PEMILIHAN SUPPLIER DAN ALOKASI PEMESANAN
BAHAN BAKU DI PT LATEXINDO TOBA PERKASA
MENGGUNAKAN METODE FUZZY AHP, TOPSIS, DAN
MOLP
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
VITA RAHMAYANI
1 0 0 4 0 3 1 0 7
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Tuhan Yang Maha Esa yang telah memberikan rahmat dan karunia-Nya kepada penulis sehingga penulis dapat menyelesaikan tugas sarjana ini.
Tugas sarjana ini merupakan salah satu syarat untuk mendapatkan gelar sarjana teknik di Departemen Teknik Industri, khususnya program studi Reguler Strata Satu, Fakultas Teknik, Universitas Sumatera Utara. Judul untuk tugas sarjana ini adalah “Pemilihan Supplier dan Alokasi Pemesanan Bahan Baku di PT Latexindo Toba Perkasa Menggunakan Metode Fuzzy-AHP, TOPSIS dan MOLP”.
Penulis menyadari masih banyak kekurangan dalam penulisan tugas sarjana ini. Oleh karena itu, penulis mengharapkan saran dan masukan yang bersifat membangun demi kesempurnaan laporan tugas sarjana ini. Semoga tugas sarjana ini dapat bermanfaat bagi penulis, perpustakaan Universitas Sumatera Utara, dan pembaca lainnya.
Medan, Maret 2015 Penulis,
UCAPAN TERIMA KASIH
Segala puji dan syukur penulis ucapkan yang sebesar-besarnya kepada Tuhan Yang Maha Esa yang telah memberikan kesempatan kepada penulis untuk merasakan dan mengikuti pendidikan di Departemen Teknik Industri USU serta telah memberikan nikmat kesehatan dan ilmu kepada penulis selama masa kuliah dan penulisan laporan tugas sarjana ini.
Dalam penulisan tugas sarjana ini penulis telah mendapatkan bimbingan dan bantuan dari berbagai pihak, baik berupa materil, spiritual, informasi maupun administrasi. Oleh karena itu sudah selayaknya penulis mengucapkan terima kasih kepada:
1. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas Sarjana ini.
2. Bapak Dr. Ir. Nazaruddin, MT selaku Dosen Pembimbing I atas waktu, bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
3. Bapak Ir. Ukurta Tarigan, MT selaku Sekretaris Departemen Teknik Industri dan Dosen Pembimbing II atas waktu, bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
5. Seluruh dosen Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara yang telah memberikan pengajaran selama perkuliahan yang menjadi bekal dalam penulisan tugas sarjana ini.
6. Orang tua penulis, (M. Yasin dan Deliani) serta saudara penulis (abanda Hafiz, kakanda Ayunda dan adinda Siti) yang tiada hentinya mendukung penulis baik secara moril, doa, maupun materil sehingga tugas sarjana ini dapat diselesaikan.
7. Staff pegawai Teknik Industri, Bang Mijo, Bang Ridho, Kak Dina, Bang Nurmansyah, Kak Rahma, dan Ibu Ani, terimakasih atas bantuannya dalam masalah administrasi untuk melaksanakan tugas sarjana ini.
8. Seluruh staff PT Latexindo Toba Perkasa khususnya Ibu Yasmarita dan Ibu Liza yang telah memberikan bantuan berupa waktu, bimbingan, serta informasi dan data selama melakukan penelitian.
9. Sahabat-sahabat penulis Debi, Umri, Dedi, Irda, Fitra dan terkhusus untuk Rizkika yang membantu mengajari penulis serta memberikan semangat yang tiada hentinya dalam menyelesaikan tugas sarjana ini.
10. Rekan-rekan seperjuangan Fina, Reza, Liyana, Sheihan, Chandra, Zul, Azhar, Zain, Madan dan angkatan 2010 TITEN Teknik Industri FT USU yang juga membantu penulis selama penelitian.
12. Seluruh pihak yang telah banyak memberi bantuan kepada penulis dalam penyelesaian tugas sarjana ini yang tidak dapat disebutkan satu per satu.
UNIVERSITAS SUMATERA UTARA, MEDAN PENULIS
1.5. Bat
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI ... viii
DAFTAR TABEL ... xv
DAFTAR GAMBAR ... xviii
DAFTAR LAMPIRAN ... xx
ABSTRAK ... xxi
I PENDAHULUAN
1.1. Latar Belakang ... I-1 1.2. Perumusan Masalah ... I-5 1.3. Tujuan Penelitian ... I-6 1.4. Manfaat Penelitian ... I-6
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan ... II-1 2.2. Ruang Lingkup Bidang Usaha ... II-2 2.3. Lokasi Perusahaan ... II-2 2.4. Daerah Pemasaran ... II-2 2.5. Organisasi dan Manajemen ... II-2
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
III LANDASAN TEORI
3.1. Pengertian Supply Chain ... III-1
3.2. Pemilihan Supplier (Pemasok) ... III-2
3.2.1. Kriteria Pemilihan Pemasok ... III-3 3.3. Pemesanan Bahan Baku ... III-5 3.4. Analytical Hierarchy Process (AHP) ... III-6 3.5. Fuzzy Analytical Hierarchy Process ... III-11
3.5.1. Chang’s Extent Analysis ... III-12
3.6. Technique For Orders Reference by Similarity to Ideal Solution
(TOPSIS) ... III-15 3.7. Linear Programming ... III-18
3.7.1. Formulasi Model Linear Programming ... III-18
3.7.2. Bentuk Umum Model Linear Programming ... III-18
3.7.3. Asumsi-asumsi Model Linear Programming ... III-19
IV METODOLOGI PENELITIAN
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.5. Kriteria Pemilihan Supplier ... IV-3 4.6. Kerangka Teoritis ... IV-3 4.7. Variabel Penelitian ... IV-4 4.8. Metode Pengumpulan Data ... IV-5 4.9. Pengolahan Data ... IV-6 4.10. Analisis dan Pembahasan ... IV-8 4.11. Kesimpulan dan Saran ... IV-8
V PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ... V-1 5.1.1. Tahap Penentuan Kriteria... V-1 5.1.2. Pengumpulan Data AHP ... V-3 5.1.3. Struktur Hierarki Pemilihan Supplier ... V-5
5.1.4. Pembuatan Kuesioner ... V-6 5.1.5. Matriks Perbandingan Berpasangan (Pairwise
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.1.7. Formulasi Model Multi Objective Linear Programming
(MOLP) ... V-10 5.1.8. Pengumpulan Data untuk Formulasi Multi Objective
Linear Programming ... V-13
5.2. Pengolahan Data ... V-15 5.2.1. Perhitungan Rata-rata Pembobotan untuk Setiap
Kriteria dan Alternatif ... V-15 5.2.2. Perhitungan Bobot Parsial dan Konsistensi Matriks ... V-19
5.2.2.1. Perhitungan Bobot Parsial dan Konsistensi
Matriks untuk Elemen Level 2 (Kriteria) ... V-20 5.2.2.2. Perhitungan Bobot Parsial dan Konsistensi
Matriks untuk Elemen Level 3 (Alternatif)... V-22 5.2.3. Konversi Matriks Perbandingan Berpasangan Tegas
(Crisp) ke Nilai Matriks Perbandingan Berpasangan
Fuzzy ... V-25
5.2.3.1. Konversi Matriks Perbandingan Berpasangan Tegas (Crisp) ke Nilai Matriks Perbandingan
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.3.2. Konversi Matriks Perbandingan Berpasangan Tegas (Crisp) ke Nilai Matriks Perbandingan
Berpasangan Fuzzy Level 3 (Alternatif) ... V-26
5.2.4. Perhitungan Bobot ... V-26 5.2.4.1. Perhitungan Bobot Lokal Fuzzy Level 2
(Kriteria) ... V-26
5.2.4.2. Perhitungan Bobot Lokal Fuzzy Level 3
(Alternatif)... V-31 5.2.4.3. Perhitungan Bobot Global Fuzzy ... V-38
5.2.5. Penentuan Prioritas Supplier dengan Technique for Order Preference by Similarity to Ideal Solution
(TOPSIS) ... V-40 5.2.5.1. Normalisasi Matriks ... V-41 5.2.5.2. Normalisasi Matriks Terbobot ... V-42 5.2.5.3. Matriks Solusi Ideal Positif dan Negatif ... V-43 5.2.5.4. Jarak Antara Nilai Alternatif dengan Matriks
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.7. Penentuan Alokasi Order Menggunakan Multi
Objective Linear Programming (MOLP) ... V-48
VI ANALISIS PEMECAHAN MASALAH
