A-374
PENGARUH KONSENTRASI LARUTAN DAN WAKTU PELAPISAN NIKEL PADA ALUMINIUM TERHADAP KEKERASAN
Reny Afriany1, Kusmono2, R. Soekrisno2
1 Mahasiswa Pasca Sarjana Teknik Mesin, Jurusan Teknik Mesin dan Industri, Fakultas Teknik, Universitas Gadjah Mada Yogyakarta
2 Staf Pengajar Jurusan Teknik Mesin dan Industri, Fakultas Teknik, Universitas Gadjah Mada E-mail: reny.afriany@yahoo.com
ABSTRAK
Aluminium banyak digunakan dalam dunia industri karena sifatnya yang ringan, ketahanan korosi yang baik serta konduktivitas panas dan listrik yang tinggi. Kekerasannya yang tidak begitu tinggi dan penampilan yang kurang menarik perlu diperbaiki, yang salah satunya dengan melapisi aluminium dengan nikel melalui proses electroplating. Penelitian ini bertujuan untuk mengetahui pengaruh waktu pelapisan nikel pada aluminium dalam dua jenis larutan elektrolit yang berbeda pada proses electroplating. Aluminium dilapisi nikel dengan proses electroplating pada temperatur 30°C, kuat arus 0.4 A dengan variasi waktu pelapisan 10, 15 dan 20 menit dalam Larutan I ( 200 g/L nikel sulfat, 175 g/L nikel khloride, 40 g/L boric acid ) dan Larutan II ( 330 g/L nikel sulfat, 45 g/L nikel khloride, 38 g/L boric acid ). Setelah dilapisi, dilakukan pengujian kekerasan permukaan dengan menggunakan indentasi mikro Vickers dengan pembebanan 10 gram. Pelapisan nikel pada aluminium telah menyebabkan kenaikan kekerasan yang sangat signifikan, yakni pada Larutan I kenaikan tertinggi mencapai 730% ( 33 ke 241VHN0.01 ) dan pada Larutan II mencapai 766% ( 33 ke 253VHN0.01 ). Nilai kekerasan lapisan nikel pada Larutan II lebih besar dibanding Larutan I. Nilai kekerasan tertinggi pada Larutan I dan Larutan II ini diperoleh pada waktu pelapisan selama 15 menit. Pada waktu pelapisan 10 dan 15 menit terjadi peningkatan kekerasan permukaan, namun terjadi penurunan kekerasan permukaan untuk waktu pelapisan 20 menit.
Kata Kunci: Aluminium, Pelapisan Nikel, Larutan Elektrolit, Waktu, Kekerasan PENDAHULUAN
Logam aluminium yang dilapisi nikel telah banyak digunakan yang aplikasinya seperti pada piringan cakram harddisk komputer, koin, medali atau sebagai lapisan dasar sebelum lapisan krom dari aksesoris kendaraan yang terbuat dari aluminium seperti velg mobil. Dipilihnya aluminium karena sifatnya yang ringan dan ketahanan korosi yang baik, namun kekerasannya yang tidak begitu tinggi dan penampilan yang kurang menarik perlu diperbaiki, yang salah satunya dengan melapisi aluminium dengan nikel melalui proses electroplating. Pelapisan nikel sendiri telah banyak dilakukan, baik itu untuk meningkatkan ketahanan korosi, memperbaiki penampilan ataupun untuk meningkatkan kekerasan. Dalam penelitian ini akan dilihat bagaimana pengaruh konsentrasi larutan dan waktu pelapisan nikel terhadap kekerasan pada aluminium.
Pelapisan Nikel
Dalam proses elektrolisa nikel, terjadi reaksi pada katoda, yaitu proses reduksi dari ion nikel dengan bantuan elektron-elektron yang berasal dari sumber arus searah. Reaksi reduksi yang terjadi pada katoda sebagai berikut :
Ni2+ + 2e- → Ni 2H+ + 2e- → H2
Reaksi yang terjadi pada anoda sebagai-berikut : Ni → Ni2+ + 2e-
4OH- → O2 + 2H2O + 4e- 2Cl- → Cl2 + 2e-
Larutan Elektrolit
Larutan elektrolit merupakan media proses berlangsungnya electroplating. Pada pelapisan nikel, larutan elektrolitnya berupa larutan nikel sulfat. Ada beberapa jenis larutan elektrolit pada pelapisan nikel, dalam penelitian ini digunakan dua larutan dengan komposisi larutan yang sama dalam 1 liter air namun dengan konsentrasi larutan yang berbeda, seperti yang ditunjukkan dalam Tabel 1.
