1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Indonesia merupakan negara agraris yang memiliki beragam kekayaan alam terbarukan yang sangat potensial sebagai penghasil bahan baku untuk bahan bakar alternatif selain minyak bumi. Keterbatasan persediaan cadangan minyak bumi dan isu lingkungan menyebabkan negara-negara di dunia mulai beralih pada pemanfaatan bahan bakar nabati. Etanol merupakan bahan bakar yang telah dimanfaatkan sebagai campuran bensin di negara-negara maju. Negara-negara penghasil bioetanol, seperti Brazil dan Amerika Serikat, mengembangkan industri pengolahan etanol mulai dari industri pengolahan skala kecil sampai dengan skala besar (Panca, 2016).
Bioetanol merupakan bahan bakar alternatif dari tumbuhan yang lebih ramah lingkungan dan menjanjikan sebagai bahan bakar konvensional. Bioetanol yang digunakan sebagai campuran bahan bakar minyak (BBM) terbukti mampu mengurangi emisi gas karbondioksida (CO2) hingga 18% dibandingkan bahan bakar fosil lainnya (Sitorus, 2014). Proses produksi bioetanol dilakukan melalui proses sakarifikasi, yaitu pemecahan gula kompleks (karbohidrat) menjadi gula sederhana (glukosa) (Hapsari, 2013), dan proses fermentasi, yaitu konversi glukosa menjadi bioetanol.
Indonesia dikenal sebagai salah satu produsen kelapa sawit terbesar di dunia dengan luas perkebunan kelapa sawit sebesar 8,6 juta hektar pada tahun 2019 dan meningkat hampir 300 ribu hektar di tahun 2020 hingga 8,9 juta hektar (Badan Pusat Statistik, 2021). Tandan kosong kelapa sawit (TKKS) merupakan limbah padat yang berasal dari pengolahan kelapa sawit dengan jumlah yang besar. TKKS memiliki kandungan selulosa 45,95%, hemiselulosa 22,84%, lignin 16,49%, abu 1,23%
(Irawati, 2014). Satu ton tandan buah segar (TBS) mengandung 22-23% limbah TKKS (Wardani, 2012). Karakteristik TKKS adalah mengandung banyak selulosa dan lignin sehingga secara alami TKKS sulit didekomposisi karena mengandung rasio unsur kabon terhadap nitrogen (C/N) yang tinggi (Sunaryo, 2014) sekitar 87,6%, dengan kandungan C mencapai 56,94% (Susanto, 2019). Atas hal ini, diperlukan proses pengolahan dan pemanfaatan lebih lanjut melalui proses biokonversi.
2
Dengan demikian, pembangungan pabrik bioetanol dari tandan kosong kelapa sawit akan memberikan kontribusi dalam penghematan dan subsidi bahan bakar minyak, meningkatkan nilai guna limbah, dan mengurangi emisi gas CO2.
1.2 Kapasitas Prarancangan
Penentuan kapasitas produksi perancangan pabrik bioetanol didasarkan pada pertimbangan-pertimbangan berikut.
1.2.1 Kebutuhan Bioetanol di Indonesia
Penentuan kapasitas pabrik bioetanol didasarkan pada jangkauan pemasaran produknya. Konsumsi bioetanol diprediksi akan terus meningkat dalam beberapa tahun mendatang. Hal ini berkaitan dengan Peraturan Menteri EDSM Republik Indonesia Nomor 25 Tahun 2013 tentang penyediaan, pemanfaatan, dan tata niaga Bahan Bakar Nabati (biofuel) sebagai bahan bakar lain, sementara pada tahun 2016 menargetkan pencampuran bioetanol untuk bidang transportasi sebesar 5% dari total konsumsi dan pada tahun 2020 menargetkan 10% pencampuran bioetanol terhadap kebutuhan total Bahan Bakar Minyak (BBM) serta banyaknya industri yang menjadi bioetanol sebagai bahan baku pabriknya. Kebutuhan tersebut dapat dipenuhi dari pabrik yang sudah ada di Indonesia dan impor dari luar negeri.
Berdasarkan data yang diperoleh dari Kementrian Energi dan Sumber Daya Mineral Republik Indonesia, jumlah konsumsi bahan bakar minyak (BBM) di Indonesia dari tahun 2015-2019 adalah sebagai berikut.
