PRA RANCANGAN PABRIK
PEMBUATAN FURFURAL DARI KULIT KAPAS
DENGAN KAPASITAS 1.000 TON/TAHUN
TUGAS AKHIR
Diajukan Untuk Memenuhi Persyaratan Ujian Sarjana Teknik Kimia
OLEH :
NIM. 050405009
DESORA A. SITUNGKIR
DEPARTEMEN TEKNIK KIMIA
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Segala puji dan syukur kepada Tuhan Yang Maha Kuasa atas segala berkat dan karunia-Nya pada penulis sehingga dapat menyelesaikan tugas akhir ini, dengan judul “Pra Rancangan Pabrik Pembuatan Furfural dari Kulit Kapas Dengan Kapasitas 1000 Ton/tahun”.
Pra rancangan pabrik ini disusun untuk melengkapi tugas-tugas dan merupakan salah satu syarat untuk menempuh ujian sarjana pada Departemen Teknik Kimia, Fakultas Teknik, Universitas Sumatera Utara.
Penulis banyak menerima bimbingan, saran, dan bantuan dari berbagai pihak dalam menyelesaikan tugas akhir ini. Untuk itu dengan segala ketulusan hati penulis mengucapkan terima kasih yang sebesar-besarnya kepada :
1. Ayahanda J. Situngkir dan Ibunda P. Nababan tercinta yang telah banyak berkorban materi untuk Penulis dan memberikan didikan, kasih sayang, doa, serta dorongan semangat yang tidak pernah putus selama ini.
2. Bapak Dr. Ir. Taslim, M.Si., dan Bapak Ir Indra Surya, M.Sc., selaku Dosen Pembimbing I dan II yang telah banyak memberikan masukan dan bimbingan kepada Penulis selama menyusun Tugas Akhir ini. Terima kasih Pak, semoga Tuhan membalas kebaikan Bapak.
3. Bapak Dr.Eng. Ir. Irvan, MSi. selaku koordinator Tugas Akhir.
4. Ibu Ir. Renita Manurung, MT. selaku ketua Departemen Teknik Kimia dan Bapak M. Hendra S Ginting, ST, MT selaku sekretaris Departemen Teknik Kimia Universitas Sumatera Utara
5. Seluruh staf pengajar Departemen Teknik Kimia yang telah memberikan ilmu serta pengalaman yang berharga bagi penulis.
6. Para pegawai administrasi Departemen Teknik Kimia yang telah memberikan bantuan selama Penulis mengenyam pendidikan di Teknik Kimia.
8. Sahabat-sahabat Penulis : seluruh rekan-rekan stambuk 2005, adik-adik 2006, 2007, 2008 dan 2009 terima kasih atas kebersamaannya serta semua yang telah diberikan selama Penulis menjalani hari-hari di Teknik Kimia.
Penulis menyadari bahwa Tugas Akhir ini masih jauh dari kesempurnaan. Untuk itu, Penulis mengharapkan kritik dan saran yang konstruktif dari pembaca.
Akhir kata, semoga Tugas Akhir ini dapat memberikan manfaat kepada seluruh pembaca, khususnya mahasiswa/i Teknik Kimia.
Medan, Juni 2010 Penulis,
DAFTAR ISI
Kata Pengantar ... i
Intisari ... iii
Daftar Isi ... iv
Daftar Tabel ... ix
Daftar Gambar ... xiii BAB I PENDAHULUAN ... I-1
1.1 Latar Belakang ... I-1 1.2 Rumusan Permasalahan ... I-2 1.3 Tujuan Perencanaan Pabrik ... I-2 BAB II TINJAUAN PUSTAKA ... II-1
2.1 Sejarah dan Perkembangan ... II-1 2.2 Kegunaan Furfural ... II-2 2.3 Sifat-sifat Bahan ... II-2 2.4 Proses Pembuatan Furfural ... II-4 2.5 Seleksi Proses ... II- 5 2.6 Deskripsi Proses ... II-5 2.6.1 Tahap Perlakuan Awal terhadap Bahan Baku ... II-5 2.6.2 Tahap Hidrolisis dan Dehidrasi ... II-6 2.6.3 Tahap Pemurnian ... II-7 BAB III NERACA MASSA... III-1
3.10 Kondensor (pada Destilasi) ... III-5 3.11 Reboiler (pada Destilasi)... III-5 BAB IV NERACA ENERGI ... IV-1 4.1 Reaktor I (R-210) ... IV-1 4.2 Heater I (E-221)... IV-1 4.3 Heater II (E-224) ... IV-1 4.4 Reaktor II (R-220) ... IV-2 4.5 Cooler I ( E-226 ) ... IV-2 4.6 Heater III ( E-314)... IV-2 4.7 Kondensor (E-413) ... IV-2 4.8 Reboiler ( E-411 ) ... IV-3 4.9 Vaporizer (E-510) ... IV-3 4.10 Cooler II ( E-416 ) ... IV-3 4.11 Cooler III (E-417) ... IV-3 4.12 Cooler IV (E-513) ... IV-4 BAB V SPESIFIKASI PERALATAN ... V-1 BAB VI INSTRUMENTASI PERALATAN ... VI-1 6.1 Instrumentasi ... VI-1 6.1.1 Tujuan Pengendalian... VI-3 6.1.2 Jenis-jenis Pengendalian dan Alat Pengendali ... VI-3 6.2 Keselamatan Kerja... VI-10 BAB VII UTILITAS ... VII-1
7.5 Kebutuhan Bahan Bakar ... VII-13 7.6 Unit Pengolahan Limbah ... VII-14 7.6.1 Bak Penampungan ... VII-16 7.6.2 Bak Sedimentasi Awal ... VII-16 7.6.3 Bak Netralisasi... VII-16 7.7 Spesifikasi Peralatan Utilitas ... VII-16 BAB VIII LOKASI DAN TATA LETAK PABRIK... VIII-1 8.1 Lokasi pabrik ... VIII-1 8.2 Tata Letak pabrik ... VIII-3 8.3 Perincian Luas Areal Pabrik ... VIII-5 BAB IX ORGANISASI DAN MANAJEMEN PERUSAHAAN ... IX-1
DAFTAR TABEL
Tabel 1.1 Data Kebutuhan Furfural Di Indonesia ... I-2 Tabel 2.1 Persentasi Kandungan Furfural pada beberapa Tanaman ... II-1 Tabel 2.2 perbedaan proses batch dan kontiniu ... II-6 Tabel 3.1 Neraca Massa pada Cutting Machine ... III-1 Tabel 3.2 Neraca Massa pada Mixer ... III-1 Tabel 3.3 Neraca Massa pada Mixer ... III-2 Tabel 3.4 Neraca Massa pada Filter Press ... III-2 Tabel 3.5 Neraca Massa pada Reaktor-01 ... III-2 Tabel 3.6 Neraca Massa pada Reaktor-02 ... III-3 Tabel 3.7 Neraca Massa pada Cooler ... III-3 Tabel 3.8 Neraca Massa pada Ekstraksi ... III-4 Tabel 3.9 Neraca Massa pada Vaporizer... III-4 Tabel 3.10 Neraca Massa pada Destilasi... III-5 Tabel 3.11 Neraca Massa pada Kondensor ... III-5 Tabel 3.12 Neraca Massa pada Reboiler ... III-5 Tabel 4.1 Neraca Panas Reaktor I ( R-210 ) ... IV-1 Tabel 4.2 Neraca Panas Heater I ( E-221) ... IV-1 Tabel 4.3 Neraca Panas Heater II ( E-224 ) ... IV-1 Tabel 4.4 Neraca Panas Reaktor II ( R-220 ) ... IV-2 Tabel 4.5 Neraca panas Cooler I ( E-226 ) ... IV-2 Tabel 4.6 Neraca Panas Heater III ( E-314) ... IV-2 Tabel 4.7 Neraca Panas Kondensor (pada Destilasi) ... IV-2 Tabel 4.8 Neraca Panas Reboiler (E-411) ... IV-3 Tabel 4.9 Neraca Panas Vaporizer ... IV-3 Tabel 4.10 Neraca Panas Cooler II ( E-416 ) ... IV-3 Tabel 4.11 Neraca Panas Cooler III (E-417) ... IV-3 Tabel 4.12 Neraca Panas Cooler IV (E-513) ... IV-4
Tabel LC.5 Komposisi umpan masuk Ekstraktor ... LC-31 Tabel LC.6 Neraca Massa Pada Kondensor ... LC-36 Tabel LC.7 Neraca Massa Pada Reboiler ... LC-36 Tabel LD.1 Perhitungan Entalpi dalam Penentuan
Tinggi Menara Pendingin ... LD-60 Tabel LE.1 Perincian Harga Bangunan, dan Sarana Lainnya ... LE-2 Tabel LE.2 Harga Indeks Marshall dan Swift ... LE-3 Table LE.3 Estimasi Harga Peralatan Proses ... LE-6 Tabel LE.4 Estimasi Harga Peralatan Utilitas dan Pengolahan Limbah ... LE-8 Tabel LE.5 Biaya Sarana Transportasi ... LE-11 Tabel LE.6 Perincian Gaji Pegawai ... LE-15 Tabel LE.7 Perincian Biaya Kas... LE-17 Tabel LE.8 Perincian Modal Kerja ... LE-18 Tabel LE.9 Aturan Depresi Sesuai UU Republik Indonesia No. 17
Tahun 2000 ... LE-19 Tabel LE.10 Perhitungan Biaya Depresiasi Sesuai UURI No. 17
DAFTAR GAMBAR
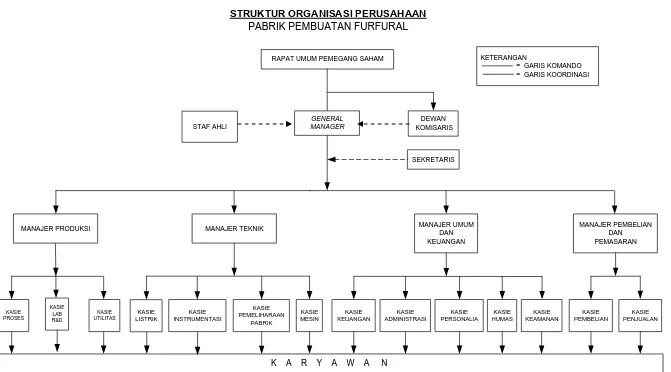
Gambar 2.1 Struktur molekul Furfural ... II-2 Gambar 6.1 Diagram Balok Sistem Pengendalian Feedback... VI-4 Gambar 6.2 Sebuah Loop Pengendalian ... VI-5 Gambar 6.3 Instrumentasi Pada Alat ... VI-9 Gambar 6.4 Tingkat Kerusakan Di Suatu Pabrik ... VI-10 Gambar 8.1 Tata Letak Pabrik Pembuatan Furfural ... VIII-6 Gambar 9.1 Struktur organisasi Perusahaan pembuatan furfural ... IX-13 Gambar LD. 1 Sketsa Sebagian Bar Screen (tampak atas) ... LD-2 Gambar LD. 2 Grafik Entalpi dan Temperatur Cairan pada Water Cooling
BAB I
PENDAHULUAN
1.1 Latar Belakang
Perekonomian suatu negara memiliki sebuah peranan yang sangat penting. Semakin baik perekonomian suatu negara maka kekokohan negara itu juga akan semakin kuat. Dalam kehidupan negara tersebut akan tercipta masyarakat yang makmur dan sejahtera. Pemerintah Indonesia menetapkan bidang ekonomi sebagai bidang utama penggerak pembangunan.
