skripsi
PENGARUH MEDIA PENDINGIN DAN TEMPERATUR PEMANASAN TERHADAP NILAI KEKERASAN GRINDING BALL HASIL
PENGECORAN
Oleh:
Danang Saputro X25 06 012
FAKULTAS KEGURUAN DAN ILMU PENDIDIKAN UNIVERSIAS SEBELAS MARET
Skripsi
PENGARUH MEDIA PENDINGIN DAN TEMPERATUR PEMANASAN TERHADAP NILAI KEKERASAN GRINDING BALL HASIL
PENGECORAN
Oleh :
Danang Saputro
X25 06 012
Ditulis dan diajukan untuk memenuhi syarat mendapatkan
gelar Sarjana Pendidikan Program Pendidikan Teknik Mesin
Jurusan Pendidikan Teknik dan Kejuruan
FAKULTAS KEGURUAN DAN ILMU PENDIDIKAN
UNIVERSITAS SEBELAS MARET
SURAKARTA
PERSETUJUAN
Skripsi ini telah disetujui untuk dipertahankan di hadapan Tim Penguji Skripsi
Fakultas Keguruan dan Ilmu Pendidikan Universitas Sebelas Maret Surakarta.
Dosen Pembimbing,
Pembimbing I Pembimbing II
SURAT PERNYATAAN
Dengan ini penulis menyatakan bahwa dalam penulisan skripsi ini tidak
terdapat karya yang pernah diajukan untuk memperoleh gelar kesarjanaan di suatu
perguruan tinggi dan menurut sepengetahuan penulis juga tidak terdapat karya atau
pendapat yang pernah ditulis atau diterbitkan oleh orang lain kecuali mengacu dalam
naskah dan disebutkan dalam daftar pustaka.
Surakarta, 18 Desember 2010 Penulis,
PENGESAHAN
Skripsi ini telah dipertahankan di hadapan Tim Penguji Skripsi Fakultas
Keguruan dan Ilmu Pendidikan Universitas Sebelas Maret Surakarta dan diterima
untuk memenuhi persyaaratan mendapatkan gelar Sarjana Pendidikan.
Pada hari : Selasa
ABSTRAK
Danang Saputro. PENGARUH MEDIA PENDIGIN DAN TEMPERATUR PEMANASAN TERHADAP NILAI KEKERASAN GRINDING BALL HASIL PENGECORAN. Skripsi, Surakarta: Fakultas Keguruan dan Ilmu Pendidikan. Universitas Sebelas Maret Surakarta, Januari 2011.
Tujuan penelitian ini adalah untuk mengetahui: (1) Ada tidaknya perbedaan pengaruh media pendingin / quenching terhadap nilai kekerasan grinding ball hasil pengecoran. (2) Ada tidaknya perbedaan pengaruh temperatur pemanasan terhadap nilai kekerasan grinding ball hasi pengecoran. (3) Ada tidaknya perbedaan pengaruh interaksi antara mdia pendingin / quenching dan temperatur pemanasan terhadap nilai kekerasan grinding ball hasil pengecoran. (4) interaksi variasi media pendingin /
quenching dan temperatur pemanasan yang menghasilkan nilai kekerasan yang
paling optimal pada grinding ball hasil pengecoran.
Penelitian ini dilakukan di Laboratorium Material D3 Teknik Mesin UGM sebagai tempat pengujian tingkat kekerasan. Penelitian ini menggunakan metode eksperimen. Populasi yang dipakai adalah grinding ball hasil pengecoran. Sampel diambil dengan teknik “Purposive Sampling”, dengan sembilan spesimen uji dan pengujian kekerasan dilakukan di lima titik untuk setiap spesimen. Teknik analisis data pada penelitian ini adalah ANAVA dua jalan.
Hasil penelitian ini adalah: (1) Hasil uji Anava dua jalan adalah ada pengaruh perbedaan temperatur pemanasan terhadap nilai kekerasan dilihat pada hasil uji analisis data yang menyatakan bahwa Fobs = 11,98123 lebih besar daripada Ftabel =
5,25 (Fobs > Ft). (2) Tidak ada pengaruh perbedaan media quenching terhadap nilai
kekerasan dapat dilihat pada hasil uji analisis data yang menyatakan bahwa Fobs =
0,60868 lebih kecil daripada Ftabel = 5,25 (Fobs < Ft). (3) Tidak ada pengaruh
perbedaan interaksi antara temperatur pemanasan dan media quenching terhadap nilai kekerasan dapat dilihat pada hasil uji analisis data yang menyatakan bahwa Fobs =
1,14433 lebih kecil daripada Ftabel = 3,89 (Fobs < Ft). (4) Kombinasi variasi temperatur
MOTTO
Hai manusia, sesungguhnya hanya janji Allah adalah benar, maka sekali-kali
janganlah kehidupan dunia memperdayakan kamu dan sekali-kali janganlah syaiton
yang pandai menipu,memperdayakan kamu tentang Allah. (QS. Fathir :2)
(Ingatlah) ketika kamu memohon pertolongan kepada Rabb-mu, lalu
diperkenankannya bagimu. (QS. Al-Anfal :9)
Kalau semua yang kita ingini harus kita miliki darimana kita belajar keikhlasan.
Kalau semua yang kita mau harus terpenuhi darimana kita belajar kesabaran. Kalau
do’a kita dikabulkan dengan cepat darimana kita memaksimalkan kemampuan yang
diberikan pada kita. Kalau kehidupan kita selalu bahagia dari mana kita mengenal
Allah lebih dekat. (Arief Ramadhan)
Manusia dinilai berdasarkan kadar lelahnya dan biarkan kelelahan lelah mengikuti
kita. No pain, No again. (Wahyu AR)
Baik belum tentu benar, benar belum tentu baik. Baik dalam hal yang benar, itu akan
PERSEMBAHAN
Karya ini kupersembahkan kepada :
Allah SWT, yang selalu melimpahkan kemudahan dan kelancaran
Ibu dan Bapak tersayang,
Teman- teman PTM 2006
Adik – AdikKu
KATA PENGANTAR
Puji syukur penulis panjatkan kehadirat Allah SWT. yang telah memberikan
Rahmat, Hidayah serta Innayah-Nya sehingga penulisan laporan skripsi ini dapat
diselesaikan. Penulisan laporan ini untuk memenuhi sebagian persyaratan
mendapatkan gelar Sarjana Pendidikan Program Studi Pendidikan Teknik Mesin
Jurusan Pendidikan Teknik dan Kejuruan Fakultas Keguruan dan Ilmu Pendidikan
Universitas Sebelas Maret Surakarta.
Dalam penulisan laporan ini penulis banyak mengalami kesulitan dan
hambatan, namun atas bantuan dari berbagai pihak penulis dapat mengatasi setiap
kesulitan dan hambatan. Oleh karena itu penulis mengucapkan terima kasih atas
segala bentuk bantuannya kepada yang terhormat :
1. Dekan FKIP UNS yang telah memberikan ijin menyusun skripsi.
2. Ketua Jurusan PTK FKIP UNS yang telah memberikan ijin penyusunan
skripsi ini.
3. Ketua Program Studi Pendidikan Teknik Mesin JPTK FKIP UNS, yang telah
memberikan persetujuan atas penyusunan skripsi ini.
4. Bapak Suharno.S.T,M.T selaku Dosen Pembimbing I, yang telah
membimbing dan mengarahkan penulis dalam menyusun proposal skripsi.
5. Bapak Budi Harjanto.S.T,M.Eng selaku dosen pembimbing II, yang telah
membimbing dan mengarahkan penulis dalam menyusu proposal skripsi.
6. Teman - teman mahasiswa Program Teknik Mesin angkatan tahun 2006.
7. Ibu, Bapak dan Keluargaku tercinta yang telah memberikan semangat,
Dalam penulisan laporan ini, penulis menyadari bahwa masih banyak
kekurangan. Dengan demikian skripsi ini diharapkan dapat memberikan manfaat bagi
penulis khususnya, serta bagi pembaca dan bagi perkembangan ilmu pengetahuan di
masa sekarang dan yang akan datang.