Tabel 1.1 Data Konsumsi BBM di Indonesia (www.esdm.go.id)
Tahun Konsumsi BBM (106 L)
2015 31.528
2016 32.632
2017 33.548
2018 34.490
2019 35.677
Dari data konsumsi BBM pada Tabel 1.1, dilakukan regresi linear untuk mendapatkan nilai kenaikan konsumsi BBM dan dapat memprediksi kebutuhan BBM di Indonesia pada tahun 2025.
3
Gambar 1.1 Grafik Konsumsi BBM di Indonesia Tahun 2015-2019 Dari regresi linear di atas, diperoleh persamaan:
y = 1015,7x + 30528 (1.1)
dengan, y = jumlah konsumsi BBM (106 L) x = tahun
Berdasarkan persamaan (1.1) diperoleh perkiraan data konsumsi BBM di Indonesia pada tahun 2025 mencapai 41.700.700 kL dan kebutuhan bioetanol untuk campuran BBM sebesar 4.170.070 kL.
1.2.2 Kebutuhan Bioetanol di India
Pengunaan bioetanol secara global diprediksi akan meningkat pesat dari kurun waktu 2018 s/d 2027. Sebanyak 80% dari peningkatan ini akan terjadi di negara- negara berkembang dan beberapa negara lainnya, seperti Brazil, China, India, dan Thailand.
Tabel 1.2 Data Impor Bioetanol di India (www.statista.com)
Tahun Impor (kL)
2015 204.000
2016 432.000
2017 718.000
2018 633.000
2019 750.000
y = 1015.7x + 30528 R² = 0.9979
31,000 32,000 33,000 34,000 35,000 36,000
0 1 2 3 4 5 6
Jumlah konsumsi (106 L)
Tahun
4
Dari data impor pada Tabel 1.2, dilakukan regresi linear untuk mendapatkan nilai kenaikan impor bioetanol yang nantinya dapat digunakan untuk memprediksi jumlah impor bioetanol di India pada tahun 2025.
Gambar 1.2 Gafik Impor Bioetanol di India Tahun 2015-2019 Dari regresi linear di atas, diperoleh persamaan:
y = 129.300x – 260.250.700 (1.2) dengan, y = jumlah impor bioetanol (kL)
x = tahun
Berdasarkan persamaan (1.1) diperoleh perikiraan data impor bioetanol di India pada tahun 2025 mencapai 1.581.800 kL.
1.2.3 Kapasitas Minimum Pabrik
Berdasarkan data dari Kementerian Perindustrian Republik Indonesia, terdapat sekurang-kurangnya 15 pabrik bioetanol di Indonesia yang kurang lebih memproduksi bioetanol sebesar 415.000 kL per tahunnya.
y = 129,300.00x - 260,250,700.00 R² = 0.80
0 200000 400000 600000 800000 1000000
2014 2015 2016 2017 2018 2019 2020
Jumlah Impor (kL)
Tahun
5
Tabel 1.3 Pabrik Bioetanol di Indonesia (www.kemenperin.go.id)
No. Pabrik Tempat Bahan baku Kapasitas/tahun
(kL)
1 BPPT Lampung Lampung Singkong 2.500
2 PT Indolampung Distillery Lampung Molasses 70.000
3 PT Molindo Raya Industri Malang Molasses 50.000
4 PT Indo Acidatama Solo Molasses 50.000
5 PT Aneka Kimia Nusantara Mojokerto Molasses 17.000
6 PASA Jatiroto Lumajang Molasses 7.500
7 PT Madu Baru Yogyakarta Molasses 7.000
8 PSA Palimanan Cirebon Molasses 7.000
9 PT Basis Indah Makassar Molasses 5.500
10 Permata Sakti Medan Molasses 5.000
11 Molasindo Alur Pratama Medan Molasses 3.600
12 PT Energi Agro Nusantara (PTPN X)
Mojokerto Molasses 30.000
13 PT Madusari Lampung Indah
Lampung Singkong + Tebu
50.000
14 PT Indonesia Etanol Industri Lampung Tengah Singkong 50.000 15 Sampoerna Bio Energi
bersinergi dengan PTPN XI
Jateng & Jatim Singkong + Tebu
60.000
Berdasarkan Tabel 1.3, kapasitas minimum pabrik bioetanol yang telah berdiri di Indonesia adalah 2.500 kL dan kapasitas maksimumnya adalah 70.000 kL.