Secara garis besar, pembangunan dibagi atas 2 bagian yakni pembangunan materil (fisik), dan pembangunan spiritual. Pada saat ini pembangunan material dititik beratkan pada sektor industri terutama sektor industri kimia dasar sebagai landasan industrialisasi di negara kita. Pembangunan industri diarahkan untuk menuju kemandirian perekonomian nasional, meningkatkan kemampuan bersaing dan menaikkan pangsa pasar dalam negeri dan luar negeri dengan memelihara kelestarian fungsi lingkungan hidup. Pembangunan industri ditujukan untuk memperkokoh struktur ekonomi nasional dengan keterkaitan yang kuat dan saling mendukung antar sektor, meningkatkan daya tahan perekonomia nasional, memperluas lapangan kerja dan kesempatan usaha, sekaligus mendorong berkembangnya kegiatan berbagai sektor lainnya.
Hingga saat ini kebutuhan industri dalam negeri masih harus diimpor dari luar negeri. Salah satu jenis produksi kimia yang dibutuhkan adalah furfural, dimana aplikasi penggunaan furfural adalah pada industri cat dan pernis, produk sintetis organik, plastik, resin, serat sintetik, pertanian, dan selektif disolvent (www.wikipedia//furfural.com). Furfural dapat dibuat dari bahan baku yang mengandung pentosan dengan kadar tinggi, diantaranya dapat diperoleh dari tongkol jagung, kulit gandum, kulit kapas, atau kulit padi.
selatan. Dari seluruh perkebunan kapas di Indonesia (Statistik perusahaan perkebunan, 2005).
Furfural memiliki aplikasi yang cukup luas, dalam beberapa industri dan dapat disintesis menjadi turunan-turunannya seperti : furfuril alkohol, furan, dan lain-lain. Kebutuhan furfural dan turunannya didalam negeri tidak terlalu besar namun jumlahnya terus meningkat, dan kebutuhan furfural di Indonesia tersebut sebagian besar diimport dari China. Data kebutuhan furfural di Indonesia dari tahun 1997 sampai 2010 dapat dilihat pada tabel 1.1 berikut ini:
Tabel 1.1 Data kebutuhan furfural di Indonesia.
Tahun Kebutuhan furfural (kg)
1997 139.068,00
1998 116.668,00
1999 211.387,00
2000 365.005,00
2001 308.335,00
2002 335.568,00
2006 550.000,00
2008 610.000,00
2010 800.000,00
Sumber : Wijanarko, 2006.
1.2 Perumusan Masalah
Belum adanya pabrik furfural di Indonesia yang menyebabkan Indonesia harus mengimpor furfural dari luar negeri sehingga dirasa perlu melakukan studi pra rancangan pabrik pembuatan furfural dari kulit kapas sebagai usaha untuk mengetahui kelayakan pembangunan pabrik furfural di Indonesia.
1.3 Tujuan Rancangan
1.4 Manfaat Rancangan
Berdasarkan tujuan yang telah diuraikan di atas, maka melalui pra-rancangan pabrik pembuatan furfural dari kulit kapas akan memberikan informasi yang cukup untuk menjadi referensi dalam pendirian pabrik furfural. Disamping itu, akan memberikan nilai tambah terhadap bahan baku yaitu kulit kapas.
BAB II
TINJAUAN PUSTAKA DAN DESKRIPSI PROSES
2.1 Sejarah dan Perkembangan
Furfural pertama kali diisolasi tahun 1832 oleh ilmuwan kimia jerman bernama Johan Dobreiner dalam jumlah yang sangat sedikit dari hasil samping sintesis asam formit. Asam formit tersebut diproduksi dari semut. Kemudian pada tahun 1840 seorang kimiawan skotlandia John Stenhouse menemukan senyawa kimia yang sama dari destilasi beberapa tanaman meliputi jagung, gandum, sekam padi menggunakan asam sulfat. Kemudian dia memutuskan untuk memberikan rumus empiris senyawa tersebut, yaitu: C5H4O2.
Dan pada tahun 1901 kimiawan jerman Carl Harris menemukan rumus struktur furfural (“http:en.wikipedia.org/wiki/Furfural”, 2009). Furfural merupakan cairan yang dapat diproduksi dari limbah biomassa pertanian yang mengandung pentosa. Dimana gula aldosanya mengandung formasi cincin kecil yang terdiri dari 5 rantai karbon yang terdapat dalam selulosa pada beberapa tumbuhan, seperti jagung, kapas, ampas tebu, sekam gandum, dan sekam padi (Win, 2005).
Tabel 2.1 Persentasi kandungan furfural pada beberapa tanaman
Jenis tanaman Pentosan (%) Kandungan Furfural
Biji zaitun 21-23 5-6
kulit kapas 20,1 12,8
Sekam Padi 16,9 9,8
Kulit kacang 24 7-8
Kulit coklat 15,4 9
Kulit bunga matahari 23-25 6-7
(Sumber: Al-Showiman, 1998)
Dalam Pra rancangan pabrik ini, kulit kapas sebagai bahan baku mempunyai komponen sebagai berikut:
4. Kadar abu : 12 % (Ahmad, 2010).
Furfural (C5H4O2) atau sering disebut dengan 2-furankarboksaldehid, furaldehid, furanaldehid, 2-Furfuraldehid, merupakan senyawa organik turunan dari golongan furan. Senyawa ini berfasa cair berwarna kuning hingga kecoklatan dengan titik didih 161.7oC, densitas (20oC) adalah 1.16 g/cm3. Furfural merupakan senyawa yang kurang larut dalam air namun larut dalam alkohol, eter, dan benzena. Gambar 2.1 menunjukkan struktur molekul dari furfural.
Gambar 2.1 Struktur molekul Furfural (Witono, 2005).
2.2 Kegunaan Furfural
Furfural memiliki banyak kegunaan, diantaranya:
1. Sebagai pelarut dalam proses pemurnian minyak pelumas.
2. Sebagai pelarut untuk industri nitroselulosa, selulosa asetat, dan pewarna sepatu.
3. Sebagai bahan baku insektisida, herbisida, dan fungisida.
4. Sebagai bahan baku sintesis untuk senyawa turunan seperti tetrahidrofuran, furfuril alkohol, dan asam furoic.
2.3 Sifat-sifat Bahan 2.3.1 Asam Sulfat
7. Dapat larut dalam etil alkohol dan air. 8. Asam sulfat bersifat sangat korosif. (Perry, 1999, Weast, 1987).
2.3.2 Air (H2O)
1. Berat molekul : 18,015
2. Titik lebur : 00C
3. Titik didih : 1000C 4. Densitas (cair) : 0,917 gr/cm3
5. Viskositas : 8,949 Mp
6. Spesifik gravitas : 1,00
7. Kapasitas panas (fasa cair) : 75,291 J/kmol 8. Panas spesifik : 4,179 J/gr 0C (Perry, 1999, Weast, 1987).
2.3.3 Pentosa (C5H10O5)n n = 100 (Riegel’s, 1953) 1. Berat molekul : 150,13
2. Spesifik gravitas : 1,535 3. Titik lebur : 1530C
4. Kelarutan : 117 mg pada suhu 200C per 100 ml dalam air dingin 5. Wujud : kristal berbentuk cair
(Perry, 1999, Othmer, 1971).
2.3.4 Toluena
1. Berat molekul : 92,14
2. Titik leleh : -950C
3. Titik didih : 110,60C 4. Densitas (cair) : 0,8669 gr/cm3 5. Viskositas (pada 200C) : 0,590 cp 6. Massa molar : 92,14 g/mol
2.3.5 Furfural (C5H4O2)
1. Berat molekul : 96,09 2. Titik lebur : -36,50C 3. Titik didih : 161,70C
4. Titik kritis : 6700K pada tekanan 55 bar 5. Titik nyala : 62 0C
6. Densitas : 1,12 x 103 gr/cm3
7. Viskositas : 8,949 Mp
8. Kapasitas panas (fasa cair) : 159,5 J/mol 0K (Weast, 1987,
2.4 Proses Pembuatan Furfural
Furfural dapat dibuat dari bahan-bahan yang mengandung pentosan. Produksi furfural secara komersil dapat berlangsung dalam siklus batch dan kontinu dengan katalis yang bersifat asam. Perbedaan utama dari kedua proses tersebut adalah:
Tabel 2.2 perbedaan proses batch dan kontinu
Parameter Proses batch Proses kontinu
Umpan Kulit Kapas Kulit Kapas
Jumlah reaktor 1 2
Kondisi operasi Atmosferik, 128-160 RI: 1 atm, 70 0
C
RII: 68 atm, (200-300oC)
Produk samping Sedikit Lebih sedikit
Konversi reaksi 50% RI: 90%
RII: 85% Waktu tinggal di reaktor Lama (5 jam) RI: 1 jam
RII: Singkat (2-5 menit) Pemurnian furfural Destilasi azeotropik Ekstraksi dan distilasi (Sumber: Wijanarko dkk, 2006)
1. Waktu tinggal di reaktor relatif singkat sehingga nantinya terjadinya polimerisasi pentosa menghasilkan produk samping dapat dihindari. 2. Dengan waktu tinggal yang relatif singkat, maka volume reaktor yang
dibutuhkan lebih kecil dibanding proses batch.
