataletak setelah diselesaikan. Fasilitas dapat ditata untuk
kegiatan manufaktur terbaik.
3.5. Tipe Tataletak dan Dasar - Dasar Pemilihannya5
5
Susunan mesin dan peralatan pada suatu perusahaan akan sangat
mempengaruhi kegiatan produksi, terutama pada efektivitas waktu proses
produksi dan kelelahan yang dialami oleh operator di lantai produksi.
Tataletak pabrik yang baik dapat diartikan sebagai penyusunan yang
teratur dan efisien dari semua fasilitas-fasilitas pabrik dan tenaga kerja yang ada
di pabrik. Fasilitas pabrik disini tidak hanya mesin-mesin tetapi juga service area, termasuk tempat penerimaan dan pengiriman barang, maintenance, gudang dan sebagainya. Di samping itu juga, sangat penting diperhatikan keamanan dan
kenyamanan pekerja dalam melaksanakan pekerjaannya. Oleh karena itu,tataletak
pabrik yang baik adalah tataletak yang memiliki daerah kerja yang memiliki
interrelasi, sehingga bahan-bahan dapat diproduksi secara ekonomis.
Tataletak pabrik sangat berkaitan erat dengan efesiensi dan efektivitas
pekerjaan. Hal ini dapat diuraikan sebagai berikut :
- Kegiatan produksi akan lebih ekonomis bila aliran suatu bahan dirancang dengan
baik.
- Pola aliran bahan menjadi dasar terhadap suatu susunan peralatan yang efektif.
- Alat pemindahan bahan (material handling) akan mengubah pola aliran bahan yang stasis menjadi dinamis dengan melengkapinya dengan alat angkut yang
sesuai.
- Susunan fasilitas-fasilitas yang efektif disekitar pola aliran bahan akan
memberikan operasi yang efektif dari berbagai proses produksi yang saling
berhubungan.
- Biaya produksi yang minimum akan memberikan profit yang lebih tinggi.
Ada empat tipe tataletak pabrik yang utama, yaitu:
1. Layout by Product (Tataletak produk)
Susunan mesin dan peralatan berdasarkan produk, sangat baik dugunakan
apabila jumlah volume produksi besar dan produk yang dihasilkan memiliki
karateristik yang sama. Dengan cara ini mesin dan peralatan disusun
sedemikian rupa sehingga didapatkan aliran b