Penentuan kapasitas pabrik dalam prancangan ini berada di antara kapasitas minimum dan maksimum pabrik yang telah berdiri agar pabrik yang didirikan memperoleh keuntungan.
1.2.4 Ketersediaan Bahan Baku
Berdasarkan data Badan Pusat Statistik (BPS) tahun 2019, Indonesia memiliki luas perkebunan kelapa sawit sebesar 14.456,60 hektar yang tersebar di 28 provinsi di Indonesia dengan produksi kelapa sawit sebesar 45.861.121 ton per tahun.
Sebanyak 25-26% dari total produksi kelapa sawit tersebut merupakan tandan kosong yang menjadi produk samping. Sekitar 10% dari TKKS tersebut sudah dimanfaatkan untuk bahan bakar boiler maupun kompos, dan sisanya masih menjadi limbah (Ngadi, 2014).
6
Tabel 1.4 Perkiraan Produksi Kelapa Sawit di Indonesia (www.pertanian.go.id)
Tahun Produksi (ton) Pertumbuhan (%)
2016 31.730.961 -
2017 37.965.224 19,6
2018 42.883.631 12,9
2019 45.861.121 6,9
2020 49.117.260 7,1
Rata-rata (%) 11,7
1.2.5 Perhitungan Kapasitas Produksi Bioetanol
Pabrik bioetnaol yang akan dirancang ditargetkan untuk memenuhi 1%
kebutuhan dalam negeri dan 0,6% dari total impor negara India untuk menghindari risiko produk yang tidak laku karena adanya persaingan dalam perdanganan antara negara pengekspor bioetanol yang lain.
Perhitungan kapasitas pabrik bioetanol yang direncanakan akan beroperasi pada tahun 2025 menggunakan persamaan sebagai berikut.
m1 + m2 + m3 = m4 + m5 (I.3) dengan,
m1 = nilai impor tahun 2025 (kL/tahun) = 0
m2 = produksi pabrik dalam negeri (kL/tahun) = 0 m3 = kapasitas pabrik yang akan didirikan (kL/tahun) m4 = nilai ekspor tahun 2025 (kL/tahun)
m5 = nilai konsumsi dalam negeri tahun 2025 (kL/tahun) Perkiraan kebutuhan bioetanol dalam negeri pada tahun 2025:
m5 = 1% x 4.170.070 kL/tahun
= 41.700,7 kL/tahun
Nilai ekspor bioetanol pada tahun 2025:
m4 = 0,6% x 1.581.800 kL/tahun
= 9.490,8 kL/tahun
Perhitungan kapasitas pabrik bioetanol pada tahun 2025 m3 = (m4 + m5) – (m1 + m2)
m3 = (41.700,7 kL/tahun + 9.490,8 kL/tahun) – (0 + 0)
= 51.192,5 kL/tahun
7
Berdasarkan hasil perhitungan, dalam prarancangan ini dipilih kapasitas 50.000 kL/tahun, dengan pertimbangan sebagai berikut.
1. Dapat mencukupi 1% kebutuhan bioetanol di dalam negeri
2. Dapat mempengaruhi berdirinya industri-industri lain yang menggunakan bioetanol, terutama pada penyediaan bahan baku
3. Menghemat devisa negara sekaligus menambah devisa dengan melakukan ekspor ke luar negeri
4. Membuka lapangan pekerjaan baru sehingga menurunkan tingkat pengangguran
1.3 Pemilihan Lokasi Pabrik
Penentuan lokasi pabrik yang tepat, ekonomis, dan menguntungkan dipengaruhi oleh banyak faktor. Idealnya, lokasi yang dipilih harus dapat memberikan kemudahan dalam pengadaan bahan baku serta kemungkinan memperluas atau memperbesar pabrik dan memberikan keuntungan untuk jangka panjang.