Surakarta, Desember 2010
DAFTAR ISI
HALAMAN JUDUL... i
HALAMAN PENGAJUAN ... ii
HALAMAN PERSETUJUAN ... iii
HALAMAN SURAT PERNYATAAN ... iv
HALAMAN PENGESAHAN ... v
HALAMAN ABSTRAK... vi
HALAMAN MOTTO ... vii
HALAMAN PERSEMBAHAN ... viii
KATA PENGANTAR ... x
DAFTAR ISI ... xi
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN ... xvii
BAB I PENDAHULUAN 1 A. Latar Belakang Masalah ... 1
B. Identifikasi Masalah ... 3
C. Pembatasan Masalah ... 4
D. Perumusan Masalah ... 4
E. Tujuan Penelitian ... 4
BAB II LANDASAN TEORI 7
A. Tinjauan Pustaka ... 6
1. Grinding Ball ... 6
2. Besi Cor ... 7
3. Perlakuan Panas ... 23
4. Kekerasan Bahan ... 27
B. Kerangka Pemikiran ... 28
C. Hipotesisn Penelitian ... 30
BAB III METODOLOGI PENELITIAN A. Tempat dan Waktu Penelitian ... 33
B. Metode Penelitian ... 33
C. Populasi dan Sempel ... 34
D. Teknik Pengumpulan Data ... 35
E. Teknik Analisis Data ... 44
BAB IV HASIL PENELITIAN DAN PEMBAHASAN A. Diskripsi Data ... 49
B. Analisis Hasil Pengujian kekerasan ... 49
C. Hasil Uji Anava ... 55
BAB V KESIMPULAN, IMPLIKASI DAN SARAN A. Kesimpilan ... 62
B. Implikasi ... 62
C. Saran... 63
DAFTAR PUSTAKA
DAFTAR TABEL
Tabel 1. Jenis – Jenis Besi Tuang, Struktur Mikro Proses Pembuatan Dan
Karakteristik Umumnya ... 8
Tabel 2. Komposisi Kimia Besi Cor ... 12
Tabel 3. Komposisi Kimia Ball Mill Lokal Hasil Pengecoran Diameter 30 mm ... 37
Tabel 4. Pengumpulan Data ... 42
Tabel 5. Harga – harga yang perlu untuk uji bartlett ... 44
Tabel 6. Rangkuman Anava Dua Jalur ... 48
Tabel 7. Hasil Pengujian Kekerasan Raw Material ... 51
Tabel 8. . Hasil Pengujian Kekerasan Dengan Pemanasan 800°C Media Quenching Oli Sae 20 ... 51
Tabel 9. . Hasil Pengujian Kekerasan Dengan Pemanasan 800°C Media Quenching Oli Sae 20 ... 51
Tabel 10. . Hasil Pengujian Kekerasan Dengan Pemanasan 800°C Media Quenching Oli Sae 20 ... 52
Tabel 11. Hasil Pengujian Kekerasan Dengan Pemanasan 850°C Media Quenching Oli Sae 20 ... 52
Tabel 12. Hasil Pengujian Kekerasan Dengan Pemanasan 850°C Media Quenching Oli Sae 30 ... 52
Tabel 13. Hasil Pengujian Kekerasan Dengan Pemanasan 850°C Media Quenching Oli Sae 40 ... 52
Tabel 14. Hasil Pengujian Kekerasan Dengan Pemanasan 900°C Media Quenching Oli Sae 20 ... 53
Tabel 16. Hasil Pengujian Kekerasan Dengan Pemanasan 900°C Media Quenching
Oli Sae 40 ... 53
Tabel 17. Hasil Pengujian Nilai Kekerasan Grinding Ball Hasil Pengecoran . 56 Tabel 18. Hasil Rata – Rata Pengujian Kekerasan ... 57
Tabel 19. Hasil Uji Normalitas Dengan Metode Liliefors ... 60
Tabel 20. Hasil Uji Homogenitas Dengan Metode Bartlet ... 61
DAFTAR GAMBAR
Gambar 1. GrindingBallImport ... 6
Gambar 2. Mesin CementMill ... 7
Gambar 2a. Skema Struktur Mikro Besi Tuang Kelabu ... 8
Gambar 2b. Skema Struktur Mikro Besi Tuang Putih ... 9
Gambar 2c. Skema Srtuktur Mikro Besi Tuang Mampu Tempa ... 9
Gambar 2d. Skema Struktur Mikro Besi Tuang Nodular ... 10
Gambar 2e. Skema Struktur Mikro Besi Tuang Grafit ... 11
Gambar 3. Bentuk Utama Sel Satuan Dari Sistem Kristal Logam ... 16
Gambar 4. Diagram Fasa Besi – Karbon ... 17
Gambar 5. Stuktur Kristal BCC ... 19
Gambar 6. Struktur Kristal FCC ... 19
Gambar 7. Stuktur Kristal Sementit ... 20
Gambar 8. Diagram CCT ... 21
Gambar 9. Kurva Pendinginan Pada Diagram TTT ... 22
Gambar 10. Bagan Aliran Proses Eksperimen ... 38
Gambar 11. Alat Penguji Struktur Mikro... 40
Gambar 12. Lokasi Pengujian Kekerasan ... 41
Gambar 13. Mesin Uji Kekerasan Vikers ... 42
Gambar 14.Diagram Histogram Variasi Media Pendingin Dengan Temperatur Pemanasan ... 54
Gambar 16. Diagram Hubungan Variasi Media Pendingin / Quenching Dengan
temperatur pemanasan terhadap nilai kekerasan ... 58
Gambar 17. Grafik Hubungan Variasi Temperatur Pemanasan Dengan Media
Pendingin / Quenching Terhadap Nilai Kekerasan ... 59
Gambar 18. Diagram Hubungan Variasi Temperatur Pemanasan Dengan Media
DAFTAR LAMPIRAN
Lampiran 1. Hasil pengujian nilai kekerasan ... 65
Lampiran 2A. Uji Normalitas ... 66
Lampiran 2B. Uji Homogenitas ... 72
Lampiran 3. Uji Analisis Variasi Dua Jalan ... 75
Lampiran 4. Hasil Uji Kekerasan spesimen grinding ball diameter 30 mm, treatment 800°C ... 76
Lampiran 5. Hasil Uji Kekerasan spesimen grinding ball diameter 30 mm, treatment 850°C ... 77
Lampiran 6. Hasil Uji Kekerasan spesimen grinding ball diameter 30 mm, treatment 900°C ... 78
Lampiran 7. Standart martensitic white cast iron A 532Class II Type B from Mat Web ... 79
Lampiran 8. Standart specification for abrasion-resistant cast iron ... 80
Lampiran 9. Pengajuan Judul Skripsi ... 81
Lampiran 10. Presensi Seminar Skripsi ... 82
Lampiran 11 Surat Keputusan Dekan FKIP UNS ... 83
Lampiran 12. Permihonan Ijin Menyusun Skripsi ... 84
Lampiran 13. Permohonan Ijin Research dari JPTK ... 85
Lampiran 14. Permohonan Ijin Research di Lab. Teknik Mesin D3 UGM ... 86
BAB I
PENDAHULUAN
A. Latar Belakang Masalah
Indonesia memiliki beberapa pabrik semen yang selain mencukupi
kebutuhan semen dalam negeri juga untuk diekspor ke manca negara. Ekspor semen
tersebut menjadi salah satu sektor yang memberikan devisa non-migas yang cukup
besar. Permintaan semen yang terus meningkat harus dapat diantisipasi oleh kalangan industri
semen seiring dengan terus meningkatnya biaya produksi akibat kenaikan tarif dasar listrik dan
harga bahan bakar minyak di dalam negeri yang tidak sebanding dengan kenaikan harga jual
semen di pasaran. Kenaikan biaya produksi yang cukup tinggi secara langsung berimbas pada
kenaikan harga semen di pasaran sehingga perlu dilakukan peningkatan efisiensi di semua lini,
khususnya dalam proses produksi agar harga jual semen dapat tetap terjangkau oleh konsumen
di dalam negeri dan dapat bersaing dengan produk semen dari luar negeri.
Efisiensi yang dapat dilakukan antara lain dengan meningkatkan komponen lokal
dalam proses pembuatan semen, antara lain penggunaan Grinding ball (bola penggiling)pada
berbagai peralatan di pabrik semen, seperti Crusher dan Cement Mill. Salah satu komponen
penting pada cement mill adalah Grinding ball yang terdiri dari berbagai ukuran tergantung
pada tahapan mana Grinding ball tersebut digunakan pada proses pembuatan semen. Grinding
ball tersebut terbuat dari logam yang disyaratkan mempunyai karakteristik keras (tahan aus)
sekaligus tangguh (tidak mudah pecah) dan tahan korosi untuk menanggung beban dan
lingkungan selama proses penggilingan batuan. Kebutuhan industri semen akan Grinding ball
cukup besar, sehingga biaya produksi terpengaruh oleh pengadaan Grinding ball secara cukup
signifikan. Sampai saat ini semua pabrik semen di Indonesia masih menggunakan Grinding
Penggunaan grinding ball pada pabrik semen terdapat pada beberapa peralatan, seperti
Cement Mill. Cement Mill digunakan pada proses finishing pembuatan semen. Dalam Cement
Mill, Grinding ball berfungsi sebagai bahan pengisi yang berfungsi untuk menghancurkan
bahan baku semen. Pada Cement Mill dilakukan penambahan additive, seperti gypsum atau
trash sebagai retarder agent yang berfungsi untuk memperlambat waktu pengikatan dan
pengerasan semen dan dimaksudkan untuk mendapatkan semen dengan kehalusan yang telah
dipersyaratkan dalam Standard Nasional Indonesia.
Untuk mendapatkan bahan dengan persyarat-an kekuatan yang harus dipenuhi oleh
Grinding ball, maka bahan baku yang sesuai adalah logam yang mengandung Fe, yaitu besi dan
baja. Besi dan baja memiliki sifat yang bervariasi, mulai.dari sifat yang paling lunak hingga
paling keras serta memiliki sifat mampu bentuk yang baik dalam proses pengecoran sehingga
berbagai macam bentuk coran dapat dibuat dengan pengecoran
Menurut Granata, baja adalah logam paduan antara unsur Besi (Fe) dengan
Karbon (C) dengan kadar karbon mencapai 2%. Disamping kedua unsur dalam baja
terdapat pula unsur-unsur dalam jumlah kecil, seperti Mangan (Mn), Silicon (Si),
Fosfor (P), Belerang (S). Dapat juga dipadu dengan unsur-unsur paduan seperti
Chromium (Cr), Nikel (Ni), Wolfram (W), Molibden (Mo) dan sebagainya, dan dapat
divariasi menurut kebutuhan. Baja dapat dibentuk melalui pengecoran, pencanaian
atau penempaan. Penelitian ini merupakan penelitian lanjutan dari PITRUS SIGIT
NUGROHO SKRIPSI TAHUN 2010 PTM UNS yang bertujuan untuk merumuskan proses
pembuatan Grinding Ball skala laboratorium dengan melakukan perlakuan panas untuk
mendapatkan karakteristik yang sesuai dengan Grinding Ball Import dengan hasil uji
komposisi kimia yaitu 1,65 C, 11,608 Cr dan 0,223 Mo dan hasil uji distribusi
dengan nilai kekerasan tertinggi 720,82 kg/mm² sedang nilai kekerasan terendah
631,2 kg/mm². Dari referensi tahap pertama telah dibuat di POLMAN Bandung
dengan komposisi bahan yang sesuai dengan karakteristik dari Grinding Ball Impor
yang telah diteliti pada penelitian sebelumnya yang termasuk dalam jenis besi cor
ASTM A532 CLAS II TYPE A yakni Martensit With Cash Iron dengan diameter 30
mm. Dalam peneletian ini difokuskan dalam perumusan proses pembuatan Grinding
Ball Lokal dengan perlakuan panas.