3. Pada proses kontinu konversi pentosan menjadi furfural lebih besar dibanding proses batch, dimana konversi pentosan proses kontinu 85% sedangkan proses batch hanya 50%.
2.5 Seleksi Proses
Menurut David Tin Win (2005), proses batch membutuhkan biaya operasi yang tinggi dan membutuhkan steam yang cukup banyak, serta waktu tinggal yang cukup lama yaitu sekitar 5 jam dan hanya mampu menghasilkan konversi pentosan menjadi furfural sebesar 50%. Sedangkan proses kontiniu membutuhkan biaya produksi yang lebih sedikit, waktu tinggal yang singkat sekitar 0,5-100 detik, serta mampu menghasilkan konversi pentosan menjadi furfural sekitar 80-85%. Berdasarkan pertimbangan tersebut maka digunakan proses kontinu.
2.6 Deskripsi Proses
Proses pembuatan furfural yang digunakan dalah proses kontiniu dengan urutan prosesnya meliputi: tahap perlakuan awal bahan baku, tahap hidrolisis dan tahap pemurnian atau pemisahan produk.
2.6.1 Tahap Perlakuan Awal terhadap Bahan Baku
larut dalam asam sulfat. Keluaran dari ekstraktor cair-padat merupakan pentosan yang sudah larut, dan masih mengandung potongan-potongan kulit kapas 3-10 mm. Kemudian dimasukkan ke dalam filter press untuk memisahkan potongan-potongan kulit kapas dari pentosan yang sudah larut dalam asam.
2.6.2 Tahap hidrolisis dan dehidrasi
Keluaran dari filter press kemudian dimasukkan ke dalam reaktor. Reaksi hidrolisis dan reaksi dehidrasi terjadi pada reaktor yang berbeda. Dalam hal ini dipakai 2 buah reaktor, dimana pada reaktor I terjadi reaksi hidrolisis dan pada reaktor II terjadi reaksi dehidrasi dengan mekanisme reaksi sebagai berikut.
Derajat Polimerisasi untuk bahan baku yang mengandung selulosa,
r = 100- 200, Dalam hal ini, diambil r = 100, ( Perry, 1999)
1. Hidrolisis pentosan menjadi pentosa.
( C5H8O4 )100 + 100 H2O H SO →24 100 C5H10O5 2. Dehidrasi pentosa menjadi furfural.
100 C5H10O5 →24
H SO
100 C5H4O2 + 300 H2O
Reaktor I memiliki kondisi operasi tekanan atmosferik dan temperatur 700C dengan waktu tinggal 1jam (Bernard, 1982). Sedangkan reaktor II memiliki kondisi operasi diatas tekanan atmosferik yaitu 1000 psi pada suhu 220oC dengan waktu tinggal antara 0,5-100 sekon (Medeiros, 1985).
campuran terlebih dahulu melewati cooler untuk menurunkan suhu sampai titik didih campuran tersebut
2.6.3 Tahap pemurnian ( Refining )
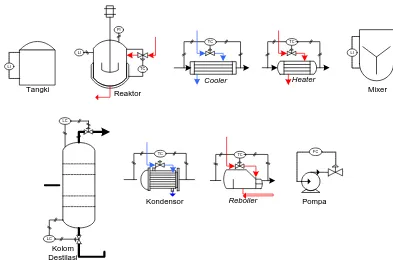
FLOWSHEET PRA RANCANGAN PABRIK PEMBUATAN
FURFURL DARI KULIT KAPAS
AIR PROSES
E-221 P-211
P-223 E-224
STEAM 230 C
AIR PENDINGIN 30C
11 12 E-226 10 JE-227 P-311 F-312 15
AIR PENDINGIN BEKAS 35C
KONDENSAT 230 C
T-310 P-313 D-410 P-412 E-416 16 21 R-220 14 JE-225 E-413 25 26 P-415 E-510 P-511 P-512 E-513 P-514 22 23 19 E-314 P-315 E-411 FC FC 18 17 PC FC PC LI TC F-610 24 E-417 P-418 20 T-414 13 R-210 PI LI PI P-222 FC FC FC LI FC FC FC FC FC FC FC FC FC LI TC TC TC TC TC TC TC TC TC TC TC M-110 J-111 C-112 J-113 F-122 P-121
J-131 H-130 P-132
RESIDU 8 7 2 3 1 M-120 P-114 LI FC FC LI LI 5 6 4 FC 9
KE UNIT PENGOLAHAN LIMBAH
P-611
LC PC KONDENSAT 230 C
BAB III
NERACA MASSA
Kapasitas produksi : 1000 ton/tahun Operasi : 340 hari/tahun Basis perhitungan : 1 jam operasi Satuan : kg (kilogram)
1. CUTTING MACHINE (C-112)
Tabel 3.1 Neraca Massa pada Cutting Machine
NO KOMPONEN Masuk (kg/jam) Keluar (kg/jam)
Alur 1 Alur 2
1. Alpha selulosa 557,6652 557,6652
2 Pentosan 249,1696 249,1696
3 Lignin 237,3044 237,3044
4 Kadar Abu 142,3826 142,3826
Jumlah 1186,5218 1186,5218
2. MIXER PENGENCERAN (M-120) Tabel 3.2 Neraca Massa pada Mixer
NO KOMPONEN Masuk (kg/jam)
Keluar (kg/jam)
Alur 3 Alur 4 Alur 5
1 H2SO4 31,5804 - 31,5804
2 Air 56,1430 149,5809 205,7239
Jumlah 87,7234 149,5809 237,3044
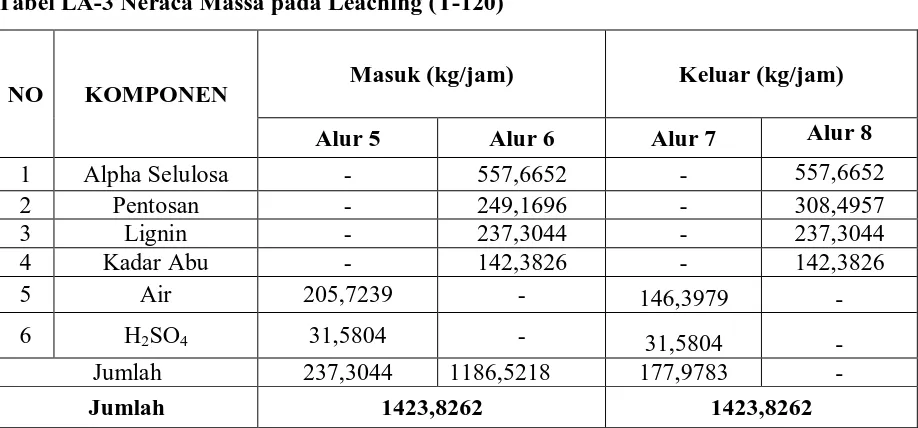
3. Leaching (T-110)
Tabel 3.3 Neraca Massa pada Leaching
NO KOMPONEN Masuk (kg/jam) Keluar (kg/jam)
Alur 5 Alur 6 Alur 7 Alur 8
1 Alpha Selulosa - 557,6652 - 557,6652
2 Pentosan - 249,1696 - 308,4957
3 Lignin - 237,3044 - 237,3044
4 Kadar Abu - 142,3826 - 142,3826
5 Air 205,7239 - 146,3979 -
6 H2SO4 31,5804 - 31,5804 -
Jumlah 237,3044 1186,5218 177,9783 -
Jumlah 1423,8262 1423,8262
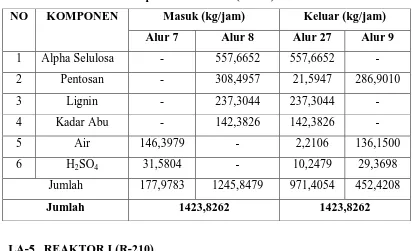
4. FILTER PRESS (H-120)
Tabel 3.4 Neraca Massa pada Filter Press
NO KOMPONEN Masuk (kg/jam) Keluar (kg/jam) Alur 7 Alur 8 Alur 27 Alur 9
1 Alpha Selulosa - 557,6652 557,6652 -
2 Pentosan - 308,4957 21,5947 286,9010
3 Lignin - 237,3044 237,3044 -
4 Kadar Abu - 142,3826 142,3826 -
5 Air 146,3979 - 2,2106 136,1500
6 H2SO4 31,5804 - 10,2479 29,3698
Jumlah 177,9783 1245,8479 971,4054 452,4208
5. REAKTOR I (R-210)
Tabel 3.5 Neraca Massa pada Reaktor-01
NO KOMPONEN Masuk (kg/jam) Keluar (kg/jam)
Alur 9 Alur 10
1. H2SO4 29,3698 29,3698
2. Air 136,1500 100,9395
3. Pentosan 286,9010 28,6901
4. Pentosa - 293,4215
Jumlah 452,4208 452,4208
6. REAKTOR II (R-220)
Tabel 3.6 Neraca Massa pada Reaktor-02
NO KOMPONEN Masuk (kg/jam)
Keluar (kg/jam) Alur 11 Alur 12 Alur 13 1. H2SO4
29,3698 - 29,3698
2. Air
100,9395 5800,0891 5985,5340 3. Pentosan
28,6901 - 28,6901
4. Pentosa
293,4215 - 58,6843
5. Furfural
- - 150,2318
Jumlah 442,4896
5800,0891 6177,2047
7. KOLOM EKSTRAKSI (T-310) Tabel 3.7 Neraca Massa pada Ekstraksi
NO KOMPONEN Masuk (kg/jam) Keluar (kg/jam) Alur 15 Alur 16 Alur 17 Alur 18
1. H2SO4
29,3698 - 29,3698 -
2. Air
5985,5340 184,0730 6169,6069 - 3. Pentosan
28,6901 - 28,6901 -
4. Pentosa
58,6843 - 58,6843 -
5. Furfural
150,2318 - 27,6828 122,5490
6. Toluena 12087,4585 - 12087,4585
Jumlah 6252,5100 12271,5315 6314,0339 12210,0075
Jumlah 18301,7245 18301,7245
8. VAPORIZER (E-510)
Tabel 3.8 Neraca Massa pada Vaporizer
NO KOMPONEN
Masuk
(kg/jam) Keluar (kg/jam)
Alur 17 Alur 22 Alur 23
1. H2SO4
29,3698 - 29,3698
2. Air
6169,6069 6117,3940 52,2130
3. Pentosan
28,6901 28,6901 -
4. Pentosa
58,6843 58,6843 -
5. Furfural
27,6828 27,6828 -
Jumlah 6314,0339
6232,4511 81,5828
Jumlah 6314,0339
9. DESTILASI (D-410)
Tabel 3.9 Neraca Massa pada Destilasi
NO KOMPONEN Masuk (kg/jam) Keluar (kg/jam)
Alur 19 Alur 20 Alur 21
1. Toluena
12087,4585 12085,0076 2,4510
2. Furfural
122,5490 2,4510 120,0981
Jumlah
12210,0075 12087,4585 122,5490 Jumlah
12210,0075 12210,0075
