BAB III
LANDASAN TEORI
3.1 Permasalahan Umum
PT. Sinar Inti Electrindo Raya adalah perusahaan yang bergerak dibidang manufaktur, pemasaran panel Tegangan Menengah (TM) dan panel Tegangan Rendah (TR).Dalam perkembangan teknologi yang semakin canggih dan persaingan industri yang semakin ketat, banyak permasalahan yang dialami PT. Sinar Inti Electrindo Raya baik didalam maupun diluar perusahaan.
Permasalahan umum di luar disiplin keilmuan:
1. Absensi Karyawan
Karyawan yang datang terlambat dan juga karyawanyang absen.
2. 5R (Ringkas, Rapi, Resik, Rawat dan Rajin)
• Penempatan barang belum rapi.
• Lingkungan dan material yang tidak terawat. Permasalahan umum didalam disiplin keilmuan:
1. Produksi
Keterlambatan dalam perakitan Current Transformer (CT), disebabkan penyiapan bahan baku yang lama untuk dirakit dan keterampilan tiap operator.
2. Maintenance
Kerusakan mesin umumnya disebabkan oleh umur mesin yang sudah tua.
3. Purchasing
Tegangan Rendah (TR).Dalam perkembangan teknologi yang semakin canggih dan persaingan industri yang semakin ketat, banyak permasalahan yang dialami PT. Sinar Inti Electrindo Raya baik didalam maupun diluar perusahaan.
Permasalahan umum di luar disiplin keilmuan:
Absensi Karyawan
Karyawan yang datang terlambat dan juga karyawanyang absen.
5R (Ringkas, Rapi, Resik, Rawat dan Rajin) 5R (Ringkas, Rapi, Resik, Rawat dan Rajin)
• Penempatan barang belum rapi.
• Lingkungan dan material yang tidak terawat. Permasalahan umum didalam disiplin keilmuan:
Produksi
Dalam menjalankan proses ini permasalahan yang dihadapi adalah tidak adanya informasi tentang prediksi kebutuhan material yang diperlukan oleh produksi untuk supplier, sehingga kapasitas produksi untuk memenuhi kebutuhan tersebut tidak dapat dilakukan oleh supplier.
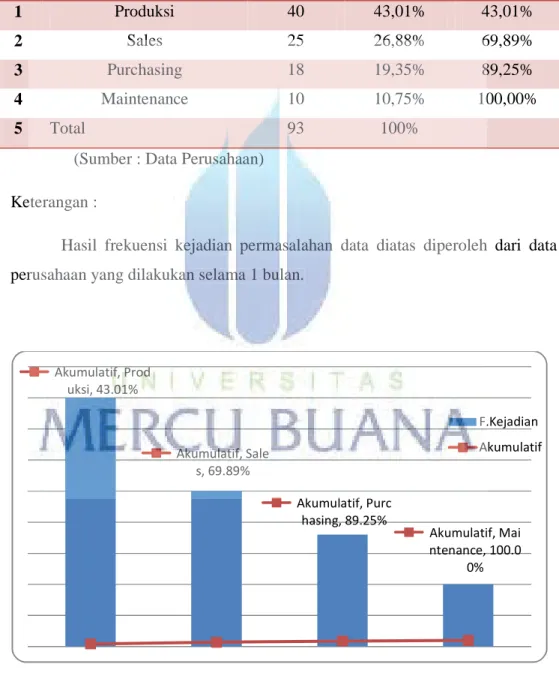
Tabel 3.1 Frekuensi kejadian permasalahan
No Bagian F.Kejadian Ratio Akumulatif
1 Produksi 40 43,01% 43,01%
2 Sales 25 26,88% 69,89%
3 Purchasing 18 19,35% 89,25%
4 Maintenance 10 10,75% 100,00%
5 Total 93 100%
(Sumber : Data Perusahaan)
Keterangan :
Hasil frekuensi kejadian permasalahan data diatas diperoleh dari data perusahaan yang dilakukan selama 1 bulan.
Gambar 3.1 Grafik pareto permasalahan umum
Sales 25 26,88% 69,89% Purchasing 18 19,35% 89,25% Maintenance 10 10,75% 100,00% Total 93 100%
(Sumber : Data Perusahaan)
Keterangan :
Hasil frekuensi kejadian permasalahan data diatas diperoleh dari data perusahaan yang dilakukan selama 1 bulan.