6.1. Analisis Hierarki ... VI-1 6.2. Analisis Pembobotan Kriteria Menggunakan Fuzzy AHP ... VI-1 6.3. Analisis Rangking Supplier Menggunakan TOPSIS ... VI-2 6.4. Analisis Penentuan Alokasi Order dengan Menggunakan Multi
Objective Linear Programming (MOLP) ... VI-4
6.5. Pembahasan Supplier yang Dipilih Serta Kuantitas Pemesanan VI-5
6.6. Implementasi Pemilihan Supplier dan Alokasi Order Bahan
Baku pada Perusahaan ... VI-6
VII KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
2.1. Jenis dan Spesifikasi Produk Sarung Tangan PT Latexindo Toba Perkasa ... II-34 3.1. Kriteria Pemilihan Pemasok atau Vendor ... III-4 3.2. Dasar Perbandingan Kriteria ... III-10 3.3. Harga Random Index ... III-11
3.4. Fungsi Keanggotaan Skala Linguistik Bilangan Fuzzy... III-12
4.1. Populasi Penelitian ... IV-2 5.1. Kriteria Pemilihan Supplier ... V-1
5.2. Rekapitulasi Jawaban Kriteria Penilaian Kinerja Supplier ... V-2 5.3. Pengelompokkan Responden Berdasarkan Jabatan ... V-4 5.4. Skala Liberatore ... V-9
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.14. Matriks Normalisasi dan Bobot Setiap Baris Elemen Level 2 ... V-21 5.15. Penjumlahan Kolom Matriks Perbandingan Alternatif untuk
Kriteria Pengalaman Bermitra ... V-23 5.16. Matriks Normalisasi dan Bobot Setiap Baris Alternatif untuk
Kriteria Pengalaman Bermitra ... V-23 5.17. Rekapitulasi Hasil Perhitungan Consistency Ratio (CR)
Alternatif untuk Setiap Kriteria ... V-25 5.18. Rata-rata Geometris Matriks Perbandingan Berpasangan Level
2 (Kriteria) ... V-32 5.19. Normalisasi Vektor Terbobot Level 2 (Kriteria) ... V-31 5.20. Rata-rata Geometris Matriks Perbandingan Berpasangan Level
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.29. Urutan Supplier yang Diprioritaskan dengan Metode TOPSIS .. V-45 5.30. Perkalian Bobot Global Kriteria dengan Skala Liberatore ... V-46
5.31. Rataan Geometri Perhitungan Konstanta Supplier ... V-47
5.32. Normalisasi Perhitungan Konstanta Supplier ... V-47 5.33. Perhitungan Single Objective Linear Programming dengan
LINGO 14.0 ... V-51 5.34. Rekapitulasi Hasil xj dan yj ... V-54
6.1. Nilai Bobot Kriteria ... VI-2 6.2. Hasil Urutan Supplier dengan Metode TOPSIS ... VI-3 6.3. Rekapitulasi Hasil xj dan yj ... VI-4
6.4. Biaya Pemesanan Bahan Baku dengan Penerapan 5 Supplier .... VI-6
6.5. Biaya Pemesanan Bahan Baku dengan Penerapan 4 Supplier .... VI-7
6.6. Keterlambatan Bahan Baku dengan Penerapan 5 Supplier ... VI-7
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT Latexindo Toba Perkasa ... II-4 2.2. Lateks ... II-32 2.3. Pearl Mill ... II-40
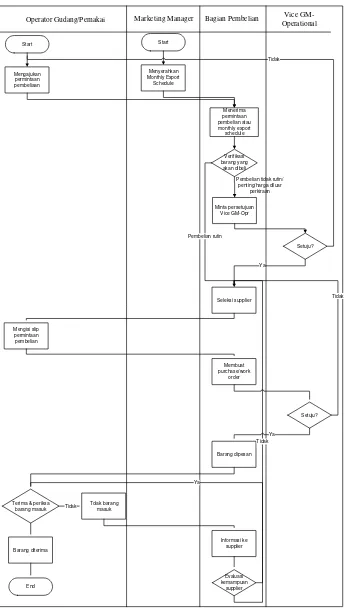
2.4. Mesin Dipping Line ... II-41 2.5. Flowchart Pembelian ... II-47
3.1. Supply Chain Diagram ... III-1
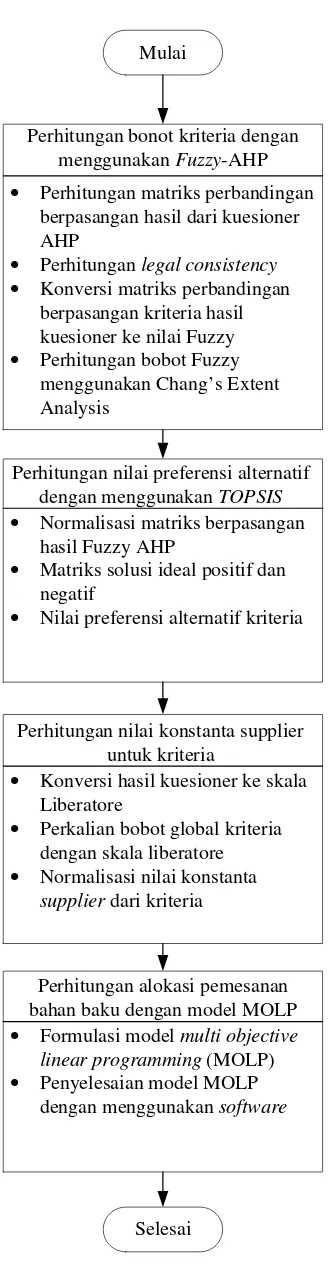
4.1. Diagram Skematis Kerangka Teoritis Penelitian ... IV-4 4.2. Block Diagram Pengolahan Data ... IV-7
4.3. Block Diagram Penelitian ... IV-9 5.1. Struktur Hierarki Pemilihan Supplier ... V-8
DAFTAR LAMPIRAN
LAMPIRAN
L1 Matriks Perbandingan Berpasangan Level 2 L2 Matriks Perbandingan Berpasangan Level 3
L3 Penilaian Responden Terhadap Kriteria Supplier dengan Skala Likert
L4 Matriks Perbandingan Berpasangan Fuzzy Level 2 L5 Matriks Perbandingan Berpasangan Fuzzy Level 3
L6 Rata-rata Geometris Matriks Perbandingan Berpasangan Level 3
L7 Penilaian Responden Terhadap Kriteria Supplier
L8 Perkalian Bobot Global Kriteria dengan Skala Liberatore
L9 Perhitungan Fungsi Tujuan dengan Menggunakan LINGO 14.0 L10 Kuesioner
L11 Form Asistensi L12 Form Tugas Akhir L13 Surat Penjajakan L14 Surat Balasan Pabrik
BAB I
PENDAHULUAN
1.1. Latar Belakang
Tuntutan pelanggan akan produk yang berkualitas tinggi menyebabkan perusahaan selalu berusaha untuk menghasilkan produk dengan kualitas yang terbaik. Produk dengan kualitas yang baik memerlukan bahan baku dengan kualitas yang baik pula. Oleh karena itu, proses pemilihan bahan baku merupakan salah satu faktor yang berpengaruh dalam menghasilkan produk yang berkualitas.
Sebuah perusahaan, khususnya perusahaan manufaktur, pasti bekerjasama dengan pemasok guna menjamin ketersediaan bahan baku. Beberapa perusahaan dihadapkan pada beberapa alternatif pemasok, dimana pemasok tersebut memiliki kelebihan dan kekurangan masing-masing. Sehingga terjadilah proses pemilihan pemasok sebagai akibat adanya beberapa alternatif pemasok. Pemilihan pemasok merupakan masalah pengambilan keputusan yang cukup penting, karena pemilihan pemasok yang tepat dapat menurunkan biaya pembelian dan meningkatkan daya saing perusahaan (Ghodyspour dan O’Brien dalam Alyanak dan Armaneri, 2009).
PT Latexindo Toba Perkasa merupakan perusahaan yang bergerak di bidang industri pembuatan sarung tangan berbahan baku karet (lateks). Pemilihan
supplier bahan baku dilakukan oleh departemen purchasing selama ini
berdasarkan hasil tinjauan yang dilakukan bagian pembelian terhadap beberapa
diberikan kontrak untuk memasok bahan baku ke perusahaan. Saat ini, perusahaan memiliki 5 rekanan supplier untuk pemasokan bahan baku dengan menggunakan
sistem kontrak. Setiap supplier memiliki tingkat pemenuhan tuntutan perusahaan
yang berbeda-beda sehingga perusahaan berencana untuk mengevaluasi supplier
saat ini yang menjadi rekanan perusahaan dan menambahkan beberapa kriteria untuk pemilihan supplier berikutnya. Beberapa hal yang akan dievaluasi untuk
supplier adalah ketepatan datangnya bahan baku, kualitas bahan baku yang tidak
sesuai dengan SIR (Standard Indonesian Rubber) dan harga bahan baku yang
berbeda-beda.
Ketepatan pengiriman bahan baku merupakan salah satu proses yang penting dalam kelancaran proses produksi. Kecepatan pengiriman bahan baku dapat menimbulkan biaya untuk penyimpanan bahan baku yang ditanggung oleh
supplier. Keterlambatan pengiriman bahan baku akan mengakibatkan denda untuk
setiap supplier namun keadaan aktualnya masih terdapat beberapa supplier yang
terlambat mengirimkan bahan baku. Setiap supplier mengirimkan bahan baku
dengan frekuensi 3 kali pengiriman dalam sebulan dan jarak waktu antara pengiriman awal dan pengiriman akhir adalah 10 hari. Pada tabel 1.1. akan diberikan informasi mengenai keterlambatan pengiriman bahan baku dari setiap
Tabel 1.1. Keterlambatan Pengiriman Bahan Baku Setiap Supplier Periode
Oktober-Desember 2014
Supplier
Jumlah Pemesanan 140 ton (pemasok/bulan)
Pengiriman
Sumber: PT Latexindo Toba Perkasa
Kualitas dari bahan baku setiap supplier harus sesuai dengan SIR apabila
terdapat bahan baku yang tidak sesuai standard tersebut makan akan menurunkan kualitas dari sarung tangan. Kualitas bahan baku dapat diketahui dari beberapa parameter seperti total solid content (TSC), dry rubber content (DRC), kadar
ammonia, mechanical stability time (MST) dan pH. Apabila terdapat bahan baku
yang tidak sesuai ketentuan parameter diatas dengan jumlah yang besar (diatas 25 ton) maka perusahaan akan mengembalikan bahan baku ke supplier. Selama ini
(maksimal 5 ton) perusahaan akan mengurangi harga bahan baku tersebut namun harus menambahkan zat kimia tertentu agar mutu bahan baku tetap terjaga.