10. KONDENSOR (PADA DESTILASI) Tabel 3.10 Neraca Massa pada Kondensor
Komponen
Masuk Keluar
Alur Vd Alur Ld Alur D
Kmol/jam Kg/jam Kmol/jam Kg/jam Kmol/jam Kg/jam Toluena 171,4411 15772,5768 40,0823 3687,5692 171,4411 15772,5768
Furfural 0,0333 3,1989 0,0078 0,7479 0,0333 3,1989
Jumlah 171,4744 15775,7757 40,0901 3688,3171 171,4744 15775,7757
11. REBOILER (PADA DESTILASI) Tabel 3.11 Neraca Massa pada Reboiler
Komponen
Masuk Keluar
Alur Lb Alur Vb Alur B
Kmol/jam Kg/jam Kmol/jam Kg/jam Kmol/jam Kg/jam Toluena
171,4677 15775,0278 171,4411 15582,6852 0,0266 2,4510 Furfural
1,2843 123,2969 0,0333 3,1987 1,2510 120,0980 Jumlah
BAB IV
NERACA PANAS
Basis perhitungan : 1 jam operasi Satuan operasi : KJ/jam Temperatur basis : 25oC
4.1 Reaktor I ( R-210 )
Tabel 4.1 Neraca Panas Reaktor I ( R-210 )
Komponen Masuk (KJ/jam) Keluar (KJ/jam) Umpan
7164,6875 -
Produk
- 56742,8419
Panas Reaksi
- 4371507,6510
Steam
4421085,8054 -
Total
4428250,4929 4428250,4929
4.2 Heater I ( E-221)
Tabel 4.2 Neraca Panas Heater I ( E-221)
Komponen Masuk (KJ/jam) Keluar (KJ/jam) Umpan
56742,8419 -
Produk
- 81961,8827
Steam
25219,0408 -
Total
81961,8827 81961,8827
4.3 Heater II ( E-224 )
Tabel 4.3 Neraca Panas Heater II ( E-224 )
Komponen Masuk (KJ/jam) Keluar (KJ/jam) Umpan
120657,9254 -
Produk
- 1568553,0306
Steam
1447895,1052 -
Total
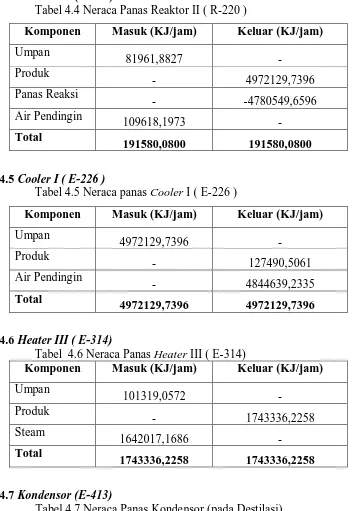
4.4 Reaktor II (R-220)
Tabel 4.4 Neraca Panas Reaktor II ( R-220 )
Komponen Masuk (KJ/jam) Keluar (KJ/jam) Umpan
81961,8827 -
Produk
- 4972129,7396
Panas Reaksi
- -4780549,6596
Air Pendingin
109618,1973 -
Total
191580,0800 191580,0800
4.5 Cooler I ( E-226 )
Tabel 4.5 Neraca panas Cooler I ( E-226 )
Komponen Masuk (KJ/jam) Keluar (KJ/jam) Umpan
4972129,7396 -
Produk
- 127490,5061
Air Pendingin
- 4844639,2335
Total
4972129,7396 4972129,7396
[image:30.595.114.466.96.607.2]4.6 Heater III ( E-314)
Tabel 4.6 Neraca Panas Heater III ( E-314)
Komponen Masuk (KJ/jam) Keluar (KJ/jam) Umpan
101319,0572 -
Produk
- 1743336,2258
Steam
1642017,1686 -
Total
1743336,2258 1743336,2258
4.7 Kondensor (E-413)
Tabel 4.7 Neraca Panas Kondensor (pada Destilasi)
Komponen Masuk (KJ/jam) Keluar (KJ/jam) Umpan
7967045,8547 -
Produk
- 1963261,7507
Air Pendingin
- 6003784,1040
Total
4.8 Reboiler ( E-411 )
Tabel 4.8 Neraca Panas Reboiler (E-411)
Komponen Masuk (KJ/jam) Keluar (KJ/jam) Umpan
7985745,2396 -
Produk
- 11447326,3281
Steam
3461581,0886 -
Total
11447326,3281 11447326,3281
4.9 Vaporizer (E-510)
Tabel 4.9 Neraca Panas Vaporizer
Komponen Masuk (KJ/jam) Keluar (KJ/jam) Umpan
641607,9829 -
Produk
- 16647426,5359
Steam
16005818,5531 -
Total
16647426,5359 16647426,5359 4.10 Cooler II ( E-416 )
Tabel 4.10 Neraca Panas Cooler II ( E-416 )
Komponen Masuk (KJ/jam) Keluar (KJ/jam)
Umpan 28876,5617 -
Produk - 1035,1560
Air Pendingin - 27841,4056
Total 28876,5617 28876,5617
4.11 Cooler III (E-417)
Tabel 4.11 Neraca Panas Cooler III (E-417)
Komponen Masuk (KJ/jam) Keluar (KJ/jam)
Umpan 1486237,7235 -
Produk - 99082,5149
Air Pendingin - 1387155,2086
4.12 Cooler IV (E-513)
Tabel 4.12 Neraca Panas Cooler IV (E-513)
Komponen Masuk (KJ/jam) Keluar (KJ/jam)
Umpan 108960,8096 -
Produk - 1992,2356
Air Pendingin - 106968,5740
BAB V
SPESIFIKASI PERALATAN
V
.1 Tangki Penyimpanan H2SO4 (F-122)Fungsi : tempat penyimpanan H2SO4 selama 30 hari Bentuk : silinder vertikal, alas datar dan tutup ellipsoidal Bahan konstruksi : Stainless Steel SA-240
Kapasitas : 12,0211 m3 Jumlah : 1 unit Kondisi penyimpanan :
Temperatur : 30 °C Tekanan : 1 atm Kondisi Fisik :
Silinder
Diameter : 2,0945 m
Tinggi : 3,1417 m
Tebal : 1 3/4 in Tutup
Diameter : 2,0945 m Tinggi : 0,5236 m Tebal : 1 3/4 in
V.2 Tangki Penyimpanan Toluena (F-312)
Fungsi : Menyimpan Toluena untuk kebutuhan 7 hari Bentuk : silinder vertikal, alas datar dan tutup ellipsoidal Bahan konstruksi : Carbon Steel SA-283 Grade C
Kapasitas : 2351,5952 m3 Jumlah : 1 unit
Kondisi penyimpanan :
Tekanan : 1 atm Kondisi Fisik :
Silinder
Diameter : 10,2549 m
Tinggi : 15,3824 m
Tebal : 2 in
Tutup
Diameter : 10,2549 m Tinggi : 2,5637 m
Tebal : 2 in
V.3 Tangki Penyimpanan Furfural (F-610)
Fungsi : Menyimpan Furfural untuk kebutuhan 30 hari
Bentuk : silinder vertikal, alas datar dan tutup ellipsoidal Bahan konstruksi : Carbon Steel SA-283 Grade C
Kapasitas : 96,4673 m3 Jumlah : 1 unit Kondisi penyimpanan :
Temperatur : 30 °C Tekanan : 1 atm Silinder
• Diameter : 4,1933 m
• Tinggi : 6,2899 m
• Tebal : 1 3/4 in
Tutup
• Diameter : 4,1933 m
• Tinggi : 1,0483 m
• Tebal : 1 3/4 in
•
V.4 Cutting Machine (C-112)
Jenis : Rotary Knife Bahan Konstruksi : Baja karbon
Jumlah : 1 unit
Daya : 2 Hp
V. 5 Screw Conveyor (J-113)
Fungsi : transportasi kulit kapas ke cutting Machine (C-112) Bahan konstruksi : Baja karbon
Jumlah : 1 unit Daya motor : 0,25 Hp
V. 6 Screw Conveyor (J-131)
Fungsi : transportasi campuran kulit kapas kulit kapas dan asam sulfat dari Mixer (M-110) menuju Filter Press (H-130) Bahan konstruksi : Baja karbon
Jumlah : 1 unit Daya motor : 0,125 Hp
V. 7 Bucket Elevator (J-111)
Fungsi : transportasi kulit kapas dari Cutting machine (C-112) menuju mixer (M-110)
Bahan konstruksi : Baja karbon Jumlah : 1 unit Daya motor : 0,5 Hp
V.8 Tangki pengenceran H2SO4 (M-120)
Fungsi : Untuk mengencerkan H2SO4 dari 36 % menjadi 26,6%. Bahan konstruksi : Stainless Steel SA-240
Bentuk : Silinder vertikal dengan alas datar dan tutup ellipsoidal
Jumlah : 1 buah
Kapasitas : 0,2355 m3 Kondisi penyimpanan :
Tekanan : 1 atm Kondisi fisik :
Silinder
Diameter : 0,5313 m
Tinggi : 0,5047 m
Tebal : 1 1/2 in Tutup
Diameter : 0,5313 m Tinggi : 0,1328 m Tebal : 1 1/2 in
Pengaduk
Jenis pengaduk : turbin daun enam datar Jumlah baffle : 4 buah
Diameter impeller : 0,1771 m Daya motor : 0,125 Hp
V.9 Tangki pencampur H2SO4 dan Kulit kapas (M-110)
Fungsi : Untuk mencampur H2SO4 dan kulit kapas untuk kebutuhan 1 jam
Bahan konstruksi : Stainless Steel SA-240
Bentuk : Silinder vertikal dengan alas datar dan tutup ellipsoidal
Jumlah : 1 buah
Kapasitas : 4,2352 m3 Kondisi penyimpanan :
Temperatur : 30 °C Tekanan : 1 atm Kondisi fisik :
Silinder
Diameter : 1,3921 m
Tinggi : 1,3225 m
Tutup
