PENELITIAN TUGAS SARJANA
PENILAIAN PROSES PRODUKSI KARUNG PLASTIK PT. SRI INTAN KARPLAS INDUSTRY
A. BIODATA
Nama :
Pekerjaan : Jenis Kelamin :
B. KUESIONER TERBUKA
1. Menurut Anda, bagaimana pengaruh jenis biji plastik terhadap proses produksi?
Jawab: ... 2. Menurut Anda, bagaimana pengaruh komposisi terhadap proses produksi?
Jawab: ... 3. Menurut Anda, bagaimana pengaruh suhu terhadap proses produksi?
Jawab: ... 4. Menurut Anda, bagaimana pengaruh kelembaban terhadap proses produksi?
Jawab: ... 5. Menurut Anda, bagaimana pengaruh tekanan / beban terhadap proses
produksi?
PENELITIAN TUGAS SARJANA
Perbaikan Proses Produksi Karung Goni dengan Pendekatan Design for
Manufacturing di PT. Sri Intan Karplas Industry
A. BIODATA
Nama :
Pekerjaan : Jenis Kelamin :
B. KUESIONER TERTUTUP PETUNJUK PENGISIAN
Pilihlah salah satu jawaban yang menurut Anda PALING SESUAI dengan cara memberikan tanda silang (X) pada salah satu pilihan jawaban yang tersedia. Skala jawaban :
5 : Sangat Setuju 4 : Setuju
3 : Netral
2 : Tidak Setuju
1 : Sangat Tidak Setuju
Apabila Anda ingin mengganti jawaban Anda, berilah tanda dua garis horizontal pada jawaban yang ingin diganti, kemudian silanglah jawaban Anda yang baru.
Contoh pengisian kuesioner :
No. Pernyataan Jawaban Responden
1. Jenis biji plastik adalah pertimbangan utama 5 4 3 2 1
Contoh jika ingin mengganti jawaban:
No. Pernyataan Jawaban Responden
1. Jenis biji plastik adalah pertimbangan utama 5 4 3 2 1
No. Pernyataan Jawaban
1. Jenis biji plastik adalah faktor utama yang mempengaruhi kualitas
dan ketahanan produk 5 4 3 2 1
2. Komposisi adalah faktor utama yang mempengaruhi keelastisitasan
produk 5 4 3 2 1
3. Suhu adalah faktor utama yang mempengaruhi sifat mekanis produk 5 4 3 2 1 4. Kelembaban kurang berpengaruh terhadap produksi plastik 5 4 3 2 1
PENELITIAN TUGAS SARJANA
Perbaikan Proses Produksi Karung Goni dengan Pendekatan Design for
Manufacturing di PT. Sri Intan Karplas Industry
A. BIODATA
Nama :
Pekerjaan : Jenis Kelamin :
B. PETUNJUK PENGISIAN
Pada penentuan tingkat hubungan matriks antar Karakteristik Teknis, digunakan skala sebagai berikut:
0 = tidak ada hubungan sama sekali 1 = tingkat hubungan negatif kuat 2 = tingkat hubungan negatif sedang 3 = tingkat hubungan positif sedang 4 = tingkat hubungan positif kuat
C. KUESIONER
Berikut akan diberikan pertanyaan mengenai hubungan-hubungan yang terjadi pada karakteristik teknis QFD. Berdasarkan atribut produk karung plastik yang sedang diteliti oleh Sdr. Conan, maka karakteristik teknis yang mempengaruhi atribut produk tersebut adalah sebagai berikut.
No. Karakteristik Teknis 1
2 3 4 5 6 7 8 9 10
Berikut adalah penentuan tingkat hubungan matriks antar karakteristik teknis. Karakteristik Teknis 1 2 3 4 5 6 7 8 9 10
PENELITIAN TUGAS SARJANA
Perbaikan Proses Produksi Karung Goni dengan Pendekatan Design for
Manufacturing di PT. Sri Intan Karplas Industry
A. DATA RESPONDEN
Nama :
Pekerjaan : Jenis kelamin :
B. PETUNJUK PENGISIAN
Berikut akan diberikan pertanyaan mengenai hubungan-hubungan yang terjadi antara karakteristik teknis dan atribut. Anda dapat memilih jawaban anda sesuai dengan hubungan yang anda nilai paling tepat dengan memberi nilai (9/3/1/0) pada pilihan anda
9 : Tingkat hubungan kuat 3 : Tingkat hubungan sedang 1 : Tingkat hubungan lemah 0 : Tidak terdapat hubungan
Karakteristik
Teknis 1 2 3 4 5 6 7 8 9 10
Atribut
Jenis Biji Plastik Komposisi Suhu
Kelembaban Tekanan / Beban
PENELITIAN TUGAS SARJANA
Perbaikan Proses Produksi Karung Goni dengan Pendekatan Design for
Manufacturing di PT. Sri Intan Karplas Industry
B. BIODATA
Nama :
Pekerjaan : Jenis Kelamin :
B. PETUNJUK PENGISIAN
Pada penentuan tingkat hubungan matriks antar Karakteristik Teknis, digunakan skala sebagai berikut:
0 = tidak ada hubungan sama sekali 1 = tingkat hubungan negatif kuat 2 = tingkat hubungan negatif sedang 3 = tingkat hubungan positif sedang 4 = tingkat hubungan positif kuat
C. KUESIONER
Berikut akan diberikan pertanyaan mengenai hubungan-hubungan yang terjadi pada part kritis QFD. Berdasarkan karakteristik teknis produk karung plastik yang sedang diteliti oleh Sdr. Conan, maka part kritis yang mempengaruhi karakteristik teknis produk tersebut adalah sebagai berikut.
No. Part Kritis
1 2 3 4 5 6 7 8 9
Berikut adalah penentuan tingkat hubungan matriks antar part kritis.
Part Kritis 1 2 3 4 5 6 7 8 9 10
PENELITIAN TUGAS SARJANA
Perbaikan Proses Produksi Karung Goni dengan Pendekatan Design for
Manufacturing di PT. Sri Intan Karplas Industry
C. BIODATA
Nama :
Pekerjaan :
Jenis Kelamin :
B. PETUNJUK PENGISIAN
Berikut akan diberikan pertanyaan mengenai hubungan-hubungan yang terjadi antara karakteristik teknis dan part kritis. Anda dapat memilih jawaban anda sesuai dengan hubungan yang anda nilai paling tepat dengan memberi nilai (9/3/1/0) pada pilihan anda
9 : Tingkat hubungan kuat 3 : Tingkat hubungan sedang 1 : Tingkat hubungan lemah 0 : Tidak terdapat hubungan
Part
Kritis
1 2 3 4 5 6 7 8 9 10
Karakteristik Teknis
1 2 3 4 5 6 7 8
DAFTAR PUSTAKA
Brace I. 2004. Questionnaire Design: How to Plan, Structure, and Write Survey
Material for Effective Market Research. London: Kogan Page.
Cohen L. 1995. Quality Function Deployment: How to Make QFD Work for You. USA : Addison-Wesley Publishing Company.
Day R G. 1993. Quality Function Deployment Linking A Company with Its
Customers. Wisconsin : ASQC Quality Press.
Frasceschini F. 2002. Advanced Quality Function Deployment. Florida: CRC Press.
Ginting, Rosnani. 2010. Perancangan Produk. Yogyakarta: Graha Ilmu
Groover M. P. 2007. Work Systems and The Methods, Measurement, and
Management . USA:Pearson Education.
Niebel B.W dan Alan B. Drapper. 1974. Product Design and Process
Engineering. Tokyo: McGraw-Hill Kogakusha.
Poli C. 2001. Design for Manufacturing: A Structured Approach. Butterworth: Elsevier Science & Technology Books.
ReVelle J.B, John W. Moran, dan Charles A. Cox. 1998. The QFD Handbook. USA: John Wiley & Sons, Inc.
Sinulingga S. 2015. Metode Penelitian. Edisi 3. Medan: USU Press.
DAFTAR PUSTAKA (LANJUTAN)
Wignjosoebroto S. 2006 Pengantar Teknik dan Manajemen Industri. Surabaya: Guna Widya.
BAB III
LANDASAN TEORI
3.1. Quality Function Deployment3
QFD adalah metode untuk perencanaan dan pengembangan produk yang terstruktur dan mampu mengevaluasi kapabilitas produk atau jasa supaya dapat memenuhi keinginan dan kebutuhan konsumen. Proses QFD melibatkan satu atau lebih matriks. Matriks pertama disebut House of Quality yang menampilkan kebutuhan dan keinginan konsumen di sisi kiri dan pengembangan respon teknis terhadap kebutuhan tersebut di sisi atas. HOQ ditunjukkan oleh Gambar 3.1.
A
Customer Needs and Benefits
D
Relationships - What do the customer requirement mean to the manufaktur
- Where are the interactions between relationships
F Technical Matrix - Technical Response Priorities - Competitive Technical Benchmarks - Technical Targets
B Planning Matrix
- Importance to Customer - Current Satisfaction Performance - Competitive Satisfaction Performance - Goal
- Improvement Ratio - Sales Point - Raw Weight - Normalized Raw Weight C
Technical Response (Technical Requirement)
E Technical Correlations
Sumber : Lou Cohen, 1995, Quality Function Deployment:How to Make QFD Work for You (USA: Addison-Wesley Publishing Company)
Gambar 3.1. House of Quality
Keterangan dari setiap bagiannya adalah sebagai berikut:
3Lou Cohen, 1995, Quality Function Deployment:How to Make QFD Work for You (USA :
1. Customer need
Customer need berisi daftar semua kebutuhan dan harapan pelanggan yang
biasanya ditentukan dengan penelitian secara kualitatif. Cara mengetahui suara pelanggan dapat dilakukan dengan wawancara langsung dengan pelanggan untuk mengetahui keinginan, harapan, keluhan, maupun saran pelanggan, dan dapat juga dilakukan dengan pembagian kuisioner.