A-375
Tabel 1. Konsentrasi Larutan pada Nickel Plating
Komposisi
Jenis Larutan
Larutan I (Chloride-Sulfate) Larutan II (Watts) )ttWatts((chloride(ulfate)
g/L pH g/L pH
Nickel sulfate, NiSO4.6H2O 200
1.5 – 2.0
330
1.5 – 4.5 Nickel chloride, NiCl2.6H2O
NiCl .6H O
175 45
Boric acid, H3BO3 40 38
Garam nikel merupakan sumber logam pelapis dalam larutan. Peningkatan konsentrasi nickel sulfate mengikuti peningkatan rapat arus dan untuk distribusi pelapisan yang lebih baik (Lowenheim, 1978), sedangkan bila konsentrasi garam nikel rendah, maka permukaan lapisan akan terlihat seperti terbakar bila rapat arus tinggi dan efisiensi katoda menjadi rendah. Nickel chloride sebagai sumber ion chloride dibutuhkan untuk mencegah pasivity anoda dan ion chloride akan meningkatkan konduktivitas larutan. Lapisan yang dihasilkan dari larutan dengan konsentrasi nickel chloride yang tinggi adalah lebih halus permukaannya. Bila konsentrasi asam borat terlalu rendah, maka akan mengurangi aksi penyanggaan dalam lapisan katoda dan membuat sulitnya pengontrolan pH larutan (Napitupulu, 2005).
METODE
Bahan yang digunakan pada penelitian ini adalah logam aluminium yang banyak terdapat dipasaran berupa plat lembaran. Spesimen dibentuk lingkaran dengan diameter 14 mm dan tebal 2 mm sebanyak 9 spesimen untuk Larutan I dan 9 spesimen untuk Larutan II. Komposisi kimia (%) dari logam aluminium ini ditunjukkan dalam Tabel 2.
Tabel 2. Kandungan Komposisi Unsur Bahan (%)
Al Si Fe Cu Mn Zn
98.01 0.385 0.858 0.05 0.113 0.326
Spesimen aluminium sebelum proses electroplating dicelupkan dulu dalam larutan nitrit, larutan zinkcatte dan larutan soda api, proses pengerjaannya ditunjukkan pada Gambar 1.
3 X
Gambar 1. Proses Pengerjaan Aluminium sebelum Proses Elektroplating Proses Electroplating
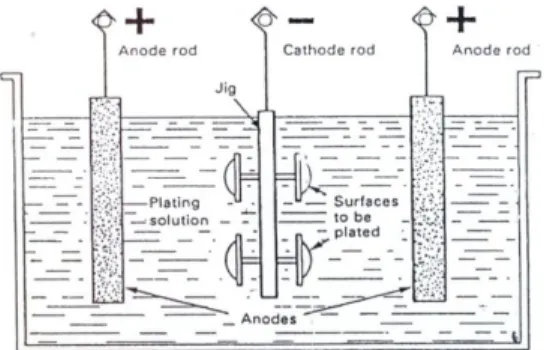
Spesimen yang telah siap selanjutnya dilakukan proses electroplating. Logam pelindung, yang dalam hal ini adalah nikel bertindak sebagai anoda dan aluminium sebagai logam yang akan dilapisi bertindak sebagai katoda seperti diperlihatkan pada Gambar 2, kedua elektroda tersebut dicelupkan dalam suatu elektrolit yang mengandung nikel sulfat. Arus listrik DC akan dialirkan pada larutan ini sehingga ion-ion dari larutan akan menempel pada permukaan aluminium. Untuk memperoleh hasil yang optimal, permukaan aluminium harus dalam kondisi bersih saat proses pelapisan berlangsung dan agar proses pelekatan ion-ion dari larutan elektrolit pada permukaan aluminium dapat berlangsung lebih merata, maka diberikan sirkulasi pada larutan elektrolit.
A-376
Gambar 2. Skema Proses Elektroplating (Malau, 2011)
Bahan-bahan untuk larutan elektrolit dilarutkan dengan menggunakan aquadest. Pada proses pelarutan, kondisi aquadest pada temperatur berkisar 60 – 80 °C, sehingga diharapkan dapat cepat larut dengan merata. Proses electroplating nikel ini dilakukan dalam dua jenis larutan. Pada jenis larutan I, aluminium sebagai katoda dan nikel sebagai anoda dicelupkan pada larutan elektrolit yang mengandung nikel sulfat 200 g/L dan nikel klorida 175 g/L. Proses pelapisan dikondisikan pada temperatur 30°C, kuat arus 0.4 A dan voltase 3,5 V, waktu pelapisan divariasikan pada 10, 15 dan 20 menit. Kemudian secara terpisah dilakukan juga proses pelapisan nikel dalam jenis larutan II yang mengandung nikel sulfat 330 g/L dan nikel klorida 45 g/L dengan kondisi temperatur, kuat arus, voltase dan variasi waktu pelapisan yang sama seperti pada pelapisan jenis larutan I.