Diameter : 1,3921 m Tinggi : 0,3480 m Tebal : 1 1/2 in Pengaduk
Jenis pengaduk : turbin daun enam datar Jumlah baffle : 4 buah
Diameter impeller : 0,4640 m Daya motor : 0,125 Hp V.10 Filter Press (H-130)
Fungsi : Untuk memisahkan kulit kapas dari larutannya Bahan konstruksi : Carbon Steel, SA-36
Bentuk : Plate and Frame Filter Press
Jumlah : 1 buah
Bahan media filter : kanvas Luas efektif penyaringan : 10,8619 m2
Jumlah Plate : 10
Jumlah frame : 10
V.11 Reaktor I (R –210)
Fungsi : Tempat terjadinya reaksi hidrolisa Pentosan menjadi Pentosa
Jenis
:
Mixed Flow Reactor
Bentuk : Silinder tegak, tutup dan alas elipsoidal Bahan konstruksi : Stainless Steel SA-240
Kapasitas : 306,6439 m3 Jumlah : 1 unit Kondisi operasi :
Kondisi Fisik : Silinder
• Diameter : 5,1864 m
• Tinggi : 3,6305 m
• Tebal : 1,125 in
Tutup
• Diameter : 5,1864 m
• Tinggi : 1,2966 m
• Tebal : 1,125 in
Pengaduk
Jenis pengaduk : turbin impeller daun enam Jumlah baffle : 2 buah
Diameter impeller : 1,7288 m Daya motor : 87 hp Jaket Pemanas
• Diameter : 5,2436 m
• Tebal Jaket : 1,125 in
•
V.12 Reaktor II (R –220)
Fungsi : Tempat terjadinya reaksi dehidrasi pentosa menjadi furfural
Jenis : Plug flow reactor
Bentuk : Silinder vertikal dengan alas dan tutup datar Bahan konstruksi : Stainless Steel SA-240
Kapasitas : 19,2724 m3
Jumlah : 1 unit
Kondisi operasi :
Temperatur masuk : 150 °C Temperatur keluar : 150 °C
- Diameter : 0,101 m Pipa
- Panjang : 8 m - Jumlah : 301 buah - Tebal : 1,125 in
- Diameter : 2,8882 m Shell
- Panjang : 8 m - Tebal : 1,125 in Jaket Pemanas
• Diameter : 2,8882 m
• Tebal Jaket : 3 in
•
V.13 Ekstraktor (T-310)
• Fungsi : tempat terjadi ekstraksi furfural Jenis : stirred tank
• Bentuk : silinder vertikal dengan alas dan tutup ellipsoidal
• Jumlah : 4 unit
Bahan konstruksi : Stainless Steel SA-240
• Kapasitas : 24,1944 m³
•
• Kondisi operasi :
• Temperatur : 25°C
• Tekanan : 1 atm
• Ukuran :
• Silinder
• Diameter : 3,2276 m
• Tinggi : 2,6897 m
• Tebal : 1/4 in
• Diameter : 3,2276 m
• Tinggi : 0,8069 m
• Tebal : 1/4 in •
• Jenis pengaduk
• Jumlah baffle : 4 buah
: Flat 6 blade turbin impeller
• Diameter impeler : 1,0759 m
• Daya motor : 2 hp
V.14 DESTILASI (D-410)
Fungsi : memisahkan furfural dari toluena. Jenis : sieve – tray
Bentuk : silinder vertikal dengan alas dan tutup ellipsoidal Bahan konstruksi : Carbon steel SA-283 grade C
Jumlah : 1 unit Kondisi operasi:
Temperatur : 111,032°C Tekanan : 1 atm
Kondisi Fisik : - Silinder
Diameter : 0,8628 m Tinggi : 4,8 m Tebal : 1/4 in - Tutup
Diameter : 0,8628 m Tinggi : 0,22 m Tebal : 1/4 in - Piring:
Jumlah : 12
•
V.15 Heater 1 (E-224)
Fungsi : menaikkan temperatur air proses sebelum masuk ke Reaktor II
Jenis : Double Pipe Heat Exchanger
Dipakai : Pipa 2 × 1 1/4 in IPS, 20 ft
Jumlah : 1 unit
Suhu umpan masuk : 30 0C Suhu umpan keluar : 90 0C Suhu steam masuk : 180 0C Suhu steam keluar : 180 0C Jumlah hairpin : 3 buah
V.16 Heater 2 (E-222)
Fungsi : menaikkan temperatur larutan sebelum masuk ke Reaktor II
Jenis : Double Pipe Heat Exchanger
Dipakai : Pipa 2 × 1 1/4 in IPS, 5 ft
Jumlah : 1 unit
Suhu umpan masuk : 70 0C Suhu umpan keluar : 90 0C Suhu steam masuk : 180 0C Suhu steam keluar : 180 0C Jumlah hairpin : 1
V.17 Heater 3(E-314)
Fungsi : menaikkan temperatur larutan sebelum masuk ke Destilasi
Jenis : Double Pipe Heat Exchanger
Dipakai : Pipa 3 × 2 in IPS, 20 ft
Jumlah : 1 unit
Suhu umpan keluar : 111,032°C Suhu steam masuk : 180 0C Suhu steam keluar : 180 0C Jumlah hairpin : 4
V.18 Reboiler (E-411)
Fungsi : menaikkan temperatur campuran furfural dan toluena sebelum dimasukkan kembali ke kolom destilasi.
Jenis : 1-2 Shell and Tube Exchanger
Jumlah : 1 unit
Suhu umpan masuk : 111,032°C Suhu umpan keluar : 160,632°C Suhu steam masuk : 180 0C Suhu steam keluar : 180 0C Diameter shell : 15,25 in
Pitch (PT) : 1 in square pitch Diameter tube : 3/4 in
Jenis tube : 18 BWG
Jumlah tube : 140
Panjang tube : 6 ft
V.19 Vaporizer (D-510)
Fungsi : menaikkan temperatur campuran dan menguapkan komponen campuran sehingga yang tertinggal asam sulfat.
Jenis : 1-2 Shell and Tube Exchanger
Jumlah : 1 unit
Pitch (PT) : 1 1/4 in triangular pitch Diameter tube : 1 in
Jenis tube : 18 BWG
Jumlah tube : 106
Panjang tube : 15 ft
V.20 Kondensor (E-413)
Fungsi : mengubah fasa uap campuran furfural dan toluena menjadi fasa cair
Jenis : 1-2 Shell and Tube Exchanger
Jumlah : 1 unit
Suhu umpan masuk : 111,032°C Suhu umpan keluar : 110,785°C Suhu air pendingin masuk : 25 0C Suhu air pendingin keluar : 60 0C Diameter shell : 29 in
Pitch (PT) : 1 1/4 in triangular pitch Diameter tube : 1 in
Jenis tube : 18 BWG
Jumlah tube : 338
Panjang tube : 8 ft
V.21 Cooler 1 (E-226)
Fungsi : menurunkan temperatur larutan sebelum masuk ke ekstraksi.
Jenis : 1-2 Shell and Tube Exchanger
Jumlah : 1 unit
Pitch (PT) : 1 1/4 in triangular pitch Diameter tube : 1 in
Jenis tube : 18 BWG
Jumlah tube : 256
Panjang tube : 6 ft
V.22 Cooler 2 (E-513)
Fungsi : menurunkan temperatur asam sulfat.
Jenis : Double Pipe Heat Exchanger
Dipakai : Pipa 2 × 1 1/4 in IPS, 10 ft
Jumlah : 1 unit
Suhu umpan masuk : 220 0C Suhu umpan keluar : 30 0C Suhu air pendingin masuk : 25 0C Suhu air pendingin keluar : 60 0C Jumlah hairpun : 3
V.23 Cooler 3 (E-416)
Fungsi : menurunkan suhu furfural sebelum masuk ke tangki penyimpanan.
Jenis : Double Pipe Heat Exchanger
Dipakai : Pipa 2 × 1 1/4 in IPS, 10 ft
Jumlah : 1 unit
Suhu umpan masuk : 160,63°C Suhu umpan keluar : 30 0C Suhu air pendingin masuk : 25 0C Suhu air pendingin keluar : 60 0C Jumlah hairpin : 1
V.24 Cooler 4 (E-417)
Jenis : 1-2 Shell and Tube Exchanger
Jumlah : 1 unit
Suhu umpan masuk : 110,785°C Suhu umpan keluar : 30°C Suhu air pendingin masuk : 25 0C Suhu air pendingin keluar : 60 0C Diameter shell : 15,25 in
Pitch (PT) : 1 in square pitch Diameter tube : 3/4 in
Jenis tube : 18 BWG
Jumlah tube : 122
Panjang tube : 6 ft
V.25 Ekspander 1 (JE-225)
Fungsi : menurunkan tekanan larutan sebelum didinginkan pada cooler (E-226).
Jenis : Centrifugal Expander
Daya : -5,1680 hp
V.26 Ekspander 2 (JE-227)
Fungsi : menurunkan tekanan larutan sebelum dimasukkan ke ekstraktor.