2. Planning matrix
Planning matrix merupakan matriks perencanaan produk yang berisikan data
kuantitatif kebutuhan konsumen dan tujuan-tujuan performansi yang hendak dicapai.
3. Technical response
Technical response merupakan parameter teknik yang memberikan gambaran
bagaimana cara tim pengembangan produk/jasa pelayanan dalam merespon kebutuhan dan keinginan konsumen. Suara konsumen yang bersifat kualitatif maupun kuantitatif harus diterjemahkan ke dalam suara pengembang (voice
of developer).
4. Relationship
Relationship menunjukkan hubungan antara parameter teknik dengan
Technical corelation menggambarkan hubungan yang terjadi antar respon
teknis yang dapat dibedakan menjadi korelasi positif sangat kuat, positif cukup kuat, negatif sangat kuat serta tidak ada hubuungannya.
6. Technical matrix
Technical Matrix berisi informasi berupa prioritas dari aspek teknis produk
serta target teknis yang direncanakan berdasarkan competitive benchmark untuk tujuan pengembangan kualitas produk.
4
Prosedur penggunaan matriks HoQ adalah :
a. Diidentifikasi keinginan responden (customer requirements).
Keinginan responden (Customer Requirements) dibuat ke dalam bentuk atribut. Hal itu dilaksanakan dengan menyebarkan kuesioner terbuka.
b. Diidentifikasi tingkat kepentingan (customer importance).
Tingkat kepentingan konsumen (customer importance) yang dibuat dalam bentuk penilaian. Penilaian diperoleh dari modus hasil penyebaran kuesioner tertutup.
c. Menentukan karakteristik teknis produk.
Karakteristik teknis produk diperoleh dari hasil wawancara dengan para ahli yang mengerti dan memahami produk yang diteliti. Karakteristik teknis yang digunakan pada umumnya bersifat kuantitatif.
d. Menetapkan hubungan antar karakteristik teknis
4
Hubungan antar karakteristik teknis dibuat dalam bentuk skala hubungan. Tahapan ini digunakan untuk dianalisis apakah antara karakteristik teknis tersebut terdapat hubungan yang positif (saling mempengaruhi) atau negatif (saling bertolak belakang). Simbol-simbol yang digunakan untuk menggambarkan tingkat hubungan masing-masing variabel sebagai berikut yakni sebagai berikut :
V : tingkat hubungan positif kuat : 4
√ : tingkat hubungan positif sedang : 3 x : tingkat hubungan negatif sedang : 2 o : tingkat hubungan negatif kuat : 1
e. Menetapkan tingkat hubungan karakteristik teknis produk dengan keinginan konsumen.
Tingkat hubungan karakteristik teknis dengan keinginan konsumen dibuat dengan menggunakan relation matrix. Keterangan simbol-simbol yang digunakan relation matrix untuk penilaian tingkat hubungan yakni :
Nilai 0 : Tidak ada hubungan sama sekali Nilai 1 : Hubungan lemah
Nilai 3 : Hubungan sedang Nilai 9 : Hubungan kuat
f. Menyusun matriks perencanaan (planning matrix).
pesaing dapat dlihat dari tujuan dan rasio perbaikan, sales point, raw weight, dan normalized weight.
g. Membangun matriks house of quality (HoQ)
Matriks HoQ sering disebut dengan istilah rumah kendali mutu. Ukuran kinerja dari HoQ diperoleh berdasarkan tiga aspek yaitu tingkat kesulitan, tingkat kepentingan dan perkiraan biaya. Perhitungan ketiga aspek tersebut dapat dilihat seperti di bawah ini:
1) Penentuan tingkat kesulitan
Tingkat kesulitan ditentukan dari hubungan karakteristik teknis. Perhitungan dibuat dengan mengartikan semua bobot nilai hubungan kemudian membagi bobot dari tiap-tiap karaktertistik teknik dengan jumlah bobot tadi. Selanjutnya, tingkat kesulitan diberikan berdasarkan rentang persentase yang diperoleh. Tingkat kesulitan dihitung dengan rumusan :
Tingkat Kesulitan =
2) Penentuan derajat kepentingan
Nilai derajat kepentingan dihitung dengan menghitung terlebih dahulu total bobot untuk masing-masing hubungan antara atribut produk dengan karakteristik teknis. Selanjutnya, derajat kepentingan dihitung dengan rumusan :
% 100
x Atribut dengan
Teknis tik
Karakteris Bobot
Total
Atribut dengan
Teknis tik
Karakteris Tiap
Bobot
3) Perkiraan biaya Derajat
Kepentingan
Bobot Tiap Karakteristik Teknis
Dasar dalam penentuan nilai perkiraan biaya adalah faktor tingkat kesulitan. Kedua variabel ini memiliki hubungan yakni : semakin sulit suatu karakteristik teknik dibuat, akan semakin tinggi pula biaya yang dibutuhkan. Perkiraan biaya dinyatakan dalam persentase dan dipengaruhi berbagai pertimbangan dari si perancang sendiri. Perkiraan biaya dihitung dengan rumusan :
Perkiraan biaya = 100%
Kesulitan Tingkat
Total
Atribut Kesulitan
Tingkat
3.2. Perancangan Untuk Meminimalkan Biaya Bahan Dan Tenaga Kerja5 Bahan dan biaya tenaga kerja yang murah dapat ditentukan dengan beberapa metode desain ramah biaya seperti Design for Manufacturing (DFM). Hasil studi terdahulu menunjukkan bahwa 60 % dari total biaya siklus hidup produk ditentukan pada tahap perancangan. Pada saat 80% dari rancangan telah diselesaikan, maka 80 % dari biaya produksi juga telah ditetapkan.
Dalam empat fase pendekatan QFD, tahap pertama adalah mengubah kebutuhan konsumen ke kebutuhan desain atau yang disebut dengan tahapan perancangan produk, dan pada tahap kedua mengubah kebutuhan desain menjadi menjadi parts characteristic atau yang disebut dengan tahap Part Deployments. Pada tahap kedua inilah dimana kebutuhan seperti biaya yang murah, biaya tenaga kerja yang lebih rendah maka digunakan untuk tools seperti DFM.
3.3. DFM (Design for Manufacturing) 6
Desain adalah rangkaian kegiatan dimana informasi yang diketahui ditambahkan pada objek yang dirancang, penyempurnaan (misalnya, dibuat lebih rinci), dimodifikasi, atau dibuat lebih jelas. Proses desain mengubah keadaan informasi yang ada tentang objek yang dirancang. Melalui desain yang berhasil, jumlah informasi yang tersedia mengenai objek yang dirancang meningkat. Hasil dari desain menyediakan informasi menjadi lebih lengkap dan lebih rinci sampai akhirnya ada informasi yang cukup untuk melakukan proses manufaktur. Desain, oleh karena itu, adalah sebuah proses yang mengubah informasi tentang bentuk atau benda yang dirancang, sedangkan manufaktur (yaitu, produksi) memodifikasi keadaan fisiknya.
Permasalahan desain muncul ketika ada keinginan untuk informasi tentang objek yang dirancang. Masalah desain muncul ketika ada keinginan untuk menghasilkan informasi lebih banyak (atau lebih baik) tentang objek yang dirancang, ketika kita ingin mengembangkan hal baru (namun belum diketahui)
6 Corrado Poli, 2001, Design for Manufacturing: A Structured Approach (Butterworth: Elsevier
Design for Manufacturing (DFM) adalah filosofi dan pola pikir di mana
input yang digunakan untuk proses manufaktur pada tahap awal desain untuk merancang bagian dan produk yang dapat diproduksi lebih mudah dan lebih ekonomis. Design for Manufacturing melibatkan setiap aspek dari proses desain di mana isu-isu yang terlibat dalam pembuatan objek yang dirancang dianggap eksplisit dengan maksud untuk mempengaruhi desain. Pertimbangan biaya perkakas atau waktu diperlukan, biaya pengolahan atau pengendalian, waktu perakitan atau biaya, perlindungan untuk manusia selama manufaktur (misalnya, keselamatan pekerja atau kualitas kerja yang dibutuhkan), ketersediaan bahan atau peralatan, merupakan contoh dari aspek desain. Desain untuk manufaktur terjadi sepanjang proses desain.
7
Desain untuk produksi meliputi dua fungsi yaitu perancangan produk dan perancangan proses. Perancangan proses merupakan pengembangan metode manufaktur sehingga suatu produk dapat diproduksi dengan harga bersaing. Desain untuk produksi tidak hanya termasuk desain untuk produksi ekonomis tetapi juga semua hal yang berkaitan dengan rancangan produk.
8
Metodologi desain yang paling umum adalah desain untuk proses manufaktur/ Design For Manufacturing (DFM), yang merupakan kepentingan yang sifatnya umum karena langsung menginformasikan biaya-biaya manufaktur.
dari tiap penjualan produk dan berapa banyak yang dapat dijual oleh perusahaan. Marjin keuntungan merupakan selisih antara harga jual pabrik dengan biaya pembuatan produk. Jumlah unit yang dijual dan harga jual sangat ditentukan oleh kualitas produk secara keseluruhan. Secara ekonomis, rancangan yang berhasil tergantung dari jaminan kualitas produk yang tinggi, sambil meminimasi biaya manufaktur. DFM merupakan salah satu metode untuk mencapai sasaran ini. Pelaksanaan DFM yang efektif mengarahkan pada biaya manufaktur yang rendah tanpa mengorbankan kualitas produk.