Bagi industri pengecoran logam di Indonesia diharapkan mendapatkan informasi
tentang cara pembuatan Grinding balldengan kualitas yang sama dengan Grinding Ball import
sehingga dapat memenuhi kebutuhan Grinding ball untuk industri semen di dalam negeri.
Apabila Grinding Ball tersebut dapat dibuat di Indonesia diharapkan harganya dapat lebih
murah sehingga biaya produksi semen dapat diturunkan dan terjangkau oleh seluruh lapisan
masyarakat. Di samping itu, jika industri pengecoran logam di Indonesia dapat memproduksi
Grinding ball untuk memenuhi kebutuhan dalam negeri maupun eksport, maka hal ini akan
memberikan nilai tambah bagi industri tersebut serta mengurangi ketergantungan industri dalam
negeri terhadap pihak asing.
B. Identifikasi Masalah
Penelitian ini dapat diidentifikasikan berbagai permasalahan yang timbul
berkaitan dengan faktor - faktor yang mempengaruhi tingkat kekerasan pada besi cor
ASTM A532 CLASS II TYPE A dan B Martensit With Cash Iron. Faktor - faktor
tersebut sebagai berikut :
1. Semakin meningkatnya kebutuhan industri semen akan grinding ball import
yang cukup besar.
2. Harga Grinding Ball Import yang mahal.
4. Merumuskan proses pembuatan Ball Mill skala laboratorium dengan perlakuan
panas untuk mendapatkan nilai kekerasan yang optimal.
C. Pembatasan Masalah
Agar penelitian ini tidak menyimpang dari permasalahan yang diteliti, maka
penelitian hanya dibatasi pada :
1. Bahan yang digunakan grinding ball hasil pengecoran Jenis perlakuan panas /
heat treatment adalah hardening dengan quencing (pendinginan cepat ).
2. Media quencing OLI SAE 20W,30W dan 40W.
3. Pengujian yang dilakukan meliputi pengujian distribusi kekerasan.
D. Perumusan Masalah
Adapun masalah dalam penelitian ini dirumuskan sebagai beikut :
1. Adakah pengaruh media pendingin / quenching terhadap nilai kekerasan?
2. Adakah pengaruh temperatur pemanasan terhadap nilai kekerasan?
3. Adakah interaksi antara media quenching dan temperatur terhadap nilai
kekerasan?
4. Manakah interaksi variasi media quenching dan temperatur pemanasan yang
menghasilkan nilai kekerasan yang optimal.
E. Tujuan Penelitian
Berdasrkan masalah yang telah dirumuskan, penelitian ini memiliki tujuan
yaitu :
1. Mengetahui pengaruh variasi media quenching terhadap nilai kekerasan.
2. Mengetahui pengaruh variasi temperatur pemanasan terhadap nilai kekerasan.
3. Mengetahui pengaruh interaksi media quenching dan temperatur pemanasan
terhadap nilai kekerasan.
4. Mengetahui interaksi variasi media quenching dan temperatur pemanasan yang
F Manfaat Penelitian
Penelitian ini diharapkan akan memberikan manfaat, sebagai berikut :
1. Manfaat Teoritis
a. Menambah pengetahuan tenteng kemajuan teknologi di bidang metalurgi.
b. Bagi pihak Universitas Sebelas Maret sebagai bahan referensi untuk penelitian
relevan selanjutnya.
c. Membangkitkan minat mahasiswa lain untuk melanjutkan penelitian tenteng
pembuatan Grinding Ball.
2. Manfaat Praktis
a. Penelitian ini dilakukan untuk memberi bantuan mengenai data referensi data uji
pembuatan Grinding Ball Import lokal untuk mewujudkan swasembada
kebutuhan Grinding Ball sebagai salah satu komponen penting dalam proses
produksi semen.
b. Membantu dalam usaha pengembangan kemajuan teknologi khususnya di bidang
industri.
c. Menumbuhkan motivasi bagi para peneliti metallurgy khususnya perlakuan
BAB II LANDASAN TEORI
A. Tinjauan Pustaka
1. Grinding Ball
Grinding ball merupakan bola penggiling yang digunakan dalam proses
pembuatan semen yang disyaratkan mempunyai karakteristik keras (tahan aus)
sekaligus tangguh (tidak mudah pecah) dan tahan korosi. Penggunaan grinding ball
pada pabrik semen terdapat pada beberapa peralatan, seperti Cement Mill. Cement
Mill digunakan pada proses finishing pembuatan semen. Dalam Cement Mill,
Grinding ball berfungsi sebagai bahan pengisi yang berfungsi untuk menghancurkan
bahan baku semen. Pada Cement Mill dilakukan penambahan additive, seperti
gypsum atau trash sebagai retarder agent yang berfungsi untuk memperlambat waktu
pengikatan dan pengerasan semen dan dimaksudkan untuk mendapatkan semen
dengan kehalusan yang telah dipersyaratkan dalam Standard Nasional Indonesia.
Bahan yang sesuai dan memenuhi persyaratan grinding ball adalah logam
yang mengandung Fe, yaitu besi dan baja. Besi dan baja memiliki sifat yang
bervariasi, mulai dari sifat yang paling lunak hingga paling keras serta memiliki sifat
mampu bentu yang baik dalam proses pengecoran sehingga berbagai macam bentuk
Gambar 1. grinding ball diameter 30 mm dan 40 mm
Gambar 2. mesin cement mill
2. Besi cor
Besi cor merupakan paduan antara unsur besi yang mengandung carbon ( C
), silikon ( Si ), mangan ( Mg ), phospor ( P ) dan sulfur ( S ). Pada besi cor carbon
biasanya antara 2% sampai 6,67%, sedang pada baja kandungan carbon hanya
mencapai 2%. Semakin tinggi kadar carbon yang ada pada besi cor akan
mengakibatkan besi cor rapuh / getas. Selain dari carbon besi cor juga mengandung
silicon ( Si ) ( 1 – 3% ), mangan ( Mg ) ( 0,25 – 15% ) dan phosphor ( P ) ( 0,05 –
15% ) selain itu juga terdapat unsur – unsur lain yang ditambahkan untuk
Selain unsur – unsur yang ditambahkan dalam besi cor, juga terdapat faktor – faktor
penting lainnya yang dapat mempengaruhi sifat – sifat besi cor tersebut antara lain
proses pembekuan, laju pendinginan dan perlakuan panas yang dilakukan. Besi cor
mempunyai keuntuan yaitu mampu tuang ( castability ) yang baik, kemudahan proses
produksi dan rendahnya temperatur ruang, selain itu besi cor juga mempunyai sifat
yang sulit dilakukan drawing atau diubah bentuk pada temperatur kamar, akan tetapi
besi cor mempunyai titik lebur yang relative rendah yakni 1150°C - 1500°C dan
dapat di tuang ke dalam bentuk – bentuk yang sulit. Hal ini merupakan keuntungan
dari besi cor karena untuk mendapatkan.
bentuk benda yang diinginkan hanya diperlukan sedikit proses pemanasan.
Dan juga besi cor mempunyai kekerasan, ketahanan aus dan ketahanan terhadap
korosi yang cukup baik.
a) Klasifikasi Besi Cor
Besi cor dapat diklasifikasikan menjadi beberapa jenis berdasarkan
karakteristik struktur mikro menjadi besi tuang kelabu (gray iron), besi tuang nodular
(nodular cast iron), besi tuang grafit kompak (compacted graphite cast iron), besi
tuang putih (white cast iron), dan besi tuang mampu tempa (malleable cast iron) .
Gambar skematis jenis-jenis besi tuang tersebut diperlihatkan tabel berikut ini.
Tabel 1. Jenis-jenis Besi Tuang, Struktur Mikro, Proses Pembuatan, dan
Karakteristik Umumnya.
Nama Skema Stuktur Mikro Proses
Pembuatan
10 kali lebih
Menurut Walton, karbida-karbida utama dalam struktur mikro Besi tuang
Putih memberikan kekerasan yang sangat tinggi yang diperlukan untuk memecahkan
(crushing) dan menghancurkan (grinding) material lain tanpa terjadinya degradasi.