Jenis : Centrifugal Expander
Daya : -7,6743 hp
V.27 Pompa (P-114)
Fungsi : memompa asam sulfat dari Mixer 120) ke Mixer (M-110)
Jenis : Positive displament (Rotary Pump) Bahan konstruksi : commercial steel
V.28 Pompa (P-121)
Fungsi : memompa asam sulfat dari tangki asam sulfat ke Mixer (M-120)
Jenis : Positive displament (Rotary Pump) Bahan konstruksi : commercial steel
Daya motor : 0,25 Hp Jumlah : 1 unit
V.29 Pompa (P-132)
Fungsi : memompa campuran dari Filter Press (H-130) ke Reaktor I (R-210)
Jenis : Positive displament (Rotary Pump) Bahan konstruksi : commercial steel
Daya motor : 0,25 Hp Jumlah : 1 unit
V.30 Pompa (P-211)
Fungsi : memompa campuran dari Reaktor I (R-210) ke Heater (E-221)
Jenis : Positive displament (Rotary Pump) Bahan konstruksi : commercial steel
Daya motor : 0,25 Hp
Jumlah : 1 unit
V.31 Pompa (P-222)
Fungsi : memompa campuran dari Heater (E-221) ke Reaktor II ( R-220) Jenis : pompa sentrifugal
Bahan konstruksi : Positive displament (Rotary Pump) Daya motor : 1,75 Hp
V.32 Pompa (P– 223)
Fungsi : memompa air proses dari Heater (E-224) ke Reaktor II ( R-220)
Jenis : Pompa sentrifugal Bahan konstruksi : commercial steel Daya motor : 19 Hp
Jumlah : 1 unit
V.33 Pompa (P-311)
Fungsi : memompa campuran dari tangki Penyimpanan Tolueana (F-312) ke Ekstraktor ( T-310)
Jenis : pompa sentrifugal Bahan konstruksi : commercial steel Daya motor : 0,25 Hp
Jumlah : 1 unit
V.34 Pompa (P-313)
Fungsi : memompa campuran dari Ekstraktor ( T-310) ke Heater (E-314)
Jenis : pompa sentrifugal Bahan konstruksi : commercial steel Daya motor : 0,25 Hp
Jumlah : 1 unit
V.35 Pompa (P-315)
Fungsi : memompa campuran dari Heater (E-314) ke Destilasi
(D-410)
Jenis : pompa sentrifugal Bahan konstruksi : commercial steel Daya motor : 0,25 Hp
Fungsi : memompa campuran dari Destilasi (D-410) ke Cooler (E-415) Jenis : pompa sentrifugal
Bahan konstruksi : commercial steel Daya motor : 0,25 Hp
Jumlah : 1 unit
V.37 Pompa (P-415)
Fungsi : memompa kondensat dari Tangki penampung kondensat (T- 414) ke Cooler (D-417)
Jenis : pompa sentrifugal Bahan konstruksi : commercial steel Daya motor : 0,25 Hp
Jumlah : 1 unit
V.38 Pompa (P-418)
Fungsi : memompa Toluena dari Cooler (E-417) ke tangki toluena (F-312)
Jenis : pompa sentrifugal Bahan konstruksi : commercial steel Daya motor : 0,25 Hp
Jumlah : 1 unit
V.39 Pompa (P-511)
Fungsi : memompa campuran dari kolom Ekstraksi (T-310) ke Vaporizer (D-510)
Jenis : Pompa sentrifugal Bahan konstruksi : commercial steel Daya motor : 0,25 Hp
V.40 Pompa (P-512)
Fungsi : memompa Asam sulfat dari Vaporizer (E-510) ke Cooler
(E-513)
Jenis : pompa sentrifugal Bahan konstruksi : Stainless Steel Daya motor : 0,25 Hp Jumlah : 1 unit
V.41 Pompa (P-514)
Fungsi : memompa Asam sulfat dari Cooler (E-513) ke Tangki asam sulfat (F-122)
Jenis : pompa sentrifugal Bahan konstruksi : Stainless Steel Daya motor : 0,25 Hp Jumlah : 1 unit
V.42 Pompa (P-611)
Fungsi : memompa furfural dari kolom Cooler (E-415) ke Tangki penyimpanan (F-610)
Jenis : pompa sentrifugal Bahan konstruksi : commercial steel Daya motor : 0,25 Hp
Jumlah : 1 unit
V.43 Tangki Penampung destilat sesudah kondensor
Fungsi : Untuk menampung kondensat keluaran kondensor Bentuk : Tangki silinder vertikal dengan alas datar dan tutup
ellipsoidal
Bahan : Carbon steel, SA – 285 Grade C
Jumlah : 1 unit
Kondisi Operasi : Temperatur (T) = 30 0C Kondisi fisik :
• Silinder
Diameter : 2,2222 m Tinggi : 3,3332 m Tebal : 2 in
• Tutup
Diameter : 2,2222 m Tinggi : 0,5555 m Tebal : 1,5 in
INSTRUMENTASI DAN KESELAMATAN KERJA
6.1 Instrumentasi
Instrumentasi adalah suatu alat yang dipakai di dalam suatu proses kontrol untuk mengatur jalannya proses agar diperoleh hasil sesuai dengan yang diharapkan. Dalam suatu pabrik kimia, pemakaian instrumen merupakan suatu hal yang sangat penting karena dengan adanya rangkaian instrumen tersebut maka operasi semua peralatan yang ada di dalam pabrik dapat dimonitor dan dikontrol dengan cermat, mudah dan efisien, sehingga kondisi operasi selalu berada dalam kondisi yang diharapkan. Namun pada dasarnya, tujuan pengendalian tersebut adalah agar kondisi proses di pabrik mencapai tingkat kesalahan (error) yang paling minimum sehingga produk dapat dihasilkan secara optimal (Perry & Green, 1999).
Fungsi instrumentasi adalah sebagai pengontrol, penunjuk (indicator), pencatat (recorder), dan pemberi tanda bahaya (alarm). Instrumentasi bekerja dengan tenaga mekanik atau tenaga listrik dan pengontrolannya dapat dilakukan secara manual atau otomatis. Instrumen digunakan dalam industri kimia untuk mengukur variabel-variabel proses seperti temperatur, tekanan, densitas, viskositas, panas spesifik, konduktifitas, pH, kelembaman, titik embun, tinggi cairan (liquid level), laju alir, komposisi, dan moisture content. Instrumen-instrumen tersebut mempunyai tingkat batasan operasi sesuai dengan kebutuhan pengolahan (Peters et.al., 2004).
Variabel-variabel proses yang biasanya dikontrol/diukur oleh instrumen adalah (Considine, 1985) :
1. Variabel utama, seperti temperatur, tekanan, laju alir, dan level cairan.
2. Variabel tambahan, seperti densitas, viskositas, panas spesifik, konduktivitas, pH, humiditas, titik embun, komposisi kimia, kandungan kelembaban, dan variabel lainnya.
peralatan proses bergantung pada pertimbangan ekonomis dan sistem peralatan itu sendiri. Pada pemakaian alat instrumentasi juga harus ditentukan apakah alat-alat itu dipasang pada peralat-alatan proses (manual control) atau disatukan dalam suatu ruang kontrol yang dihubungkan dengan bagian peralatan (automatic control) (Perry & Green, 1999).
Menurut sifatnya konsep dasar pengendalian proses ada dua jenis, yaitu : − Pengendalian secara manual
Tindakan pengendalian yang dilakukan oleh manusia. Sistem pengendalian ini merupakan sistem yang ekonomis karena tidak membutuhkan begitu banyak instrumentasi dan instalasinya. Namun pengendalian ini berpotensi tidak praktis dan tidak aman karena sebagai pengendalinya adalah manusia yang tidak lepas dari kesalahan.
− Pengendalian secara otomatis
Berbeda dengan pengendalian secara manual, pengendalian secara otomatis menggunakan instrumentasi sebagi pengendali proses, namun manusia masih terlibat sebagai otak pengendali. Banyak pekerjaan manusia dalam pengendalian secara manual diambil alih oleh instrumentasi sehingga membuat sistem pengendalian ini sangat praktis dan menguntungkan.
Hal-hal yang diharapkan dari pemakaian alat-alat instrumentasi adalah: − Kualitas produk dapat diperoleh sesuai dengan yang diinginkan
− Pengoperasian sistem peralatan lebih mudah − Sistem kerja lebih efisien
− Penyimpangan yang mungkin terjadi dapat diketahui dengan cepat
Faktor-faktor yang perlu diperhatikan dalam instrumen-instrumen adalah (Peters et.al., 2004) :
1. Range yang diperlukan untuk pengukuran 2. Level instrumentasi
3. Ketelitian yang dibutuhkan 4. Bahan konstruksinya
6.1.1 Tujuan Pengendalian
Tujuan perancangan sistem pengendalian dari pabrik pembuatan furfural dari kulit kapas adalah sebagai keamanan operasi pabrik yang mencakup :
− Mempertahankan variabel-variabel proses seperti temperatur dan tekanan tetap berada dalam rentang operasi yang aman dengan harga toleransi yang kecil.
− Mendeteksi situasi berbahaya kemungkinan terjadinya kebocoran alat, karena komponen zat yang digunakan pada pabrik sangat mudah terbakar. Pendeteksian dilakukan dengan menyediakan alarm dan sistem penghentian operasi secara otomatis (automatic shut down systems).
− Mengontrol setiap penyimpangan operasi agar tidak terjadi kecelakaan kerja maupun kerusakan pada alat proses.
6.1.2 Jenis-jenis Pengendalian dan Alat Pengendali
Sistem pengendalian yang digunakan pada pabrik ini menggunakan dan mengkombinasikan beberapa tipe pengendalian sesuai dengan tujuan dan keperluannya :
1. Feedback control
Perubahan pada sistem diukur (setelah adanya gangguan), hasil pengukuran dibandingkan dengan set point, hasil perbandingan digunakan untuk mengendalikan variabel yang dimanipulasi.
2. Feedforward control
Besarnya gangguan diukur (sensor pada input), hasil pengukuran digunakan untuk mengendalikan variabel yang dimanipulasi.
3. Adaptive control
Sistem pengendalian yang dapat menyesuaikan parameternya secara otomatis sedemikian rupa untuk mengatasi perubahan yang terjadi dalam proses yang dikendalikannya, umumnya ditandai dengan adanya reset input pada controller (selain set point pada input dari sensor).
4. Inferential control
dan variabel tak terukur tersebut dihubungkan dengan suatu persamaan matematika.
Pengendalian yang banyak digunakan adalah jenis feedback (umpan balik) berdasarkan pertimbangan kemudahan pengendalian. Diagram balok untuk sistem pengendalian ini secara umum dapat dilihat pada Gambar 6.1 berikut ini :
controller
Elemen Pengendali
Akhir
Proses
measuring device +
gangguan (disturbances)
Gambar 6.1 Diagram Balok Sistem Pengendalian Feedback
Pengukuran nilai keempat variabel di atas menggunakan bantuan sensor untuk mendeteksi nilai masing-masing variabel proses. Sedangkan variabel proses yang lain termasuk dalam kategori tertentu karena variabel itu tergantung kebutuhan akan proses yang melibatkannya. Variabel proses tersebut antara lain :
a. Konsentrasi
b. Kepadatan (density) dan spesific gravity
c. Kelembaban (humidity) dan kadar air (moisture)
Untuk pengukuran nilai variabel proses di atas dapat digunakan sebuah penganalisis (analyzer).