3.2. Permasalahan Khusus
Dari permasalahan umum diatas dapat disimpulkan permasalahan yang khusus terdapat diproduksi ”Keterlambatan waktu standart dalam perakitan Panel Tegangan Rendah (TR)” Penyebabnya :
1. Ketidaktersediaan bahan baku
2. Penyiapan bahan baku yang lama untuk dirakit
3. Komponen yang akan di pasang diproduk tidak standart
4. Keterampilan tiap operator berbeda
5. Tingkat kesulitan masing-masing perakitan berbeda Komponen yang akan di pasang diproduk tidak standart
Keterampilan tiap operator berbeda
Analisa Kondisi yang ada dengan menggunakan fish bone
Gambar 3.2 Fish bone kondisi permasalahan Gambar 3.2 Fish bone kondisi permasalahan
Tabel 3.2 Analisa kondisi permasalahan yang ada
Faktor Penyebab Akibat
Material
* Ketidaktersediaan bahan baku
* Proses pemesanan bahan baku dari purchasing belum tersedia * Keterlambatan proses perakitan Manusia
* Penyiapan bahan baku yang lama untuk dirakit
* Operator penyiapan bahan baku kurang terampil
* Operator harus menunggu
* Keterampilan tiap operator berbeda
* Pengetahuan tiap operator berbeda
* Lamanya proses perakitan
* Belum adanya training
Metode
* Komponen yang akan dipasang tidak standart
* Belum adanya standart komponen
* Menunggu orderan komponen baru
* Tingkat kesulitan perakitan berbeda-beda
* Komponen yang sangat variatif yang akan dipasang diproduk
* Membutuhkan waktu yang lama dalam proses perakitan
(Sumber Data : Hasil Pengamatan) Manusia
* Penyiapan bahan baku yang lama untuk dirakit
* Operator penyiapan bahan baku kurang terampil
* Operator harus menunggu
* Keterampilan tiap operator berbeda
* Pengetahuan tiap operator berbeda
* Lamanya proses perakitan
* Belum adanya training
Metode
* Komponen yang akan dipasang tidak standart
* Belum adanya standart komponen
* Menunggu orderan komponen baru
3.3 Konsep dan Teori Menurut Ilmu Perkuliahan
Dalam menganalisa suatau sistem kerja, biasanya akan timbul sejumlah alternatif metode kerja. Proses pemilihan alternatif metode kerja ini memliki beberapa kriteriayaitu : waktu, ongkos, beban fisiologis – sosiologis, dan sebagainya. Karena waktu sebagai salah satu kriteria yang memliki sejumlah kelebihan bila dibandingkan dengan kriteria lainnya, maka pengukuran waktu kerja lebih sering digunakan dalam pemilihan beberapa alternatif yang ada.
Pengukuran waktu dilakukan untuk mendapatkan waktu baku penyelesaian pekerjaan yang akan dijadikan waktu standar suatu pekerjaan. Waktu baku dapat diartikan waktu yang dibutuhkan secara wajar oleh seorang pekerja normal untuk menyelesaikan suatu pekerjaan yang dijalankan dengan sistem kerja yang baik.
Pengukuran waktu secara garis besar terbagi menjadi dua bagian yaitu :
1. Pengukuran waktu secara langsung
Pengukuran waktu secara langsung adalah pengukuran yang dilakukan secara langsung di tempat suatu proses kerja di kerjakan.
Cara pengukuran waktu kerja yang termasuk di dalamnya adalah :
a. Cara jam henti atau menggunakan stopwatch b. Sampling pekerjaan
2. Pengukuran waktu secara tidak langsung
Pengukuran waktu secara tidak langsung adalah pengukuran waktu yang dilakukan tanpa harus berada di tempat pekerjaan yaitu dengan membaca tabel–tabel yang tersedia asalkan mengetahui jalannya pekerjaan melalui elemen elemen pekerjaan atau elemen-elemen gerakan.
Cara pengukuran yang termasuk kelompok ini adalah :
a. Data waktu baku b. Data waktu gerakan
Pengukuran waktu dilakukan untuk mendapatkan waktu baku penyelesaian pekerjaan yang akan dijadikan waktu standar suatu pekerjaan. Waktu baku dapat diartikan waktu yang dibutuhkan secara wajar oleh seorang pekerja normal untuk menyelesaikan suatu pekerjaan yang dijalankan dengan sistem kerja yang baik.
Pengukuran waktu secara garis besar terbagi menjadi dua bagian yaitu :
Pengukuran waktu secara langsung
Pengukuran waktu secara langsung adalah pengukuran yang dilakukan secara langsung di tempat suatu proses kerja di kerjakan.
Cara pengukuran waktu kerja yang termasuk di dalamnya adalah :
a. Cara jam henti atau menggunakan stopwatch b. Sampling pekerjaan
Pengukuran waktu secara tidak langsung
Pengukuran waktu secara tidak langsung adalah pengukuran waktu yang dilakukan tanpa harus berada di tempat pekerjaan yaitu dengan membaca
Dengan salah satu dari cara – cara ini,waktu penyelesaian suatu pekerjaan yang dijalankan dengan suatu sistem tertentu dapat di tentukan.
3.3.1 Langkah – Langkah sebelum melakukan pengukuran
Untuk mendapatkan hasil yang baik, yaitu dapat dipertanggung jawabkan. Maka terdapat beberapahal yang harus diperhatikanseperti kondisi kerja, cara pengukuran, jumlah pengukuran, dan lain-lain.
Adapun sebagai langkah yang perlu diikuti agar maksud dan tujuan dapat tercapai adalah sebagai berikut :
1. Penetapan tujuan pengukuran
Dalam pengukuran waktu hal – hal yang penting yang harus diketahui dan ditetapkan adalah peruntukan penggunaan hasil pengukuran, tingkat ketelitian dan keyakinan yang diinginkan dari hasil pengukuran tersebut.
2. Melakukan penelitian pendahuluan
Hal ini bertujuan untuk mengetahui tujuan yang ingin dicapai dari pengukuran waktu yang pantas untuk operator menyelesaikan suatu pekerjaan. Waktu yang pantas hendaknya merupakan waktu kerja pada saat kondisi kerja yang baik.
3. Memilih Operator
Melatih seorang operator terkadang masih di perlukan,terutama jika kondisi dan cara kerja yang dipakai tidak sama dengan yang biasa di jalankan operator. Harap di ingat yang di cari adalah waktu penyelesaian yang wajar dan bukan dari orang yang bekerja kaku dengan berbagai kesalahan.
