2. LANDASAN TEORI
2.1 Duplex Stainless Steel
Gunanusa (2004) mengatakan Duplex Stainless Steel (DSS) adalah material dengan kombinasi dua fasa yaitu austenit dan ferit. Hadirnya fasa austenit dalam duplex membuat material ini tangguh dan ulet sedangkan fasa ferit memberikan sifat ketahanan korosi namun ketangguhannya rendah. Sehingga DSS akan memiliki sifat kekuatan dan ketangguhan yang tinggi serta ketahanan korosi yang sangat baik. Selain dua sifat di atas duplex juga mudah untuk difabrikasi dan mudah di las. Kemampuan untuk di las dan karakteristik pengelasan DSS lebih baik dari feritic SS, tetapi secara umum tidak lebih baik dari material austenitic.
Produk DSS diperoleh dengan beberapa proses pengerjaan seperti pengecoran (casting), tempa (forging), ekstrusi dan canai (rolling). Secara umum sifat DSS dapat dicapai untuk kesetimbangan fasa dalam rentang 30 sampai 70%
ferrite dan austenite. Namun, DSS paling banyak memiliki komposisi yang seimbang antara ferrite dan austenite, dimana untuk produksi komersial saat ini lebih banyak penambahan austenite untuk alasan ketangguhan dan karakteristik fabrikasi yang lebih baik. Untuk menjaga kesetimbangan kedua fasa di atas bergantung pada komposisi paduan dan perlakuan panas.
Dalam proses pengerjaannya, untuk memprediksi struktur mikro yang diinginkan (austenite dan ferrite) dapat merujuk kepada diagram Schaeffler- DeLong yang dapat dilihat pada gambar 2.1 .
Gambar 2.1. Diagram Schaeffler-DeLong Menunjukkan Struktur Mikro yang terbentuk pada komposisi paduan tertentu
Elemen-elemen paduan penstabil ferit disebut Krom-equivalents dan elemen- elemen penstabil austenit di sebut Nikel-equivalents dengan formula sebagai
berikut.
Cr-equivalent = Cr + Mo + 1.5Si + 0.5Nb [wt%] (1) Ni-equivalent = Ni + 30(C+N) + 0.5Mn [wt%] (2)
DSS dapat diaplikasikan pada rentang temperatur intermediate dari temperatur ambient sampai beberapa ratus derajat Farenheit (tergantung lingkungan), dimana ketahanan terhadap asam dan larutan klorida dipersyaratkan.
DSS dapat diaplikasikan pada sektor onshore dan offshore industri minyak dan gas sebagai sistem pemipaan, (process piping, seawater piping, tube and pipe fittings, instrumentation & hydraulic tubing), heat exchanger dan reaction vessel karena sifatnya yang tahan korosi dan memiliki kekuatan yang tinggi.
Komposisi Kimia Duplex Stainless Steels kelas komersial DSS mengandung antara 22 – 26% krom, 4 - 7% nikel, 4,5% molibdenum, juga sebagian tembaga, tungsten, dan nitrogen seperti terlihat pada gambar 2.2.
Modifikasi komposisi paduan tersebut dibuat untuk meningkatkan ketahanan korosi, kemampuan pengerjaan dan kemampuan las. Secara khusus, penambahan nitrogen efektif dalam meningkatkan ketahanan terhadap korosi pitting dan kemampuan las.
Gambar 2.2. Komposisi Kimia (wt-%) Berbagai Macam Kelas DSS
2.2 Unsur-Unsur Penting Dalam Paduan Duplex Stainless Steels 2.2.1 Chromium
Kromium adalah unsur pembentuk ferrite, yang berarti penambahan kromium menstabilkan struktur bcc besi. Jumlah minimum krom sekitar 10.5%
penting untuk membentuk lapisan pasif krom stabil yang berguna untuk melindungi baja dari mild atmospheric corrosion. Efek kromium ini penting
karena pengaruhnya pada pembentukan dan penghilangan scale oksida yang dihasilkan dari perlakuan panas atau pengelasan.