Biaya merupakan hal yang paling utama dipertimbangkan oleh perusahaan. Setiap supplier memiliki harga bahan baku yang bervariatif. Pada
tabel 1.2 akan diberikan informasi mengenai setiap supplier pada periode
Oktober-Desember 2014.
Tabel 1.2. Biaya Pemesanan Bahan Baku Setiap Supplier Periode
Oktober-Desember 2014
Sumber: PT Latexindo Toba Perkasa
Ketiga fenomena supplier yang dijelaskan diatas yaitu tentang
keterlambatan pengiriman bahan baku, kualitas bahan baku, dan biaya pemesanan bahan baku merupakan keadaan aktual perusahaan saat ini terhadap pemilihan
supplier. Oleh karena itu perusahaan berencana untuk mengevaluasi supplier yang
sedang menjadi rekanan perusahaan dan menambahkan beberapa kriteria untuk pemilihan supplier berikutnya sebagai rekanan perusahaan. Selain itu untuk
pendistribusian jumlah pesanan yang optimum ke setiap supplier akan dilakukan
alokasi pemesanan bahan baku. Hal ini bertujuan untuk mendapatkan supplier
terbaik bagi perusahaan saat ini dan pertimbangan pemilihan supplier untuk
selanjutnya.
tentang pemilihan supplier dengan menggunakan metode Analytical Hierarchy Process dan alokasi pemesanan bahan baku dengan menggunakan metode Multi Objective Linear Programming (Ambardi, 2010). Dalam penelitiannya, evaluasi
terhadap pemasok dilakukan berdasarkan beberapa kriteria seperti kualitas, ketepatan waktu pengiriman, harga, dan pelayanan. AHP digunakan sebagai kerangka umum formulasi sistem evaluasi yang seimbang dengan kriteria berbeda. Sistem evaluasi ini dapat digunakan untuk memonitor dan mengevaluasi pemasok dan menggambarkan pemasok yang layak dengan sederhana dan struktur yang mudah.
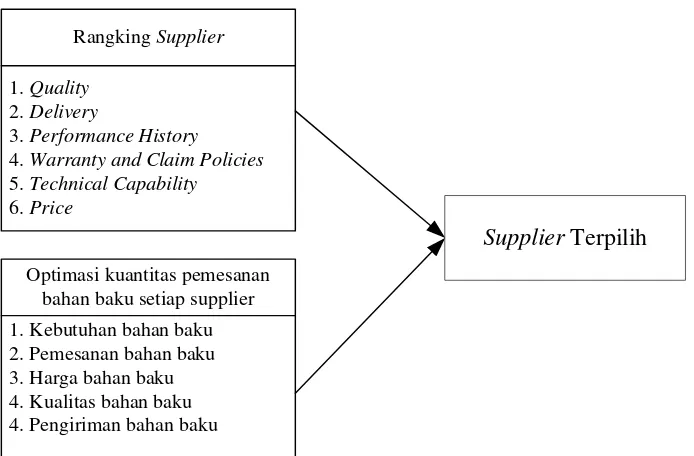
Pada penelitian ini, proses pemilihan supplier dilakukan dengan
menggunakan metode Fuzzy Analytical Hierarchy Process yang bertujuan untuk memberikan bobot pada kriteria yang telah ditentukan dengan menggunakan kriteria pemilihan Dickson, TOPSIS digunakan untuk memberikan rangking
kepada setiap supplier, dan metode Multi Objective Linear Programming
bertujuan untuk mengetahui jumlah kuantitas pemesanan bahan baku kepada setiap supplier. Integrasi dari ketiga metode ini adalah untuk mengetahui supplier
yang layak dipilih dari perusahaan sesuai dengan kriteria yang ditetapkan dilihat dari nilai rangking supplier dan jumlah kuantitas pemesanan bahan baku yang
akan dipesan.
Berdasarkan latar belakang masalah yang telah diuraikan sebelumnya, permasalahan PT Latexindo Toba Perkasa adalah setiap supplier memiliki
kemampuan pemenuhan kriteria yang berbeda-beda sehingga perlu dilakukan evaluasi terhadap supplier menggunakan kriteria-kriteria tertentu untuk menetapkan standard terhadap pemilihan supplier. Selain itu perusahaan
menginginkan jumlah pemesanan bahan baku yang optimum terhadap setiap
supplier yang menjadi rekanan perusahaan saat ini. Untuk itu, perusahaan perlu
menetapkan kriteria pemilihan supplier dan menentukan jumlah pemesanan bahan
baku terhadap setiap supplier.
1.3. Tujuan Penelitian
Tujuan dari penelitian ini adalah untuk mengetahui supplier yang terbaik untuk dipilih perusahaan dengan tujuan khusus penelitian sebagai berikut.
1. Mengidentifikasi kriteria yang berpengaruh dalam pemilihan supplier
2. Menentukan urutan prioritas supplier sesuai dengan kriteria terpilih
3. Menentukan jumlah pemesanan bahan baku dari setiap supplier
1.4. Manfaat Penelitian
Manfaat yang diperoleh dari penelitian adalah sebagai sarana untuk menambah pengalaman dan keterampilan dalam memahami kondisi PT Latexindo Toba Perkasa dan mampu memecahkan masalah pemilihan supplier dan alokasi
1. Manfaat bagi mahasiswa
Meningkatkan kemampuan mahasiswa dalam mengaplikasikan teori yang diperoleh selama kuliah dan meningkatkan wawasan dalam menganalisis dan memecahkan masalah sebelum memasuki dunia kerja khususnya dalam hal pemilihan supplier dan alokasi pemesanan bahan baku
2. Manfaat bagi perusahaan.
Hasil penelitian ini dapat dijadikan masukan bagi perusahaan dalam membuat kebijakan untuk memilih supplier dan alokasi pemesanan bahan baku untuk
setiap supplier serta sebagai alat evaluasi untuk supplier selanjutnya. 3. Bagi Departemen Teknik Industri USU
Mempererat hubungan kerja sama antara perusahaan dengan Departemen Teknik Industri USU.
1.5. Batasan Masalah dan Asumsi
Batasan masalah yang digunakan dalam penelitian ini adalah sebagai berikut:
1. Bahan baku yang diteliti dalam penelitian ini adalah lateks
2. Supplier yang diteliti dalam penelitian ini adalah lima supplier sesuai dengan
kondisi aktual di perusahaan.
3. Kriteria-kriteria yang digunakan dalam pemilihan supplier berdasarkan teori
Dickson.
5. Penelitian dibatasi hanya pada penentuan supplier dengan menggunakan metode fuzzy-AHP dan TOPSIS.
6. Responden kuesioner AHP ditentukan berdasarkan bidang di dalam perusahaan yang mempunyai pengalaman terhadap pemilihan supplier.
7. Jumlah pemesanan bahan baku hanya menggunakan metode MOLP.
Sedangkan asumsi-asumsi yang digunakan dalam penelitian ini adalah: 1. Kondisi perusahaan tidak mengalami perubahan selama proses penelitian
misalnya perusahaan tidak melakukan penambahan atau pengurangan
supplier selama penelitian.
2. Harga bahan baku diasumsikan konstan
3. Kerjasama dengan pemasok telah terjalin dalam waktu yang cukup lama. 4. Setiap responden tidak mengalami tekanan pada saat pengisian kuesioner. 5. Tidak ada pemasok yang diistimewakan oleh perusahaan.
1.6. Sistematika Penulisan Tugas Akhir
Sistematika yang digunakan dalam penulisan tugas sarjana ini adalah : Bab I Pendahuluan, menguraikan latar belakang permasalahan yang mendasari penelitian dilakukan, rumusan permasalahan, tujuan penelitian, manfaat penelitian, batasan dan asumsi yang digunakan dalam penelitian, dan sistematika penulisan tugas sarjana.
perusahaan, sistem pengupahan dan fasilitas yang digunakan, proses produksi produk sumpit, serta mesin dan peralatan yang digunakan dalam proses produksi.
Bab III Landasan Teori, berisi teori mengenai supply chain, fuzzy, AHP, Technique For Other Preference by Similiraty to Ideal Solution (TOPSIS) dan Multi Objective Linear Programming (MOLP).
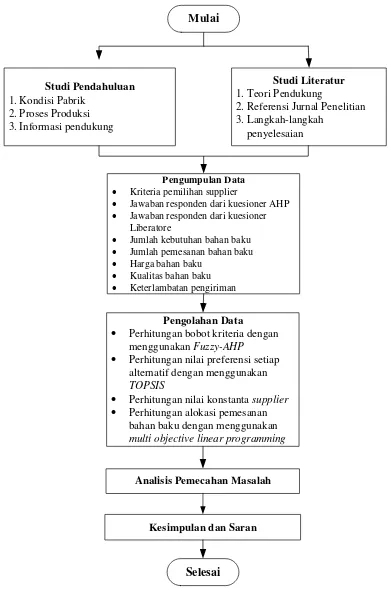
Bab IV Metodologi Penelitian, menguraikan tahap-tahap yang dilakukan dalam penelitian yaitu persiapan penelitian meliputi penentuan lokasi penelitian, jenis penelitian, objek penelitian, kerangka berpikir identifikasi variabel penelitian, pengumpulan data sekunder, metode pengolahan data, blok diagram prosedur penelitian, pengolahan data, analisis pemecahan masalah sampai kesimpulan dan saran.