4. Melatih Operator
Pengukuran harus memilih operator yang memenuhi Persyaratan seperti kemampuan normal dan dapat bekerja sama.Operator yang di pilih adalah Adapun sebagai langkah yang perlu diikuti agar maksud dan tujuan dapat tercapai adalah sebagai berikut :
Penetapan tujuan pengukuran
Dalam pengukuran waktu hal – hal yang penting yang harus diketahui dan ditetapkan adalah peruntukan penggunaan hasil pengukuran, tingkat ketelitian dan keyakinan yang diinginkan dari hasil pengukuran tersebut.
Melakukan penelitian pendahuluan
Hal ini bertujuan untuk mengetahui tujuan yang ingin dicapai dari pengukuran waktu yang pantas untuk operator menyelesaikan suatu pekerjaan. Waktu yang pantas hendaknya merupakan waktu kerja pada saat kondisi kerja yang baik.
Memilih Operator
Melatih seorang operator terkadang masih di perlukan,terutama jika kondisi dan cara kerja yang dipakai tidak sama dengan yang biasa di jalankan
orang yang pada saat pengukuran dilakukan mau bekerja secara wajar agar pengukuran berjalan dengan baik dan dapat diandalkan hasilnya.
5. Mengurai pekerjaaan atas elemen pekerjaan
Ada beberapa alasan yang menyebabkan pentingnya melakukan penguraian pekerjaan atas elemen-elemennya yaitu:
a. Menjelaskan tentang tata cara kerja yang di lakukan
b. Memungkinkan melakukan penyesuaian bagi setiap elemen,karena keterampilan bekerjanya operator belum tentu sama untuk semua bagian dari gerakan –gerakan kerjanya
c. Memudahkan dalam mengamati terjadinya elemen yang tidak baku mungkin saja dilakukan pekerja.
d. Memungkinkan dikembangkannya data waktu standart atau tempat kerja yang bersangkutan.
6. Menyiapkan alat –alat tersebut adalah :
a. Jam henti atau stopwacth
b. Lembaran – lembaran pengamatan
c. Pensil atau pena
d. Papan Pengamatan
e. Alat pendukung sesuai dengan pengukuran
(Iftikar Z. Sultalaksana : 131-144)
3.3.2 Tingkat ketelitian dan tingkat kepercayaan
Tingkat ketelitian menunjukan penyimpangan maksimal hasil pengukuran dari waktu penyelesaikan sebenarnya. Hal ini biasanya dinyatakan dalam
b. Memungkinkan melakukan penyesuaian bagi setiap elemen,karena keterampilan bekerjanya operator belum tentu sama untuk semua bagian dari gerakan –gerakan kerjanya
c. Memudahkan dalam mengamati terjadinya elemen yang tidak baku mungkin saja dilakukan pekerja.
d. Memungkinkan dikembangkannya data waktu standart atau tempat kerja yang bersangkutan.
Menyiapkan alat –alat tersebut adalah :
a. Jam henti atau stopwacth
b. Lembaran – lembaran pengamatan
c. Pensil atau pena
d. Papan Pengamatan
persen(dari waktu penyelesaian sebenarnya yang harusnya dicari). Sementara tingkat keyakinan menunjukan besarnya keyakinan pengukur bahwa hasil yang di peroleh memenuhi syarat ketelitian tadi.ini pun dinyatakan dalam persen. Jadi, tingkat petelitian 10% dan tingkat keyakinan 95% memberi arti bahwa pengukuran membolehkan rata – rata hasil pengukurannyamenyimpang sejauh 10% dari rata –rata sebenarnya dan kemungkinan berhasil mendapatkan hal ini adalah 95%.Dengan kata lain jika pengukur sampai memperoleh rata–rata pengukuran yang menyimpang lebih dari 10% dari yang seharusnya,hal ini dibolehkan terjadi hanya dengan kemungkinan 5% (= 100% -95 %).
(Iftikar Z. Sultalaksana :153)
3.3.3 Melakukan perhitungan waktu Kerja
Pengkuran waktu adalah pekerjaan mengamati pekerja dan mencatat waktu-waktu kerjanya baik setiap elemen maupun siklus dengan menggunakan alat-alat yang telah disiapkan. Apabila operator telah siap depan mesin atau tempat kerja lain yang waktu kerjanya akan diukur. Maka orang yang melakukan pengukuran memilih posisi tempat ia berdiri, mengamati dan mencatat. Dalam posisi ini dilakukan sedemikian rupa agar operator tidak terganggu gerakan-gerakannya ataupun rasa canggung karena mersa diamati, misalnya berdiri di depan operator. Umumnya posisi agak menyimpang di belakng operator sejauh 1,5 meter merupakan tempat yang baik. Di usahakan pencatatan waktu proses pengerjaan pada kondisi normal. Hal utama yang harus dilakukan untuk tingkat ketelitian dan keyakinan yang diinginkan.
Pengukuran pendahuluan tahap pertama dilakukan dengan melakukan bebarapa buah pengukuran yang banyak ditentukan oleh pengukur. Setelah melakukan pengkuran tahap pertama kemudian melakukan tiga hal yang mendukung pengukuran pendahuluan pertama yaitu menguji keseragaman data, menghitung jumlah pengukuran yang diperlukan dan bila jumlah belum mencukupi dilanjutkan dilanjutkan dengan pengkuran pendahuluan kedua, sampai dibolehkan terjadi hanya dengan kemungkinan 5% (= 100% -95 %).