2.2.2 Molibdenum
Molibdenum berfungsi untuk mendukung kromium dalam ketahanan korosi klorida tehadap SS. Ketika kandungan krom dalam SS sedikitnya 18%, penambahan molibdenum menjadi tiga kali lebih efektif seperti penambahan krom dalam melawan pitting dan crevice corrosion di lingkungan klorida Molibdenum adalah unsur pembentuk ferrite dan juga meningkatkan kecenderungan SS membentuk fasa intermetalik yang merusak. Oleh karena itu kandungan Molibdenum dibatasi kurang dari 4% dalam DSS.
2.2.3 Nitrogen
Nitrogen meningkatkan ketahanan pitting dan crevice corrosion pada austenitic dan DSS. Nitrogen adalah unsur penting pembentuk austenite dan bisa menggantikan nikel dalam austenitic ss. Unsur pembentuk ferit, kromium dan molibdenum, diseimbangkan dengan unsur pembentuk austenite yaitu nikel dan nitrogen, untuk mendapatkan struktur duplex.
2.2.4 Nickel
Nikel adalah unsur penstabil austenit, yang berarti penambahan nikel pada besi paduan mempromosikan perubahan struktur kristal dari bcc (ferritic) ke fcc (austenitic). Ferritic SS mengandung sedikit nikel sedangkan, DSS mengandung nikel sekitar 4-7%. Seperti terlihat pada gambar 2.1.
Gambar 2.3. Struktur Kristal Berubah dari Body-Centered Cubic Menjadi Face- Centered Cubic
Penambahan nikel menunda pembentukan fasa intermetalik yang merusak pada austenitic ss tetapi nikel kurang efektif dibanding nitrogen pada DSS. Sruktur fcc membuat austenitic stainless steels memiliki ketangguhan tinggi. Kehadirannya dari sekitar setengah struktur mikro duplex meningkatkan ketangguhan duplex dibanding ferritic SS.
Gambar 2.4. Peningkatan Kandungan Nikel Merubah Struktur Mikro (Sumber: Avesta Polarit).
Gambar 2.4 menunjukkan adanya perubahan struktur stainless steel dari ferritic (kiri) menjadi duplex (tengah) menjadi austenitic (kanan).
2.3 Metalurgi Duplex Stainless Steels
Diagram fasa ternari besi-kromium-nikel menjelaskan sifat metalurgi DSS. Pada konsentrasi 68% besi (gambar 2.4) mengilustrasikan bahwa paduan ini membeku sebagai ferit (α), sebagiannya kemudian berubah menjadi austenit (γ) pada suhu sekitar 1000°C (1832°F) tergantung pada komposisi paduan. Disana ada perubahan lebih jauh dalam kesetimbangan ferrite–austenite pada temperatur rendah.
Efek peningkatan nitrogen juga ditunjukkan dalam Gambar 2.4. Efek positif nitrogen lainnya adalah meningkatkan temperatur dimana austenit mulai terbentuk dari ferit. Oleh karena itu, bahkan pada laju pembekuan cepat, keseimbangan level austenit dapat dicapai. Pada generasi kedua DSS, efek ini mengurangi masalah kelebihan ferit pada daerah HAZ. Secara termodinamik, karena austenit terbentuk dari ferit, maka tidak mungkin untuk paduan menuju kesetimbangan austenit. Namun, karena proses pembekuan ke temperatur rendah akan membentuk fasa-fasa yang merugikan seperti karbida, nitrida, sigma dan fasa intermetalik lainnya pada struktur mikro. Hal ini harus dihindari karena fasa- fasa tersebut bersifat getas, sehingga akan mengurangi ketangguhan duplex.