Gambar 6.2 Sebuah Loop Pengendalian
Dari gambar di atas dapat dijelaskan bahwa dalam proses terdapat variabel proses yang diantisipasi oleh elemen primer sebagai nilai perubahan proses misalnya naik turunnya level suatu tangki, tinggi rendahnya temperatur, cepat lambatnya aliran fluida, dan tinggi rendahnya tekanan dalam suatu tangki. Variabel proses ini bersifat relatif atau dalam kondisi berubah-ubah. Sensor diterjemahkan sebagai harga
pengukuran. Untuk lebih jelasnya, gambar di bawah ini merupakan suatu contoh aktual dari suatu proses yang terkendali.
Pada dasarnya sistem pengendalian terdiri dari (Considine, 1985) : a. Elemen Primer (Primary Element)
Elemen Primer berfungsi untuk menunjukkan kualitas dan kuantitas suatu variabel proses dan menerjemahkan nilai itu dalam bentuk sinyal dengan
menggunakan transducer sebagai sensor. Ada banyak sensor yang digunakan tergantung variabel proses yang ada.
− Sensor untuk temperatur, yaitu bimetal, thermocouple, termal mekanik, dll. − Sensor untuk tekanan, yaitu diafragma, cincin keseimbangan, dll.
− Sensor untuk level, yaitu pelampung, elemen radioaktif, perbedaan tekanan, dll. − Sensor untuk aliran atau flow, yaitu orifice meter, nozzle dll.
b. Elemen Pengukuran (Measuring Element) ELEMEN PENGENDALI
PROSES ELEMEN
PENGUKURAN ELEMEN
PRIMER
ELEMEN PENGENDALI
AKHIR
GANGGUAN
Elemen Pengukuran berfungsi mengonversikan segala perubahan nilai yang dihasilkan elemen primer yang berupa sinyal ke dalam sebuah harga pengukuran yang dikirimkan transmitter ke elemen pengendali.
− Tipe Konvensional
Tipe ini menggunakan prinsip perbedaan kapasitansi. − Tipe Smart
Tipe smart menggunakan microprocessor electronic sebagai pemroses sinyal. c. Elemen Pengendali (Controlling Element)
Elemen pengendali berfungsi menerima sinyal dari elemen pengukur yang kemudian dibandingkan dengan set point di dalam pengendali (controller). Hasilnya berupa sinyal koreksi yang akan dikirim ke elemen pengendali menggunakan
processor (computer, microprocessor) sebagai pemroses sinyal pengendalian. Jenis elemen pengendali yang digunakan tergantung pada variabel prosesnya.
Untuk variabel proses yang lain misalnya :
a. Temperatur menggunakan Temperature Controller (TC) b. Tekanan menggunakan Pressure Controller (PC)
c. Aliran/flow menggunakan Flow Controller (FC) d. Level menggunakan Level Controller (LC)
d. Elemen Pengendali Akhir
Elemen pengendali akhir berperan mengonversikan sinyal yang diterimanya menjadi sebuah tindakan korektif terhadap proses. Umumnya industri menggunakan control valve dan pompa sebagai elemen pengendali akhir.
1. Control valve
Control valve mempunyai tiga elemen penyusun, yaitu: − Positioner yang berfungsi untuk mengatur posisi actuator.
Actuator ini menggunakan spring/per sebagai penggerak piston actuator.
b. Actuator aksi ganda (double acting)
Untuk menggerakkan piston, actuator ini menggunakan tekanan udara yang dimasukkan ke rumah actuator.
− Valve, merupakan elemen pengendali proses. Ada banyak tipe valve berdasarkan bentuknya seperti butterfly valve, valve bola, dan valve segmen.
2. Pompa Listrik
Elemen pompa terdiri dari dua bagian, yaitu : − Actuator Pompa.
Sebagai actuator pompa adalah motor listrik. Motor listrik mengubah tenaga listrik menjadi tenaga mekanik. Prinsip kerjanya berdasarkan induksi elektromagnetik yang menggerakkan motor.
− Pompa listrik berfungsi memindahkan/menggerakkan fluida baik itu zat cair, gas dan padat.
Secara garis besar, fungsi instrumentasi adalah sebagai berikut : 1. Penunjuk (indicator)
2. Pencatat (recorder) 3. Pengontrol (regulator)
4. Pemberi tanda bahaya (alarm)
Adapun instrumentasi yang digunakan dalam pabrik pembuatan bioetanol dari tandan kosong kelapa sawit adalah :
1. Untuk variabel temperatur:
• Temperature Controller (TC) adalah instrumentasi yang digunakan untuk mengamati temperatur suatu alat dan bila terjadi perubahan dapat melakukan pengendalian
• Temperature Indicator Controller (TIC) adalah instrumentasi yang digunakan untuk mengamati temperatur dari suatu alat
• Level Controller (LC) adalah instumentasi yang digunakan untuk mengamati ketinggian cairan dalam suatu alat dan bila terjadi perubahan dapat melakukan pengendalian.
• Level Indicator Contoller (LIC) adalah instrumentasi yang digunakan untuk mengamati ketinggian cairan dalam suatu alat.
3. Untuk variabel tekanan
• Pressure Controller (PC) adalah instrumentasi yang digunakan untuk mengamati tekanan operasi suatu alat dan bila terjadi perubahan dapat melakukan pengendalian.
• Pressure Indicator Controller (PIC) adalah instrumentasi yang digunakan untuk mengamati tekanan operasi suatu alat.
4. Untuk variabel aliran cairan
• Flow Controller (FC) adalah instrumentasi yang digunakan untuk mengamati laju alir larutan atau cairan yang melalui suatu alat dan bila terjadi perubahan dapat melakukan pengendalian (Kallen, 1961).
Proses pengendalian pada pabrik ini menggunakan feedback control configuration karena selain biayanya relatif lebih murah, pengaturan sistem pengendaliannya menjadi lebih sederhana. Konfigurasi ini mengukur secara langsung variabel yang ingin dikendalikan untuk mengatur harga variabel yang dimanipulasi. Tujuan pengendalian ini adalah untuk mempertahankan variabel yang dikendalikan pada level yang diinginkan (set point).
Sinyal output yang dihasilkan oleh pengendali feedback ini berupa pneumatic signal yaitu dengan menggunakan udara tekan. Tipe pengendali feedback yang digunakan pada perancangan ini, yaitu :
1.Jenis – P (Proportional), digunakan untuk mengendalikan tekanan gas.
2.Jenis – PI (Proportional Integral), digunakan untuk mengendalikan laju alir (flow), ketinggian (level) cairan, dan tekanan zat cair.
FC LI
TC PI
Tangki
Reaktor
Cooler Heater
Pompa
LI
Mixer
TC TC
Reboiler
TC
Kondensor
TC
Kolom Destilasi
LC LC
LI
[image:59.595.111.504.81.356.2]Gambar 6.3 Instrumentasi Pada Alat
Tabel 6.1 Daftar Penggunaan Instrumentasi pada Pra-rancangan Pabrik Pembuatan Furfural dari Kulit Kapas
No. Nama Alat Jenis
Instrumen Kegunaan
1 Tangki LI Mengetahui level cairan dalam tangki
2 Reaktor
TC Mengontrol suhu dalam reaktor
FC Mengontrol laju aliran steam yang masuk LI Mengontrol ketinggian cairan dalam reaktor 3 Cooler TC Mengontrol suhu dalam cooler
4 Heater TC Mengontrol suhu dalam heater 5 Mixer LI Mengetahui level cairan dalam mixer
6 Kolom destilasi
PC Mengontrol tekanan dalam kolom destilasi LC Mengontrol level cairan dalam kolom
destilasi
17 Reboiler TC Mengontrol suhu cairan dalam reboiler 8 Kondensor TC Mengontrol suhu cairan dalam kondensor
6.2 Keselamatan Kerja
Aktivitas masyarakat umumnya berhubungan dengan resiko yang dapat mengakibatkan kerugian pada badan atau usaha. Karena itu usaha-usaha keselamatan merupakan tugas sehari-hari yang harus dilakukan oleh seluruh karyawan. Keselamatan kerja dan keamanan pabrik merupakan faktor yang perlu diperhatikan secara serius. Dalam hubungan ini bahaya yang dapat timbul dari mesin, bahan baku dan produk, sifat zat, serta keadaan tempat kerja harus mendapat perhatian yang serius sehingga dapat dikendalikan dengan baik untuk menjamin kesehatan karyawan.
Perusahaan yang lebih besar memiliki divisi keselamatan tersendiri. Divisi tersebut mempunyai tugas memberikan penyuluhan, pendidikan, petunjuk-petunjuk, dan pengaturan agar kegiatan kerja sehari-hari berlangsung aman dan bahaya-bahaya yang akan terjadi dapat diketahui sedini mungkin, sehingga dapat dihindarkan (Bernasconi, 1995).
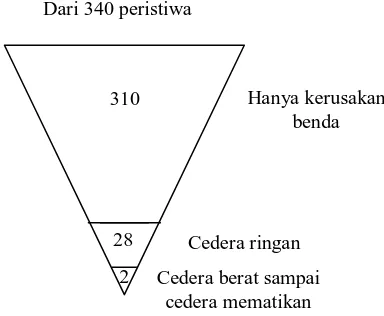
[image:60.595.225.417.509.667.2]Statistik menunjukkan bahwa angka kecelakan rata-rata dalam pabrik kimia relatif tidak begitu tinggi. Tetapi situasi beresiko memiliki bentuk khusus, misalnya reaksi kimia yang berlangsung tanpa terlihat dan hanya dapat diamati dan dikendalikan berdasarkan akibat yang akan ditimbulkannya. Kesalahan-kesalahan dalam hal ini dapat mengakibatkan kejadian yang fatal (Bernasconi, 1995).