(Iftikar Z. Sultalaksana :153)
3.3.3 Melakukan perhitungan waktu Kerja
Pengkuran waktu adalah pekerjaan mengamati pekerja dan mencatat waktu-waktu kerjanya baik setiap elemen maupun siklus dengan menggunakan alat-alat yang telah disiapkan. Apabila operator telah siap depan mesin atau tempat kerja lain yang waktu kerjanya akan diukur. Maka orang yang melakukan pengukuran memilih posisi tempat ia berdiri, mengamati dan mencatat. Dalam posisi ini dilakukan sedemikian rupa agar operator tidak terganggu gerakan-gerakannya ataupun rasa canggung karena mersa diamati, misalnya berdiri di depan operator. Umumnya posisi agak menyimpang di belakng operator sejauh 1,5 meter merupakan tempat yang baik. Di usahakan pencatatan waktu proses pengerjaan pada kondisi normal. Hal utama yang harus dilakukan untuk tingkat ketelitian dan keyakinan yang diinginkan.
jumlah keseluruhan mencukupi untuk tingkat ketelitian dan tingkat keyakinan yang dikehendaki.
Hal-hal yang harus diperhatikan dalam pengukuran pendahuluan adalah sebagai berikut:
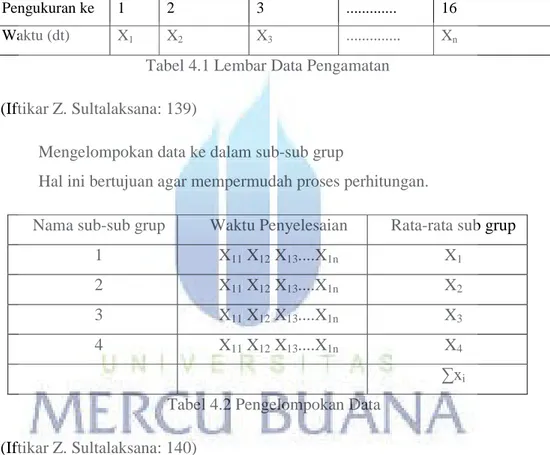
a. Pengambilan data pengamatan
Contoh data yang diambil sebanyak 16 data, adalah :
Tabel 4.1 Lembar Data Pengamatan
(Iftikar Z. Sultalaksana: 139)
b. Mengelompokan data ke dalam sub-sub grup
Hal ini bertujuan agar mempermudah proses perhitungan.
Nama sub-sub grup Waktu Penyelesaian Rata-rata sub grup 1 X11 X12 X13....X1n X1
2 X11 X12 X13....X1n X2
3 X11 X12 X13....X1n X3
4 X11 X12 X13....X1n X4
xi
Tabel 4.2 Pengelompokan Data
(Iftikar Z. Sultalaksana: 140)
Pengelompokan data ini dilakukan ke dalam sub grup yang beranggotakan sam dan dilakukan berurutan.
Dimana :
Xi = Waktu penyelesaian berturut-turut ( I = 1,2,3,....k
k = Banyaknya harga subgrup yang terbentuk
x = Rata-rata sub grup ke-n
Pengukuran ke 1 2 3 ... 16
Waktu (dt) X1 X2 X3 ... Xn
Tabel 4.1 Lembar Data Pengamatan
(Iftikar Z. Sultalaksana: 139)
Mengelompokan data ke dalam sub-sub grup
Hal ini bertujuan agar mempermudah proses perhitungan.
Nama sub-sub grup Waktu Penyelesaian Rata-rata sub grup 1 X11 X12 X13....X1n X1
2 X11 X12 X13....X1n X2
3 X11 X12 X13....X1n X3
4 X11 X12 X13....X1n X4
xi
Tabel 4.2 Pengelompokan Data
(Iftikar Z. Sultalaksana: 140)
r = Jumlah sub grup
n = jumlah pengamatan
c. Menghitung rata-rata sub grup
...(4.1)
Dimana : x = Harga rata-rata dari sub grup ke-1
k = Harga banyaknya sub grup yang terbentuk
d. Menghitung waktu penyelesaian yang teramati selama pengukuran pendahuluan yang telah dilakukan.
...(4.2)
e. Menghitung standar deviasi sebenarnya dari waktu penyelesaian
...(4.3)
Dimana :
= Standar deviasi
N = Jumlah pengamatan pendahuluan yang telah dilakukan
Xj =Waktu penyelesaian yang teramati selama pengukuran pendahuluan yang telah dilakukan
f. Menghitung standar deviasi dari distribusi harga rata-rata sub grup = ...(4.4)
Dimana:
= Standar deviasi dari distribusi harga rata-rata sub grup
n = Besarnya sub grup
g. Menentukan batas kontrol atas (BKA) dan batas kontrol bawah (BKB) Menghitung waktu penyelesaian yang teramati selama pengukuran pendahuluan yang telah dilakukan.