Gambar 2.5. Diagram Fasa Terner Fe-Cr-Ni Pada Kandungan 68% Besi (Perubahan kecil pada kandungan nikel dan kromium membuat pengaruh yang
besar pada jumlah austenite dan ferrite dalam duplex stainless steels)
2.4 Fabrikasi Duplex Stainless Steels
DSS dalam dunia oil dan gas kebanyakan digunakan untuk aplikasi sistem pemipaan karena sifat ketahanan korosinya yang superior dalam lingkungan sour service sekalipun dan ketahanan impak yang baik walau ter ekspos pada temperature rendah. Dalam proses fabrikasinya DSS tidak boleh diperlakukan seenaknya (abused) karena bisa menghasilkan struktur-struktur yang aneh dan merugikan seperti dijelaskan di atas. Tetapi harus diperlakukan seperti
“putri solo” mulai dari handling, storage sampai erection.
DSS dan jenis SS lainnya sangat diharamkan bersentuhan dengan Carbon Steel (CS) karena akan menyebabkan penetrasi CS di permukaan DSS. Penetrasi ini akan menyebabkan inklusi dan lebih lanjut menyebabkan korosi. Penetrasi Fe akan menyebabkan konsentrasi Fe di lokasi tersebut tinggi dan karena Fe mudah teroksidasi sehingga bila terdapat lingkungan yang mendukung maka Fe akan teroksidasi dan merusak lapisan oksida pelindung. Tool steel juga mengandung C yang tinggi. C akan mempenetrasi SS yang lebih lunak. Karena afinitas (daya tarik) C dengan Cr sangat tinggi maka di daerah batas butir Cr akan berikatan dengan C membentuk fasa krom karbida Cr3C26. Akibatnya di daerah batas butir akan terjadi kekurangan kandungan Cr sehingga daerah tersebut mudah terjadi
korosi atau lebih dikenal dengan istilah korosi batas butir (grain boundary corrosion).
Selama proses fabrikasi, beberapa fasa sekunder bisa mengendap dalam duplex karena perlakuan panas yang salah, biasanya pada rentang temperature 300-1000 °C, seperti secondary austenit, sigma, chi, alfa primer, Cr2N dan M23C6 . Pembentukan fasa-fasa tersebut merusak ketahanan korosi dan ketangguhan. Namun solution treatment duplex pada rentang temperature 1020- 1080 °C dapat mendeformasi fasa sekunder tanpa mempengaruhi keseimbangan fasa.
Fasa sigma, alfa primer, karbida dan nitrida dapat terbentuk dalam beberapa menit pada temperatur tertentu. Maka, perlakuan panas lanjutan dibutuhkan setelah pemprosesan dan fabrikasi untuk menjamin tidak hadirnya fasa-fasa tersebut sehingga ketahanan korosi dan sifat mekanis yang diinginkan bisa didapat.
2.5 Pengelasan Duplex Stainless Steels
DSS memiliki sifat mampu las yang baik dan metode pengelasan yang paling sering digunakan adalah Submerged Arc Welding (SAW), Shielded Metal Arc Welding (SMAW), Gas Tungsten Arc Welding (GTAW) dan Gas Metal Arc Welding (GMAW). Elektroda consumable yang dipakai sebaiknya mengandung nikel yang tinggi untuk menstabilkan austenit dan mencegah pengendapan nitrida dan secondary austenite. Kekuatan dan ketangguhan las duplex sangat bergantung pada prosedur pengelasan (WPS) yang tepat, filler material dan struktur mikro.
Metode GTAW memberikan ketangguhan impak yang paling tinggi diikuti oleh SAW dan SMAW. Namun metode GTAW paling sesuai untuk material tipis, sekitar 0,5 mm sampai 3 mm.
Sifat DSS dapat dipengaruhi cukup besar oleh pengelasan. Berdasarkan pentingnya menjaga keseimbangan struktur mikro dan penolakan pembentukan fasa yang tidak diinginkan, maka prosedur pengelasan harus spesifik dan terkendali. Jika prosedur pengelasan tidak benar akan menyebabkan terbentuknya struktur mikro yang tidak tepat, sehingga kehilangan sifat material dapat terjadi.