Perancangan untuk proses manufaktur merupakan salah satu dari pelaksanaan yang paling terintegrasi yang terlibat dalam pengembangan produk.
DFM menggunakan informasi dari beberapa tipe, termasuk di antaranya :
1. S
ketsa, gambar, spesifikasi dan alternatif-alternatif rancangan
2. S
uatu pemahaman detail tentang proses produksi dan perakitan
3. P
erkiraan biaya manufaktur, volume produksi, dan waktu peluncuran produk
DFM dimulai selama tahapan pengembangan konsep, sewaktu
fungsi-fungsi dan spesifikasi produk ditentukan. Ketika melakukan pemilihan suatu konsep produk, biaya hampir selalu merupakan satu kriteria untuk pengambilan keputusan, walaupun perkiraan biaya pada tahap ini sangatlah subjektif dan merupakan pendekatan.
(trade-off) di antara karakteristik kinerja yang diinginkan. Tahapan metode DFM dapat
dilihat pada Gambar 3.3.
Sumber: Karl T. Ulrich dan Steven D. Eppinger, 2008, Product Design and Development, (4th Edition, Singapore: McGraw-Hill),
Gambar 3.3. Metode Perancangan untuk Proses Manufaktur
1. Memperkirakan Biaya Manufaktur
a. Biaya-biaya komponen: Komponen-komponen dari suatu produk mencakup komponen standar. Komponen berdasarkan pesanan yang dibuat berdasarkan rancangan pembuat dari material mentah, seperti lembaran baja, biji plastik atau batangan aluminium. Komponen pesanan dibuat di pabrik sendiri, sementara yang lain dihasilkan oleh pemasok berdasarkan spesifikasi rancangan pembuat.
b. Biaya-biaya perakitan: barang-barang diskrit biasanya dirakit dari komponen-komponen. Proses perakitan hampir selalu mencakup biaya upah tenaga kerja dan juga mencakup biaya peralatan dan perlengkapan. c. Biaya-biaya overhead: Overhead merupakan kategori yang digunakan
Biaya Manufaktur
Komponen-komponen
Standar Custom
Proses
Bahan Baku Alat Bantu
Perakitan
Perlengkapan dan Alat
bantu
Tenaga Kerja
Overhead
Penunjang Alokasi tidak lansung
Sumber: Karl T. Ulrich dan Steven D. Eppinger, 2008, Product Design and Development, (4th Edition, Singapore: McGraw-Hill),
Gambar 3.4. Elemen-elemen Biaya Manufaktur
2. Mengurangi Biaya Komponen
Produk diskrit yang sangat bersifat teknik, biaya komponen ysang dibeli akan menjadi elemen biaya yang paling berarti. Bagian ini menginformasikan beberapa strategi untuk meminimasi biaya-biaya tersebut.
a. Memahami Batasan-batasan Proses dan Dasar-dasar Biaya
dan dengan dasar biaya tertentu.
b. Merancang Ulang Komponen Untuk Mengurangi Langkah-langkah Pemrosesan
Kecermatan rancangan yang diusulkan akan mengarahkan pada usulan rancangan ulang yang dapat menghasilkan penyederhanaan proses produksi. Pengurangan jumlah langkah dalam proses pabrikasi umumnya memberikan hasil pengurangan biaya. Komponen aluminium mungkin tidak harus dicat, khususnya jika tidak dapat dilihat langsung oleh pengguna. Pada beberapa kasus, beberapa tahap mungkin untuk dikurangi melalui substitusi tahapan proses alternatif.
c. Pemilihan Skala Ekonomi Yang Sesuai Untuk Pemrosesan Komponen Biaya manufaktur untuk suatu produk biasanya turun bila volume produksi meningkat. Gejala ini merupakam skala ekonomi. Skala ekonomi untuk suatu komponen yang dibuat terjadi karena dua alasan berikut:
1) biaya tetap dibagi di antara lebih banyak unit dan
2) biaya variabel menjadi lebih rendah karena perusahaan dapat
mempertimbangkan penggunaan proses- proses dan peralatan yang lebih luas dan efisien. Contoh untuk komponen plastik, biaya cetaknya lebih murah bila produk yang dihasilkan semakin banyak.
d. Standardisasi Komponen-komponen dan Proses-proses
berkurang.
3. Mengurangi Biaya Perakitan
Perancangan untuk perakitan (Design For Assembly/ DFA) kadang dinyatakan sebagai bagian DFM yang melibatkan minimasi biaya perakitan. Fokus perhatian pada biaya perakitan akan memberikan manfaat tidak langsung yang kuat.
4. Mempertimbangkan Pengaruh Keputusan DFM Pada Faktor Lainnya
Minimasi biaya manufaktur tidak hanya merupakan sasaran proses pengembangan produk. Keberhasilan produk secara ekonomis juga tergantung dari kualitas produk, berkurangnya waktu pengenalan, dan biaya pengembangan produksi. Keberhasilan ekonomis suatu proyek dikompromikan dalam rangka memaksimumkan keberhasilan
a. Pengaruh DFM pada Waktu Pengembangan
Waktu pengembangan dapat menjadi sangat berharga. Karena alasan inilah, keputusan DFM harus dievaluasi untuk melihat pengaruhnya pada waktu pengembangan, seperti pengaruhnya juga pada biaya manufaktur b. Pengaruh DFM pada Biaya Pengembangan
Biaya pengembangan sangat simetris dengan waktu pengembangan. Perhatian yang sama mengenai keterkaitan antara kerumitan dan waktu pengembangan digunakan untuk biaya pengembangan.
c. Pengaruh DFM pada Kualitas Produk
tindakan untuk mengurangi biaya manufaktur juga akan memperbaiki kualitas produk. Sebagai contoh, produk baru manifold akan dapat mereduksi biaya, reduksi berat, dan perbaikan kinerja mesin.
d. Pengaruh DFM pada Faktor-faktor Eksternal
Keputusan perancangan mungkin memiliki implikasi melebihi tanggung jawab suatu tim pengembangan tunggal. Batasan ekonomis, implikasi ini mungkin dipandang sebagai masalah eksternal. Dua masalah eksternal adalah komponen yang digunakan kembali dan biaya daur hidup.
3.4. Kuesioner
9
Kuesioner adalah wawancara terstruktur dimana setiap responden diberikan serangkaian pertanyaan yang telah dipersiapkan. Kuesioner menyediakan sebuah wawancara standar sehingga semua responden mendapat jenis pertanyaan yang sama tanpa mempedulikan keahlian mereka.
Kuesioner berfungsi sebagai alat komunikasi antara peneliti dan responden dimana peneliti menyusun butir pertanyaan dan responden akan memberikan jawaban sesuai pertanyaan tersebut.
Pertanyaan terbuka adalah pertanyaan dimana tidak ada kisaran jawaban yang mungkin dan responden diharapkan untuk memberikan jawaban menurut kata-kata mereka. Sedangkan pertanyaan tertutup adalah pertanyaan dengan jawaban yang sudah dapat diprediksi dan biasanya terdapat sekelompok kecil pilihan jawaban.
9 Ian Brace, 2004, Questionnaire Design: How to Plan, Structure, and Write Survey Material for
10
Tujuan pokok pembuatan kuesioner adalah untuk memperoleh informasi yang relevan dengan tujuan penelitian. Syarat utama pengisian kuesioner adalah pertanyaan yang jelas dan mengarah ke tujuan.
Komponen inti dari sebuah kuesioner, yaitu:
1. Subjek, yaitu individu atau lembaga yang melaksanakan penelitian.
2. Ajakan, yaitu permohonan dari peneliti untuk turut serta mengisi secara aktif dan objektif pertayaan maupun pernyataan yang tersedia.
3. Petunjuk pengiisian kuisioner, dimana petunjuk yang tersedia harus mudah dimengerti.
4. Pertanyaan maupun pernyataan beserta tempat pengisian jawaban, baik secara tertutup, semi tertutup, maupun terbuka.
Perancangan kuesioner yang baik perlu dipahami prinsip-prinsip yang terkait dengan cara penulisan pertanyaan (wording of quetions), cara pengukuran yaitu mengkatagorikan, membuat skala dan mengkodekan (catagorized, scaled
and coded) jawaban dari responden dan kerapian (general appearance) kuesioner
tersebut11.
3.5. Validitas Data12
literatur membedakan validitas instrumen atas dua tipe yaitu validitas internal dan validitas eksternal. Validitas internal berkenaan dengan derajat keakurasian rancangan penelitian. Rancangan penelitian yang baik termasuk rancangan pengumpulan data akan dapat mengidentifikasi sumber data yang tepat dan alat/instrumen pengumpulan data yang juga tepat. Validitas eksternal berkenaan dengan derajat akurasi hasil penelitian jika dilakukan generalisasi dan diterapkan pada populasi dari mana data penelitian diambil.
Cara yang umum yang digunakan untuk menguji validitas instrumen ialah melalui analisis korelasi (correlational analysis). Analisis korelasi dilakukan dengan menggunakan rumus Korelasi Product Moment yang dikembangkan oleh Pearson, yaitu sebagai berikut :
Dimana, r = koefisien korelasi antara X dan Y X = skor variabel independen X Y = skor variabel independen Y
3.6. Reliabilitas Data13
Reliabilitas sebuah alat ukur berkenaan dengan derajat konsistensi dan stabilitas data yang dihasilkan dari proses pengumpulan data dengan menggunakan instrumen tersebut. Reliabilitas terdapat dua ukuran yang umum digunakan untuk mengetahui derajat reliabilitas atau kehandalan instrumen pengumpulan data, yaitu stabilitas instrumen dan konsistensi internal instrumen.