...(4.2)
Menghitung standar deviasi sebenarnya dari waktu penyelesaian
...(4.3)
Dimana :
= Standar deviasi
N = Jumlah pengamatan pendahuluan yang telah dilakukan
Xj =Waktu penyelesaian yang teramati selama pengukuran pendahuluan yang telah dilakukan
BKA = X + 3 (x) ...(4.5)
BKA = X + 3 (x) ...(4.6)
Besarnya k dalam batas kontrol tergantung pada tingkat kepercayaan dan tingkat ketelitian yang dipakai.
h. Menghitung kecukupan data
...(4.7)
Dimana N = Jumlah pengamatan yang telah dilakukan
N’ = Jumlah pengukuran yang telah dilakukan secara teoritis
K = Konstanta tingkat keyakinan
S = Tingkat ketelitian
Jika hasil N > N’ maka data telah mencukupi
Untuk tingkat kepercayaan 95% ketelitian 5%
Harga Z = 1- /2, = 1 – 95% = 0,05
= 1- 0,05/2
= 0,975
0,975 dilihat pada tabel distribusi normal harga z tabel = 1,96
Jadi nilai k/s = 2/0,05 = 40
(Iftikar Z. Sultalaksana : 138 -141)
Dimana N = Jumlah pengamatan yang telah dilakukan
N’ = Jumlah pengukuran yang telah dilakukan secara teoritis
K = Konstanta tingkat keyakinan
S = Tingkat ketelitian
Jika hasil N > N’ maka data telah mencukupi
Untuk tingkat kepercayaan 95% ketelitian 5%
Harga Z = 1- /2, = 1 – 95% = 0,05
= 1- 0,05/2
= 0,975
i. Uji Keseragaman data
Yaitu uji yang dilakukan terhadap data waktu proses yang diperoleh sehingga dapat diketahui bahwa data – data tersebut berada dalam batas – batas penerimaan data seragam.
Caranya yaitu dengan menentukan batas kontrol atas (BKA) dan batas kontrol bawah (BKB)
BKA = ...4.8
BKB = ...4.9
Besar k dalam batas kontrol tergantung pada tingkat kepercayaan dan tingkat ketelitian yang di pakai.
Untuk tingkat keyakinan 95% maka k = 2
Untuk tingkat keyakinan 99 % maka k = 3
Maka untuk batas kontrol tingkat keyakinan 99% dan tingkat ketelitian 10% adalah:
BKA = ...5.0
BKB = ...5.1
3.3.4 Faktor Penyesuaian dan Faktor Kelonggaran a. Faktor Penyesuaian
Faktor penyesuaian ditentukan oleh orang yang melakukan pengkuran melalui pengamatan selama kegiatan pengukuran berlangsung. Faktor penyesuaian diberikan karena tingkat kewajaran yang ditunjukan operator. Karena ketidakwajaran dapat saja terjadi misalnya bekerja tanpa kesungguhan, sangat cepat seolah-olah diburu waktu.
BKB = ...4.9
Besar k dalam batas kontrol tergantung pada tingkat kepercayaan dan tingkat ketelitian yang di pakai.
Untuk tingkat keyakinan 95% maka k = 2
Untuk tingkat keyakinan 99 % maka k = 3
Maka untuk batas kontrol tingkat keyakinan 99% dan tingkat ketelitian 10% adalah:
BKA = ...5.0
BKB = ...5.1
Adapun cara untuk menentukan faktor penyesuaian adalah dengan menggunakan cara westinghouse. Westinghouse mengarahkan penilaian pada 4 faktor yang dianggap bisa menentukan tingkat kewajaran dan ketidakwajaran operator dalam bekerja, yaitu keterampilan, usaha, kondisi, dan konsisten.
(Iftikar Z. Sultalaksana : 138-139)
• Cara Menentukan Faktor Penyesuaian Menurut Westinghouse
Westinghouse mengarahkan penilaian ada 4 faktor yang dianggap menentukan kewajaran atau ketidakwajaran dalam bekerja yaitu : ketrampilan, usaha, kondisi kerja, dan konsistensi. Setiap faktor terbagi kedalam kelas-kelas dengan nilainya masing-masing.
Keterampilan atau skill diartikan sebagai kemampuan mengikuti cara kerja yang ditetapkan. Ketrampilan dibagi menjadi enam kelas yaitu super skill, excellent, good, average, fair dan poor. Secara keseluruhan tampak pada kelas-kelas diatas bahwa yang membedakan kelas-kelas keterampilan seseorang adalah keragu-raguan, ketelitian gerakan, kepercayaan diri, koordinassi, irama gerakan, “bekas-bekas” latihan dan hal-hal lain yang serupa. Dengan pembagian ini pengukur akan lebih terarah dalam menilai kewajaran pekerja dilihat dari segi keterampilannya. Karenanya faktor penyesuaian yang nantinya diperoleh dapat lebih obyektif.
Untuk usaha atau Effort cara Westinghouse membagi juga atas kelas-kelas dengan ciri masing-masing. Yang dimaksud dengan usaha disini adalah kesungguhan yang ditunjukkan atau diberikan operator ketika melakukan pekerjaannya. Usaha dibagi menjadi enam kelas yaitu excessive effort, excellent effort, good effort, average effort, fair effort, dan poor effort. Antara keterampilan dan usaha ada korelasi. Dalam praktek, banyak operator yang emepunyai keterampilan rendah bekerja dengan uasaha yang lebih sungguh-sungguh sebagai imbangannya. Tetapi, untuk kedua faktor tersebut terjadi secara terpisah di dalam pelaksanaanya sehingga metode Westing House memisahkan faktor keterampilan dan usaha untuk menentukan faktor penyesuaian.