Bab V Pengumpulan dan Pengolahan Data, berisi pengumpulan data berupa data-data yang mendukung penelitian dan hasil kuesioner yang diolah sesuai dengan fuzzy-AHP dan TOPSIS. Kemudian dilakukan penentuan jumlah
alokasi pemesanan bahan baku dari supplier terpilih dengan menggunakan metode MOLP dan analisis sensitivitas terhadap beberapa parameter.
Bab VI Analisis Pemecahan Masalah, meliputi analisis pemilhan supplier
serta analisis mengenai alokasi jumlah pemesanan bahan baku dan analisis sensitifitas terhadap beberapa parameter.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT Latexindo Toba-Perkasa adalah perusahaan yang bergerak di bidang produksi sarung tangan berbahan lateks. PT Latexindo Toba-Perkasa didirikan
pada tahun 1988. Perusahaan ini terletak di Jalan Medan – Binjai Km. 11, Kabupaten Deliserdang.
PT Latexindo Toba-Perkasa memiliki ±750 pekerja dengan 14 lini produksi dengan kapasitas produksi 135 juta pasang sarung tangan/bulan. Hasil produksi perusahaan ini seluruhnya di ekspor ke luar negeri. Negara yang menjadi tujuan ekspor adalah negara-negara di Amerika Utara, Amerika Selatan, Amerika Latin, Eropa, Timur Tengan dan Asia terutama Jepang.
PT Latexindo Toba-Perkasa memperoleh izin dari United States Food and Drug Administration (FDA 510K dan FDA Medical Device Listing Approval)
untuk pemasaran sarung tangan di wilayah Amerika Serikat. Perusahaan ini telah memperoleh GM-Mark (Gepruftes Medizinprodukt) yang disertifikasi oleh TÜV
Rheinland. Hal ini membuktikan bahwa produk yang dihasilkan oleh perusahaan ini memiliki kualitas yang sesuai dengan standard. Perusahaan ini juga telah tersertifikasi oleh International Standard Organization (ISO) ISO 9001:2008 dan
2.2. Ruang Lingkup Bidang Usaha
PT Latexindo Toba – Perkasa adalah perusahaan yang bergerak di bidang produksi sarung tangan berbahan lateks dengan jenis powdered dan powder free.
2.3. Lokasi Perusahaan
PT. Latexindo Toba-Perkasa terletak di Jalan Medan – Binjai Km. 11, Kabupaten Deliserdang.
2.4. Daerah Pemasaran
PT. Latexindo Perkasa merupakan perusahaan yang daerah pemasarannya di luar Indonesia. Daerah pemasarannya antara lain negara-negara yang berada di Amerika Utara, Amerika Selatan, Amerika Latin, Eropa, Timur Tengah dan Asia terutama Jepang.
2.5. Organisasi dan Manajemen
2.5.1. Struktur Organisasi
sebagai pembantu atau penasehat pimpinan (Wursanto, 2005). Mampu atau tidaknya perusahaan dalam memajukan usahanya tergantung kepada karyawan dalam memenuhi tanggung jawabnya sebagai salah satu aktor produksi yang mempengaruhi kinerja perusahaan. Setiap karyawan yang bekerja di PT Latexindo Toba Perkasa harus memiliki keterampilan, pemahaman, kesadaran, jadwal, dan target untuk setiap pekerjaan yang diberikan oleh atasannya.
President
Security Cleaning Operator Driver & Forklift Operator Administration HRD
Prod. ADM
QC 2nd Level QC Sampler QC Sortation Packing Water Test Operator Stock Mover
Packaging &
2.5.2. Pembagian Tugas dan Tanggung Jawab
Struktur organisasi menunjukkan adanya pembagian kerja dan menunjukkan bagaimana fungsi-fungsi atau kegiatan-kegiatan yang berbeda-beda tersebut saling diintegrasikan (koordinasi). Dalam menjalankan aktivitas sehari - hari pada suatu organisasi dibutuhkan personil - personil untuk menduduki jabatan tertentu yang mampu menjalankan wewenang dan tanggung jawab yang dibebankan sesuai dengan jabatan tersebut. Uraian tanggung jawab dan wewenang untuk masing-masing jabatan pada PT Latexindo Toba Perkasa adalah sebagai berikut: 1. President Director
a. Tanggung Jawab
1) Menetapkan tujuan dan sasaran perusahaan
2) Menetapkan strategi perusahaan dan memanfaatkan sumber daya yang ada untuk mencapai tujuan dan sasaran perusahaan
3) Mengawasi pelaksanaan tugas manajemen perusahaan apakah telah sesuai dengan kebijakan yang ditentukan
b. Wewenang
1) Membuat keputusan atas pemakaian bahan yang sesuai dengan kebijakan mutu perusahaan
2) Mengawasi pelaksanaan tugas manajemen perusahaan apakah telah sesuai dengan kebijakan
3) Mempelopori pelaksanaan sistem manajemen mutu di perusahaan 2. General Manager
1) Membangun dan mengkomunikasikan kebijakan mutu dalam perusahaan
2) Memastikan implementasi kebijakan mutu dengan sumber daya yang terbatas dalam perusahaan
3) Memelihara hubungan baik dengan pelanggan 4) Mengelola dan mengembangkan bisnis perusahaan
5) Memimpin dan mengkoordinasi kegiatan bawahannya sesuai dengan divisi masing-masing: operasional dan non operasional, dalam melaksanakan kebijakan mutu perusahaan
b. Wewenang
1) Mengevaluasi hasil kegiatan bawahannya
2) Menetapkan apakah kebijakan mutu perusahaan telah dilaksanakan, jika tidak harus diputuskan tindakan perbaikan yang diperlukan
3. Vice General Manager
a. Tanggung Jawab
1) Membantu General Manager membangun dan mengkomunikasikan
kebijakan mutu perusahaan kepada departemen operasional atau non-operasional
2) Memastikan pelaksanaan sistem manajemen mutu yang efektif pada departemen operasional dan non-operasional
3) Memimpin dan mengkoordinasikan kegiatan departemen operasional untuk melaksanakan kebijakan mutu perusahaan
1) Menentukan tindakan perbaikan yang diperlukan bila terjadi penyimpangan sistem pada departemen operasional ataupun non operasional.
2) Mengevaluasi hasil kerja departemen yang dipimpinannya. 4. Marketing Manager
a. Tanggung Jawab
1) Membantu Vice GM menyusun strategi pemasaran untuk produk yang
sudah ada maupun produk baru
2) Membina hubungan baik dengan pelanggan
3) Melaksanakan kegiatan pemasaran dan penjualan seperti menginformasikan produk baru, negosiasi harga dan jangka waktu pembayaran, penetapan tanggal pengiriman
b. Wewenang
1) Menerima dan menindaklanjuti keluhan pelanggan kepada departemen terkait untuk diambil tindakan perbaikan yang tepat
5. Marketing Manager Assistant
a. Tanggung Jawab
1) Membantu tugas-tugas Marketing Manager melaksanakan kegiatan
pemasaran dan penjualan produk
2) Menangani permintaan pelanggan serta memberikan info tambahan yang diperlukan oleh pelanggan
1) Menindaklanjuti informasi yang diberikan oleh pelanggan, seperti perubahan kontrak, informasi tambahan dari pelanggan dan masalah-masalah lainnya
2) Menggantikan Marketing Manager saat tidak berada di kantor 6. Export
a. Tanggung Jawab
1) Menganalisa hasil pre-shipment test
2) Mengurus dokumen-dokumen ekspor
3) Mencari perusahaan jasa pelayaran yang dibutuhkan b. Wewenang
1) Memutuskan pengiriman atau penolakan pengiriman produk 7. Customs Documentation Officer
a. Tanggung Jawab
1) Mengontrol kegiatan ekspor-impor di perusahaan
2) Menyiapkan laporan ekspor-impor yang berhubungan dengan bea cukai b. Wewenang
1) Melaporkan hasil kerja pada atasannya 8. Finance & Accounting Manager
a. Tanggung Jawab
1) Menyusun dan menganalisa laporan keuangan
2) Membuat anggaran biaya dan laporan hutang-piutang
b. Wewenang
1) Menerima atau menolak tagihan pembayaran berdasarkan kelengkapan administrasi dan kebenaran transaksi
2) Menetapkan prosedur pembukaan yang akan digunakan 9. Accounting
a. Tanggung Jawab
1) Menginput data transaksi keuangan dan stock
2) Membantu Finance & Accounting Manager membuat laporan
keuangan.