Gambar 6.4 Tingkat Kerusakan Di Suatu Pabrik
Dari 340 peristiwa
28 2
310 Hanya kerusakan
benda
Cedera ringan Cedera berat sampai
Kerusakan (badan atau benda) dapat terjadi secara tiba-tiba tanpa dikehendaki dan diduga sebelumnya. Keadaan atau tindakan yang bertentangan dengan aturan keselamtan kerja dapat memancing bahaya yang akut dan mengakibatkan terjadinya kerusakan.
Untuk menjamin keselamatan kerja, maka dalam perencanaan suatu pabrik perlu diperhatikan beberapa hal, yaitu :
Lokasi pabrik
− Sistem pencegahan kebocoran − Sistem perawatan
− Sistem penerangan
− Tidak boleh merokok atau makan
− Tidak boleh minum minuman keras (beralkohol) selama bertugas
Bahaya dan tindakan-tindakan yang tidak memperhatikan keselamatan akan mengakibatkan kerusakan. Yang menjamin keselamatan kerja sebetulnya adalah pengetahuan mengenai bahaya sedini mungkin, sehingga pencegahan dapat diupayakan sebelum bahaya tersebut terjadi.
Berikut ini upaya-upaya pencegahan terhadap bahaya-bahaya yang mungkin terjadi pada pra – rancangan pabrik pembuatan etanol dapat dilakukan dengan cara : 1. Pencegahan terhadap kebakaran
− Memasang sistem alarm pada tempat yang strategis dan penting, seperti power station, laboratorium dan ruang proses.
− Mobil pemadam kebakaran harus selalu dalam keadaan siap siaga di fire station.
− Fire hydrant ditempatkan di daerah storage, proses, dan perkantoran.
− Fire extinguisher disediakan pada bangunan pabrik untuk memadamkan api yang relatif kecil.
− Smoke detector ditempatkan pada setiap sub-stasiun listrik untuk mendeteksi kebakaran melalui asapnya.
2. Memakai peralatan perlindungan diri
Pakaian luar dibuat dari bahan-bahan seperti katun, wol, serat, sintetis, dan asbes. Pada musim panas sekalipun tidak diperkenankan bekerja dengan keadaan badan atas terbuka.
− Sepatu pengaman
Sepatu harus kuat dan harus dapat melindungi kaki dari bahan kimia dan panas. Sepatu pengaman bertutup baja dapat melindungi kaki dari bahaya terjepit. Sepatu setengah tertutup atau bot dapat dipakai tergantung pada jenis pekerjaan yang dilakukan.
− Topi pengaman
Topi yang lembut baik dari plastik maupun dari kulit memberikan perlindungan terhadap percikan-percikan bahan kimia, terutama apabila bekerja dengan pipa-pipa yang letaknya lebih tinggi dari kepala, maupun tangki-tangki serta peralatan lain yang dapat bocor.
− Sarung tangan
Dalam menangani beberapa bahan kimia yang bersifat korosif, maka para operator diwajibkan menggunakan sarung tangan untuk menghindari hal-hal yang tidak diinginkan.
− Masker
Berguna untuk memberikan perlindungan terhadap debu-debu yang berbahaya ataupun uap bahan kimia agar tidak terhirup (Bernasconi, 1995).
3. Pencegahan terhadap bahaya mekanis
− Sistem ruang gerak karyawan dibuat cukup luas dan tidak menghambat kegiatan kerja karyawan.
− Alat-alat dipasang dengan penahan yang cukup kuat
− Peralatan yang berbahaya seperti ketel uap bertekanan tinggi, reaktor bertekanan tinggi dan tangki gas bertekanan tinggi, harus diberi pagar pengaman
4. Pencegahan terhadap bahaya listrik
− Setiap instalasi dan alat-alat listrik harus diamankan dengan pemakaian sekering atau pemutus hubungan arus listrik secara otomatis lainnya.
− Memasang papan tanda bahaya yang jelas pada daerah sumber tegangan tinggi
− Kabel-kabel listrik yang letaknya berdekatan dengan alat-alat yang beroperasi pada suhu tinggi harus diisolasi secara khusus
− Setiap peralatan atau bangunan yang menjulang tinggi harus dilengkapi dengan penangkal petir yang dibumikan (Bernasconi, 1995).
5. Menerapkan nilai-nilai disiplin bagi karyawan
− Setiap karyawan bertugas sesuai dengan pedoman-pedoman yang diberikan dan mematuhi setiap peraturan dan ketentuan yang diberikan.
− Setiap kecelakaan kerja atau kejadian yang merugikan segera dilaporkan ke atasan.
− Setiap karyawan harus saling mengingatkan akan perbuatan yang dapat menimbulkan bahaya.
− Setiap ketentuan dan peraturan harus dipatuhi. 6. Penyediaan poliklinik di lokasi pabrik
Poliklinik disediakan untuk tempat pengobatan akibat terjadinya kecelakaan secara tiba-tiba, misalnya menghirup gas beracun, patah tulang, luka terbakar pingsan/shock dan lain sebagainya.
Apabila terjadi kecelakaan kerja, seperti terjadinya kebakaran pada pabrik, maka hal-hal yang harus dilakukan adalah :
a. Mematikan seluruh kegiatan pabrik, baik mesin maupun listrik.
b. Mengaktifkan alat pemadam kebakaran, dalam hal ini alat pemadam kebakaran yang digunakan disesuaikan dengan jenis kebakaran yang terjadi, yaitu (Bernasconi, 1995) :
− Instalasi pemadam dengan air
− Instalasi pemadam dengan CO2
BAB VIII
LOKASI DAN TATA LETAK PABRIK
Susunan peralatan dan fasilitas dalam rancangan proses merupakan syarat penting dalam memperkirakan biaya sebelum mendirikan pabrik atau untuk disain yang meliputi disain perpipaan, fasilitas bangunan fisik, tata letak peralatan dan kelistrikan. Hal ini akan memberikan informasi terhadap biaya bangunan dan tempat sehingga diperoleh perhitungan biaya yang terperinci sebelum pendirian pabrik.
Oleh karenanya pemilihan tempat bagi berdirinya suatu pabrik harus memperhatikan beberapa faktor yang berperan yaitu faktor utama dan faktor khusus.
8.1 Lokasi Pabrik
Penentuan lokasi pabrik sangat menentukan kemajuan dan kelangsungan dari industri, baik pada masa sekarang maupun pada masa yang akan datang, karena hal ini berpengaruh terhadap faktor produksi dan distribusi dari pabrik yang didirikan. Pemilihan yang tepat mengenai lokasi pabrik harus memberikan suatu perhitungan biaya produksi dan distribusi yang minimal serta pertimbangan sosiologi, yaitu pertimbangan dalam mempelajari sikap dan sifat masyarakat di sekitar lokasi pabrik.
Berdasarkan faktor-faktor tersebut, maka Pabrik Pembuatan Furfural dari kapas ini direncanakan berlokasi di daerah Jombang yang dilalui Sungai Brantas, Jawa Timur. Dasar pertimbangan dalam pemilihan lokasi pabrik adalah:
1. Bahan baku
Suatu pabrik sebaiknya berada di daerah yang dekat dengan sumber bahan baku dan daerah pemasaran sehingga transportasi dapat berjalan dengan lancar. Bahan baku utama yang digunakan yaitu kulit kapas dapat diperoleh dari pabrik-pabrik tekstil yang bekerja sama langsung dengan petani kapas yang berlokasi di Jombang, Jawa timur. Sedangkan bahan- bahan kimia pendukung lainnya diperoleh dari daerah lokal.
2. Letak dari pasar dan kondisi pemasaran
menunjukkan peningkatan dari tahun ke tahun, dengan demikian pemasarannya tidak akan mengalami hambatan.
3. Fasilitas transportasi
Lokasi yang dipilih dalam rancangan pendirian pabrik ini merupakan kawasan perluasan industri. Pemasaran dan pengangkutan produk dapat dilakukan melalui jalur darat dan laut. Kabupaten Jombang memiliki posisi yang sangat strategis, karena berada di jalur utama lintas selatan Pulau Jawa (Jogjakarta-Surabaya-Bali). Selain itu, Kabupaten Jombang juga merupakan persimpangan jalur menuju Kediri/Tulungagung, Malang, serta Babat/pantura.
4. Kebutuhan tenaga listrik dan bahan bakar
Dalam pendirian suatu pabrik, tenaga listrik dan bahan bakar adalah faktor penunjang yang paling penting. Kebutuhan tenaga listrik untuk operasi pabrik dapat diperoleh Perusahaan Listrik Negara (PLN) Jawa Timur.
5. Kebutuhan air
Air merupakan kebutuhan penting bagi suatu pabrik industri kimia, baik itu untuk keperluan proses maupun untuk keperluan lainnya. Kebutuhan air diperoleh dari Sungai Brantas yang mengalir di sekitar pabrik. Kebutuhan air ini berguna untuk proses, sarana utilitas, dan keperluan domestik.
6. Tenaga kerja
Tenaga kerja termasuk hal yang sangat menunjang dalam operasional pabrik, tenaga kerja untuk pabrik ini direkrut dari :
- Perguruan tinggi lokal seperti perguruan tinggi di Surabaya, masyarakat sekitar dan perguruan tinggi lainnya.
- Tenaga ahli yang berasal dari daerah sekitar dan luar daerah.
Sebagai kawasan industri, daerah ini merupakan salah satu tujuan para tenaga kerja yang mencari kerja. Para tenaga kerja ini merupakan tenaga kerja yang produktif dari berbagai tingkatan, baik yang terdidik maupun yang belum terdidik.
7. Harga tanah dan bangunan
Tanah yang tersedia untuk lokasi pabrik masih cukup luas, biaya tanah bangunan untuk pendirian pabrik relatif terjangkau.
Ekspansi pabrik dimungkinkan karena tanah yang tersedia cukup luas dan disekeliling pabrik belum banyak berdiri pabrik serta tidak mengganggu pemukiman penduduk.
9. Kondisi Iklim dan Cuaca
Seperti kebanyakan daerah lain di Indonesia, maka kondisi cuaca dan iklim di sekitar lokasi pabrik relatif stabil. Untuk daerah ini belum pernah terjadi bencana alam yang berarti sehingga memungkinkan pabrik berjalan dengan lancar.
10. Masyarakat di sekitar pabrik
Sikap masyarakat diperkirakan akan mendukung pendirian pabrik furfural ini karena akan menyediakan lapangan kerja bagi mereka. Selain itu pendirian pabrik f