Stabilitas instrumen adalah suatu ukuran yang menunjukkan derajat kestabilan instrumen terhadap data yang diperoleh dengan menggunakan instrumen tersebut artinya jika instrumen tersebut digunakan dalam pengukuran variabel yang sama dalam waktu yang berbeda dan memberikan hasil yang sama makan dikatakan stabilitas instrumen tersebut cukup baik. Konsistensi internal instrumen memberikan indikasi homogenitas item dalam pengukuran dalam arti seberapa jauh instrumen tersebut menjadikan item-item yang diukur secara bersama-sama menjadi sebuah set dan secara independen menjadi bagian yang berarti terhadap keseluruhan.
Pengujian reliabilitas pada umumnya dikenakan untuk pengujian stabilitas instrumen dan konsistensi internal instrumen. Pengujian terhadap kedua karakteristik dari instrumen tersebut dapat dilakukan dengan beberapa metode. Pengujian stabilitas instrumen terdapat dua macam uji yaitu test-retest reliability dan parallel-form reliability. Pengukuran konsistensi internal instrumen pengumpulan data dapat dilakukan dengan dua cara yaitu interitem consistency
reliability dan split-half reliability. Salah satu alat test yang sering digunakan
dalam pengujian konsistensi internal instrumen ialah Koefisien Alpha Cronbach. Koefisien Alpha Cronbach digunakan untuk mengukur reliabilitas instrumen yang pertanyaannya menggunakan skor dalam rentangan tertentu. Rumus yang digunakan dalam menghitung koefisien tersebut ialah :
t b
k k r
2 2
1
1
k = jumlah butir pertanyaan 2b = varians butir pertanyaan 2t = varians total butir pertanyaan
3.7. Pengukuran Waktu14
Prosedur dalam menentukan waktu baku untuk elemen kerja dengan menggunakan studi waktu langsung adalah:
1. Definisikan dan dokumentasikan metode standar. 2. Bagi pekerjaan tersebut ke dalam elemen kerja.
3. Ukur waktu elemen kerja untuk mendapatkan waktu pengamatan.
4. Evaluasi kinerja operator dengan performansi standar yaitu performance
rating untuk mendapatkan waktu normal.
5. Tambahkan allowance dalam perhitungan waktu normal untuk mendapatkan waktu baku.
15
Tingkat kepercayaan 95% dan tingkat ketelitian ± 10% digunakan dalam pengukuran waktu. Pernyataan tersebut berarti kesempatan total 95 dari 100 dimana rata-rata dari sampel dari elemen tidak mengalami kesalahan lebih dari ±10 % dari waktu sebenarnya.
2
α/2
x k
s t
n
dimana : tα/2 = nilai t-student pada tingkat kepercayaan α (95%) = 2.262
14 Mikell P Groover, 2007, Work Systems and The Methods, Measurement, and Management
(USA:Pearson Education), h. 343.
s = standar deviasi
k = tingkat ketelitian, yang digunakan sebesar 10% x = rata-rata
n = jumlah pengukuran minimum
3.8. Teknik Pembuatan Diagram dan Peta16
Peta dan diagram umumnya digunakan untuk menganalisis kegiatan yang telah ada, kegiatan yang bertahap, atau aktivitas kerja lainnya yang bertujuan untuk melakukan perbaikan. Asumsi mendasar adalah dengan mengevaluasi situasi kerja secara terperinci, dan membuat pengawasan kritis, perbaikan dapat ditemukan lebih menyeluruh dibandingkan hanya dengan menggunakan pemeriksaan secara maskroskopik (dengan mata biasa). Perbaikan yang mungkin mencakup pengurangan waktu siklus dan biaya, menghilangkan langkah yang tidak diperlukan, mengurangi tanda-tanda bahaya, dan memperbaiki kualitas produk. Peta dan diagram dapat juga digunakan untuk menunjukkan usulan untuk cara baru dari penyelesaian operasi yang sama, atau untuk merancang operasi baru yang belum pernah diimplementasikan sebelumnya.
Teknik pembuatan peta dan diagram yang telah dikembangkan selama beberapa tahun ini dengan keilmuan teknik industri. Kategori dari peta dan diagram tersebut antara lain:
1. Operation Charts (Peta Operasi)
3. Flow Diagrams (Diagram Alir)
4. Activity Charts (Peta Aktivitas)
3.8.1. Operation Chart (Peta Operasi)
Peta operasi adalah gambaran dan representasi simbolik dari operasi (kegiatan) yang dilakukan untuk menghasilkan sebuah produk. Ada dua tipe kegiatan dalam peta operasi, yaitu:
1. Kegiatan pemrosesan dan perakitan 2. Kegiatan inspeksi atau pemeriksaan
Peta operasi dapat juga digunakan untuk menganalisis langkah-langkah yang melibatkan pelayanan, namun pengaplikasian peta ini kurang umum dilakukan. Peta operasi terdiri dari rangkaian bagian vertikal, yang tiap bagiannya menggambarkan tahapan dari operasi dan inspeksi pada komponen produk. Peta operasi hanya menggunakan dua simbol (operasi dan inspeksi). Simbol yang digunakan pada Peta Operasi dapat dilihat pada Tabel 3.1.
Tabel 3.1. Simbol yang Digunakan dalam Peta Operasi
Simbol Huruf Deskripsi
O
Kegiatan Pemrosesan (Operasi) atau Perakitan.
Kegiatan pemrosesan terdiri dari perubahan bentuk, atribut, atau permukaan material atau komponen kerja. Kegiatan perakitan merupakan penggabungan dua part atau lebih untuk menyusun sebuah rakitan
I Kegiatan pemeriksaan. Pemeriksa memeriksa bahan,
komponen kerja, atau perakitan untuk kualitas dan kuantitas.
Bagian atas dari tiap bagian dimulai dengan material atau part yang dibeli, dan langkah-langkah ditunjukkan dengan simbol dan penjelasan singkat. Waktu penyelesaian kegiatan (misalnya waktu baku) terkadang tercakup di dalamnya. Penyelesaian komponen dapat dilihat apabila telah dilakukan perakitan ke bagian kanan. Kolom paling kanan biasanya menunjukkan komponen/part basis atau utama dari perakitan. Komponen tersebut merupakan komponen tempat penggabungan komponen lainnya.
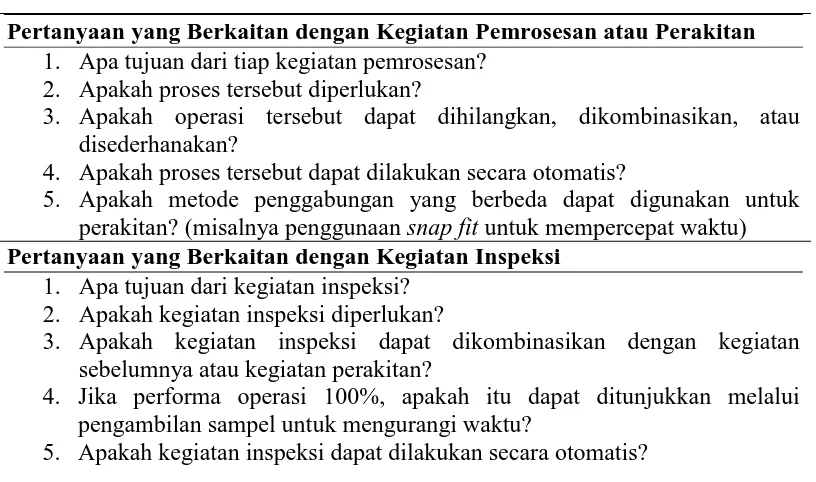
Pengembangan daftar rincian dari operasi untuk komponen dan hasil rakitan menjadi produk akhir adalah langkah pertama dalam analisis peta operasi. Langkah kedua adalah pemeriksaan peta untuk melakukan perbaikan yang dimungkinkan. Fokus dari peta operasi adalah pada material dari produk dan operasi yang dilakukan pada komponen tersebut, sehingga langkah pemeriksaan dilakukan dengan pertanyaan dalam prosedur yang bertujuan pada material dan operasi. Pendekatan sistematis dapat dilakukan dengan menggunakan beberapa pertanyaan. Pertanyaan tersebut dapat dilihat dalam Tabel 3.2.
Tabel 3.2. Daftar Pertanyaan yang Digunakan untuk Menganalisis Peta Operasi
Pertanyaaan yang Berkaitan dengan Material atau Bahan
1. Apa alternatif material yang dapat dimulai lebih dahulu? (misalnya apakah plastik atau logam?)
2. Apakah perubahan rancangan memungkinkan part dibeli sesuai standar item yang tersedia?
3. Apakah bisa beberapa fungsi komponen dilkombinasikan menjadi satu komponen melalui perubahan rancangan?
Tabel 3.2. Daftar Pertanyaan yang Digunakan untuk Menganalisis Peta Operasi (Lanjutan)
Pertanyaan yang Berkaitan dengan Kegiatan Pemrosesan atau Perakitan 1. Apa tujuan dari tiap kegiatan pemrosesan?