Dukungan struktur matriks yang diatur oleh unsur paduan atau heat treatment
menjaga keseimbangan antara ketahanannya terhadap keausan abrasi dan
ketangguhan yang diperlukan untuk menanggung beban impak. Besi tuang putih
paduan tinggi siap di cetak dalam berbagai bentuk yang diperlukan untuk
memecahkan dan menghancurkan atau menangani material abrasive.
a) Komposisi Kimia Besi Cor
Seperti yang telah dijelaskan diatas, kadar karbon ( C ) di dalam besi cor
menjadi rapuh atau getas maka pada pembuatan besi cor tersebut secara komersial
dibatasi antara 2,25% sampai 4% selain itu besi cor juga mengandung silicon ( S ) 1%
- 3%. Unsur – unsur paduan logam dan non logam ditambah untuk menghasilkan sifat
– sifat mekanik sesuai tuntutan desain. Kandungan unsur besi cor dapat dilihat dari
tabel sebagai berikut :
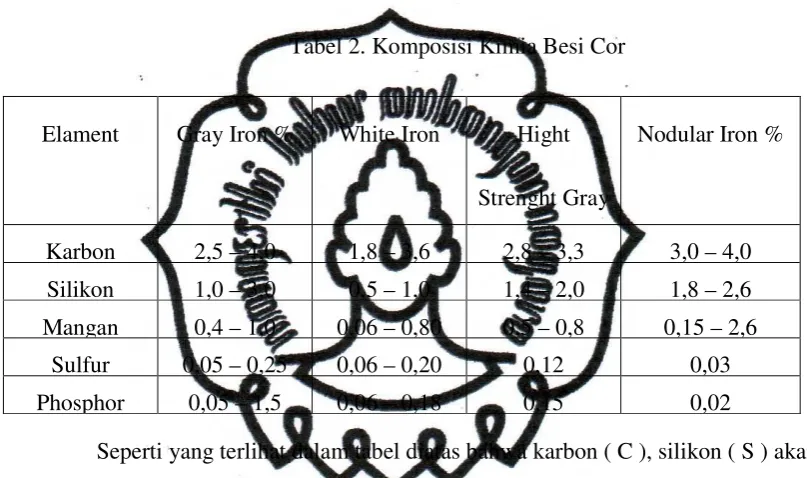
Tabel 2. Komposisi Kimia Besi Cor
Elament Gray Iron % White Iron Hight
Strenght Gray
Nodular Iron %
Karbon 2,5 – 4,0 1,8 – 3,6 2,8 – 3,3 3,0 – 4,0
Silikon 1,0 – 3,0 0,5 – 1,0 1,4 – 2,0 1,8 – 2,6
Mangan 0,4 – 1,0 0,06 – 0,80 0,5 – 0,8 0,15 – 2,6
Sulfur 0,05 – 0,25 0,06 – 0,20 0,12 0,03
Phosphor 0,05 – 1,5 0,06 – 0,18 0,15 0,02
Seperti yang terlihat dalam tabel diatas bahwa karbon ( C ), silikon ( S ) akan
mempengaruhi sifat dan aplikasi dari besi cor termasuk juga dalam proses grafitasi.
Hal ini dapat terjadi karena karbon dan silikon akan mempromosikan terbentuknya
grafit dalam besi karbida kadarnya ditinggikan. Didalam besi cor karbon bersenyawa
dengan besi berbentuk karbida atau berada dalam keadaan bebas sebagai grafit.
Grafitasi adalah proses dimana karbon yang terikat dalam besi disebut sementit
berubah menjadi karbon bebas. Grafitasi akan mudah terjadi apabila kadar karbon di
dalam besi cor diatas 2% dan juga disebabkan adanya silikon ( Si ) dan silikon ini
dapat menyebabkan sementit kurang stabil sehingga cenderung menjadi grafit.
Struktur dari besi cor akan mempengaruhi pada sifar – sifat mekanik dan
juga sifat fisik dari besi tersebut. Beberapa struktur yang ada dalam besi cor adalah
sebagai berikut :
1) Grafit
Grafit adalah kumpulan karbon yang dihasilkan selama proses pembekuan
dan pendinginan lambat. Grafit mempunyai kekerasan sekitar 1 HB, kekuatan
tariknya sekitar 2 kgf/mm² (N/mm²) dan masa jenisnya kira – kira 2,2 Kg/dm². Grafit
memberikan pengaruh dangat besar terhadap sifat – sifat mekanik besi cor kelabu.
Grafit dalam besi cor dapat berada dalam keadaan bebas sebagai grafit.
Grafit ini merupakan suatu bentuk kristal karbon yang lunak dan rapuh. Dalam
struktur besi cor jumlahnya dapat mencapai 85% dari sebuah bentuk kandungan
karbon, tetapi kira – kira 6% - 17% dari volume total besi sebagai akibat dari berat
jenisnya yang rendah. Sifat sifat mekanik besi cor banyak dipengaruhi oleh bentuk,
ukuran, distribusi dan banyaknya grafit didalamnya. Besi cor bergrafit bulat memiliki
keuletan yang baik dibandingkan dengan besi cor bergrafit serpih. Hal ini
bisebabkan karena serpih grafit akan mengalami pemusatan tegangan pada
ujung – ujungnya bila mendapatkan gaya akan bekerja tegak lurus arah serpih.
2) Simentit
Kadar karbon besi cor dapat berkaitan denagn besi membentuk simentit atau
Fe3C yang mengandung 6,67 karbon. Simentit merupakan senyawa intersisi yang
sangat getas, namun mempunyai kekeuatan kompresi yang tinggi. Karbon akan
membentuk Fe3C sebanyak kurang lebih 15 kali proses beratnya dalam besi. Dengan
demikian besi tuang putih denagn kadar karbon 2,5% akan mengandung sekitar 3,7%
sementit sehingga akan menjadi sangat keras dan getas. Sementit dalam besi cor
bersifat tidak stabil, tetapi dapat di stabilkan dengan penambahan paduan tertentu.
Sebaliknya bila sementit dipanaskan misalkan dengan temperatur tinggi, sementit
Sementit biasanya dibedakan menjadi dua jenis, yaitu sementit primer dan
sementit sekunder. Sementit primer adalah sementit yang terbentuk sesudah
pembekuan dari reaksi eutectoid dari larutan pudar ferit atau austenit.
3) Austenit
Pada temperatur kira – kira 912 °C – 1394 °C besi murni akan berubah
struktut kristalnya, fase yang terbentuk disebut austenite. Dengan laju pendinginan
yang lambat maka austenit akan berubah menjadi pearlit. Ferrit atau gabungan
keduanya. Austenit dapat dibuat stabil pada temperatur ruang dengan penambahan
nikel atau mangan yang akan menurunkan temperature kritis dimana akan terjadi
perubahan fase γ ke fasa α.
4) Ferrit dan pearlit
Ferrit adalah larutan pudar besi dengan kadar karbon dalam jumlah yang
kecil. Memiliki sifat relative lunak dan kekuatan mekanik yang cukup baik. Ferrit
dalam besi cor mengandung silikon dan dapat menaikkan kekerasan dan kekuatan
tarik. Ferrit dalam besi cor dapat berupa ferrit bebas atau berkaitan dengan sementit
membentuk pearlit. Ferrit bebas merupakan komponen yang dominan dalam besi cor
mampu tempa dan nodular dengan kekuatan maksimum sedangkan dalam besi cor
kelabu ferrit terutama didapat sebagai struktur pearlit. Jika proses pengaktifan yang
terjadi kurang sempurna, struktur besi cor akan terdiri dari grafit dan pearlit atau
campuran dari ferrit atau pearlit dalam sementit.
Ferrit atau larutan pada Fe – alpha pada sistem Fe – C. Kelarutan karbon
didalam ferrit sangat kecil max. 0,02% sehingga struktur mikro ini mempunyai
kekerasan hanya sekitar 60 HB, mampu tarik sekitar 200 N/mm², titik luluhnya 100
N/mm² denagn regangan patah 80%.
5) Bainit
Bainit adalah salah stu produk yang dihasilkan dari hasil transformasi
dilibatkan dalm bentuk bainit yang berbentuk jarum atau lapisa yang sangat
tergantung pada temperatur trasformasi.
Srtuktur halus non – lamellar bainit pada umumnya terdiri dari ferrit dan
sementit. Ia mirip keadaan pearlit tapi dengan bentuk ferrit yang mempunyai sifat
seperti bentuk martensit yang biasanya akibat pengedapan karbida dari supersaturasi
ferrit atau austenite. Pembentukan selama pendinginan berlanjut, kecepatan
pendinginan untuk menghasilkan bainit lebih cepat dibandingkan untuk menghasilkan
pearlit, tetapi lebih lambat dari bentuk martensit pada baja dengan paduan yang sama.
Bainit secara umum lebih kuat dan lebih ulet dibanding pearlit.
Temperatur berlebih diatas 540 °C – 727 °C untuk perlakuan isotermit
temperatur 215 °C sampai 540 °C. Bainit adalah produk hasil transformasi.
Transformasi pearlitik dan bainitik adalah sebenarnya terpengaruh satu terhadap yang
lain. Beberapa bgaian pada pduan transformasi pada salah satu bagian pearlit atau
bainit. Transformasi untuk kandungan struktur mikro yang lain tidak mungkin tanpa
dilakukan pemanasan ulang untuk membentuk austenit.
6) Martensit
Martensit terbentuk oleh pendinginan cepat austenit dimana atom karbon
terperangkap sehingga tidak punya waktu untuk berdifusi dari struktur kristal.
Martensit terbentuk pada suhu diatas suhu ruang, atau dibawah temperatur uetektoid
dimana struktur austenit menjadi tidak stabil. Martensit mempunyai struktur kristal
yang sama denagn austenit dengan komposisi yang hampir sama. Martensit sebagai
fasa metastabil yang mengandung larutan padat dalam struktur. Tidak mengubah
bentuk diagram besi – karbida. Pada suhu dibawah eutektoid setelah waktu tertentu,
larutan lewat jenuh karbon dalam besi terus berubah sehingga membentuk ferrit dan
karbida yang lebih cepat.