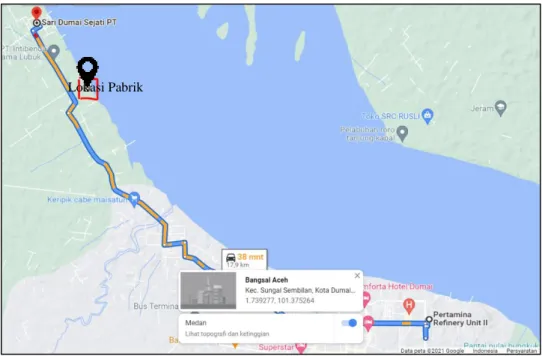
Lokasi pabrik yang dipilih adalah di Bangsal Aceh, Kecamatan Sungai Sembilan, Kota Dumai, Riau yang ditandai dengan tanda hitam. Pemilihan lokasi secara lebih spesifik dapat dilihat pada Gambar 1.3.
Gambar 1.3 Lokasi Pendirian Pabrik
Lokasi Pabrik
8
Daerah ini dipilih dengan mempertimbangkan beberapa faktor yang terdiri dari faktor primer dan faktor sekunder.
1.3.1 Faktor Primer
a. Ketersediaan Bahan Baku
Lokasi pendirian pabrik dipilih di Provinsi Riau karena berdasarkan data Kementrian Pertanian Republik Indonesia, Riau menjadi Kawasan penghasil kelapa sawit terbesar di Indonesia, yaitu pada tahun 2021 diperkirakan Provinsi Riau mempunyai lahan kelapa sawit sebesar 2.895.093 m2. Lokasi pendirian pabrik dipilih di dekat penghasil bahan baku pembuatan bioetanol, yaitu tandan kosong kelapa sawit yang diperoleh dari PT Sari Dumai Sejati yang berlokasi di Lubuk Gaung, Kec. Sungai Sembilan, Kota Dumai, Riau. PT Sari Dumai Sejati memiliki kapasitas produksi tandan buah segar (TBS) sebesar 12.830 ton/hari atau 4.682.950. ton/tahun.
b. Pemasaran produk
Bioetanol hasil dari produksi akan digunakan sebagai campuran pembuatan bahan bakar ramah lingkungan (biofuel), pelarut, bahan baku, dan obat antiseptik di Indonesia, terutama di Provinsi Riau. Sarana transportasi untuk pemasaran yang tersedia cukup lengkap dan memadai, seperti Pelabuhan Dumai, Riau, serta transportasi darat berupa jalan besar utama.
c. Utilitas
Utilitas (unit pengolahan) pabrik merupakan faktor penunjang yang sangat penting. Kebutuhan tenaga listrik untuk operasi pabrik diperoleh dari Perusahaan Listrik Negara (PLN). Sementara untuk kebutuhan air pendingin dan hydrant diperoleh dari air laut yang lokasinya sangat dekat dengan lokasi pabrik, yaitu Laut Selat Malaka, sedangkan kebutuhan bahan bakar menggunakan Industrial Diesel Oil (IDO) dan High Speed Diesel (HSD) dari PT Pertamina Refinery Unit II yang berlokasi di Jl. Raya Kilang Putri Tujuh, Tanjung Palas, Dumai Timur, Tanjung Palas, Dumai Timur, Kota Dumai, Riau.
1.3.2 Faktor Sekunder a. Tanah
Penentuan suatu kawasan industri terkait dengan masalah tanah, yaitu tidak rawan terhadap bahaya tanah longsor, gempa, dan tsunami, sehingga pemilihan lokasi
9
pendirian pabrik di Bangsal Aceh, Kecamatan Sungai Sembilan, Kota Dumai, Riau merupakan keputusan yang tepat. Selain lahan yang masih luas, daerah penghijauan hutan masih cukup banyak sehingga mampu membantu mengurangi kadar polusi yang ditimbulkan oleh pabrik.
b. Iklim
Suhu udara beragam antara 26 – 27,8°C, serta kondisi iklim yang tropis dan lembab dengan hujan cukup merata setiap tahunnya sepanjang tahunnya sangat menguntungkan bagi keberjalanan pabrik.