DSS memiliki ketahanan retak panas yang sangat baik ketika di las.
Masalah pada pengelasan DSS kebanyakan berhubungan dengan HAZ, bukan dengan logam las. Masalah pada HAZ menyebabkan hilangnya ketahanan korosi, ketangguhan, atau retak setelah di las.
Gambar 2.6. Struktur Metalografi 2250 Logam Las Duplex (Sumber: Lincoln Smitweld bv)
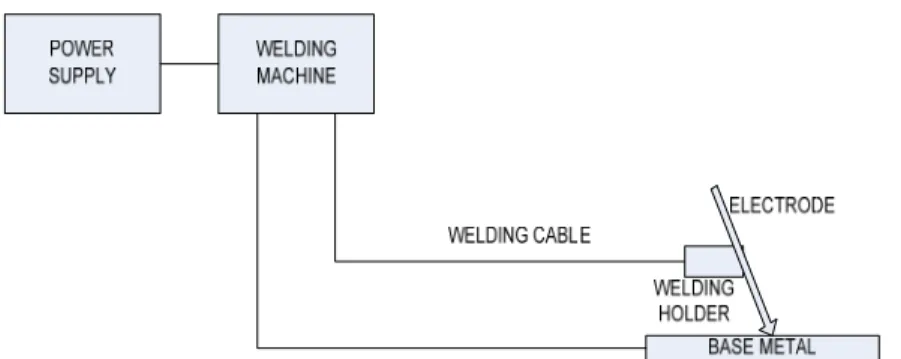
2.5.1 SMAW (Shielded Metal Arc Welding)
Pengelasan menggunakan busur cahaya sebagai sumber panas dan elektroda sebagai bahan tambah. Busur cahaya dihasilkan dengan cara menyentuhkan elektroda dengan logam induk sehingga terjadi hubungan singkat.
Dengan pengangkatan pada jarak tertentu akan terjadi busur cahaya listrik.
Banyaknya bahan yang dicairkan oleh elektroda dengan arus yang tepat pada posisi menengah disebut daya cair dan dinyatakan dalam kg/h (umumnya 0,6-2 kg/h). Presentase elektroda terpakai adalah perbandingan berat kawat inti elektroda terhadap berat kampuh las sebenarnya.Untuk elektroda, umumnya terpakai 90% dan sisanya sebesar 10% dari berat kawat hilang sebagai percikan dan terbakar. Sedangkan alat yang digunakan dalam pengelasan SMAW adalah:
• Power lower (Power Supply)
• Welding machine (mesin las)
• Welding cable (arus & massa)
• Welding holder (pemegang elektrode)
• Electrode
• Base metal (benda kerja)
Gambar 2.7 Diagram Peralatan Pengelasan Metode SMAW
Mesin las berfungsi mengubah arus bolak-balik (AC) dari jaringan dengan tegangan tinggi dan arus kecil menjadi menjadi arus bolak-balik (AC) atau arus searah (DC) (tergantung pada jenis sumber arus las) menjadi arus dengan tegangan rendah dan arus yang besar.
2.5.2 GTAW (Gas Tungsten Arc Welding)
Pengelasan menggunakan busur cahaya sebagai sumber panas dengan kawat sebagai bahan tambahan. Elektroda Tungsten digunakan untuk menghantarkan panas dari sumber arus listrik ke base metal. Busur cahaya ditarik antara elektroda tungsten dan base metal.
Dengan titik lebur yang tinggi (± 33600 C) elektroda tungsten tidak ikut melebur dalam proses pengelasan. Panjangnya berubah tanpa terasa akibat penguapan. Karena titik lebur yang tinggi tersebut, sentuhan tungsten terhadap kawah las harus dihindari. Sentuhan dapat menyebabkan patahan tungsten masuk dalam cairan las dan menjadikan cacat las saat dilakukan pengujian.