3) Memeriksa tagihan hutang-piutang serta mengajukan pembayaran hutang perusahaan yang sudah jatuh tempo
b. Wewenang
1) Meminta kelengkapan administrasi atas pembayaran yang telah dilakukan bila diperlukan
2) Mengajukan pembayaran hutang perusahaan yang jatuh tempo 10. Cashier
a. Tanggung Jawab
1) Membuat laporan kas 2) Membuat laporan bank
3) Melaksanakan pembayaran gaji dan transaksi keuangan lainnya b. Wewenang
1) Mengontrol saldo bank setiap hari
11. Management Representative
Management Representative dalam perusahaan ini merupakan utusan
langsung General Manager dalam mengurusi perusahaan. Hal ini
dikarenakan General Manager tidak selalu berada di perusahaan. a. Tanggung Jawab
1) Menerapkan dan memastikan sistem manajemen mutu dilaksanakan secara efisien
2) Melakukan verifikasi sistem dengan melaksanakan audit mutu dan rapat tinjauan manajemen
3) Membuat proposal untuk perubahan sistem manajemen mutu perusahaan
b. Wewenang
1) Berhubungan dengan pihak luar dalam kaitan dengan sistem manajemen mutu
2) Membuat dan melaksanakan rencana-rencana yang berkaitan dengan peningkatan pemahaman sistem manajemen mutu di dalam perusahaan 12. Human Resources Manager
a. Tanggung Jawab
1) Menyeleksi dan menerima karyawan baru yang sesuai dengan kualifikasi jabatan yang akan diisi
2) Melaksanakan training untuk karyawan baru maupun yang sudah ada sesuai dengan permintaan atasan yang bersangkutan
4) Memastikan peraturan pemerintah tentang ketenagakerjaan benar-benar diterapkan
b. Wewenang
1) Memberikan instruksi kepada bawahannya tentang pekerjaan dan hal-hal yang harus diperhatikan dalam melaksanakan pekerjaannya
2) Memberikan peringatan kepada karyawan yang tidak disiplin dalam melakukan pekerjaannya
3) Menyelesaikan masalah perusahaan dengan pihak luar, misalnya masalah kontrak, masalah tenaga kerja
13. HRD Administrator
a. Tanggung Jawab
1) Membantu Human Resource Manager untuk urusan administrasi 2) Menyimpan data karyawan
3) Menghitung upah karyawan b. Wewenang
1) Memeriksa kehadiran karyawan 14. Cleaning Operator
a. Tanggung Jawab
1) Menjaga dan mengendalikan kebersihan di area pabrik dan kantor b. Wewenang
2) Melaksanakan pembersihan di area pabrik 15. Security Officer
1) Menjaga keamanan di lingkungan pabrik
2) Memeriksa dan memperhatikan setiap tamu dan karyawan yang keluar masuk di lingkungan pabrik
3) Membantu karyawan menyebrang jalan di sekitar lokasi pabrik 4) Mengatur setiap kendaraan yang keluar masuk di lokasi pabrik 5) Menyediakan laporan keamanan setiap hari
b. Wewenang
1) Meminta identitas tamu yang masuk
2) Menanyakan kepada staf atau manajemen untuk mengizinkan tamu masuk ke area produksi
3) Memeriksa setiap karyawan yang keluar masuk di lingkungan pabrik 4) Mengambil tindakan yang diperlukan dalam upaya menjaga keamanan
di pabrik 16. Driver
a. Tanggung Jawab 1) Antar jemput staf
2) Melaksanakan tugas yang ditentukan oleh staff ataupun manajemen 3) Mengantar atau melansir bahan hasil produksi
b. Wewenang
1) Wajib menjaga keselamatan penumpang 2) Merawat/membersihkan mobil
17. Phone Operator
1) Menerima telepon dari luar dan menyampaikan kepada yang bersangkutan dengan baik bila dianggap penting
2) Memanggil personil di area pabrik dengan menggunakan mikrofon 3) Melaksanakan tugas-tugas yang ditentukan oleh atasannya
b. Wewenang
1) Menerima dan menyampaikan pesan/informasi dari telepon 18. Forklift Operator
a. Tanggung Jawab
1) Memindahkan bahan/produk dengan menggunaan forklift
2) Memuat atau membongkar barang ke/dari kontainer 3) Menjaga keutuhan kondisi barang yang dibongkar/dimuat b. Wewenang
1) Menjaga dan mempertahankan kondisi baik dari forklift
2) Menolak memuat barang yang terlalu banyak di forklift
19. Purchasing
a. Tanggung Jawab
1) Mencari supplier yang menyediakan produk yang dibutuhkan
2) Melakukan negosiasi harga, tanggal penyerahan, jangka waktu pembayaran dan menyampaikan persyaratan lain tentang produk yang akan dibeli kepada supplier
3) Membina hubungan baik dengan supplier
1) Memutuskan pemilihan supplier setelah dilakukan perbandingan antara
supplier yang menyediakan produk yang sama yang dibutuhkan dengan
kriteria yang telah ditetapkan
2) Menilai pelayanan yang diberikan supplier
3) Menerima atau menolak produk yang ditawarkan supplier setelah
dibandingkan dengan spesifikasi yang telah ditetapkan sebelumnya 20. Quality Assurance Manager
a. Tanggung Jawab
1) Mengimplementasikan dan memelihara sistem manajemen mutu untuk tetap sesuai dengan konsep dan strategi mutu
2) Memastikan rekaman pengendalian mutu yang cukup dan akurat dipelihara untuk menunjukkan produk yang dihasilkan sesuai dengan spesifikasi
3) Membuat perencanaan, implementasi, inspeksi dan verifikasi produk (baik produk yang sudah ada ataupun produk baru)
4) Melatih staf dibawah pimpinanannya dan memastikan hanya staf yang berkualitas/terlatih yang melaksanakan proses quality assurance
b. Wewenang
1) Membuat keputusan yang berkaitan dengan bidang tugasnya 2) Memberikan penilaian atas pekerjaan bawahannya
21. Quality Assurance Manager-Assistant
a. Tanggung Jawab
2) Mengontrol dan menghitung bahan yang sudah dikerjakan dan yang belum dikerjakan setiap hari
3) Memberikan instruksi kepada anggota QC 4) Melaporkan hasil pekerjaan kepada atasannya b. Wewenang
1) Memberikan instruksi kepada asisten QC dan/atau anggota QC apa yang harus dikerjakan
2) Memberikan pelatihan kepada anggota QC 22. Quality Assurance Assistant-Stocking
a. Tanggung Jawab
1) Memastikan bahan yang sudah dipacking harus dibeli tali packing dengan warna yang sesuai size
2) Menghitung bahan yang sudah dipacking sesuai lot number dan
kuantitas permintaan pelanggan
3) Meyakinkan bahan tidak tercampur lot by lot
4) Meyakinkan bahan disimpan di tempat yang aman dan tidak terganggu b. Wewenang
1) Memberikan instruksi pemberian tali packing pada bahan di stuffing
2) Mengkoordinir pelaksanaan stuffing
23. Quality Control Assistant
a. Tanggung Jawab
2) Memeriksa ulang bahan yang sudah dikerjakan dengan mengambil sample dari setiap keranjang
3) Membuat laporan dengan baik dan benar b. Wewenang
1) Meminta bahan yang akan dikerjakan QC sortasi dari anggota angkat bahan
2) Memutuskan bahan yang sudah dikerjakan oleh QC sortasi sudah bisa dipacking atau tidak setelah diperksa ulang secara sampling
3) Menginstruksikan anggota QC sortasi untuk memeriksa ulang bahan yang sudah dikerjaka bila ditemukan jumlah reject melebihi batas
maksimal yang ditentukan 24. QC Sampler
a. Tanggung Jawab
1) Mengambil sample 200 pcs dari setiap tumbler dan memeriksa sample
tersebut
2) Menuliskan hasil inspeksi pada label: %pinhole, reject dan kerusakan
lainnya termasuk posisi pinhole dan kondisi sarung tangan
3) Menuliskan laporan dengan baik dan jujur b. Wewenang
1) Melaporkan kepada atasan penemuan kerusakan produk sebagai akibat dari masalah di bagian produksi
25. Water Test Operator
1) Mengambil sample dari bagian produksi, QC sortasi dan pre-shipment test
2) Melaksanakan water test
b. Wewenang
1) Melaporkan hasil test kepada QA Manager atau QA Manager Assistant
26. QC Sortasi – 100% Inspection
a. Tanggung Jawab
1) Memisahkan sarung tangan mutu I, II dan reject
2) Membedakan size menurut warna keranjang
3) Mengantar bahan ke bagian packing bila sudah diperiksa oleh QC Assistant
b. Wewenang
1) Melaporkan kepada atasan jika ditemukan kualitas produk yang tidak sesuai misalnya % pinhole yang terlalu tinggi, mutu II atau reject
produk yang terlalu banyak 27. QC – 2nd Level
a. Tanggung Jawab
1) Memisahkan sarung tangan mutu II dan reject dari bagian produksi, QC sampler dan QC sortasi menjadi mutu I, II atau reject
2) Melakukan perbaikan mutu pada sarung tangan bila diperlukan. 3) Menyiapkan laporan 2nd level QC
b. Wewenang
28. Packing Operator
a. Tanggung Jawab
1) Mem-packing sarung tangan yang sudah diperiksa.
2) Mem-packing sarung tangan dengan rapi dan sesuai dengan instruksi yang diberikan.
b. Wewenang
1) Melaporkan kepada QA Manager/QA Manager Assistant atau QC Assistant bila ada masalah yang ditemukan.
29. Packaging Materials Stock-Keeper
a. Tanggung Jawab
1) Memeriksa seluruh bahan pengemas baik box maupun karton
2) Menyiapkan laporan (pengambilan dan pengembalian) karton dan box
3) Menerima karton dan box dari supplier
b. Wewenang
1) Melaporkan kepada atasan tentang hasil kerjanya
2) Melaporkan kepada atasan dan bagian pembelian bila ditemukan karton atau kotak yang rusak yang dikirim dari supplier
30. Stock Mover
a. Tanggung Jawab
1) Mengangkat bahan hasil produksi dari satu bagian ke bagian lain 2) Mengangkat dan menyusun produk yang akan di-stuffing
31. QA/QC Administrator
a. Tanggung Jawab
1) Membantu QA Manager dalam menyimpan laporan dan fungsi
administrasi lainnya.