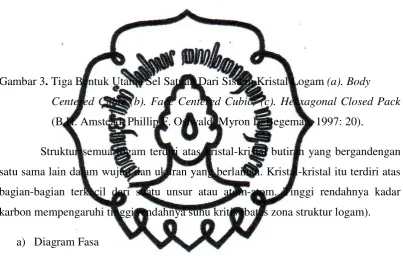
dinamakan kristal. Pada umumnya kristal logam mempunyai susunan atom tertentu,
salah satu dari beberapa system kristal yang mungkin terjadi. Ada yang kristalnya
tersusun dari mutiplikasi bentuk sel satuan Body Cwntered Cubic (BCC), Face cubic
(FCC) dan Hexagonal Closed Pack (HCP) atau bentuk lain (Gambar 4).
Gambar 3. Tiga Bentuk Utama Sel Satuan Dari Sistem Kristal Logam (a). Body
Centered Cubic (b). Face Centered Cubic; (c). Hekxagonal Closed Pack
(B.H. Amstead, Phillip F. Ostwald, Myron L. Begeman, 1997: 20).
Struktur semua logam terdiri atas kristal-kristal butiran yang bergandengan
satu sama lain dalam wujud dan ukuran yang berlainan. Kristal-kristal itu terdiri atas
bagian-bagian terkecil dari suatu unsur atau atom-atom. Tinggi rendahnya kadar
karbon mempengaruhi tinggi rendahnya suhu kritis (batas zona struktur logam).
a) Diagram Fasa
Diagram fasa merupakan diagram untuk perlakuan panas bagi logam, dan
diagram
fasa besi
diberlakukan untuk baja. Memahami diagram fasa menjadi sebuah tuntutan bahwa
terdapatnya hubungan struktut mikro dengan sifat – sifat mekanis suatu material,
yang semuanya berhubungan dengan karakteristik diagram fasanya. Diagram fasa
juga memberi informasi penting tentang titik lelah, titik kristalisasi dan fenomena
lainya.
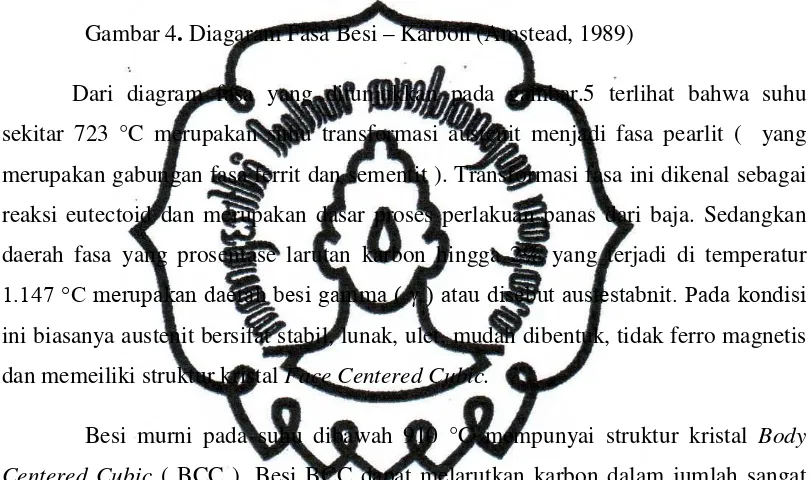
Gambar 4. Diagaram Fasa Besi – Karbon (Amstead, 1989)
Dari diagram fasa yang ditunjukkan pada gambar.5 terlihat bahwa suhu
sekitar 723 °C merupakan suhu transformasi austenit menjadi fasa pearlit ( yang
merupakan gabungan fasa ferrit dan sementit ). Transformasi fasa ini dikenal sebagai
reaksi eutectoid dan merupakan dasar proses perlakuan panas dari baja. Sedangkan
daerah fasa yang prosentase larutan karbon hingga 2% yang terjadi di temperatur
1.147 °C merupakan daerah besi gamma ( γ ) atau disebut austestabnit. Pada kondisi
ini biasanya austenit bersifat stabil, lunak, ulet, mudah dibentuk, tidak ferro magnetis
dan memeiliki struktur kristal Face Centered Cubic.
Besi murni pada suhu dibawah 910 °C mempunyai struktur kristal Body
Centered Cubic ( BCC ). Besi BCC dapat melarutkan karbon dalam jumlah sangat
rendah, yaitu sekitar 0,02 % maksimum pada suhu 723 °C. Larutan pada intensitas
dari karbon didalam besi ini disebut juga besi alpha ( α ) atau fasa ferrit. Pada suhu
diantara 910 °C sampai 1.390 °C, atom – atom besi menyusun diri menjadi bentuk
kristal Face Centered Cubic ( FCC ) yang juga disebut besi gamma ( γ ) atau fasa
austenit. Besi gamma ini dapat melarutkan karbon dalam jumlah besar yaitu sekitar
2,06 % maksimum pada suhu sekitar 1.147 °C. Penambahan karbon ke dalam besi
FCC ditransformasikan kedalam struktur BCC dari 910 °C menjadi 723 °C pada
kadar karbon sekitar 0,8 %. Diantara temperatur 1.390 °C dan suhu cair 1.534 °C,
Ada beberapa hal yang perlu diperhatikan didalam diagram Fe – Fe3C yaitu,
perubahan fasa ferrit atau besi alpha ( α ), austenit atau besi gamma ( γ ), sementit
atau karbida besi, pearlit dan sementit akan diuraikan dibawah ini :
a) Ferrit atau besi alpha ( α )Merupakan modifikasi besi murni pada suhu
ruang, dimana ferrit menjadi lunak dan ulet karena ferrit memiliki
struktur BCC, maka ruang antar atom – atomnya adalah kecil dan padat
sehingga atom karbon yang dapat tertampung hanya sedikit kecil.
Gambar 5. Struktur Kristal BCC
http://www.geocities.jp/ohba_lab_ob_page/Structure/BCC.jpg a) Austenit atau besi gamma ( γ )
Merupakan modifikasi dari besi murni dengan struktur FCC yang memiliki
jarak atom lebih besar dibandingkan dengan ferrit. Meski demikian rongga – rongga
pada struktur FCC hampir tidak dapat menampung atom karbon dan penyisipan atom
karbon akan mengakibatkan tegangan dalam stuktur sehingga tidak semua rongga
dapat terisi, dengan kata lain daya larutnya terbatas.
http://www.geocities.jp/ohba_lab_ob_page/Structure/FCC.jpg b) Karbida besi atau sementit
Adalah paduan besi karbon, dimana pada kondisi ini karbon melebihi batas
larutan sehingga membentuk fasa kedua atau karbida besi yang memiliki komposisi
Fe3C. Hal ini tidak berarti bila karbida besi membentuk molekul Fe3C, akan tetapi
kisi kristal yang membentuk atom besi dan karbon mempunyai pendinginan 3 : 1.
Karbida pada ferrit akan meningkatkan kekerasan pada baja sifat sementit adalah
sangat keras.
Gambar 7. Struktur Kristal
http://www.materia.coppe.ufrj.br/sarra/artigos/artigo10308/10308_arquivos/image01 2.jpg
a) Pearlit
Merupakan campuran khusus yang terjadi atas dua fasa yang terbentuk
austenisasi, dengan komposisi eutectoid bertrasformasi menjadi ferrit dan karbida. Ini
dikarenakan ferrit dan karbida terbentuk secara bersamaan dan keluarnya saling
bercampur. Apabila laju pendinginan dilakukan secara perlahan – lahan maka atom
karbon dapat berdifusi lebih lama dan dapat menempuh jarak lebih jauh, sehingga
diperoleh bentuk peralit besar. Dan apabila laju pendinginan lebih dipercepat lagi
maka difusi akan terbatas pada jarak yang dekat sehingga akhirnya menghasilkan
b) Martensit
Adalah suatu fasa yang terjadi karena pendinginan yang sangat cepat sekali,
dan terjadi pada suhu dibawah eutectoid tetapi masih diatas suhu kamar. Karena
struktur austenite FCC tidak stabil maka akan berubah menjadi struktur BCT secara
serentak. Pada reaksi ini tidak terjadi difusi tetapi terjadi pengerasan ( dislokasi ).
Semua atom bergerak serentak dan perubahan ini langsung dengan sangat cepat
dimana semua atom yang tinggal tetap berada pada larutan padat karena terperangkap
dalam kisi sehingga sukar menjadi slip, maka martensit akan. menjadi kuat dan keras
tetapi sifat getas dan rapuh menjadi tinggi. Martensit dapat terjadi bila austenit
didinginkan dengan cepat sekali ( celup ) hingga dibawah pembentukkan bainit.
Martensit terbentuk karena transformasi tanpa difusi sehingga atom – atom
karbon seluruhnya terperangkap dalam larutan super jenuh. Keadaan ini yang
menimbulkan distorsi pada struktur kristal martensit dan membentuk BCT. Tingkat
distorsi yang terjadi sangat tergantung pada kadar karbon. Karena itu martensit
merupakan fasa yang sangat keras namun getas.
b) Diagram TTT dan CCT
Untuk mrndapatkan hubungan antara kecepatan pendinginan dan struktur
mikro ( fasa ) yang terbentuk biasanya dilakukan dengan menggabungkan diagram
kcepatan pendinginan kedalam diagram TTT yang dikenal dengan CCT ( Continous
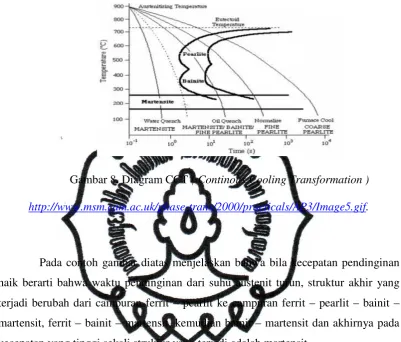
Gambar 8. Diagram CCT ( Continous Cooling Transformation )
http://www.msm.cam.ac.uk/phase-trans/2000/practicals/AP3/Image5.gif.