1.4 Tinjauan Pustaka 1.4.1 Jenis-jenis Proses 1.4.1.1. Proses Pretreatment
Proses pretreatment bertujuan untuk memutuskan ikatan lignin yang mengikat kuat polimer selulosa dan hemiselulosa dalam suatu bahan sehingga memudahkan degradasi selulosa dan hemiselulosa menjadi monomernya dan meningkatkan porositas (ukuran ruang kosong di dalam bahan). Selain itu, proses ini membuat selulosa lebih mudah untuk dihidrolisis sehingga konversi polimer karbohidrat menjadi gula akan berlangsung lebih cepat dengan perolehan akan berlangsung lebih cepat dengan perolehan yield lebih besar, dan menghindari terbentuknya produk samping yang dapat menghalangi proses hidrolisis dan fementasi (Leustean, 2009).
Proses pretreatment untuk material lignoselulosa (komponen polisakarida di alam, yaitu selulosa, hemiselulosa, dan lignin) dapat dilakukan beberapa metode sebagai berikut.
10
Tabel 1.5 Pretreatment untuk Material Lignoselulosa (Jeon, 2014; ; Ortiz, 2014;
Sanchez, 2008)
Metode Prosedur Contoh Bahan
Organosolv
Menggunakan pelarut seperti methanol, etanol, aseton, etilen glikol yang dicampur dengan H2SO4 atau HCl dengan konsentrasi 1% pada suhu 185-198°C selama 30-60 menit dengan pH 2.0-3,4
Kayu keras (hardwood) dan kayu lembut (softwood) seerti cemara, pinus, dan lain-lain.
Ozonolysis Menggunakan ozon (O3) pada suhu dan tekanan ruangan (STP) pada 25°C dan 1 atm
Bagasse, Jerami, gandum, rerumputan kering, pinus, serbuk kayu
Dilute-acid Hydrolysis
Menggunakan H2SO4, HCl, atau HNO3
dengan konsentrasi 0,75-5%, dengan tekanan hampir 1 MPa. Jumlah padatan 5-10 wt% dari bahan kering per bahan total
Bagasse, Tongkol jagung, gandum, sekam padi
Hot Compressed Water
Menggunakan hot compressed water pada temperature 160-220°C dan tekanan dibawah 5 MPa selama 1-30 menit
Biomassa seperti kayu, pelepah sawit, tandan kosong kelapa sawit
Liquid Hot Water Menggunakan air panas (hot water) pada temperature 170-230°C pada tekanan 5 MPa selama 1-46 menit
Bagasse, ampas jagung, olive pulp
Concentrated- acid Hydrolysis
Menggunakan H2SO4 10-30% pada suhu 170- 190°C dengan rasio solid-liquid 1:1,6
Serbuk kayu
Wet Oxidation Menggunakan oksigen pada suhu 195°C pada tekanan 1,2 MPa yang ditambahkan air (H2O) dan sedikit Na2CO3 atau H2SO4
Tongkol jagung dan jerami gandum
Alkaline Hydrolysis
Menggunakan cairan pemasak berupa NaOH pada suhu 60°C selama 24 jam, atau Ca(OH)2 pada suhu 120°C selama 4 jam. Selama proses ditambahkan air (H2O)
Kayu keras (hardwood), bagasse, tongkol jagung, jerami, tandan kosong kelapa sawit
CHEMEX
Menggunakan larutan basa NaOH dengan konsentrasi 2.9 M pada suhu 130°C dan tekanan 3.5 kg.f/cm2, serta rasio solid/liquid adalah 1/5
Tandan kosong kelapa sawit
1.4.1.2. Proses Hidrolisis
Hidrolisis adalah proses pemecahan polisakarida pada biomassa lignoselulosa menjadi monosakarida (Novia, 2014). Proses hidrolisis juga untuk memecah ikatan
11
lignin yang masih terikat, menghilangkan kandungan lignin dan hemiselulosa, serta meningkatkan porositas bahan (Osvaldo, 2012).
Secara umum terdapat dua jenis proses hidrolisis yang sering digunakan, yaitu hidrolisis dengan asam dan hidrolisis dengan enzim (enzimatik). Kedua jenis proses tersebut memiliki kelebihan dan kekurangan masing-masing sebagai berikut.