Pengelasan GTAW menggunakan gas sebagai pelindung daerah lasan.
Gas yang dipakai antara lain : a. Argon 99,9%
b. Helium
c. Argon + Helium (Campuran)
Akan tetapi dalam kenyataannya gas helium jarang dipakai, karena massa jenis helium lebih ringan dibandingkan dengan O2, sehingga pemakaiannya memerlukan jumlah yang lebih besar daripada gas argon.
Dengan adanya perlindungan hasil las secara menyeluruh terhadap udara yang masuk, maka metode pengelasan GTAW cocok digunakan untuk pengelasan alumunium, tembaga, dan baja paduan tinggi. Hasil las akan diuji dengan radiography test(RT) dan dye penetrant test untuk mengetahui kecacatan yang terjadi.
Keuntungan dari pengelasan GTAW adalah :
a. Pengelasan logam ringan dapat dilakukan tanpa bahan flux b. Bidang permukaan hasil las bersih
c. Penyusutan dan regangan kecil.
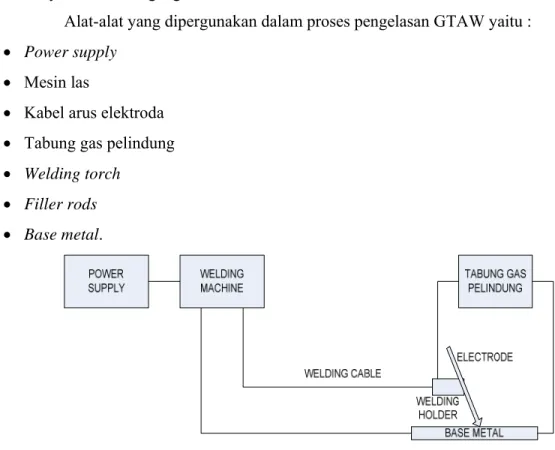
Alat-alat yang dipergunakan dalam proses pengelasan GTAW yaitu :
• Power supply
• Mesin las
• Kabel arus elektroda
• Tabung gas pelindung
• Welding torch
• Filler rods
• Base metal.
Gambar 2.8 Diagram Peralatan Pengelasan Metode GTAW
2.6 WPS
Suatu prosedur yang spesifik dari suatu pengelasan, dimana di dalamnya terdapat jenis metal dari material induk, kawat las yang dipakai memerlukan pemanasan awal atau tidak, dan arus listrik yang harus digunakan dan sebagainya untuk mendukung kelayakan suatu WPS setiap WPS harus diserta PQR, dimana PQR ini sebagai bukti pendukung tentang kebenaran suatu WPS. Dalam
pembentukan PQR yang kemudian akan digunakan dalam WPS, akan dilakukan pengujian dari setiap standar yang akan digunakan sehingga standard yang ada dapat memberikan hasil sesuai dengan tujuan awal. Adapun standar dan code yang dipakai sebagai acuan pembuatan WPS adalah :
1. Structural : AWS D1.1, EEMUA 158 2. Piping : ASME/ANSI Section IX 3. Pipe line : API 1104
4. Client requirement.
Spesifikasi yang tercantum dalam WPS adalah sebagai berikut.
• Proses las
• Desain sambungan las
• Base metal
• Posisi las
• Preheat
• PWHT
• Komposisi gas pelindung
• Karakteristik listrik
• Metode pengelasan.
2.7 Pengendalian Kualitas
2.7.1 Definisi Pengendalian Kualitas
Kualitas adalah penilaian seorang konsumen mengenai produk yang dikonsumsi sesuai dengan kebutuhannya. Pembuatan suatu barang yang sesuai dengan kriteria kualitas konsumen harus dibuat dengan benar dari awal, dimulai dari proses pembuatan hingga produk tersebut jadi, semuanya harus berada di bawah kontrol.