Pada contoh gambar diatas menjelaskan bahwa bila kecepatan pendinginan
naik berarti bahwa waktu pendinginan dari suhu austenit turun, struktur akhir yang
terjadi berubah dari campuran ferrit – pearlit ke campuran ferrit – pearlit – bainit –
martensit, ferrit – bainit – martensit, kemudian bainit – martensit dan akhirnya pada
Gambar 9. Kurva Pendinginan Pada Diagram TTT
http://www.cashenblades.com/info/steel/1080ttt.jpg
Dari diagram pendinginan diatas dpat dilihat bahwa dengan pendinginan
cepat ( kurva 6 ) akan menghasilkan struktur martensit karena garis pendingina lebih
cepat dari pada kurva 7 yang merupakan laju pendinginan kritis ( critical
cooling rate ) yang nantinya akan tetap terbentuk fase austenit (unstabil ).
Sedangkan pada kurva 6 lebih cepat dari pada kurva 7, sehingga terbentuk
struktur martensit yang keras, tetapi bersifat rapuh karena tegangan dalam
yang besar.
Perlakuan panas (heat treatment) adalah suatu proses pemanasan dan
pendinginan logam dalam keadaan padat untuk mengubah sifat-sifat fisis logam
tersebut. Melalui perlakuan panas yang tepat, tegangan dalam dapat dihilangkan,
besar butiran dapat diperbesar atau diperkecil, ketangguhan dapat ditingkatkan atau
dapat dihasilkan suatu permukaan yang keras disekeliling inti yang ulet (Iqbal H.M.,
2006).Dapat disimpulkan bahwa perakuan panas adalah suatu cara untuk
meningkatkan sifat-sifat bahan agar lebih sempurna dengan cara memanaskan bahan
sampai suhu tertentu kemudian didinginkan dengan cara tertentu pula.
Tujuan dari perlakuan panas adalah untuk mendapatkan sifat-sifat yang lebih
baik, dan diinginkan sesuai dengan batas-batas kemampuanya. Maksud dan tujuan
perlakuan panas tersebut meliputi:
a. Meningkatkan kekuatan dan kekerasan
b. Mengurangi tegangan
c. Melunakkan
d. Mengembalikan pada kondisi normal akibat pengaruh pengajaran sebelumnya.
e. Menghaluskan butir kristal yang akan berpengaruh terhadap keuletan bahan, serta
beberapa maksud yang lain.
Proses perlakuan panas ada dua kategori, yaitu :
1) Softening ( Pelunakan ) adalah usaha untuk menurunkan sifat
mekanik agar menjadi lunak dengan cara mendinginkan material
yang sudah dipanaskan didalam tungku ( anneling ) atau
mendinginkan dalam udara terbuka ( normalizing ). Contoh :
anneling, normalizing dan tempering.
2) Hardening ( pengerasan ) : adalah usaha untuk meningkatkan sifat
material terutama kekerasan dengan cara celup cepat ( quencing )
berupa air, air garam maupun oli. Contoh : surfae hardening,
quencing.
a) Hardening
Hardening adalah perlakuan panas terhadap baja / besi dengan sasaran
meningkatkan kekerasan alami baja / besi. Perlakuan panas menuntut pemanasan
benda kerja menuju suhu pengerasan didaerah atau di atas suhu kritis dan
pendinginan berikutnya secara cepat dengan kecepatan pendinginan kritis. Akibat
penyejukan dingin dari daerah duhu pengerasan ini dapat dicapailah suatu keadaan
paksa bagi struktur besi yang membentuk kekerasan. Oleh karena itu maka proses
pengerasan ini di sebut juga pengerasan kejut atau pencelupan langsung kekerasan
yang tercapai pada kecepatan pendinginan kritis ( martensit ) ini di iringi kerapuhan
yang besar dan tegangan pengejutan. Pada setiap operasi perlakuan panas, laju
pemanasan merupakan faktor yang penting. Panas merambat dari luar kedalam
dengan kecepatan tertentu bila pemanasan terlalu cepat, bagian luar akan jauh lebih
panas dari bagian dalam oleh karena itu kekerasan dibagian dalam benda akan lebih
rendah dari pada di bagian luar, dan ada nilai batas tertentu. Namun, air garam atau
air akan menurunkan permukaan dengan cepat, yang diikuti dengan penurunan suhu
di dalam benda tersebut sehingga diperoleh lapisan keras dengan ketebalan tertentu.
b) Quenching
Quenching adalah proses pendinginan setelah mengalami pemanasan. Media
quenching dapat berupa oli, air, air garam, dan lain – lain sesuai dengan material yang
diquenching. Dimana kondisi sangat mempengaruhi tingkat kekerasan. Pada
quenching proses yang paling cepat akan menghasilkan kekerasan tinggi.
c. Media Pendingin
Untuk quenching kita memerlukan pendingin secara cepat dengan
menggunakan media oli. Semakin cepat logam didinginkan maka akan semakin keras
pada pendinginan lambat. Hal ini disebabkan karena atom karbon sempat dapat
berdifusi keluar dan terjebak dalam struktur kristsl dan membentuk struktur tetagonal
yang ruang kosong antar atomnya kecil, sehingga kekerasannya meningkat.
Untuk mendinginkan bahan di kenal berbagai macam bahan. Dimana untuk
memperoleh pendinginan yang merata maka bahan pendinginan tersebut hampit
semuanya di sirkulasi, contohnya yaitu :
1. Air
Air memberi pendinginan yang sangat cepat. Untuk memperbesar
pendinginan air, maka kedalam air tersebut dilarutkan garam dapur dari 5 – 10%.
2. Minyak / Oli
Minyak yang digunakan sebagai fluida pendingin dalam perlakuan panas
adalah yang dapat memberi lapisan karbon pada kulit ( pemukaan ) benda kerja yang
diolah. Selain minyak yang khusus digunakan sebagai bahan pendingin pada proses
perlakuan panas, dapat juga digunakan minyak bakar atau solar.
3. Udara
Udara memberikan pendinginan perlahan – lahan. Udara tersebut ada yang
disirkulasi dan ada pula yang tidak disirkulasi.
4. Garam
Garam menberikan pendinginan yang cepat dan merat. Garam tersebut
terutama digunakan digunakan untuk proses hardening. Bahan ynag didinginkan di
dalam cairan garam yang akan mengakibatkan ikatannya menjadi lebih keras karena
Kemampuan suatu jenis media dalam mendinginkan spesimen bisa berbeda
– beda, perbedaan kemampuan media pendingin disebabkan oleh temperatur,
kekentalan, kadar larutan dan bahan dasar media pendingin. Pelumas adalah minyak
yang mempunyai sifat untuk selalu melekat dan menyebar pada permukaan –
permukaan yang bergeser, sehingga membuat penguasaan dan kenaikan suhu kecil
sekali ( Soedjono, 1978 ). Viskositas Oli, dan bahan dasar Oli membawa
pengaruhdalam mendinginkan spesimen. Bahan dasar minyak dapat dibdakan
menjadi tiga jenis yaitu minyak yang berasal dari hewan diperoleh dengan cara
merebus atau memasak tulang belulang atau lemak babi, minyak pelumas dari
tumbuhan dan minyak pelumas mineral diperoleh dengan cara penyulingan ( destilasi
) minyak bumi secara bertahap. Minyak pelumas mineral merupakan campuran
beberapa organik, terutama hidro karbon. Dalam minyak bumi mengandung parafin ( 輈ōǴ2 ⴰ ), siklik parafin naftena 輈ōǴ ō ) dan aromatik ( CnHn ), jumlah susunan tergantung jumlah minyaknya. Ada tiga faktor yang mempengaruhi viskositas, yaitu
komposisi, suhu dan tekanan. Angka viskositas biasanya ditinjau dengan SAE (
Society of Automotive Engine ) dan disertai angka. Angka menunjukkan pada
kelompok mana viskositas itu termasuk.
Dalam perdagangan ada dua macam viskositas, misalnya SAE 10W dan 40.
SAE 10W tidak begitu peka terhadap temperatur, sedangkan Oli SAE 40 peka
terhadap kekentalan. Indek kekentalan diikuti huruf W yang menunjukkan kekentalan
pada suhu 20°C, sedangkan kekentalan yang tidak diikuti huruf W menyatakan
kekentalan pada suhu 100°C, dengan adanya perkembangan teknologi lebih dari satu
tingkat klasifikasi viskositasnya yang dikenal dengan minyak pelumas multigrade.
Penulisan angka viskositas misalnya SAE 10W – 40 dengan maksud standar Olinya
SAE 10 pada suhu 10°C dan standar sampai SAE 40 pada suhu 100°C, sehingga
pelumas SAE 10W sedangkan bila digunakan dilingkungan suhu panas akan bersikap
suhu minyak pelumas SAE 50W.
4. Kekerasan Bahan
Pengertian umum kekerasan ialah penolakan suatu bahan atau material
melawan desakan suatu bahan lain. (Schonmetz, 1990: 195). Pengujian kekerasan
adalah satu dari sekian banyak pengujian yang dipakai, karena dapat dilaksanakan
pada benda uji yang relatif kecil tanpa kesukaran mengenai spesifikasi.