2) Memeriksa semua laporan control dan QC serta menyiapkan laporan
rekapitulasi. b. Wewenang
1) Memeriksa dan meminta operator jika ada ditemukan laporan yang tidak lengkap.
2) Mengontrol rekaman di bagian QA/QC 32. Production Manager
b. Tanggung Jawab
1) Memastikan prosedur produksi dan instruksi kerja dilaksanakan di semua operasi produksi
2) Memastikan prosedur produksi dan instruksi kerja tersedia di tempat operasi berlangsung. Prosedur dan instruksi kerja harus berisikan semua informasi yang dibutuhkan termasuk kondisi yang dibutuhkan untuk menghasilkan produk
3) Memastikan semua operasi dicatat sebelum produk diteruskan ke operasi berikutnya
5) Melaksanakan tugas-tugas dan kebijakan perusahaan dalam merasionalisasikan dan mengimplementasikannya ke bagian produksi 6) Membangun sistem yang dapat memastikan identitas dan status
inspeksi untuk setiap lot produk diketahui agar dapat menyediakan kondisi penyimpanan bahan dalam proses yang sesuai
b. Wewenang
1) Melatih personil di departemennya dan memastikan hanya personil yang terlatih dan berkualifikasi melaksanakan proses produksi
2) Membuat keputusan yang berkaitam dengan bidang tugasnya
3) Melaksanakan evaluasi karyawan, kapasitas dan mutu produk secara objektif dan efisien
33. Production Manager-Assistant
a. Tanggung Jawab
1) Membantu production manager mengontrol kegiatan poduksi
2) Membantu pemecahan masalah selama proses produksi berlangsung b. Wewenang
1) Membantu pelaksanaan fungsi-fungsi manajemen di bagian produksi dalam upaya meningkatkan kepasitas dan mutu produk secara lebih objektif dan efisien
34. Production Supervisor
a. Tanggung Jawab
2) Melaksanakan pengendalian produksi dan tugas-tugas yang ditentukan oleh Production Manager
b. Wewenang
1) Memberikan pelatihan kepada karyawan yang menjadi anggota shift -nya
2) Me-manage regu masing-masing
3) Melakukan langkah-langkah pencegahan dan perbaikan jika terjadi kerusakan baik pada mesin maupun pada hasil produksi
35. Production Supervisor Assistant
a. Tanggung Jawab
1) Membantu tugas-tugas Production Supervisor
b. Wewenang
1) Membantu Production Supervisor dalam menegakkan fungsi-fungsi
dan kewenangan Production Supervisor
36. Machine Operator
a. Tanggung Jawab
1) Melaksanakan tugas-tugas yang diatur oleh Production Supervisor
masing-masing
2) Mengendalikan proses produksi b. Wewenang
37. Tumbling & Stripping Operator
a. Tanggung Jawab
1) Melaksanakan stripping sarung tangan dengan baik
2) Memasukkan sarung tangan hasil stripping ke dalam keranjang sesuai dengan size-nya
3) Memasukkan sarung tangan hasil stripping ke dalam tumbler
4) Menjalankan mesin tumbler dengan benar
5) Melaksanakan tugas-tugas yang ditetapkan oleh Production Supervisor
b. Wewenang
1) Melaporkan kepada operator mesin bila melihat bahan hasil produksi mengalami kerusakan
2) Mengoperasikan dan mengontrol mesin tumbler dan melporkan kepada
Production Supervisor jika terjadi kerusakan mesin tumbler
38. Electrician Supervisor
a. Tanggung Jawab
1) Melaksanakan tugas-tugas yang diberikan oleh Production Manager
atau Vice GM Operational di bagian listrik baik perawatan, perbaikan,
inovasi serta pemasangan alat-alat listrik yang baru 2) Mengawasi kerja anggotanya
b. Wewenang
39. Electrician Operator
a. Tanggung Jawab
1) Melaksanakan tugas-tugas yang diberikan oleh Electrician Supervisor
baik perawatan, perbaikan dan lain sebagainya di bagian listrik b. Wewenang
1) Membantu electrician supervisor terutama jika tidak di tempat dalam
melaksanakan fungsi control terhadap sumber daya listrik 40. Technician/Maintenance Supervisor
a. Tanggung Jawab
1) Melaksanakan tugas-tugas yang diatur oleh Production Manager atau Vice GM Operational di bagian teknik baik perawatan, perbaikan,
inovasi serta pemasangan mesin-mesin baru/alat teknik 2) Mengawasi kerja anggotanya
b. Wewenang
1) Melakukan fungsi control dan langkah-langkah pencegahan, perbaikan dan desain teknik
41. Maintenance
a. Tanggung Jawab
1) Melaksanakan tugas-tugas yang diatur oleh Technician Supervisor atau
langsung dari Production Manager atau Vice GM-Operational
2) Melaksanakan tugas-tugas perawatan dan perbaikan atau pemasangan mesin-mesin mekanik yang baru
1) Membantu Technician Supervisor dalam perawatan, perbaikan dan pemasangan alat-alat/mesin-mesin
42. Laboratory Analyst
a. Tanggung Jawab
1) Melaksanakan tugas-tugas yang ditetapkan oleh Production Manager
yang berhubungan dengan analisa kimia terhadap bahan produksi, bahan baku, bahan kimia, compounding, bahan pearl mill, bahan stock
dan physical properties sarung tangan
2) Menyiapkan laporan analisa kimia b. Wewenang
1) Melaksanakan test laboratorium dan menyiapkan laporan analisa
kepada departemen terkait untuk dapat diambil tindakan bila diperlukan 43. Compounding Operator
a. Tanggung Jawab
1) Melaksanakan tugas-tugas yang diatur oleh Production Manager dalam melaksanakan proses compound, ball mill, penerimaan bahan baku
lateks serta melaksanakan fungsi-fungsi perawatan terhadap semua peralatan ball mill dan compound
2) Mengontrol stock bahan baku dan stock compound
3) Mengontrol kebersihan di area compound atau stock bahan baku
4) Menyiapkan laporan compound
b. Wewenang
2) Menginformasikan ke bagian produksi tangki compound mana yang dibuka untuk digunakan di bagian produksi lebih dulu
3) Melaporkan kepada Production Manager bila ditemukan masalah
44. Pearl Mill Operator
a. Tanggung Jawab
1) Melaksanakan proses milling sebelum dilanjutkan ke proses compound
2) Mengoperasikan mesin pearl mill dan perawatannya
3) Mengontrol kebersihan di area pearl mill dan menjaga kondisi mesin pearl mill setiap hari
4) Menyiapkan laporan pearl mill
b. Wewenang
1) Menempatkan drum berisi bahan hasil pearl mill ditempat yang tepat dan memberikan identifikasi yang dibutuhkan
2) Melaporkan kepada Production Manager jika ditemukan masalah
45. Chemical Stock Keeper
a. Tanggung Jawab
1) Melaksanakan tugas-tugas yang diatur oleh Production Manager dalam
melaksanakan penataan, pencatatan, dan pelaporan penggunaan dan penyimpanan bahan-bahan kimia di dalam gudang
2) Meyiapkan bahan kimia yang dibutuhkan untuk proses pearl mill, compound dan produksi
4) Melakukan opname stock paling tidak seminggu sekali b. Wewenang
1) Mengontrol stock dan order bahan kimia yang diperlukan sesuai dengan safety stock yang sudah ditentukan
46. Production Administrator
a. Tanggung Jawab
1) Membantu Production Manager dalam menyimpan laporan dan fungsi
administrasi lainnya
2) Memeriksa semua laporan control produksi dan menyiapkan laporan
rekapitulasi b. Wewenang
1) Memeriksa dan meminta operator jika ada ditemukan laporan yang tidak lengkap
2) Mengontrol rekaman di bagian produksi 47. Boiler Control Operator Head
a. Tanggung Jawab
1) Mengatur, mengawasi dan mengkoordinasi kerja operator control boiler
2) Menangani masalah-masalah yang muncul selama pengoperasian boiler
3) Menyampaikan instruksi-instruksi serta informasi yang berhubungan dengan boiler kepada seluruh operator di bagian boiler
5) Mengkoordinasikan kerja sama antara operator boiler dengan bagian produksi dan bagian genset
6) Mengawasi dan melaksanakan test pemakaian sample batu bara di
boiler
b. Wewenang
1) Memberikan instruksi-intruksi yang diperlukan kepada semua operator di bagian boiler
2) Memberikan pengarahan kepada operator boiler menyangkut pekerjaan
mereka
3) Menyampaikan masalah yang muncul di bagian boiler ke bagian
produksi bila masalah tersebut berhubungan/mempengaruhi kegiatan produksi
4) Menerima atau menolak batu bara yang masuk sesuai dengan hasil test sample
48. Boiler Control Operator
a. Tanggung Jawab
1) Memperhatikan power supply
2) Memperhatikan asap cerobong
3) Memperhatikan bilamana ada suara-suara yang ditimbulkan oleh komponen boiler yang menunjukkan adanya kerusakan atau gejala
kerusakan
4) Memperhatikan warna api di dalam boiler
6) Mengisi laporan preventive maintenance, laporan harian control boiler, laporan serah terima shift serta laporan per shift.
b. Wewenang
1) Melaporkan kepada Kepala Control Boiler bila ada masalah di boiler
untuk segera diambil tindakan
2) Memberikan informasi kepada bagian produksi atau bagian genset bila ada masalah yang muncul di boiler yang berkaitan dengan bagian
produk tersebut
3) Segera menangani masalah yang muncul di bagian boiler
49. Charcoal Transporter
a. Tanggung Jawab
1) Menyiapkan batu bara yang dibutuhkan untuk pembakaran di boiler
2) Membantu tugas-tugas operator control boiler
3) Melaksanakan tugas-tugas yang diperintahkan oleh kepala shift atau operator control boiler
b. Wewenang
1) Melaporkan kepada operator control boiler atau kepala operator control boiler bila ada masalah yang muncul
2.6. Jumlah Tenaga Kerja dan Jam Kerja
Quality Assurance, Marketing dan Purchasing) pada hari senin sampai jumat adalah 7 jam sehari, dengan jadwal sebagai berikut:
- Pukul 09.00 – 12.00 waktu kerja - Pukul 12.00 – 13.00 waktu istirahat - Pukul 13.00 – 17.00 waktu kerja
Jumlah pekerja pada bagian produksi dibagi atas 3 shift, dimana jam kerjanya adalah 7 jam/hari pada hari senin – minggu. Jadwal shift karyawan
bagian produksi adalah sebagai berikut.