Cara Menentukan Faktor Penyesuaian Menurut Westinghouse
Westinghouse mengarahkan penilaian ada 4 faktor yang dianggap menentukan kewajaran atau ketidakwajaran dalam bekerja yaitu : ketrampilan, usaha, kondisi kerja, dan konsistensi. Setiap faktor terbagi kedalam kelas-kelas dengan nilainya masing-masing.
Keterampilan atau skill diartikan sebagai kemampuan mengikuti cara kerja skill diartikan sebagai kemampuan mengikuti cara kerja skill yang ditetapkan. Ketrampilan dibagi menjadi enam kelas yaitu super skill, excellent, good, average, fair dan poor. Secara keseluruhan tampak pada kelas-kelas diatas bahwa yang membedakan kelas-kelas keterampilan seseorang adalah keragu-raguan, ketelitian gerakan, kepercayaan diri, koordinassi, irama gerakan, “bekas-bekas” latihan dan hal-hal lain yang serupa. Dengan pembagian ini pengukur akan lebih terarah dalam menilai kewajaran pekerja dilihat dari segi keterampilannya. Karenanya faktor penyesuaian yang nantinya diperoleh dapat lebih obyektif.
Untuk usaha atau Effort cara Effort cara Effort Westinghouse membagi juga atas kelas-kelas dengan ciri masing-masing. Yang dimaksud dengan usaha disini adalah kesungguhan yang ditunjukkan atau diberikan operator ketika melakukan
Yang dimaksud dengan kondisi kerja atau Condition para cara Westinghouse adalah kondisi fisik lingkungannya seperti keadaan pencahayaan, temperatur dan kebisingan ruangan. Bila tiga faktor lainnya yaitu keterampilan, usaha dan konsisten merupakan apa yang dicerminkan operator, maka kondisi kerja merupakan sesuatu diluar operator yang diterima apa adanya oleh operator tanpa banyak kemampuan merubahnya. Oleh sebab itu faktor kondisi sering disebut sebagai faktor manajemen, karena pihak inilah yang dapat dan berwenang merubah atau memperbaikinya. Kondisi kerja dibagi menjadi 6 kelas, yaitu : Ideal, Excelent, Good, Average, Fair, dan Poor. Kondisi yang ideal tidak selalu sama bagi setiap pekerjaan karena berdasarkan karakteristiknya masing-masing pekerja membutuhkan kondisi ideal sendiri-sendiri. Suatu kondisi yang dianggap good untuk suatu pekerjaan dapat saja dirasakan sebagai fair atau bahkan poor bagi pekerja yang lain. Pada dasarnya kondisi ideal adalah kondisi yang paling cocok untuk pekerjaan yang bersangkutan, yaitu yang memungkinkan performance maksimal dari pekerja. Sebaiknya kondisi poor adalah kondisi lingkungan yang tidak membantu jalannya pekerjaan bahkan sangat menghambat pencapaian performance yang baik. Sudah tentu suatu pengetahuan tentang keadaan bagaimana yang disebut ideal, dan bagaimana pula yang disebut poor perlu dimiliki agar penilainan terhadap kondisi kerja dalam rangka melakukan penyesuaian dapat dilakukan dengan seteliti mungkin.
Faktor yang harus diperhatikan adalah konsistensi atau Consistancy. Faktor ini perlu diperhatikan karena kenyataan bahwa pada setiap pengukuran waktu angka-angka yang dicatat tidak pernah semua sama, waktu penyelesaian yang dsitunjukkan pekerja selalu berubah-ubah dari satu siklus ke siklus lainnya, dari jam ke jam, bahkan dari hari ke hari. Selama ini masih dalam batas-batas kewajaran masalah tidak timbul, tetapi jika variabilitasnya tinggi maka hal tersebut harus diperhatikan. Sebagaimana halnya dengan faktor-faktor lain, konsistensi juga dibagi menjadi enam kelas, yaitu : Perfect, Excelent, Good, Average, Fair, dan Poor. Seseorang yang bekerja Perfect adalah yang dapat bekerja dengan waktu penyelesaian yang boleh dikatakan tetap dari saat ke saat. Secara teoritis mesin atau pekerja yang waktunya dikendalikan mesin merupakan contoh dimana variasi waktu tidak diharapkan terjadi. Sebaiknya konsistensi yang Ideal, Excelent, Good, Average, Fair, dan Poor. Kondisi yang ideal tidak selalu sama bagi setiap pekerjaan karena berdasarkan karakteristiknya masing-masing pekerja membutuhkan kondisi ideal sendiri-sendiri. Suatu kondisi yang dianggap good untuk suatu pekerjaan dapat saja dirasakan sebagai
good untuk suatu pekerjaan dapat saja dirasakan sebagai
good fair atau bahkan fair atau bahkan fair bagi pekerja yang lain. Pada dasarnya kondisi ideal adalah kondisi yang paling cocok untuk pekerjaan yang bersangkutan, yaitu yang memungkinkan performance maksimal dari pekerja. Sebaiknya kondisi poor adalah kondisi lingkungan yang tidak membantu jalannya pekerjaan bahkan sangat menghambat pencapaian performance yang baik. Sudah tentu suatu pengetahuan tentang keadaan bagaimana yang disebut ideal, dan bagaimana pula yang disebut perlu dimiliki agar penilainan terhadap kondisi kerja dalam rangka melakukan penyesuaian dapat dilakukan dengan seteliti mungkin.