Ada beberapa cara untuk mengukur kekerasan suatu material, diantaranya
adalah pengujian kekerasan Brinell, Vickers dan Rockwell:
a. Pengujian Kekerasan Vickers (HV)
Dalam pengujian kekerasan vickers peran sebagai badan pendesak
dimainkan oleh pucuk sebuah piramid intan yang bertekanan tanpa kejutan pada
segenap benda uji yang benar – benar rata dan polos. Beban normal: 3,5; 10; 30; dan
60 dan, lama pembebanan 30 detik. Semakin tipis benda uji, maka semakin kecil pula
beban yang dipilih.
Dampak tekan yang berbentuk bujur sangkar tersebut didalam mesin uji
diperesar dan ditamplkan dalam layar. Ukuran sisi – sisi miringnya dapat dibaca
dengan sebuah alat ukur halus dengan ketepatan 0,001 mm. dari nilai rata – ratanya
dan besar beban, dicari angka kekerasan dari tabel yang telah distandarisasi dalam
DIN 50.133 (Schonmetz, 1990: 197).
Nilai kekerasan dari suatu bahan dinyatakan dengan angka kekerasan yang
berlainan untuk setiap pengujian. Ada beberapa cara untuk mengukur nilai kekerasan
bahan biasanya digunakan metode pengukuran ketahanan terhadap penetrasi bola
kecil, kerucut atau piramida. Pengujian kekerasan dengan cara penekanan
menentukan kekerasannya dilakukan dengan menganalisis indentasi atau bekas
penekanan pada benda uji (Test piece) sebagai reaksi dari pembebanan tekan. Proses
ini dilakukan antara lain dengan sistem Brinell, Rockwell dan sistem Vickers.
Pengujian dengan sistem ini paling banyak digunakan terutama di laboratorium
pengujian logam atau industri manufaktur yang memproduksi benda-benda berukuran
kecil (Komponen), hal ini dikarenakan proses serta prosedur pengujiannya yang
sederhana dan cepat memperoleh data kekerasan yang dihasilkan dari pengujian.
Pengujian kekerasan sistem Vickers ini ialah pemakaian Indentornya
menggunakan piramida intan dengan sudut puncak piramida adalah 136°, Bentuk
indentor yang relative tajam dibanding dengan Brinell yang menggunakan bola baja,
Vickers mamberikan pembebanan yang sangat kecil yakni dengan tingkatan beban 5;
10; 20; 30; 50 dan 120 kg, bahkan untuk pengujian microstruktur hanya ditentukan 10
g, sehingga pengujian kekerasan Vickers cocok digunakan pada bahan yang keras dan
tipis.
B. Kerangka Pemikiran
Grinding ball merupakan bola penggiling yang digunakan dalam proses pembuatan
semen yang disyaratkan mempunyai karakteristik keras (tahan aus) sekaligus tangguh (tidak
mudah pecah) dan tahan korosi. Grinding ball berfungsi sebagai bahan pengisi yang berfungsi
untuk menghancurkan bahan baku semen. Untuk mendapatkan bahan dengan persyarat-an
kekuatan yang harus dipenuhi oleh Grinding ball, maka bahan baku yang sesuai adalah logam
yang mengandung Fe, yaitu besi dan baja. Besi dan baja memiliki sifat yang bervariasi,
mulai.dari sifat yang paling lunak hingga paling keras serta memiliki sifat mampu bentuk yang
baik dalam proses pengecoran sehingga berbagai macam bentuk coran dapat dibuat dengan
Tingkat kekerasan grinding ball hasil pengecoran dapat ditentukan dengan media
pendingin dan temperatur pemanasan. Pada penelitian ini digunakan benda kerja bahan logam
hasil pengecoran.
Untuk mengetahui secara pasti ada tidaknya pengaruh media pendingin oli dan
temperatur pemanasan terhadap tingkat kekerasan grinding ball hasil pengecoran, maka
dilakukan pengujian kekerasan.
Untuk lebih jelasnya, kerangka pemikiran ini dapat digambarkan dalam paradigma
berikut :
Keterangan :
A : variasi media pendingain B : variasi temperatur pemanasan X : tingkat kekerasan
C. Hipotesis Penelitian A
A.
A
Aﻈ.
B
B.
B
Bﻈ
Berdasarkan rumusan masalah dan kerangka pemikiran dapat diambil
hipotesis sebagai berikut :
1. Adakah pengaruh variasi media pendingin oli terhadap tingkat
kekerasan grinding ball hasil pengecoran.
2. Adakah pengaruh variasi temperatur pemanasan terhadap tingkat
kekerasan grinding ball import.
3. Adakah pengaruh interaksi bersama variasi media pendingin oli dan
temperatur pemanasan terhadap tingkat kekerasan grinding ball hasil
pengecoran.
4. Didapat nilai kekerasan yang optimal dari interaksi antara media
pendingin dan temperatur pemanasan pada grinding ball hasil
pengecoran.
BAB III
METODE PENELITIAN
A. Tempat dan Waktu Penelitian
1. Tempat Penelitian
Penelitian dilaksanakan di Laboratorium Bahan Mekanik D3 Teknik Mesin
UGM Yogyakarta untuk pelaksanaan heat treatment hardening, pengujian distribusi
kekerasan dan struktur mikro. Tempat tersebut dipilih dengan alasan bahwa proses
konsultasi dan pengujian dapat dilakukan dengan baik sehingga apabila dikaitkan
dengan pokok permasalahan yang akan diteliti telah memenuhi syarat.
2. Waktu Penelitian
Penelitian ini direncanakan kurang lebih 5 bulan, dari bulan Juli 2009
sampai bulan Oktober 2009. Adapun jadual pelaksanaan kegiatan sebagai berikut:
1. Pengajuan judul : 27 Agustus 2010
2. Pembuatan proposal : 01 September –02 Oktobe 2010
3. Seminar proposal : 9 November 2010
4. Revisi Proposal : 10 November –15 november 2010
5. Perijinan : 16 – 20 November 2010
6. Penelitian : 22 November – 6 Desember 2010
7. Analisis data : 8 Desember – 20 Desember 2010
8. Penulisan laporan : 22 Desember – 5 Januari 2010
B. Metode Penelitian
Pada penelitian ini metode yang digunakan adalah metode eksperimen.
Penelitian eksperimen adalah penelitian yang dilakukan dengan mengadakan
Metode eksperimen yang digunakan adalah metode eksperimen desain acak
sempurna model tetap eksperimen faktorial. Desain acak sempurna adalah desain ini
dimana perlakuan dilakukan sepenuhnya secara acak kepada unit – unit eksperimen
atau sebaliknya. Dimana syarat yang harus dipenuhi dalam desain ini adalah
mempunyai data yang homogen. (Sujana, 1991 : 15). Desain model tetap yaitu desain
yang digunakan apabila peneliti hanya mempunyai a buah taraf faktor A dan b buah
faktor B dan semuanya digunakan dalam eksperimen yang dilakukan. (Sujana, 1991 :
116). Eksperimen faktorial adalah eksperimen yang semua (hampir semua) taraf
sebuah faktor tertentu dikombinasikan atau disilangkan denagn semua (hampir
semua) taraf tiap faktor lainnya yang ada dalam eksperimen itu. (Sujana, 1991 : 190)
Pada penelitian ini untuk pengukuran tingkat kekerasan digunakan desain
eksperimen faktorial 3 x 3. Terhadap dua variabel bebas yang kemudian pada desain
eksperimen ini disebut faktor. Faktor pertama mempunyai tiga taraf yaitu variasi
media pendingin oli SAE 20W, SAE 30W dan SAE 40W. Sedangkan faktor kedua
mempunyai tiga taraf, yaitu variasi temperatur pemanasan 800°C, 850°C dan 900°C.
Sehingga pada eksperimen ini diperoleh desain eksperimen faktorial 3 x 3. Denagn
demikian diperlukan 9 kondisi eksperimen atau 9 kombinasi perlakuan yang berbeda
– beda. Pada masing – masing perlakuan dilakukan 1 kali replikasi dan di ambil 5
titik pengujian kekerasan, sehingga total data yang diperoleh 45 data.
C. Populasi dan Sempel
1. Populasi Penelitian
Populasi menurut Suharsimi Arikunto (1992 :115) menyatakan bahwa
”Populasi adalah keseluruhan subjek penelitian”. Populasi dalam penelitian ini adalah
2. Sampel Penelitian
Tujuan digunakan teknik sampling adalah untuk menentukan seberapa
banyak sempel yang diambil. Teknik sampling yang digunakan untuk mengumpulkan
data dari berbagai sumber data adalah purposive sampling. Yaitu apa dan siapa yang
harus memberikan data ditentukan secara subjektif sesuai dengan keperluan dalam
rangka mencapai tujuan yang talah ditentukan karena data yang dikumpulkan dari
pihak yang berkait langsung dengan permasalahan yang diteliti.
Pengujian dilakukan dengan permukaan datar bulat berbentuk silinder
dengan variabel tiga media pendingin oli dan tiga variasi temperatur pemanasan.
Sembilan spesimen masing – masing dihitung kekerasannya dengan pengujian vikers
sehingga didapat 45 data kekerasan.