Produk yang baik memiliki arti bahwa produk tersebut telah memenuh spesifikasi yang telah ditetapkan oleh customer. Untuk mendapatkan semua itu, dibutuhkan adanya pengendalian kualitas yang baik. Pengendalian kualitas itu sendiri pada dasarnya berisi mengenai strategi perusahaan dalam menetapkan criteria kualitas produk, membandingkan dengan spesifikasi, serta mengambil
tindakan saat proses tidak sesuai. Pada kenyataaan, proses selalu tidak sesuai dengan spesifikasi yang ditetapkan tetapi variasi yang muncul tersebut yang harus ditekan.
2.7.2 Tujuan Pengendalian Kualitas
Adanya variasi yang muncul dari setiap proses akan sangat mempengaruhi kualitas akhir dari suatu produk. Tentunya hal ini akan mempengaruhi dari setiap kepuasan konsumen. Apabila hal ini dibiarkan terus menerus, maka kualitas produk akan sangat sulit untuk dikontrol.
Tujuan pokok pengendalian kualitas adalah untuk menyidik dengan cepat terjadinya sebab-sebab terduga sehingga dapat dilakukan perbaikan sedini mungkin.
2.7.3 Alat-alat Pengendalian Kualitas
Analisa dan penyelesaian masalah kualitas yang terdapat dalam suatu perusahaan dapat dilakukan pendekatan dengan menggunakan The Seven Quality Tools. Dari ketujuh alat bantu yang tersedia, yang digunakan pada tugas akhir ini hanya empat, yaitu:
1. Flowchart
Suatu diagram yang menunjukkan urutan aktifitas yang harus dilakukan sehingga semua aktivitas dapat berjalan dengan seragam. Alat bantu ini juga dapat digunakan sebagai panduan guna menerapkan suatu pekerjaan yang terstandarisasi.
2. Checksheet
Montgomery (1996) mengatakan checksheet merupakan suatu form yang digunakan untuk menuliskan semua data-data yang hendak dicari. Adapun tujuan yang hendak didapaatkan adalah untuk mengumpulkan data dan mengetahui jalannya proses pada periode tertentu. Check sheet juga dapat menjadi alat bantu dalam upaya melakukan pendokumentasian data. Biasanya, check sheet telah di desain untuk memudahkan seorang engineer dalam melakukan analisa terhadap suatu kecacatan secara langsung dengan cara mengelompokkan kecacatan berdasarkan tipe masing-masing kecacatan.
C A
D B
2 4
6 8
1 0 .0 2 0 .0
3 0 .0 4 0 .0
1 0 0 .0 9 0 .0
7 0 .0 4 0 .0
2 0
1 0
0
1 0 0
8 0
6 0
4 0
2 0
0
D efect C o unt P e rc e nt C um %
Percent
Count
P areto C h art for C 1
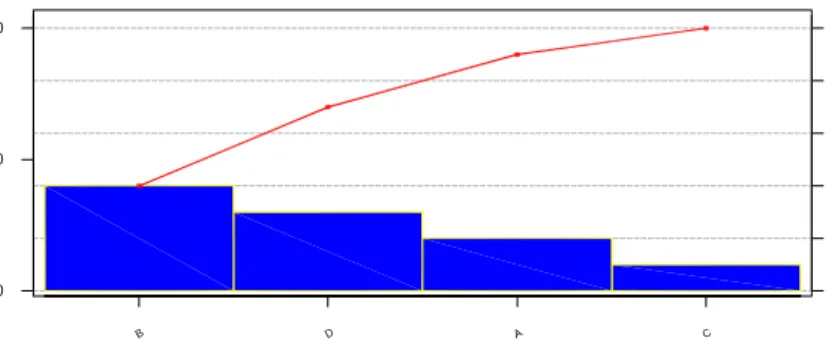
3. Pareto chart