2. Apakah proses tersebut diperlukan?
3. Apakah operasi tersebut dapat dihilangkan, dikombinasikan, atau disederhanakan?
4. Apakah proses tersebut dapat dilakukan secara otomatis?
5. Apakah metode penggabungan yang berbeda dapat digunakan untuk perakitan? (misalnya penggunaan snap fit untuk mempercepat waktu) Pertanyaan yang Berkaitan dengan Kegiatan Inspeksi
1. Apa tujuan dari kegiatan inspeksi? 2. Apakah kegiatan inspeksi diperlukan?
3. Apakah kegiatan inspeksi dapat dikombinasikan dengan kegiatan sebelumnya atau kegiatan perakitan?
4. Jika performa operasi 100%, apakah itu dapat ditunjukkan melalui pengambilan sampel untuk mengurangi waktu?
5. Apakah kegiatan inspeksi dapat dilakukan secara otomatis?
Sumber: Mikell P Groover, 2007, Work Systems and The Methods, Measurement, and Management (USA:Pearson Education)
3.9. Populasi dan Sampel17
Populasi dapat didefinisikan sebagai keseluruhan anggota atau kelompok yang membentuk objek yang dikenakan investigasi oleh peneliti. Sedangkan sampel adalah sebuah subset dari populasi yang terdiri dari sejumlah elemen dari populasi ditarik sebagai sampel melalui mekanisme tertentu dengan tujuan tertentu.
Alasan penggunaan sampel untuk mempelajari karakteristik sebuah populasi ialah berkaitan dengan banyak faktor yang menjadi kendala apabila analisis dilakukan terhadap populasi secara langsung.
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian tugas sarjana dilakukan pada PT. Sri Intan Karplas Industry yang terletak di Jl. Sunggal, 220, Medan Helvetia, Sumatera Utara. Penelitian dilakukan pada bulan Januari hingga bulan Februari.
4.2. Jenis Penelitian
Penelitian tugas sarjana ini adalah penelitian deskriptif karena bertujuan untuk mendeskripsikan secara faktual dan akurat tentang fakta-fakta dan sifat-sifat suatu objek tertentu. Berdasarkan metodenya, penelitian ini berjenis penelitian analisis kerja dan aktivitas. Hal ini dikarenakan penelitian ini berupaya untuk menyelidiki secara terperinci aktivitas atau pekerjaan agar mendapat rekomendasi untuk perbaikan sehingga mencapai efisiensi.
4.3. Objek Penelitian
4.4. Variabel Penelitian
Variabel-variabel yang terdapat dalam penelitian ini adalah:
1. Variabel independen, merupakan variabel bebas yang mempengaruhi variabel dependen baik secara positif maupun secara negatif. Variabel independen dalam penelitian ini adalah :
a. Karakteristik produk yaitu keseluruhan atribut yang menggambarkan produk.
b. Karakterisitik teknis yaitu karakteristik-karakteristik yang memenuhi persyaratan produk.
2. Variabel dependen, merupakan variabel yang nilainya dipengaruhi oleh nilai variabel lainnya. Variabel dependen dalam penelitian ini adalah :
a. Identifikasi Perbaikan
Identifikasi perbaikan didasarkan terhadap atribut produk dan karakteristik teknis.
b. Usulan Perbaikan
Usulan perbaikan didasarkan pada hasil identifikasi yang dilakukan pada QFD sehingga didapatkan usulan perbaikan yang dapat dilakukan.
4.5. Kerangka Konseptual Penelitian
Karakteristik Produk
Identifikasi Perbaikan (QFD)
Usulan Perbaikan (DFM)
Karakteristik Teknis
Gambar 4.1. Kerangka Konseptual
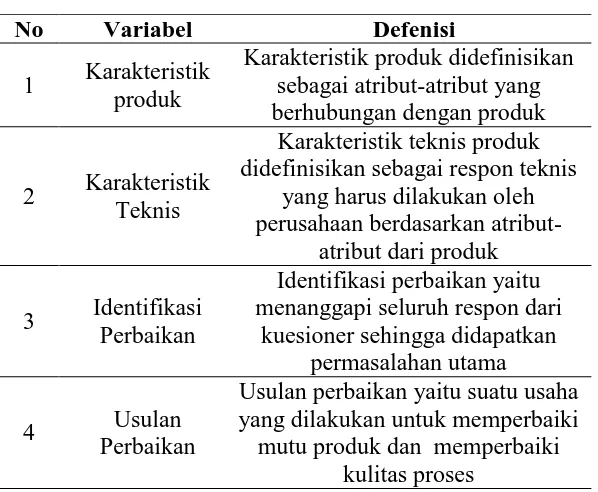
4.6. Definisi Operasional
[image:37.595.164.463.345.591.2]Variabel operasional yang digunakan dalam penelitian dapat dilihat pada Tabel 4.1.
Tabel 4.1. Definisi Variabel Operasional
No Variabel Defenisi
1 Karakteristik produk
Karakteristik produk didefinisikan sebagai atribut-atribut yang berhubungan dengan produk
2 Karakteristik Teknis
Karakteristik teknis produk didefinisikan sebagai respon teknis
yang harus dilakukan oleh perusahaan berdasarkan
atribut-atribut dari produk 3 Identifikasi
Perbaikan
Identifikasi perbaikan yaitu menanggapi seluruh respon dari
kuesioner sehingga didapatkan permasalahan utama
4 Usulan
Perbaikan
Usulan perbaikan yaitu suatu usaha yang dilakukan untuk memperbaiki
mutu produk dan memperbaiki kulitas proses
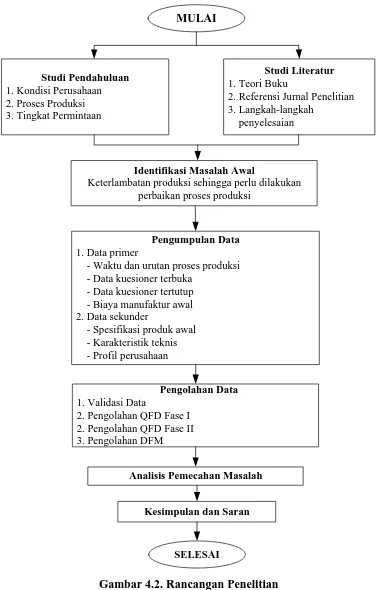
4.7. Rancangan Penelitian
MULAI
Studi Pendahuluan
1. Kondisi Perusahaan 2. Proses Produksi 3. Tingkat Permintaan
Studi Literatur
1. Teori Buku
2. Referensi Jurnal Penelitian 3. Langkah-langkah
penyelesaian
Identifikasi Masalah Awal
Keterlambatan produksi sehingga perlu dilakukan perbaikan proses produksi
Pengumpulan Data
1. Data primer
- Waktu dan urutan proses produksi - Data kuesioner terbuka
- Data kuesioner tertutup - Biaya manufaktur awal 2. Data sekunder
- Spesifikasi produk awal - Karakteristik teknis - Profil perusahaan
Pengolahan Data 1. Validasi Data
2. Pengolahan QFD Fase I 2. Pengolahan QFD Fase II 3. Pengolahan DFM
Analisis Pemecahan Masalah
Kesimpulan dan Saran
[image:38.595.123.500.110.700.2]SELESAI
4.8. Pengumpulan Data 4.8.1. Sumber Data
Data yang dikumpulkan ada dua jenis yaitu: 1. Data primer
Data primer dikumpulkan dengan cara pengamatan atau pengukuran langsung, yaitu:
a. Data kuesioner terbuka b.Data kuesioner tertutup c. Karakteristik teknis d.Part Kritis
e. Pengukuran waktu
f. Operation Chart
g. Struktur Produk 2. Data sekunder
Data sekunder diperoleh dengan cara wawancara dengan bagian manajemen perusahaan, antara lain:
a. Urutan proses produksi. b. Data profil perusahaan.
4.8.2. Metode Pengumpulan Data
Pada penelitian ini, teknik pengumpulan data yang digunakan adalah sebagai berikut:
1. Observasi
Observasi merupakan kegiatan pengamatan secara langsung di lapangan mengenai proses pembuatan produk karung plastik, pengukuran waktu,
operation chart dan struktur produk.
2. Wawancara
Wawancara merupakan kegiatan tanya jawab dengan pihak manajemen dan operator perusahaan saat penelitian berlangsung.
3. Survei
Teknik untuk mendapatkan data primer yang dibutuhkan berkaitan dengan penelitian dengan menyebarkan kuesioner terbuka dan kuesioner tertutup. 4. Dokumentasi
Dokumentasi bertujuan untuk mengumpulkan data sekunder yang terdapat diperusahaan dan berhubungan dengan objek penelitian.
5. Studi literatur
4.8.3. Instrumen Penelitian
Instrumen yang digunakan dalam data primer adalah sebagai berikut: 1. Kuesioner
Kuesioner digunakan sebagai instrumen untuk mengumpulkan informasi mengenai produk seperti material dan segala hal yang berkaitan dengan proses produksi.
2. Stopwatch
Stopwatch digunakan dalam pengukuran waktu produksi karung plastik.
3. Operation Chart
Operation chart digunakan untuk menjelaskan tahapan proses produksi
karung goni di PT. Sri Intan Karplas Industry. 4. Struktur Produk
Struktur produk digunakan untuk menggambarkan susunan hierarkis penyusun produk karung goni.
4.8.4. Populasi dan Sampel
Populasi adalah keseluruhan dari objek yang akan diteliti. Dalam penelitian ini, objek yang menjadi populasi adalah pelanggan internal yaitu karyawan PT. Sri Intan Karplas Industry yang berhubungan dengan kegiatan produksi.
produk yang diteliti. Ukuran sampel yang digunakan dipilih berdasarkan ukuran sampel minimum yang proporsional (Sukaria Sinulingga, 2015) yang mengatakan ukuran sampel yang layak untuk sebagian besar penelitian adalah antara 30 hingga 500.