Tabel 1.6 Perbandingan Proses antara Hidrolisis Asam dan Enzimatik (Taherzadeh, 2007)
Variabel Pembanding Hidrolisis Asam Hidrolisis Enzimatik
Yield hasil hidrolisis yang tinggi Tidak Ya
Penghambatan produk (inhibitor) selama
hidrolisis Tidak Ya
Pembentukan produk samping yang
menghambat hidrolisis Tidak Ya
Ramah terhadap lingkungan Tidak Ya
Katalis yang murah Ya Tidak
Waktu hidrolisis yang cepat Ya Tidak
Korosif Ya Tidak
Detoksifikasi (proses pemisahan gula dari
asam) Ya Tidak
1.4.1.3. Proses Pembuatan Etanol
Proses pembuatan etanol dapat dilakukan dengan dua cara, yaitu:
1. Hidrasi alkena a. Cara langsung
Etilen (C2H4) direaksikan dengan asam sulfat (H2SO4) pada suhu 250°C dan tekanan 100-300 atm dengan katalis P2O5 (difosfor pentaoksida) membentuk etil hydrogen sulfat sebagai reaksi pertama. Hasil reaksi pertama dihidrolisa oleh air membentuk alkohol dan asam sulfat sebagai reaksi kedua. Asam sulfat yang terbentuk pada reaksi kedua dapat digunakan kembali. Reaksi metode hidrasi alkena secara langsung sebagai berikut (Sudarmo, 2016).
Reaksi 1: CH2=CH2 + H2SO4 → CH3—CH2—O—SO3H
Reaksi 2: CH3—CH2—O—SO3H + H2O → CH3—CH2—OH + H2SO4
b. Cara tidak langsung
12
Etanol dapat disintesis dari reaksi antara etilen (C2H4) dengan air menggunakan katalis pada temperature dan tekanan yang tinggi. Proses ini menggunakan katalis H3PO4 dengan pembawa alumina gel, tanah diatome, bentonite, dan opoka karena melewati ion karbonium. Perbandingan mol etilen dan air bebas garam adalah 1:0,6 dengan suhu reaksi 280-300°C dan tekanan 300 atm. Reaksi metode hidrasi alkena secara tidak langsung sebagai berikut (Sudarmo, 2016).
Reaksi: CH2=CH2 + H2O + H3PO4 → CH3—CH2—OH 2. Fermentasi
Fermentasi adalah suatu proses perubahan secara kimia yang dihasilkan pada substrat organic karena aktivitas enzim atau mikroba yang spesifik (Kristina, 2012).
Proses fermentasi mengubah glukosa menjadi etanol dan gas karbondioksida (CO2) menggunakan bantuan mikroba melalui jalur glikolisis atau jalur Embden-Meyerhof- Parnas. Secara keseluruhan, jalur glikolisis sebagai berikut (Irnaningtyas, 2014).
Gambar 1.4 Jalur Glikolisis Embden-Meyerhof-Parnas
13
Tabel 1.7 Keuntungan dan Kelemahan Proses Hidrasi Etilena dengan Fermentasi
Keuntungan Kelemahan
Proses Hidrasi Etilena Proses Fermentasi Proses Fermentasi Proses Hidrasi Etilena
Proses yang digunakan kontinyu
Bahan baku berupa biomassa
(renewable energi)
Proses yang digunakan batch sehingga perlu penjadwalan
Bahan baku berupa hidrokarbon jenis alkena dari produk minyak bumi (non- renewable energy)
Produksinya sangat cepat
Suhu dan tekanan
operasi yang
diperlukan rendah (30- 35°C)
Produksinya sangat lambat
Suhu (250-300°C) dan tekanan (70,23 atm) yang tinggi sehingga memerlukan material khusus
Produk yang dihasilkan murni
Kebutuhan energi kecil karena proses fermentasi
berlangsung pada kondisi atmosfer
Produk yang
dihasilkan tidak murni sehingga perlu beberapa treatment
Kebutuhan energi lebih besar karena membutuhkan kondisi operasi yang tinggi
Persentase yield yang dihasilkan besar
Proses yang tidak berbahaya karena menggunakan ragi
Persentase yield yang dihasilkan kecil
Proses yang lebih berbahaya karena menggunakan bahan kimia, seperti asam kuat
Tidak menghasilkan limbah produk
Menghasilkan limbah produk berupa gas CO2
1.4.1.4. Metode Hidrolisis dan Fermentasi
Secara umum, proses pembuatan bioetanol dari biomassa terdiri dari dua tahap utama, yaitu Separated Hydrolysis and Fermentation (SHF) dan Saccharification and Fermentation (SSF). Metode SHF adalah metode hidrolisis dan fermentasi dilakukan secara terpisah untuk memudahkan pengontrolan pada setiap tahap, yaitu hidrolisis dan fermentasi, agar tercapai hasil yang diinginkan (Anaawang, 2017). Metode SSF adalah metode hidrolisis dan fermentasi dilakukan secara bersamaan dalam satu alat (Alvira, 2010) sehingga dapat mencegah terhambatnya kinerja enzim oleh produk
14
glukosa dan selobiosa yang selama ini menjadi kelemahan dari metode pembuatan etanol secara SHF (Taherzadeh, 2007).