Montgomery (1996) berpendapat bahwa pareto chart adalah suatu distribusi frekuensi sederhana yang akan dibedakan berdasarkan atribut dari masing-masing data. Diagram ini ditemukan oleh seorang ekonom berkebangsaan Italia bernama Vilfredo Pareto (1848-1923). Distribusi frekuensi yang terdapat dalam diagram pareto merupakan suatu probabilitas sehingga data yang ditampilkan akan dengan mudah untuk dianalisa. Tentunya tujuan akhir dari pembuatan diagram ini adalah menganalisa kecacatan yang paling sering terjadi beserta sumber-sumbernya. Hukum pareto yang sering digunakan dikenal dengan nama hokum 80-20. Dimana hukum ini mengatakan dengan menyelesaikan 20 persen penyebab tertinggi yang memiliki dampak 80 persen terhadap kecacatan yang terjadi. Dengan demikian diharapkan penanganan terhadap suatu kecacatan dapat dilakukan dengan tepat. Dalam bidang kualitas, diagram ini sangat membantu dalam upaya melakukan identifikasi kecacatan yang paling sering terjadi. Perlu diingat juga bahwa, diagram ini hanya berfungsi untuk mengidentifikasi jenis-jenis kecacatan dengan frekuensi tertinggi saja, bukan menunjukkan tipe kecacatan yang paling penting. Adapun contoh diagram dapat dilihat pada gambar 2.9.
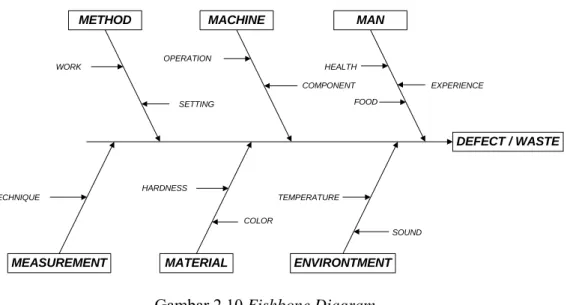
Gambar 2.9 Pareto Chart 4. Cause and effect diagram
Cause and effect diagram ditemukan oleh seseorang berkebangsaan Jepang bernama Ishikawa. Sehingga pada awalnya diagram ini dikenal dengan nama diagram ishikawa sebelum akhirnya lebih dikenal dengan nama diagram
DEFECT / WASTE METHOD
MATERIAL MACHINE
ENVIRONTMENT MAN
MEASUREMENT
TECHNIQUE WORK
SETTING OPERATION
COMPONENT
SOUND TEMPERATURE
HEALTH
FOOD
EXPERIENCE
COLOR HARDNESS
tulang ikan karena teksturnya yang mirip dengan tulang ikan. Diagram sebab akibat ini berfungsi untuk menganalisa dan menentukan faktor-faktor yang berpengaruh secara signifikan terhadap karakteristik kualitas. Montgomery(1996) menyatahkan bahwa diagram ini sekaligus juga digunakan untuk menemukan faktor-faktor penyebab kecacatan, dimana di dalamnya terdapat 6 unsur yaitu man, machine, method, material, measurement dan environment. Man adalah segala sesuatu penyebab kecacatan yang berasal dari sisi operator yang terlibat langsung dalam proses. Machine merupakan faktor-faktor yang menyebabkan terjadinya kecacatan yang berasal dari mesin yang digunakan sebagai penunjang proses produksi. Method adalah semua faktor penyebab kecacatan yang berasal dari metode kerja yang digunakan dalam proses produksi. Material merupakan faktor penyebab kecacatan yang berasal dari bahan baku yang digunakan dalam proses produksi. Measurement merupakan kecacatan yang terjadi karena cara pengukuran yang salah dalam suatu produksi. Sedangkan environment merupakan kecacatan yang disebabkan oleh lingkungan tempat terjadinya proses produksi.
Dalam hal ini lingkungan dapat berpengaruh secara langsung maupun secara tidak langsung.
Gambar 2.10 Fishbone Diagram