Shift 1 Pukul 07.00 – 12.00 waktu kerja
Pukul 12.00 – 13.00 waktu istirahat Pukul 13.00 – 15.00 waktu kerja
Shift 2 Pukul 15.00 – 19.00 waktu kerja
Pukul 19.00 – 20.00 waktu istirahat Pukul 20.00 – 23.00 waktu kerja
Shift 3 Pukul 23.00 – 03.00 waktu kerja
Pukul 03.00 – 04.00 waktu istirahat Pukul 04.00 – 07.00 waktu kerja
2.7. Proses Produksi
transformasi tersebut input yang diolah akan menjadi output yang memiliki nilai tambah baik secara fungsional maupun ekonomis.
Secara umum, proses produksi di PT Latexindo Toba – Perkasa dibagi atas dua kegiatan, yaitu:
1. Pencampuran bahan kimia 2. Pencetakan sarung tangan
Proses produksi sarung tangan lateks dilakukan berbagai tahap yang terdiri dari tahap pencampuran bahan-bahan kimia dan pencetakan sarung tangan. Lateks yang telah memenuhi syarat didispersi sesuai dengan bentuk tangan yang kemudian menjadi sarung tangan.
2.7.1. Standar Mutu Bahan/Produk
Standar mutu bahan yang berupa lateks didih (creamed lateks) yaitu
dengan mengacu pada Standard Indonesian Rubber (SIR) dengan kriteria kadar
karet kering (KKK) minimum sebesar 62 %, jumlah padatan total minimum sebesar 64%, kadar ammonia sebesar 1,6 %, viskositas maksimum pada suhu 250C sebesar 50 centipoise, perbedaan angka butir 1 dan 2 maksimum sebesar 2%,
Standar mutu produk yang digunakan sesuai dengan standar internasional yang mengacu pada ISO 9001:2008. ISO 9001:2008 adalah suatu standar internasional untuk sistem manajemen. Mutu/kualitas ISO 9001:2008 menetapkan persyaratan-persyaratan dan rekomendasi untuk desain dan penilaian dari suatu sistem manajemen mutu. Quality Management Systems (ISO 9001:2008)
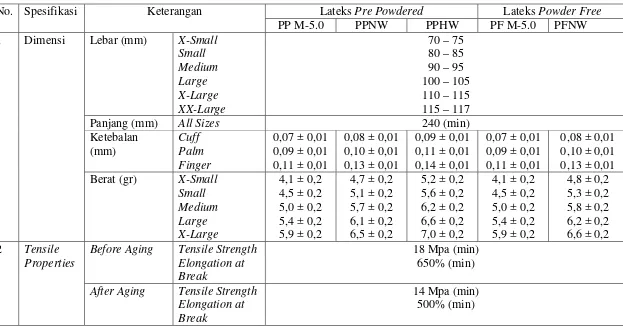
merupakan prosedur terdokumentasi dan praktek-praktek standar untuk manajemen sistem, yang bertujuan menjamin kesesuaian dari suatu proses dan produk (barang atau jasa) terhadap kebutuhan atau persyaratan tertentu, dimana kebutuhan atau persyaratan tertentu tersebut ditentukan atau dispesifikasikan oleh pelanggan dan organisasi untuk standar mutu bahan dan produknya akan diperiksa dengan metode AQL (Acceptable Quality Level) dimana metode ini merupakan proporsi maksimum dari cacat atau kesalahan yang diperbolehkan setiap 200 unit produk. Jenis dan spesifikasi produk dapat dilihat pada Tabel 2.1.
2.7.2. Bahan yang Digunakan
Bahan yang digunakan oleh PT Latexindo Toba Perkasa untuk menghasilkan sarung tangan lateks dikelompokkan menjadi bahan baku, bahan penolong, dan bahan tambahan.
2.7.2.1. Bahan Baku
braziliensis) merupakan lateks yang dihasilkan dari perkebunan milik rakyat yang berada di sekitar Sumatera Utara dan pulau Sumatera. Selain lateks, bahan penolong dalam pembuatan sarung tangan adalah air yang digunakan sebagai pencampur zat-zat kimia. Bahan baku lateks dapat dilihat pada Gambar 2.2.
Gambar 2.2. Lateks
2.7.2.2. Bahan Penolong
Bahan penolong adalah suatu bahan yang digunakan untuk memperlancar proses produksi, tetapi tidak tampak di bagian akhir produk. Bahan penolong yang digunakan adalah :
1. Sulfur atau belerang digunakan sebagai bahan untuk mempercepat proses pematangan sarung tangan
2. ZnO (Zinc Oxide) digunakan sebagai penangkal oksidasi
3. ZDEC (Zinc Diethyl Dithiocarbornate) digunakan sebagai bahan akselator atau untuk mempercepat proses pelekatan sarung tangan pada cetakan. 4. KOH (Potassium Hydroxide) digunakan sebagai stabilizer lateks
5. CaCO3 (Calcium Carbonate) dan absoro digunakan untuk mempermudah
6. Air sebagai pelarut dan pencampur zat-zat kimia
7. ZDBC ( Zinc Dibuthyl Dithiocarbamate) digunakan untuk mempertahankan
nilai CTR (Carbondioxide Transferred Rate) pada compound sehingga
dapat bertahan selama 24 jam
8. TiO2 (Titanium Dioxide) digunakan sebagai bahan pigmen atau pemutih
9. Ca (NO3)2 (Calcium Nitrate) digunakan sebagai bahan penentu berat sarung
tangan.
2.7.2.3. Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan dalam proses produksi dan berfungsi meningkatkan mutu produk serta merupakan bagian dari produk akhir. Bahan tambahan yang digunakan adalah sebagai berikut :
1. Kotak kecil digunakan untuk mengemas sarung tangan
2. Karton digunakan untuk mengemas kotak kecil sebelum diekspor 3. Isolatip digunakan untuk menutup karton
4. Lakban digunakan untuk menguatkan kemasan karton pada saat pengapalan dan penyimpanan di gudang.
Tabel 2.1. Jenis dan Spesifikasi Produk Sarung Tangan PT Latexindo Toba Perkasa
No. Spesifikasi Keterangan Lateks Pre Powdered Lateks Powder Free
PP M-5.0 PPNW PPHW PF M-5.0 PFNW
Before Aging Tensile Strength Elongation at Break
18 Mpa (min) 650% (min)
After Aging Tensile Strength Elongation at Break
V-63
2.7.3. Uraian Proses
Uraian proses pembuatan sarung tangan PT Latexindo Toba Perkasa antara lain:
1. Proses Pencampuran (Compounding)
Tahap ini adalah tahap dimana lateks yang telah diterima oleh perusahaan dan tahap melewati pengujian mutu yang dilakukan oleh departemen Quality Assurance, akan dicampur di dalam tangki compound dengan bahan-bahan disperse antara lain sulfur, pigmen, senyawa zinc, dan anti oksidan serta air.