Faktor yang harus diperhatikan adalah konsistensi atau Consistancy Faktor ini perlu diperhatikan karena kenyataan bahwa pada setiap pengukuran waktu angka-angka yang dicatat tidak pernah semua sama, waktu penyelesaian yang dsitunjukkan pekerja selalu berubah-ubah dari satu siklus ke siklus lainnya,
Poor terjadi bila waktu-waktu penyelesaiannya berselisih jauh dari rata-rata secara acak. Konsistensi rata-rata atau average adalah selisih antara waktu penyelesaian dengan rata-ratanya tidak besar walaupun ada satu dua yang “letaknya” jauh.
Dalam menghitung faktor penyesuaian untuk keadaan yang dianggap wajar diberi harga p = 1 , sedangkan terhadap penyimpangan harga p ini harus ditambah dengan angka-angka yang sesuai dengan keempat faktor diatas.
b. Faktor Kelonggaran
Kelonggaran diberikan pada tiga hal yaitu kebutuhan pribadi menghilangkan rasa fatique dan hambatan yang tidak dapat dihindarkan.Ketiga hal tersebut merupakan hal nyata yang dibutuhkan oleh pekerja. Cara menentukan kelonggaran yaitu dengan melakukan pengamatan sepanjang hari kerja dan mencatat dimana hasil kerjanya menurun.
Adapun beberapa contoh yang termasuk dalam hambatan yang tidak dapat dihindarkan adalah :
1. Melakukan penyesuaian-penyesuaian mesin (set-up)
2. Perbaikan pada mesin menerima atau meminta petunjuk dari pengawas
3. Mengobrol sesama teman dll.
(Iftikar Z. Sultalaksana : 149-150).
3.3.5 Peta Kerja
Pada dasarnya peta kerja yang digunakan sekarang dibagi dalam dua kelompok besar berdasarkan kegiatannya, yaitu :
a. Peta-peta kerja yang digunakan untuk menganalisa kegiatan kerja keseluruhan seperti Peta Proses Operasi, Peta Aliran Proses, Peta Kelompok Kerja, dan Diagram Aliran.
Kelonggaran diberikan pada tiga hal yaitu kebutuhan pribadi menghilangkan rasa fatique dan hambatan yang tidak dapat dihindarkan.Ketiga hal tersebut merupakan hal nyata yang dibutuhkan oleh pekerja. Cara menentukan kelonggaran yaitu dengan melakukan pengamatan sepanjang hari kerja dan mencatat dimana hasil kerjanya menurun.
Adapun beberapa contoh yang termasuk dalam hambatan yang tidak dapat dihindarkan adalah :
Melakukan penyesuaian-penyesuaian mesin (set-up)
Perbaikan pada mesin menerima atau meminta petunjuk dari pengawas
Mengobrol sesama teman dll.
b. Peta-peta kerja yang digunakan untuk menganalisa kegiatan kerja setempat
seperti Peta Pekerja dan Mesin, Peta Tangan Kanan dan Tangan Kiri.
(Iftikar Z. Sultalaksana : 21-22)
Peta Proses Operasi
Suatu peta proses operasi menggambarkan langkah-langkah operasi dan pemeriksaan yang dialami bahan (atau bahan-bahan) dalam urut-urutannya sejak awal sampai menjadi produk jadi utuh maupun sebagai setengah jadi.
Kegunaan peta proses operasi yaitu:
• Bisa mengetahui kebutuhan akan mesin dan penganggarannya. • Bisa memperkirakan kebutuhan akan bahan baku.
• Sebagai alat untuk menentukan tata letak pabrik.
• Sebagai alat untk melakukan perbaikan cara kerja yang sedang dipakai • Sebagai alat untuk pelatihan kerja.
• Dan lain-lain.
Prinsip pembuatan peta proses operasi yaitu :
• Pertama, pada baris paling atas, pada bagian ”kepala” ditulis jelas jenis peta, yaitu Peta Proses Operasi yang diikuti oleh identifikasi lain seperti : nama objek, nama pemuat peta, tanggal dipetakan, apakah itu memetakan keadaan sekaran atau yang diusulkan, nomor peta dan nomor gambar.
• Material yang akan diproses dinyatakan tepat diatas garis horizontal yang sesuai, yang menunjukan ke dalam urutan-urutan tempat material tersebut kemudian diproses.
• Lamabang-lambang ditempatkan dalam arah vertikal, dari atas ke bawah sesuai urutan-urutan prosesnya.
awal sampai menjadi produk jadi utuh maupun sebagai setengah jadi.
Kegunaan peta proses operasi yaitu:
Bisa mengetahui kebutuhan akan mesin dan penganggarannya.
Bisa memperkirakan kebutuhan akan bahan baku.
Sebagai alat untuk menentukan tata letak pabrik.
Sebagai alat untk melakukan perbaikan cara kerja yang sedang dipakai
Sebagai alat untuk pelatihan kerja.
Dan lain-lain.
Prinsip pembuatan peta proses operasi yaitu :
Pertama, pada baris paling atas, pada bagian ”kepala” ditulis jelas jenis peta, yaitu Peta Proses Operasi yang diikuti oleh identifikasi lain seperti : nama
• Penomoran terhadap suatu kegiatan operasi dberikan secara berurutan sesuai
dengan urutan operasi terkait.
