BAB I
PENDAHULUAN
1.1. Latar Belakang
PT. Putra Sejahtera Mandiri merupakan salah satu perusahaan yang
bergerak di bidang vulkanisir ban di Sumatera Utara. Vulkanisir ban adalah suatu
proses perbaikan (daur ulang) ban yang sudah aus terpakai direkondisikan dengan
cara memberi telapak pada permukaan ban (crown) tanpa merubah bentuk
ataupun merek pada ban dasar dengan jaminan kekuatan/daya tahan tingkat
keausan 90% jika dibandingkan dengan ban original dengan harga yang relatif
murah. Hampir semua perusahaan angkutan umum memakai produk ban
vulkanisir demi meminimisasi biaya operasional perusahaan, terutama pada
angkutan umum yang memakai ban ukuran besar. Ban vulkanisir menjadi
alternatif yang diminati karena ban vulkanisir dinilai lebih murah dibandingkan
dengan ban baru. Oleh karena itu, di PT. Putra Sejahtera Mandiri lebih banyak
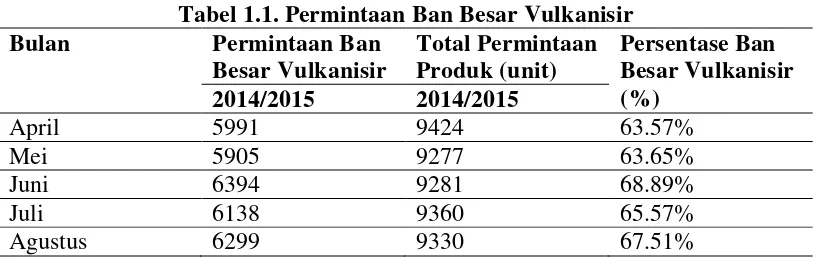
memproses ban dengan ukuran besar daripada ban kecil. Persentase permintaan
ban besar mencapai rata-rata 66,57 % per tahun. Data permintaan ban besar
vulkansir dapat dilihat pada Tabel 1.1. berikut
Tabel 1.1. Permintaan Ban Besar Vulkanisir
Bulan Permintaan Ban
Tabel 1.1. Permintaan Ban Besar Vulkanisir (Lanjutan)
Bulan Permintaan Ban
Besar Vulkanisir
PT Putra Sejahtera Mandiri merupakan perusahaan yang baru berdiri
sekitar 2 tahun, sehingga dapat ditemui permasalahan yang berkaitan dengan
proses. Aliran produksi proses vulkanisir ban terdiri dari sebelas stasiun kerja
yaitu stasiun inspection (pengecekan ban), stasiun buffing (pemarutan ban),
stasiun skiving (perataan ban), stasiun repairing (penambalan), stasiun cementing
(pemberian cairan lem), stasiun filling rubber (pemberian cushion gum), stasiun
building (penempelan bunga ban), stasiun envolving (pemberian perekat pada tepi
bunga ban dan pemasangan velg), stasiun chambering (pemasakan ban), dan
stasiun finishing (pengecatan ban). Panjangnya production lead time untuk ban
besar di PT. Putra Sejahtera Mandiri selama 2,67 hari kerja menyebabkan adanya
keterlambatan penyerahan produk kepada konsumen. Hal ini disebabkan oleh
adanya penumpukan produk setengah jadi (work in process) di stasiun skiving,
cementing dan finishing yang masing-masing berjumlah 170 unit, 3 unit, dan 131
unit per hari. Selain itu, adanya operator mengganggur pada stasiun repairing
selama 6,86 menit per siklus kerja dan penggunaan material handling yang tidak
upaya untuk mengefesiensikan aliran proses produksi dan mengurangi aktivitas
yang menyebabkan pemborosan (waste) seperti waktu menunggu dan transportasi
yang berlebihan.
Lean Manufacturing adalah salah satu upaya untuk mengefesiensikan
sistem dengan mereduksi pemborosan. Lima elemen penting dari lean
manufacturing adalah siklus manufaktur, organisasi, pengendalian proses,
metrics, dan logistik.1. Dalam penelitian ini, pendekatan yang dilakukan adalah mengefesiensikan elemen siklus manufaktur untuk mereduksi pemborosan.
Pendekatan ini dilakukan dengan memahami gambaran umum perusahaan melalui
aliran informasi dan material di lantai produksi dengan membuat value stream
mapping.
2
Keberhasilan penerapan lean manufacturing dengan menggunakan tools
value stream mapping untuk mengurangi production lead time di perusahan Value Stream Mapping adalah alat proses pemetaan yang berfungsi untuk
mengindentifikasi aliran material dan informasi pada proses produksi dari bahan
menjadi produk jadi. Value Stream Mapping digambarkan dengan simbol-simbol
yang mewakili aktivitas. Aktivitas dikelompokkan dalam value added dan non
value added, sehingga dapat diketahui aktivitas mana yang dapat memberikan
nilai tambah dan yang tidak memberikan nilai tambah, dengan kata lain dapat
mengidentifikasi pemborosan yang terjadi selama proses produksi sehingga dapat
diambil langkah untuk mengeliminasi pemborosan.