Untuk penyebaran kuesioner tertutup teknik sampling yang digunakan adalah dengan menggunakan total sampling yaitu seluruh karyawan yang berhubungan dengan kegiatan produksi. Ukuran sampel untuk kuesioner karakteristik teknis yang dipilih adalah 1 responden yaitu supervisor bagian produksi.
4.9. Pengolahan Data
Pengolahan data yang dilakukan dalam penelitian ini antara lain. 1. Uji Validitas
Data yang diperoleh dari kuesioner akan diuji validitas dan reliabilitas data. Validitas data ialah suatu ukuran yang mengacu kepada derajat kesesuaian antara data yang dikumpulkan dan data sebenarnya dalam sumber data.
Dimana, r = koefisien korelasi antara X dan Y X = skor variabel independen X Y = skor variabel independen Y
t b k k r 2 2 1 1 dimana,k = jumlah butir pertanyaan 2b = varians butir pertanyaan 2t = varians total butir pertanyaan
Adapun langkah-langkah penyebaran kuesioner ditunjukan pada Gambar 4.3.
Penentuan Tujuan
Uji Validitas dan Reliabilitas Penentuan Jumlah Sampel
Penelitian Valid dan reliabel ? Pembuatan dan Penyebaran Kuesioner Mulai Tidak Perancangan Kuesioner Penyebaran Kuesioner
Data Hasil Kuesioner
Selesai Ya
Sumber: Hasil Pengumpulan Data
2. Membuat Matrix House of Quality
House of Quality digunakan untuk mendapatkan karakteristik pelayanan teknis
yang bermutu dan sesuai dengan keinginan pelanggan. Penilaian atribut dengan melihat tingkat hubungan antar atribut dan hubungan atribut dengan karaktersitik pelayanan. Pengolahan data QFD dapat dilihat pada Gambar 4.4.
Identifikasi Kebutuhan Pelanggan
Penentuan Tingkat Kepentingan
Menetapkan Karakterisitik Teknis
Menetapkan Tingkat Hubungan Antara Karakteristik Teknis dengan Kebutuhan
Pelanggan
Menyusun Matriks Perencanaan/ Planning
Matriks
Membangun Matriks House of Quality
Hitung Ukuran Kinerja HoQ (Business
Importance dan Relative Cost)
[image:44.595.230.394.251.450.2]Sumber: Lou Cohen (1995)
Gambar 4.4. Diagram Alir QFD
Prosedur penggunaan matriks HoQ adalah :
h. Diidentifikasi keinginan responden (customer needs)
Keinginan responden (Customer needs) pada House of Quality berisi daftar struktur keinginan konsumen terhadap produk atau jasa yang direncanakan i. Diidentifikasi tingkat kepentingan (customer importance)
konsumen. Penentuan tingkat kepentingan kepentingan menggunakan aturan 5 skala sebagai berikut :
1 = Semua atribut tidak penting terhadap konsumen 2 = Sedikit penting terhadap konsumen
3 = Cukup penting terhadap konsumen 4 = Penting untuk konsumen
5 = Sangat penting untuk konsumen
j. Menentukan karakteristik teknis produk (Tehnical Response)
Voice of Costumer (VOC) mempunyai komponen secara kualitatif dan
kuantitatif (komponen yang dimaksud adalh keinginan konsumen) yang kemudian diterjemahkan dari suara pelanggan menjadi voice of developer (keinginan perusahaan). Pergantian karakteristik kualitas ini akan dihubungkan dalam matriks dan data kuantitatif akan menjadi target serta benchmark perusahaan.
k. Menetapkan hubungan antar karakteristik teknis
Hubungan dalam bagian House of Quality biasa disebut hubungan antar karakteristik teknis. Hubungan antar karakteristik teknis menjadi atap pada house of quality. Hubungan ini menggambarkan hubungan antara karaktertistik kualitas. Simbol-simbol yang digunakan untuk menggambarkan tingkat hubungan masing-masing variabel sebagai berikut yakni sebagai berikut :
x : tingkat hubungan negatif sedang : 2 o : tingkat hubungan negatif kuat : 1
l. Menetapkan tingkat hubungan karakteristik teknis produk dengan keinginan konsumen.
Hubungan antar karakteristik teknis terhadap keinginan konsumen dapat digambarkan pada QFD. Ide yang brilian pada QFD adalah menggunakan matriks untuk mempelajari setiap hubungan.
m. Menentukan Kinerja Kepuasan Pesaing (Competetive Satisfaction Performance)
Tim pengembang harus dapat memahamai kompetisi. Kalimat memahami kompetisi terdengar sederhana, tetapi banyak tim pengembang tidak mempelajari pesaing lainnya dengan seksama. Penilaian kinerja kepuasan pesaing dapat dlihat dari tujuan dan rasio perbaikan, sales point, raw weight, dan normalized weight.
1. Tujuan dan rasio perbaikan
Tujuan pada perencanaan matriks mengidentifikasi pemikiran tim mengenai level konsumen yang diinginkan untuk membantu memenuhi semua keinginan konsumen. Rasio perbaikan adalah salah satu tujuan tingkat kepentingan konsumen dan kemudian menentukan strategi dari tujuan.
Rasio Perbaikan = Goal (tujuan)
2. Sales Point (titik penjualan)
Sales point berisi informasi karaktristik kemampuan untuk menjual produk
atau jasa berdasarkan bagaimana setiap keinginan konsumen. Nilai sales point adalah sebagai berikut :
1 = Tidak ada jual penjualan 1.2 = Titik jual Menengah 1.5 = Titik jual Tinggi
3. Raw Weight (Bobot data)
Raw weight berisi sekumpulan nilai dari data dan pembuatan keputusan
pada matriks perencanaan. Raw weight adalah model kepentingan secara keseluruhan terhadap tim pengembang dan kebutuhan pelanggan.
Raw Weight = (important to costumer) x (Improvemnt ratio) x (sales
point)
4. Normalized Weight (Bobot Normal)
Normalized raw weight berisi nilai raw weight yang diskalakan dari range
0 – 1 atau diekspresikan sebagai presentase
Normalized Raw Weight = Raw Weight
n. Perhitungan Bobot Kepentingan (Importance Weight)
Bobot kepentingan menunjukkan total tingkat kepentingan responden terhadap suatu atribut proses perakitan yang dihitung dengan rumus:
Importance Weight = CIi x Rij
Rij = Hubungan antara CR dengan karakteristik teknis o. Perhitungan bobot kepentingan relatif (relative weight)
Bobot kepentingan menunjukkan total tingkat kepentingan responden terhadap suatu atribut dihitung dengan rumus:
Relative Weight =
p. Membangun matriks house of quality (HoQ)
Matriks HoQ sering disebut dengan istilah rumah kendali mutu. Ukuran kinerja dari HoQ diperoleh berdasarkan tiga aspek yaitu tingkat kesulitan, tingkat kepentingan dan perkiraan biaya. Perhitungan ketiga aspek tersebut dapat dilihat seperti di bawah ini:
4) Penentuan tingkat kesulitan
Tingkat kesulitan ditentukan dari hubungan karakteristik teknis. Perhitungan dibuat dengan mengartikan semua bobot nilai hubungan kemudian membagi bobot dari tiap-tiap karaktertistik teknik dengan jumlah bobot tadi. Tingkat kesulitan diberikan berdasarkan rentang persentase yang diperoleh. Tingkat kesulitan dihitung dengan rumusan :
Tingkat Kesulitan =
Importance Weight atribut
ke-i
Total Importance Weight X 100
Bobot Tiap Karakteristik Teknis
5) Penentuan derajat kepentingan
Nilai derajat kepentingan dihitung dengan menghitung terlebih dahulu total bobot untuk masing-masing hubungan antara atribut produk dengan karakteristik teknis. Derajat kepentingan dihitung dengan rumusan :
% 100
x Atribut dengan
Teknis tik
Karakteris Bobot
Total
Atribut dengan
Teknis tik
Karakteris Tiap
Bobot
6) Perkiraan biaya
Dasar dalam penentuan nilai perkiraan biaya adalah faktor tingkat kesulitan. Kedua variabel ini memiliki hubungan yakni : semakin sulit suatu karakteristik teknik dibuat, akan semakin tinggi pula biaya yang dibutuhkan. Perkiraan biaya dinyatakan dalam persentase dan dipengaruhi berbagai pertimbangan dari si perancang sendiri. Perkiraan biaya dihitung dengan rumusan :
Perkiraan biaya = 100%
Kesulitan Tingkat
Total
Atribut Kesulitan
Tingkat
Karakteristik teknis yang diperoleh dari QFD Fase I dijadikan sebagai input untuk melaksanakan pengolahan pada QFD Fase II. Karakteristik teknis prioritas ditentukan dengan menentukan rangking berdasarkan bobot yang terbesar dari tingkat kesulitan, derajat kepentingan dan perkiraan biaya. Diagram alir pembangunan QFD Fase II dapat dilihat pada Gambar 4.5.
Indetifikasi Part Kritis
Memilih Part Kritis yang Paling Prioritas
Memperbaiki part kritis untuk memperbaiki nilai produk
Sumber: Ronald G Day (1995) dan A.S. Khangura and S.K Ghandi (2012)
Gambar 4.5. Diagram Alir Pembangunan QFD Fase II
Prosedur pembangunan QFD fase II adalah sebagai berikut : a. Identifikasi part kritis
Mengidentifikasi part-part yang berpengaruh terhadap karakteristik teknis pada QFD fase I untuk mementukan nilai kinerja yang paling prioritas
b. Memilih part kritis yang paling prioritas.
Part kritis yang memiliki nilai kinerja paling tinggi dipilih untuk dianalis. c. Memperbaiki Part kritis untuk memperbaiki nilai produk.