Setelah dimasukan ke dalam tangki compound, campuran akan diaduk selama
24 jam. Untuk pembuatan bahan-bahan dispersi, bahan yang terdiri dari sulfur, senyawa zinc, pigmen, dan anti oksidan serta air dimasukan ke dalam
ball mill dan diputar selama 48 – 72 jam. Lateks pekat 60% dialirkan dari
tangki penyimpanan lateks ke tangki pencampuran sampai tangki berisi 4 ton lateks. Selanjutnya bahan dispersi dicampurkan ke dalam lateks dan diaduk selama 24 jam. Hasil campuran compound ini dialirkan ke bak di bagian
produksi dengan selang untuk digunakan pada pembentukan sarung tangan. 2. Proses Pencetakan Sarung Tangan
Pembuatan sarung tangan terdiri dari beberapa tahap dimana pada setiap tahap atau proses, cetakan dipindah dengan menggunakan conveyor
a. Acid Washing
Cetakan (former atau mold) sarung tangan dicelupkan ke bak yang berisi
larutan HNO3 untuk mencuci cetakan dari kotoran-kotoran atau
kerak-kerak kotoran yang ada berupa sisa tepung dan zat kimia lainnya. Suhu pada tangki sekitar 500 – 700C.
b. Alkali Cleaning
Cetakan selanjutnya dibersihkan dengan cara dicelupkan pada bak yang berisi alkali untuk menetralisir keasaman nitrid acid (HNO3)
c. Rinsing
Cetakan dibersihkan dengan mencelupkannya ke dalam air bersih untuk membersihkan cetakan dari larutan kimia pada proses sebelumnya. pH air pada rinsing tank harus tetap terjaga pada skala 7, dan dijaga
kebersihannya. d. Coagulant Dipping
Cetakan dicelupkan ke dalam bak yang berisi larutan coagulant, yaitu
kalsium karbonat CaCO3 dan kalsium nitrat Ca(NO3)2. Tahap ini
bertujuan untuk membuat lapisan pertama pada pembuatan glove agar
hasilnya mudah dicabut dan juga sebagai pengikat lateks. Ketinggian dari permukaaan koagulan ini diatur secara otomatis dengan hidrolik. e. Drying I
Proses drying dilakukan dengan menggunakan coagulant oven. Fungsi coagulant oven adalah sebagai pengering bahan kimia yang terdapat pada
coagulant oven adalah 1000-1400C. Setelah cetakan sarung tangan dikeringkan pada coagulant oven, suhu cetakan harus diturunkan hinga
600 – 700C dengan menggunakan kipas angin. Penurunan suhu ini dimaksudkan agar cetakan tidak terlalu panas ketika dicelupkan ke dalam lateks tank. Suhu yang terlalu tinggi dapat menyebabkan sarung tangan
yang dicetak bocor. f. Lateks Dipping
Pencelupan dilakukan pada bak yang berisi larutan lateks (Lateks tank)
yang dihasilkan pada proses I (compounding). Pemeriksaan suhu dan
tinggi permukaan lateks di lateks tank harus diperhatikan terus menerus
karena sangat mempengaruhi kualitas sarung tangan. Temperatur lateks dijaga dalam suhu yang stabil, yaitu sekitar 200 – 330 C dengan cara mengontrol suhu pada electronic reading balance toledo oven.
g. Drying II
Cetakan yang telah dicelupkan pada larutan compound dikeringkan
dengan menggunakan oven. Bahan bakar yang digunakan adalah gas LNG dengan suhu sekitar 2000 – 300 0C.
h. Leaching
i. Drying III
Sarung tangan dikeringkan lagi dengan menggunakan oven pada suhu
sekitar 1000– 1500 C. j. Beading Roll
Proses beading adalah proses pembentukan pergelangan sarung tangan
dengan cara memutar bagian bawah cetakan dan juga terdapat beading roll dai atas yang memutar ke depan.
k. Curing (Drying IV)
Proses curing adalah proses pematangan sarung tangan dengan oven.
Prosesnya sama dengan proses pengeringan sebelumnya, yaitu pada suhu 1000 – 150 0C.
l. Powdering
Powdering merupakan proses pemberian tepung pada sarung tangan
dengan tujuan agar sarung tangan tidak lengket dan memudahkan pencabutan.
m. Drying V
Proses ini dilakukan dengan menggunakan oven sebagai proses pengeringan terakhir sebelum sarung tangan dilepaskan dari cetakan. n. Stripping
Stripping adalah proses pelepasan sarung tangan dari cetakan secara
sehingga pada saat pelepasan, sarung tangan tidak koyak dan cacat. Ini merupakan proses terakhir pada proses pencetakan sarung tangan.
3. Proses Finishing
Tahap pada proses finishing adalah sebagai berikut :
a. Proses Tumbling drying
Proses tumbling adalah proses pembersihan sarung tangan dari tepung dan juga untuk mengeringkan sarung tangan hingga kering atau tidak mengandung air lagi. Proses ini dilakukan dengan menggunakan mesin
tumble dryer selama 45 menit pada temperatur 700 C dengan kapasitas 36
kg. b. Inspection
Pemeriksaan kualitas sarung tangan diatur oleh bagian QC (Quality Control) untuk memisahkan sarung tangan berdasarkan mutunya.
Pemeriksaan ini dilakukan dengan menggunakan tes angin, yaitu dengan menghembuskan angin pada sarung tangan dengan menggunakan kompressor.
c. Proses packing
Setelah sarung tangan diperiksa dan dinyatakan bermutu baik oleh bagian QC, sarung tangan selanjutnya dikemas ke dalam kotak kecil dengan isi 100 buah per kotak kecil kemudian dikemas lagi ke dalam karton dengan isi 10 kotak kecil per karton. Bagian packing juga melakukan
bagian Quality Control untuk ditindak lanjuti. Sarung tangan yang telah dikemas disimpan ke gudang bahan jadi untuk menunggu proses pengiriman.
2.8. Mesin dan Peralatan
2.8.1. Mesin
Mesin produksi adalah semua mesin yang yang secara langsung berperan dalam proses produksi. Beberapa mesin yang digunakan oleh PT Latexindo Toba Perkasa yaitu :
1. Pearl Mill merupakan mesin pengaduk semua bahan pembuat sarung tangan.
Gambar Pearl Mill dapat dilihat pada Gambar 2.3.
Gambar 2.3. Pearl Mill
Spesifikasi Mesin : Merek : Bosch 06 F
Asal : Jerman Jumlah : 4 unit
Kapasitas : 1 ton per pengolahan Putaran : 40 putaran per menit
2. Mesin dipping line untuk mencetak sarung tangan lateks secara otomatis.
Gambar mesin dipping line dapat dilihat pada Gambar 2.4.
Gambar 2.4. Mesin Dipping Line
Spesifikasi Mesin :
Kapasitas : 2000 – 4500 mold dalam 1 unit
Daya : 10 HP Jumlah : 14 Unit
3. Tumble Dryer ialah mesin pengering yang berfungsi untuk membersihkan dan
mengeringkan sarung tangan. Spesifikasi mesin :
Daya : 10 HP Jumlah : 20 unit
4. Mesin kompresor yang berfungsi untuk mendapatkan kekuatan udara dalam proses pengecekan atau inspeksi.
Spesifikasi Mesin :
Merek : Ingersoll Rand Model : 71T2, 7100
Ukuran : 182,88 x 73,66 x 144,78 cm Voltase : 230 Volt AC
Daya : 15 HP
Kapasitas : 11 KW
2.8.2. Peralatan
Peralatan yang digunakan oleh PT Latexindo Toba Perkasa adalah sebagai berikut:
1. pH meter untuk mengukur pH cairan yang digunakan.
2. Viscosity cup untuk mengukur viskositas atau kekentalan bahan.
3. Stopwatch untuk menghitung waktu pengurangan suhu cairan. 4. Thermometer untuk mengukur suhu cairan.
5. Mistar untuk mengukur ukuran sarung tangan. 6. Beaker glass untuk mengukur cairan sampel.
8. Tangki Asam Nitrat yang berfungsi sebagai tempat larutan asam nitrat dan memiliki kapasitas 300 L dengan penggunan berjumlah 2 unit.
9. Tangki KOH yang berfungsi sebagai tempat larutan KOH dengan kapasitas 300 L dan jumlah sebanyak 2 unit.
10. Tangki Air yang berfungsi sebagai penyimpanan air dengan kapasitas 200 L dan jumlah sebanyak 1 unit.
11. Lateks Storage Tank yang berfungsi sebagai tempat untuk menimbun lateks
yang dibawa dari perkebunan – perkebunan dengan kapasitas 1000 ton dan jumlah sebanyak 6 unit.
12. Tangki Compound yang berfungsi sebagai tempat untuk mencampurkan
lateks dengan bahan dispersi dan memiliki kapasistas sebanyak 40 ton.
13. Pearl Mill yang berfungsi sebagai tempat untuk mencampur dan mengaduk bahan-bahan dispersi dan memiliki kapasitas 4 ton.
14. Timbangan digital yang berfungsi sebagai penimbang bahan baku pada saat penerimaan bahan baku di laboratorium.
15. Timbangan duduk ialah peralatan yang berfungsi untuk menimbang sarung tangan yang telah dimasukan ke dalam kotak produk.
16. Trolley ialah alat yang berfungsi sebagai material handling untuk produk di pabrik.
17. Forklift ialah alat yang juga berfungsi sebagai material handling untuk bahan
baku di pabrik.
2.9. Prosedur Pembelian
Prosedur pembelian ini mencakup tata cara untuk melaksanakan pembelian. Tujuan dari prosedur ini adalah untuk memastikan produk yang dibeli sesuai dengan persyaratan atau sesuai dengan spesifikasi, kuantitas dan waktu yang dibutuhkan oleh perusahaan. Berikut ini akan diuraikan tentang prosedur pembelian.
1. Bagian purchasing melakukan verifikasi atas permintaan pembelian dengan
memperhatikan:
a. Stock barang di gudang (untuk pembelian bahan yang bersifat rutin) b. Kebutuhan
c. Prioritas kebutuhan d. Spesifikasi
e. Harga
f. Untuk kegiatan operasional atau non-operasional
2. Untuk barang/jasa yang pembeliannya bersifat tidak rutin/penting/harga di luar perkiraan, harus mendapat persetujuan dari Vice GM-Operasional
terlebih dahulu. 3. Seleksi supplier
a. Bagian purchasing melakukan pembelian barang/jasa yang sudah diverifikasi/disetujui untuk dibeli dari supplier terdaftar ataupun dari supplier baru. Untuk pembelian dari supplier baru/pembelian barang yang
tidak rutin/penting/harga diluar perkiraan, dilakukan seleksi supplier