D. Teknik Pengumpulan Data
1. Identifikasi Variabel
Definisi variabel penelitian adalah sebagai objek penelitian, atau apa yang
mejadi titik perhatian suatu penelitian (Suharsimi Arikunto, 1993 : 91). Di dalam
variabel terdapat satu atau lebih gejala, yang mungkin pula terdiri dari berbagai aspek
atau unsur sebagai bagian yang tidak terpisahkan. Dari pengertian diatas secara garis
besar variabel dalam penelitian ini ada tiga variabel. Yang secara lengkap dapat
dijelaskan sebagai berikut :
a. Variabel Bebas
Variabel bebas adalah himpunan sejumlah gejala yang memiliki berbagai
aspek atau unsur, yang berfungsi mempengaruhi atau menentukan munculnya
variabel lain yang disebut variabel terikat. Demikian dapat pula terjadi bahwa jika
variabel bebas berubah, maka akan mucul variabel terikat yang berbeda atau yang
lani. Dalam penelitian ini variabel bebasnya adalah
2) Variasi temperatur pemanasan 800°C, 850°C dan 900°C.
b. Variabel Terikat
Variabel terikat adalah himpunan sejumlah gejala yang memiliki pula
sejumlah aspek atau unsur di dalamnya, yang berfungsi menerima atau menyesuaikan
diri dengan kondisi lain, yang disebut dengan variabel bebas. Dalam penelitian ini
variabel terikatnya adalah tingkat kekerasan grinding ball hasil pengecoran.
c. Variabel Kontrol
Variabel kontrol adalah himpunan sejumlah gejala yang memiliki berbagai
aspek atau unsur di dalamnya, yang berfungsi untuk mengendalikan agar variabel
terikat yang muncul bukan karena variabel lain, tetapi benar – benar karena variabel
bebas yang tertentu. Pengendalian variabel ini dimaksudkan agar tidak merubah atau
menghilangkan variabel bebas yang akan diungkap pengaruhnya.
Demikian pula pengendalian variabel ini dimaksudkan agar tidak menjadi
variabel yang mempengaruhi / menentukan variabel terikat. Dengan mengendalikan
pengaruhnya berarti variabel ini tidak ikut menentukan ada atau tidaknya variabel
terikat. Dengan kata lain kontrol yang dilakukan terhadap variabel ini, akan
menghasilkan variabel terikat yang murni.
Dalam penelitian ini vriabel kontrolnya adalah
1) Jenis bahan uji bessi cor
2) Jenis mesin penguji vikers hardness tester Controlab.
3) Ukuran spesimen yang digunakan adalah panjang = 25 mm, diameter
30 mm.
4) Identor yang digunakan diamond.
5) Media pendingin OLI SAE 20, SAE 30 dan SAE 40
2. Pelaksanaan Eksperimen
a. Bahan penelitian
Bahan yang digunaan dalam penelitian ini adalah :
1. Besi cor skala laboratorim
2. Resin untuk mounting
3. Katalis
4. Autosol untuk poles
5. Alkohol
6. HNO 35 % untuk etsa
7. Kertas amplas dari grid #100, #400, #600, #800, #1000
8. Hair dryer
b. Alat Penelitian
Alat yang digunakan dalam penelitian ini adalah :
a. Alat uji distribusi kekerasan Vickers di Laboratorium Bahan Mekanik D3
Teknik Mesin, Fakultas Teknik UGM Yogyakarta.
b. Alat uji struktur mikro mikroskop optik milik laboratorium mechanic of
material teknikmmesin D3
c. Media pendingin oli SAE untuk proses Heat treatment Hardening.
d. Alat mounting
f. Tahap Eksperimrn
Gambar 10. Bagan Aliran Proses Eksperimen Temperatur
Ball Mill As Cast Diameter 30 mm
Preparasi Spesimen
a. Besi Cor
Dalam penelitian ini unsur – unsur komposisi kimia material yang
terkandung di dalam grinding ball hasil pengecoran sebagai berikut:
Tabel 3. Komposisi Kimia grinding Ball Hasil Pengecoran
No Ball mill lokal hasil pengecoran diameter 30 mm
Unsur kimia Kandungan (%)
1 C 2,18
2 Si 0,27
3 S 0,01
4 P 0,015
5 Mn 0,52
6 Ni 0,35
7 Cr 11,30
8 Mo 0,11
9 V 0,03
10 Cu 0,31
11 Fe 89,90
b. Persiapan Spesimen
Didalam sebuah penelitian apapun hal yang pertama kali dilakukan sebelum
dilakukan pengujian adalah tahap preparasi / persiapan spesimen.
Langkah – angkah persiapan spesimen :
a. Mengamplas menggunakan mesin poles dengan grid kertas amplas dari #100,
#400, #600, #800, #1000
b. Memoles dengan menggunakan kain bludru dan pasta poles autosol.
c. Membersihkan spesimen dengan sabun cuci.
d. Mengeringkan spesimen dengan hair dryer.
e. Membersihkan permukaan spesimen dengan alkohol.
b. Heat Treatment
Perlakuan panas adalah proses pada saat bahan dipanaskan hingga suhu
tertentu dan selanjutnya didinginkan dengan cara tertentu pula. (Bagyo Sucahyo,
1995: 192).
Perlakuan panas adalah suatu proses pemanasan dan pendinginan logam
dalam keadaan padat untuk mengubah sifat-sifat fisis dan mekanis logam tersebut.
Baja dapat dikeraskan sehingga tahan aus dan kemampuan memotong meningkat,
atau baja dapat dilunakkan untuk memudahkan pemesinan lebih lanjut. (B.H.
Amstead Philip F. Ostwald dan Myron L. Begeman, 1997: 135).
Dapat disimpulkan bahwa perakuan panas adalah suatu cara untuk
meningkatkan sifat-sifat bahan agar lebih sempurna dengan cara memanaskan bahan
sampai suhu tertentu kemudian didinginkan dengan cara tertentu pula.
Tujuan dari perlakuan panas adalah untuk mendapatkan sifat-sifat yang lebih
baik, dan diinginkan sesuai dengan batas-batas kemampuanya.
Maksud dan tujuan perlakuan panas tersebut meliputi:
f. Meningkatkan kekuatan dan kekerasan
g. Mengurangi tegangan
h. Melunakkan
i. Mengembalikan pada kondisi normal akibat pengaruh pengajaran sebelumnya.
j. Menghaluskan butir kristal yang akan berpengaruh terhadap keuletan bahan, serta
Dalam penelitian ini perlakuan yang dipakai adalah hardening pada setiap
spesimen, yang terbagi dalam 3 variabel suhu 800°C, 850°C, 900°C dan setiap
variabel suhu terdapat 4 spesimen dengan waktu tahan selama 15 menit yang
selanjutnya dilakukan proses quencing dengan media pendingin oli sae 20W, 30W,
40W dan 30 – 40W.
d. Pengujian
1. Pengujian Struktur Mikro
Pengujian struktur mikro dilakukan untuk mengetahui struktur mikro ball
mill skala laboratorium yang mengalami proses heat treatment hardening media
quencing oli SAE, tujuanya adalah untuk mengetahui berbagai fase yang ada dari
proses hardening ball mill skala laboratorium. Pengujian struktur mikro dilakukan
menggunakan mikroskop optik dengan berbagai perbesaran yang dimiliki oleh
laboratorium D3 Teknik Mesin UGM.
2. Pengujian Kekerasan Vikers
Pengujian distribusi kekerasan dilakukan pada ball mill skala laboratorium
yang sudah dipotong melintang dan telah melalui tahap persiapan spesimen.
Pengujian kekerasan ini bertujuan untuk mengetahui tingkat kekerasan yang harus
dimiliki oleh ball mill skala laboratorium yang telah mengalami heat tretament,
distribusi kekerasan dilakukan untuk mengetahui kemungkinan perbedaan tingkat
kekerasan di bagian permukaan dan bagian dalam ball mill skala laboratorium.
Langkah-langkah pengujian distribusi kekerasan ball millskala labortorium:
a Memasang identor piramida intan dengan beban 40 kg dan memilih waktu uji
5 detik dengan cara menekan tombol ’enl’. Melepaskan identor dengan
menekan tombol ’cl’.
b Mengganti identor dengan lensa obyektif yang mempunyai perbesaran 10
kali, sehingga perbesaran totalnya 450 kali.
c Mengamati jejak menggunakan mikroskop dan menetapkan posisi dua buah
garis sejajar pada ujung-ujung diagonal jejak.
d Menekan tombol ’read’ untuk menampilkan angka kekerasan mikro pada
digital display data.
e Menekan tombol load untuk membersihkan data angka kekerasan
sebelumnya.
Posisi Titik Pengujian Kekerasan
1
2
3
4
5
Gambar 12. Lokasi Pengujian
Dari pengambilan titik
tersebut diharapkan
mendapatkan nilai
kekerasan yang merata
Gambar13. Mesin Uji Kekerasan Vikers.
1. Desain Eksperimen
Desain eksperimrn adalah langkah – langkah lengkap yang perlu diambil
jauh sebelum eksperimen dilakukan supaya data yang semestinya diperlukan dapat
diperoleh, sehingga akan membawa kepada analisa obyektif dan kesimpulan yang
berlaku untuk persoalan – persoalan yang sedang dibahas. (Sudjana, 1995:1)
Kombinasi perlakuan dilakukan dengan mengkombinasikan masing –
masing taraf faktor A dengan taraf pada faktor B. Faktor A ( media pendingin),
terdiri dari tiga buah taraf yaitu Oli SAE 20, SAE 30 dan SAE 40. Faktor B
(temperatur pemanasan), terdiri dari tiga buah taraf yaitu 800°C, 850°C dan 900°C.
Dengan demikian, dapat diperoleh dari hasil eksperimen yang kemudian ditabelkan.
Berikut ini tabel pengumpulan data eksperimen.