Memperbaiki part kritis dengan mengganti atribut yang tidak sesuai dengan keinginan pelanggan sehingga nantinya nilai jual produk semakin meningkat.
Integrasi QFD ke DFM membutuhkan pengolahan QFD hingga fase II18 karena pada fase dua terdapat persyaratan desain untuk memenuhi biaya minimum, reliabilitas, dan konsistensi.
18 Jack B. ReVelle , John W. Moran, dan Charles A. Cox, 1998, The QFD Handbook (USA: John
3. Pengolahan dengan Metode DFM
Pengolahan dengan Metode DFM. Input dari metode ini adalah :
a. Suatu pemahaman detail tentang proses produksi dan perakitan. Metode yang digunakan adalah pengukuran waktu. Alat yang digunakan berupa Operation
Chart.
b. Perkiraan biaya manufaktur, volume produksi, dan waktu peluncuran produk. Alat yang digunakan adalah Bill of Material.
Pengolahan Data dengan Metode DFM dapat dilihat pada Gambar 4.6.
Perkiraan Biaya Manufaktur
Mengurangi Biaya Perakitan Mengurangi
Biaya Komponen
Mengurangi Biaya Penunjang
Produksi
Mempertimbangkan pengaruh terhadap keputusan DFM Terhadap
Faktor Lainnya
Menghitung Ulang Biaya Manufaktur
Cukup Baik ? Desain for Manufacturing
Struktur Produk
Operation
Process Chart Bill Of Material
[image:51.595.218.412.338.689.2]4.10. Analisis Pemecahan Masalah
Analisis pemecahan masalah diawali dari perbaikan terhadap proses produksi terhadap tingkat prioritas karakteristik produk yang dilakukan dengan menggunakan metode QFD. Kemudian, dilakukan perancangan perbaikan proses produksi dengan menggunakan metode Design for Manufacturing sehingga menghasilkan proses produksi yang lebih efisien.
4.11. Kesimpulan dan Saran
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
Pengumpulan data berisi tentang data-data yang digunakan untuk kebutuhan pengolahan data. Pengumpulan data pada laporan ini meliputi data yang diperlukan untuk metode Quality Function Deployment dan metode Design
for Manufacturing.
Pengumpulan data metode Quality Function Deployment (QFD) terdiri atas fase I dan fase II. QFD fase I diperoleh dari kuesioner tertutup yang merupakan lanjutan kuesioner terbuka, karakteristik teknis, hubungan antar karakteristik teknis, dan hubungan antara atribut produk dengan karakteristik teknis. QFD fase II diperoleh dari part kritis, hubungan antar part kritis, dan data hubungan antara karakteristik teknis dengan part kritis.
Pengumpulan data metode Design for Manufacturing adalah data elemen kerja dan waktu proses produksi.
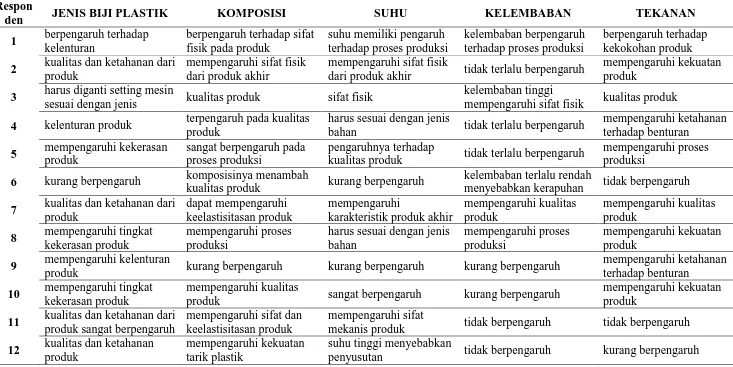
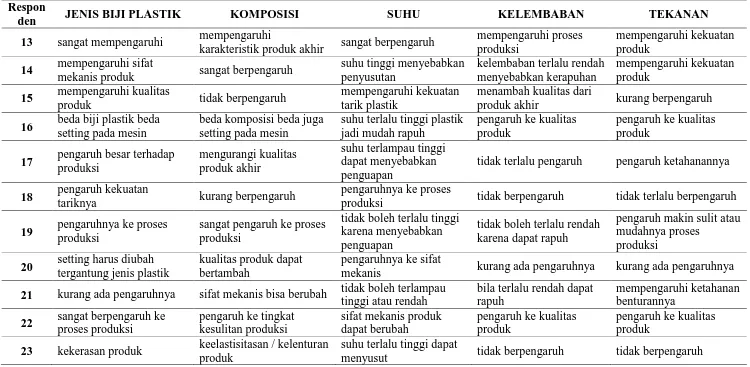
5.1.1. Data Rekapitulasi Kuesioner Terbuka
Tabel 5.1. Rekapitulasi Kuesioner Terbuka Respon
den JENIS BIJI PLASTIK KOMPOSISI SUHU KELEMBABAN TEKANAN
1 berpengaruh terhadap kelenturan
berpengaruh terhadap sifat fisik pada produk
suhu memiliki pengaruh terhadap proses produksi
kelembaban berpengaruh terhadap proses produksi
berpengaruh terhadap kekokohan produk 2 kualitas dan ketahanan dari
produk
mempengaruhi sifat fisik dari produk akhir
mempengaruhi sifat fisik
dari produk akhir tidak terlalu berpengaruh
mempengaruhi kekuatan produk
3 harus diganti setting mesin
sesuai dengan jenis kualitas produk sifat fisik
kelembaban tinggi
mempengaruhi sifat fisik kualitas produk 4 kelenturan produk terpengaruh pada kualitas
produk
harus sesuai dengan jenis
bahan tidak terlalu berpengaruh
mempengaruhi ketahanan terhadap benturan
5 mempengaruhi kekerasan produk
sangat berpengaruh pada proses produksi
pengaruhnya terhadap
kualitas produk tidak terlalu berpengaruh
mempengaruhi proses produksi
6 kurang berpengaruh komposisinya menambah
kualitas produk kurang berpengaruh
kelembaban terlalu rendah
menyebabkan kerapuhan tidak berpengaruh 7 kualitas dan ketahanan dari
produk
dapat mempengaruhi keelastisitasan produk
mempengaruhi
karakteristik produk akhir
mempengaruhi kualitas produk
mempengaruhi kualitas produk
8 mempengaruhi tingkat kekerasan produk
mempengaruhi proses produksi
harus sesuai dengan jenis bahan
mempengaruhi proses produksi
mempengaruhi kekuatan produk
9 mempengaruhi kelenturan
produk kurang berpengaruh kurang berpengaruh kurang berpengaruh
mempengaruhi ketahanan terhadap benturan
10 mempengaruhi tingkat kekerasan produk
mempengaruhi kualitas
produk sangat berpengaruh kurang berpengaruh
mempengaruhi kekuatan produk
11 kualitas dan ketahanan dari produk sangat berpengaruh
mempengaruhi sifat dan keelastisitasan produk
mempengaruhi sifat
mekanis produk tidak berpengaruh tidak berpengaruh 12 kualitas dan ketahanan
produk
mempengaruhi kekuatan tarik plastik
suhu tinggi menyebabkan
Tabel 5.1. Rekapitulasi Kuesioner Terbuka (Lanjutan) Respon
den JENIS BIJI PLASTIK KOMPOSISI SUHU KELEMBABAN TEKANAN
13 sangat mempengaruhi mempengaruhi
karakteristik produk akhir sangat berpengaruh
mempengaruhi proses produksi
mempengaruhi kekuatan produk
14 mempengaruhi sifat
mekanis produk sangat berpengaruh
suhu tinggi menyebabkan penyusutan
kelembaban terlalu rendah menyebabkan kerapuhan
mempengaruhi kekuatan produk
15 mempengaruhi kualitas
produk tidak berpengaruh
mempengaruhi kekuatan tarik plastik
menambah kualitas dari
produk akhir kurang berpengaruh 16 beda biji plastik beda
setting pada mesin
beda komposisi beda juga setting pada mesin
suhu terlalu tinggi plastik jadi mudah rapuh
pengaruh ke kualitas produk
pengaruh ke kualitas produk
17 pengaruh besar terhadap produksi
mengurangi kualitas produk akhir
suhu terlampau tinggi dapat menyebabkan penguapan
tidak terlalu pengaruh pengaruh ketahanannya 18 pengaruh kekuatan
tariknya kurang berpengaruh
pengaruhnya ke proses
produksi tidak berpengaruh tidak terlalu berpengaruh 19 pengaruhnya ke proses
produksi
sangat pengaruh ke proses produksi
tidak boleh terlalu tinggi karena menyebabkan penguapan
tidak boleh terlalu rendah karena dapat rapuh
pengaruh makin sulit atau mudahnya proses
produksi 20 setting harus diubah
tergantung jenis plastik
kualitas produk dapat bertambah
pengaruhnya ke sifat
mekanis kurang ada pengaruhnya kurang ada pengaruhnya 21 kurang ada pengaruhnya sifat mekanis bisa berubah tidak boleh terlampau
tinggi atau rendah
bila terlalu rendah dapat rapuh
mempengaruhi ketahanan benturannya
22 sangat berpengaruh ke proses produksi