1.4.2 Pemilihan Proses
Berdasarkan uraian di atas, maka prarancangan pabrik bioetanol dari tandan kelapa sawit dipilih:
1. Proses pretreatment dipilih metode CHEMEX karena prosesnya lebih mudah, efisien, dan tidak menghasilkan inhibitor (penghambat terbentuknya produk).
2. Proses hidrolisis dan fermentasi dipilih metode Separated Hydrolysis dan Fermentation (SHF) untuk memudahkan pengontrolan pada setiap proses, yaitu proses hidrolisis dan fermentasi, agar didapatkan hasil yang diinginkan.
3. Proses hidrolisis dipilih metode hidrolisis enzimatik.
4. Proses pembuatan etanol dipilih metode fermentasi.
1.4.3 Kegunaan Produk
Bioetanol merupakan bahan bakar ramah lingkungan yang mengandung 35%
oksigen yang sesuai digunakan untuk menurunkan emisi partikulat dan nitrogen oksida beserta gas-gas rumah kaca selama terjadinya pembakaran. Selain itu, karena memiliki reaktivitas fotokimia ambient yang rendah, bioetanol mengurangi adanya interaksi dengan ozon. Bioetanol juga merupakan pengganti yang lebih aman untuk methyl tertiary butyl ether (MTBE), zat aditif yang ditambahkan pada bensin untuk mencapai pembakaran bahan bakar yang bersih. Etanol juga dapat digunakan sebagai keperluan rumah tangga maupun kebutuhan industri, yaitu:
a. Sebagai biofuel atau bahan bakar pada konsentrasi > 99%.
b. Sebagai bahan pelarut, misalnya pelarut cat, pelarut minyak, dan lain-lain.
c. Sebagai campuran minuman.
d. Sebagai obat antiseptik dengan kadar 70% dan kepentingan farmasi.
e. Sebagai desinfektan peralatan medis/laboratorium.
f. Sebagai bahan baku industri, misalnya industri etil asetat, etil eter, etil klorida, dan lain-lain.
15 1.4.4 Sifat-sifat Bahan Baku dan Produk 1.4.4.1. Sifat-sifat Bahan Baku
1. Tandan Kosong Kelapa Sawit Sifat Fisis (Jeon, 2014)
• Kandungan : lignoselulosa
❖ Selulosa : 34,60%
❖ Hemiselulosa : 17,10%
❖ Lignin : 26,40%
❖ Abu (ash) : 1,60%
❖ Lain-lain : 20,30%
• Wujud : padat
• Berat Molekul :
❖ Selulosa : 162 g/mol
❖ Hemiselulosa : 132 g/mol
❖ Lignin : 181 g/mol
❖ Abu (ash) : 94,2 g/mol
❖ Lain-lain : 94,2 g/mol Sifat Kimia (Singh, 2013)
• Tandan kosong kelapa sawit memiliki kelarutan dalam air panas (hot water solubility) sebesar 9,3%.
• Tandan kosong kelapa sawit memiliki kelarutan dalam 1% NaOH adalah 29,9%.
• Tandan kosong kelapa sawit memiliki kelarutan dalam campuran alkohol- benzena adalah 2,83%.
2. Air
Sifat Fisis (Perry, 2007)
• Rumus Molekul : H2O
• Wujud : cair
• Berat Molekul : 18,015 g/gmol
• Titik didih (1 atm) : 100°C
16
• Suhu kritis : 374°C Sifat Kimia (Pudjaatmaka, 1984)
• Bersifat netral.