1
M. Feld, William. 2001. Lean Manufacturing: Tools, Techniques, and How to Use Them. St. Lucia Press
2
industi otomotif Toyota telah dibuktikan melalui penelitian ilmiah dari G.H.Patel
College of Engineering & Technology di India3
1. Meningkatkan kemampuan mahasiswa dalam mengaplikasikan teori yang
diperoleh selama kuliah dan meningkatkan wawasan dalam menganalisis dan . Dalam jurnal ilmiahnya
dikatakan bahwa penggunaan value stream mapping dapat mengurangi non value
added time sebanyak 25,6 %, work in process, dan lead time 66,7%. Hal ini
merupakan bukti bahwa penggunaan value stream mapping dapat merampingkan
aliran proses produksi di perusahaan tersebut.
1.2 Rumusan Masalah
Berdasarkan hal diatas, perumusan masalah dalam penelitian ini adalah
masalah production lead time yang panjang karena terdapat sejumlah waste
(pemborosan) sehingga mengakibatkan keterlambatan waktu dalam pemenuhan
kontrak penyerahan produk kepada konsumen. Masalah ini perlu diatasi dengan
cara menerapkan konsep lean manufacturing.
1.3 Tujuan dan Manfaat
Tujuan dari penelitian ini adalah adalah membuat suatu rancangan
perbaikan proses untuk mereduksi waste dan meminimumkan lead time pada
setiap stasiun kerja dengan menggunakan tools Value Stream Mapping.
Manfaat dalam melakukan penelitian ini adalah sebagai berikut:
3
memecahkan masalah sebelum memasuki dunia kerja khususnya dalam hal
lean manufacturing.
2. Sebagai masukan bagi perusahaan berupa rekomendasi perbaikan dengan
meminimasi waste yang terjadi
3. Untuk mempererat hubungan kerja sama antara perusahaan dengan
Departemen Teknik Industri USU.
1.4 Batasan dan Asumsi Penelitian
Batasan-batasan yang digunakan dalam penelitian ini adalah :
1. Waste yang diamati adalah waste waktu.
2. Penelitian dilakukan dari saat raw material dari supplier tiba di stasiun
penerimaan hingga produk jadi.
3. Jenis ban yang diteliti ialah ban besar.
4. Pengujian waktu hanya dilakukan pada waktu proses, sedangkan waktu
lainnya diambil dari data historis perusahaan.
5. Solusi yang diberikan hanya sampai pada perancangan strategi perbaikan.
6. Dalam penelitian ini tidak dilakukan perhitungan biaya.
Asumsi-asumsi yang digunakan dalam penelitian adalah :
1. Proses dan aktivitas produksi tidak berubah selama penelitian berlangsung.
2. Tidak ada penambahan mesin dan peralatan yang baru
3. Pekerja dalam keadaan terampil dengan pekerjaannya, memahami prosedur
kerja, dan bekerja secara normal.
5. Tidak ada perubahan tata letak mesin dan peralatan, dan pola aliran
1.5 Sistematika Penulisan Tugas Akhir
Sistematika penulisan tugas sarjana dapat dilihat sebagai berikut :
Bab I Pendahuluan, menguraikan latar belakang permasalahan yang
mendasari penelitian dilakukan, perumusan permasalahan, tujuan penelitian,
manfaat penelitian, batasan dan asumsi yang digunakan dalam penelitian dan
sistematika penulisan tugas sarjana.
Bab II Gambaran Umum Perusahaan, sejarah umum perusahaan, ruang
lingkup perusahaan, organisasi dan manajemen, proses pengolahan, utilitas, dan
pengolahan limbah.
Bab III Landasan Teori, berisikan teori mengenai Lean Manufacturing,
Metode Value Stream Mapping (VSM), Penentuan Supplier, Input, Process,
Output, dan Customer (SIPOC) , Identifikasi akar masalah dengan 5 why, Metode
5S, Pengukuran kerja dengan metode stopwatch time study, dan Peramalan
Permintaan.
Bab IV Metodologi Penelitian, berisikan tentang tempat dan waktu
penelitian, jenis penelitian, objek penelitian, variabel penelitian, kerangka
konseptual penelitian, metode pengumpulan data, metode pengolahan data, dan
blok diagram prosedur penelitian.
Bab V Pengumpulan Dan Pengolahan Data, dalam bab ini berisikan
tentang pengumpulan data baik data primer dan data skunder. Dan
manager, penentuan waktu standar, perhitungan kapasitas dan WIP, Pembentukan
diagram SIPOC, pembuatan peta kategori untuk setiap proses, pembuatan peta
aliran keseluruhan pabrik, peramalan jumlah permintaan, dan perhitungan takt
time.
Bab VI Analisis Pemecahan Masalah, dalam bab ini berisikan analisis
current state map yang meliputi Value Added Time (VA) dan Non Value Added
Time (NVA), analisis waktu siklus, analisis pemborosan, dan penentuan akar
permasalahan pemborosan. Kemudian pembentukan future state map yang
meliputi penyusunan tindakan perbaikan dengan lean manufacturing, dan
penggambaran future state map, serta evaluasi hasil rancangan.
Bab VII Kesimpulan Dan Saran, berisi kesimpulan yang diperoleh dari