pengaruh ke tingkat kesulitan produksi
sifat mekanis produk dapat berubah
pengaruh ke kualitas produk
pengaruh ke kualitas produk
Tabel 5.1. Rekapitulasi Kuesioner Terbuka (Lanjutan) Respon
den JENIS BIJI PLASTIK KOMPOSISI SUHU KELEMBABAN TEKANAN
24 kekuatan tariknya dapat berubah
dapat makin elastis atau kurang elastis
pengaruhnya ke produksi agak kurang
sifat mekanisnya dapat berkurang bila terlalu tinggi
dapat makin keras atau makin lunak
25 bisa mempengaruhi proses produksi
bisa merubah sifat mekanisnya
suhunya harus sesuai
dengan kriteria tidak ada pengaruhnya
kekuatannya dapat berubah
26 beda jenis beda kualitas bisa makin lentur atau kurang lentur
pengaruhnya ke
karakteristik produknya
produk rapuh bila terlalu
kering kurang ada pengaruhnya
27 tentu sangat ada
pengaruhnya ke produksi kualiasnya bisa berubah bisa mempengaruhi
kualitas produknya bisa terpengaruhi
proses produksinya bisa terpengaruh
28 kesulitan atau kemudahan dalam pencetakan
daya tarik plastik dapat
terpengaruh kualitas tidak ada pengaruhnya
lebih tahan atau kurang tahan benturan
29 kualitas dan daya tahannya
bisa berubah sangat ada pengaruhnya kualitasnya bisa berubah
tentu ada pengaruhnya ke
proses produksi kekuatan produknya 30 harus diganti setting /
setelan bila jenis diganti
kesulitan tergantung pada
hal ini sifat fisiknya berubah
sifat mekanis berubah bila
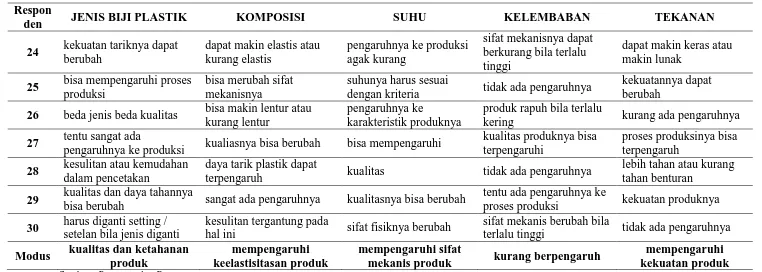
terlalu tinggi tidak ada pengaruhnya Modus kualitas dan ketahanan
produk
mempengaruhi keelastisitasan produk
mempengaruhi sifat
mekanis produk kurang berpengaruh
mempengaruhi kekuatan produk
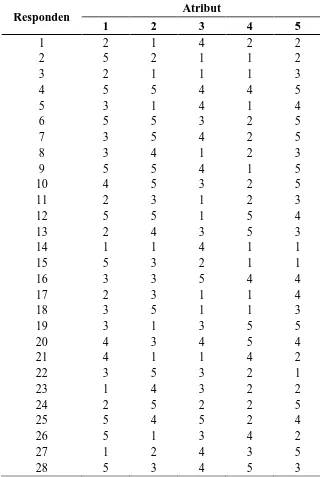
5.1.2. Data Rekapitulasi Kuesioner Tertutup
Modus kuesioner terbuka menjadi input untuk kuesioner tertutup yang berguna mengetahui atribut mana yang perlu diperbaiki. Kuesioner tertutup diperoleh dari 50 orang responden yang didapatkan berdasarkan metode total
[image:57.595.150.470.280.757.2]sampling. Rekapitulasi kuesioner tertutup ditunjukan pada Tabel 5.2.
Tabel 5.2. Rekapitulasi Kuesioner Tertutup
Responden Atribut
1 2 3 4 5
1 2 1 4 2 2
2 5 2 1 1 2
3 2 1 1 1 3
4 5 5 4 4 5
5 3 1 4 1 4
6 5 5 3 2 5
7 3 5 4 2 5
8 3 4 1 2 3
9 5 5 4 1 5
10 4 5 3 2 5
11 2 3 1 2 3
12 5 5 1 5 4
13 2 4 3 5 3
14 1 1 4 1 1
15 5 3 2 1 1
16 3 3 5 4 4
17 2 3 1 1 4
18 3 5 1 1 3
19 3 1 3 5 5
20 4 3 4 5 4
21 4 1 1 4 2
22 3 5 3 2 1
23 1 4 3 2 2
24 2 5 2 2 5
25 5 4 5 2 4
26 5 1 3 4 2
Tabel 5.2. Rekapitulasi Kuesioner Tertutup (Lanjutan)
Responden Atribut
1 2 3 4 5
29 2 3 4 4 4
30 4 5 4 5 2
31 2 2 4 3 1
32 5 1 4 5 4
33 1 1 2 2 2
34 4 4 1 4 3
35 1 1 3 1 4
36 1 1 4 2 1
37 1 2 5 4 2
38 4 4 5 1 1
39 4 3 1 5 3
40 5 4 3 3 3
41 1 4 5 2 1
42 2 5 5 5 3
43 4 5 1 1 5
44 3 3 4 1 1
45 2 4 4 5 2
46 2 5 5 4 4
47 5 2 4 4 2
48 4 2 5 4 1
49 1 5 2 5 4
50 5 2 3 4 2
Sumber: Pengumpulan Data
5.1.3. Data Karakteristik Teknis
Tabel 5.3. Data Karakteristik Teknis
No Karakteristik Teknis
1 Pencetakan lembaran plastik
2 Pemotongan lembaran plastik menjadi benang 3 Penggulungan benang
4 Penenunan benang menjadi karung plastik 5 Pemotongan gulungan karung plastik 6 Penjahitan karung plastik
Sumber : Pengumpulan Data
5.1.4. Data Hubungan antar Karakteristik Teknis
Data hubungan antar karakteristik teknis diperoleh dari hasil wawancara dengan manager produksi PT. Sri Intan Karplas Industry ditunjukkan oleh Tabel 5.4.
Tabel 5.4. Data Hubungan antar Karakteristik Teknis Karakteristik Teknis 1 2 3 4 5 6
1 4 4 4 3 4
2 4 4 2 2 2
3 4 4 4 4 4
4 4 2 4 3 3
5 3 2 4 3 4
6 4 2 4 3 4
Sumber: Pengumpulan Data
Tabel 5.5. Data Hubungan antara Atribut Produk dengan Karakteristik Teknis
Karakteristik
Teknis 1 2 3 4 5 6
Atribut
1 1 3 9 0 1 0
2 9 1 9 1 1 1
3 1 1 3 9 9 1
4 1 1 1 3 9 0
5 9 3 1 9 0 3
Sumber: Pengumpulan Data
5.1.6. Data Persyaratan Part Kritis
Data part kritis diperoleh dari hasil wawancara dengan manager produksi PT. Sri Intan Karplas Industry ditunjukkan oleh Tabel 5.6.
Tabel 5.6. Part Kritis
No Part Kritis
1 Jumlah PP
2 Jumlah LDPE
3 Jumlah scrap
Sumber: Pengumpulan Data
5.1.7. Data Hubungan antar Part Kritis
Data hubungan antar part kritis diperoleh dari hasil wawancara dengan manager produksi PT. Sri Intan Karplas Industry ditunjukkan oleh Tabel 5.7.
Tabel 5.7. Data Hubungan antar Part Kritis
Part Kritis 1 2 3
1 4 2
2 4 3
3 2 3
5.1.8. Data Hubungan antara Karakteristik Teknis dengan Part Kritis Data hubungan antara karakteristik teknis dengan part kritis diperoleh dari hasil wawancara dengan manager produksi PT. Sri Intan Karplas Industry ditunjukkan oleh Tabel 5.8.
Tabel 5.8. Data Hubungan antara Karakteristik Teknis dengan Part Kritis
Part
Kritis
1 2 3
Karakteristik Teknis
1 9 9 3
2 3 3 3
3 9 9 9
4 9 9 3
5 1 3 1
6 9 9 3
Sumber: Pengumpulan Data
5.1.9. Data Kegiatan Proses Produksi
Data kegiatan proses produksi karung plastik dibagi ke dalam 5 stasiun kerja yang ditunjukkan oleh Tabel 5.9.
Tabel 5.9. Data Kegiatan Proses Produksi Karung Plastik
Stasiun kerja No Elemen kegiatan
I
1 Dicampur biji plastik PP,LDPE dan scrap di dalam mesin
Mixer
2 Dilelehkan biji plastik hingga membentuk cairan 3 Dicetak cairan hingga menjadi lembaran panjang di mesin
cetak extruder
4 Direndam lembaran plastik di bak air
5 Dipotong lembaran plastik menjadi untaian benang dengan mesin take off
karung plastik dan digulung
Tabel 5.9. Data Kegiatan Proses Produksi Karung Plastik (Lanjutan)
Stasiun kerja No Elemen kegiatan
III 9 Dipotong dan dijahit karung plastik sesuai ukuran menggunakan mesin potong dan jahit otomatis IV 10 Dicetak logo pada karung plastik menggunakan mesin
printing
V 11 Karung plastik di-pack dengan menggunakan mesin press
Sumber: Pengumpulan Data
5.1.10. Pengukuran Waktu Proses Produksi
Menurut Sritomo (2006) untuk kegiatan yang berlangsung dalam siklus sekitar 2 menit atau kurang, jumlah pengamatan sudah cukup sebanyak 10 kali dan 5 kali pengamatan untuk kegiatan yang berlangsung dalam siklus waktu yang lebih besar dari 2 menit19. Hasil pengukuran data waktu proses produksi pada tiap elemen pekerjaan dapat dilihat pada Tabel 5.10.
Tabel 5.10. Data Waktu Proses Produksi Tiap Stasiun Kerja Satuan Detik
Stasiun Kerja (Detik) Pengukuran
I II III IV V
Elemen Kegiatan
1 2 3 4 5 6 7 8 9