• Pelarut yang baik.
• Bereaksi dengan oksida logam membentuk hidroksida yang bersifat basa dan bila bereaksi dengan oksida non logam membentuk asam.
3. Enzim Novozyme (www.sigmaaldrich.com) Sifat Fisis
• Berat Molekul : 10000 g/gmol
• Densitas : 1.0 – 1.3 g/mL Sifat Kimia (www.shinshu-u.ac.jp)
• Enzim Cellic Ctec2 memiliki hasil konversi tinggi, efektif terhadap konsentrasi padatan tinggi, toleran terhadap inhibitor, serta kompatibel dengan beberapa bahan baku dan perlakuan awal.
• Enzim Cellic Htec2 dapat meningkatkan hidrolisis selulosa bila dikombinasikan dengan Cellic Ctec2.
4. Yeast
Sifat Fisis (Kosaric, 2001; Salvado, 2011)
• Wujud : padat
• Bentuk : bubuk
• Warna : putih
• pH : 3 – 8,5
• Suhu pertumbuhan optimum : 32,3°C
• Suhu pertumbuhan maksimum : 45,4°C
Sifat Kimia (Kosaric, 2001)
• Saccharomyces cereviceae mampu menguraikan gula yang terkandung dalam suatu bahan, seperti glukosa, fruktosa, galaktosa, sukrosa, maltose, manosa, rafinosa, treholusa, dan malfotriosa.
17 1.4.4.2. Sifat-sifat Produk
1. Bioetanol
Sifat Fisis (Perry, 1999)
• Rumus molekul : C2H5OH
• Berat molekul : 46,07 g/mol
• Warna : Tidak berwarna
• Bentuk : cairan
• Titik didih (1 atm : 78,5oC
• Titik beku : -114,1°C
• Densitas : 0,7893 g/cm3
• Tekanan uap (20oC) : 5,7 kPa
• Temperatur kritis : 243°C Sifat Kimia (Sudarmo, 2016)
• Larut dalam air dan eter (R—O—R).
• Mengalami reaksi asam-basa sebagai basa konjugasi, reaksi halogenasi dengan reaktan asam kuat, reaksi pembentukan ester dengan reaktan asam karboksilat (R—COOH), reaksi dehidrasi menjadi alkena, reaksi oksidasi menjadi asetaldehida, serta reaksi pembakaran menjadi uap CO2 dan H2O.
1.4.5 Tinjauan Proses Secara Umum
Pembuatan bioetanol dari tandan kosong kelapa sawit dijalankan dengan reaksi hidrolisis enzimatik dan fermentasi. Reaksi pertama yang terjadi adalah reaksi hidrolisis selulosa dengan H2O, dilanjutkan reaksi hemiselulosa dengan H2O menggunakan enzim novozym (Cellic Ctec2 dan Htec2) pada reaktor hidrolisis secara batch. Reaksi berjalan secara endotermis sehingga dibutuhkan pemanas (steam).
Produk hasil reaksi adalah glukosa dan xilosa, dengan produk utama adalah glukosa.
Padatan terlarut dalam campuran dan larutan dalam jumlah kecil dipisahkan menggunakan plate & frame filter press agar saat proses reaksi fermentasi dan kulturisasi yeast tidak terlalu banyak komponen yang ada dalam reaktor, yaitu hanya ada glukosa, xilosa, air, nutrisi, dan kultur yeast. Reaksi fermentasi terjadi di fermentor dengan bantuan yeast (Saccharomyces cereviceae) untuk mengkonversi glukosa
18
menjadi etanol dan gas CO2 secara batch. Reaksi berjalan secara eksotermis sehingga dibutuhkan pendingin (chilled water). Produk hasil reaksi pada fermentor selanjutnya dilakukan proses pemurnian dengan evaporator. Hasil bawah berupa campuran etanol, glukosa, xilosa, kultur yeast, nutrisi, dan air, sedangkan hasil atas evaporator berupa campuran uap etanol dan air yang ditransfer ke menara distilasi untuk ditingkatkan kadarnya dengan memisahkan campuran uap etanol-air berdasarkan titik didihnya.
Hasil atas menara distilisi ditransfer ke adsorber hingga dihasilkan kemurnian etanol sebesar 99,6% (v/v).