• Penomoran terhadap suatu kegiatan pemeriksaan diberikan secara tersendiri dan prinsipnya sama dengan penomoran untuk kegiatan operasi.(Iftikar Z. Sultalaksana : 23)
Assy chart
Menurut SutaLaksana (1979) merupakan peta yang menggambarkan proses perakitan yang akan di alami langkah-langkah komponen berikut memeriksakan dari awal proses sampai selesai.manfaat dari Assy chart menentukan kebutuhan operator,memenuhi kebutuhan tiap komponen untuk menentukan tata letak fasilitan dan membantu menentukan perbaikan cara kerja.
3.3.6 Waktu Sikus,Waktu Normal dan Waktu Baku a. Waktu Siklus
Waktu siklus adalah waktu antara penyelesaian dari dua pertemuan berturut-turut, asumsikan konstan untuk semua pertemuan.Dapat dikatakan waktu siklus merupakan hasil pengamatan secara langsung yang tertera dalam stopwatch.
Waktu yang diperlukan untuk melaksanakan elemen-elemen kerja pada umumnya kan sedikit berbeda dengan dari siklus ke siklus kerja sekalipun operator bekerja pada kecepatan normal dan uniform ,tiap-tiap elemen dalam siklus yang berbeda tidak selalu akan bias disesuaikan dalam waktu yang persis sama.Variasi dan nilai waktu ini bias disebabkan oleh beberapa hal. Salah satu diantaranya bias terjadi karena perbedaan didalam menetapkan saat mulai atau berakhirnya suatu elemen kerja yang seharusnya dibaca dari stopwatch.
Menurut SutaLaksana (1979) merupakan peta yang menggambarkan proses perakitan yang akan di alami langkah-langkah komponen berikut memeriksakan dari awal proses sampai selesai.manfaat dari Assy chart menentukan kebutuhan operator,memenuhi kebutuhan tiap komponen untuk menentukan tata letak fasilitan dan membantu menentukan perbaikan cara kerja.
3.3.6 Waktu Sikus,Waktu Normal dan Waktu Baku Waktu Siklus
Waktu siklus adalah waktu antara penyelesaian dari dua pertemuan berturut-turut, asumsikan konstan untuk semua pertemuan.Dapat dikatakan waktu siklus merupakan hasil pengamatan secara langsung yang tertera dalam stopwatch.
Waktu yang diperlukan untuk melaksanakan elemen-elemen kerja pada umumnya kan sedikit berbeda dengan dari siklus ke siklus kerja sekalipun
Waktu siklus dihitung dengan menggunakan rumus:
X = ………..5.2
Dimana:
X = Waktu Siklus
x = Waktu pengamatan
n= Jumlah pengamatan yang dilakukan
b. Waktu Normal
Waktunormal merupakan waktu kerja yang telah mempertimbangkan factor penyesuaian, yaitu waktu siklus rata-rata dikalikan dengan faktor penyesuaian.
Didalam praktek pengukuran kerja maka metoda penerapan rating performance kerja operator adalah didasarkan pada satu faktor tunggal yaitu operator speed,space atau tempo. Sistem ini dikenal sebagai “performance Rating/speed Rating”. Rating Faktor ini umumnya dinyatakan dalam persentase persentase(%) atau angka decimal, dimana performance kerja normal akan sama dengan 100% atau 1,00.
Rating factor pada umumnya diaplikasikan untuk menormalkan waktu kerja yang diperoleh dari pengukuran kerja akibat tempo atau pkecepatan kerja operator yang berubah-ubah.Untuk maksud ini, maka waktu normal dapat diperoleh dari rumus berikut:
WN = Ws x P……… 5.3
Dimana:
Ws = Waktu Siklus
n= Jumlah pengamatan yang dilakukan
Waktu Normal
Waktunormal merupakan waktu kerja yang telah mempertimbangkan factor penyesuaian, yaitu waktu siklus rata-rata dikalikan dengan faktor penyesuaian.
Didalam praktek pengukuran kerja maka metoda penerapan rating performance kerja operator adalah didasarkan pada satu faktor tunggal yaitu operator speed,space atau tempo. Sistem ini dikenal sebagai “performance Rating/speed Rating”. Rating Faktor ini umumnya dinyatakan dalam persentase persentase(%) atau angka decimal, dimana performance kerja normal akan sama dengan 100% atau 1,00.
Rating factor pada umumnya diaplikasikan untuk menormalkan waktu kerja yang diperoleh dari pengukuran kerja akibat tempo atau pkecepatan kerja
P = Faktor Penyesuaian
C = Waktu Baku
Waktu standar adalah waktu yang sebenarnya digunakan operator untuk memproduksi satu unit dari data jenis produk. Waktu standar untuk setiap part harus dinyatakan termasuk toleransi untuk beristirahat untuk mengatasi kelelahan atau untuk factor-faktor yang tidak dapat dihindarkan. Namun jangka waktu penggunaannya waktu standard ada batasnya. Dengan demikian waktu baku tersebut dapat diperoleh dengan menagplikasikan rumus berikut.
Wb = Wn x (1+ I ) ………5.3
Dimana:
Wn = Waktu Normal
I = Kelonggaran
atau untuk factor-faktor yang tidak dapat dihindarkan. Namun jangka waktu penggunaannya waktu standard ada batasnya. Dengan demikian waktu baku tersebut dapat diperoleh dengan menagplikasikan rumus berikut.
Wb = Wn x (1+ I ) ………5.3
Dimana:
Wn = Waktu Normal