Uji Kekerasan
Spesimen aluminium yang telah dilapisi nikel selanjutnya di uji kekerasan. Pengujian kekerasan menggunakan alat uji kekerasan micro Vickers dengan merek Buchler Micromet 2100 Series dengan beban indentor 10 gram. Permukaan spesimen terlebih dahulu dibuat rata dan halus sebelum diuji.
Permukaan atas dan bawah spesimen harus sejajar agar didapat hasil pengukuran kekerasan lebih presisi. Pengujian kekerasan dilakukan terhadap raw material (spesimen tidak mendapat perlakuan electroplating) dan setelah mendapat perlakuan electroplating. Kekerasan permukaan (VHN) bahan dicari dengan rumus:
VHN = 1,8542 D
F (kg/mm2) (1)
dengan :
F : beban indentasi (kg)
D : panjang diagonal injakan indentor (mm) PEMBAHASAN
Gambar 3a menunjukkan spesimen aluminium sebelum dilapisi. Spesimen aluminium yang dilapisi nikel dengan menggunakan Larutan I pada proses electroplating selama 15 menit ditunjukkan pada Gambar 3b dan Gambar 3c adalah spesimen aluminium yang dilapisi nikel dengan menggunakan Larutan II pada proses electroplating selama 15 menit. Hasil uji kekerasan aluminium sebelum dilapisi sebesar 33VHN0.01. Hasil uji kekerasan 18 spesimen aluminium yang telah dilapisi nikel ditunjukkan pada Tabel 3. Hubungan antara waktu pelapisan dan kekerasan proses electroplating pada Larutan I dan Larutan II diperlihatkan pada Gambar 4.
a b c Gambar 3. Spesimen Aluminium
A-377
Tabel 3. Kekerasan Lapisan Nikel pada Aluminium Waktu Pelapisan
(menit)
Spesimen VHN VHN Rata-rata
Larutan I Larutan II Larutan I Larutan II 10
1 209 229
208 228
2 208 235
3 207 220
15
1 247 256
241 253
2 245 255
3 231 249
20
1 227 231
230 235
2 236 237
3 228 237
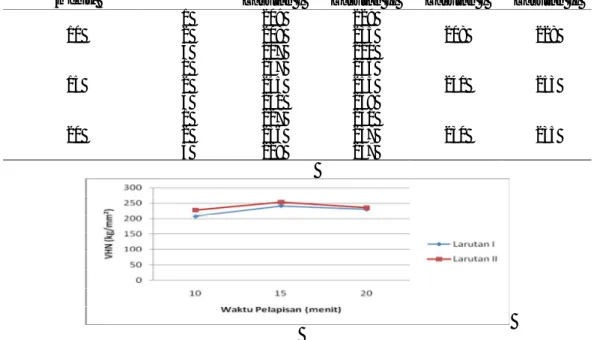
Gambar 4. Pengaruh Waktu Pelapisan terhadap Kekerasan
Dari Tabel 3 dapat diketahui bahwa kekerasan spesimen aluminium setelah dilapisi nikel meningkat sangat signifikan dibanding sebelum dilapisi nikel, peningkatan waktu pelapisan dari 10 sampai 15 menit akan meningkatkan kekerasan permukaan spesimen, namun mengalami penurunan kekerasan pada waktu 20 menit. Kekerasan tertinggi untuk Larutan I dan Larutan II terjadi pada waktu pelapisan 15 menit sebesar 241VHN0.01 dan 253VHN0.01. Terjadinya penurunan kekerasan ini kemungkinan disebabkan karena sifat jenuh yang dimiliki oleh ion-ion nikel untuk menempel pada permukaan spesimen yang mulai timbul pada waktu tertentu dalam proses electroplating, dimana dapat mengurangi ikatan lapisan sehingga mengakibatkan penurunan kekerasan lapisan. Dari Gambar 4 dapat dilihat bahwa pada kondisi semua waktu pelapisan, nilai kekerasan dari aluminium yang dilapisi nikel dengan menggunakan Larutan II lebih tinggi dari Larutan I. Jadi Larutan II lebih efektif di dalam pelapisan aluminium dengan nikel. Tingkat kekerasan lapisan nikel pada Larutan II tampak lebih baik dibanding Larutan I. Hal ini mungkin disebabkan karena tingkat konsentrasi nikel sulfat pada Larutan II yang lebih tinggi menyebabkan distribusi pelapisan menjadi lebih baik dan nikel klorida membantu meningkatkan konduktivitas larutan sehingga mobilitas ion-ion nikel menuju katoda untuk membentuk endapan menjadi optimum.
KESIMPULAN
Pelapisan nikel pada aluminium dapat meningkatkan nilai kekerasan aluminium. Peningkatan kekerasan mencapai 766% ( 33 ke 253VHN0.01 ), nilai kekerasan tertinggi ini dicapai pada waktu pelapisan 15 menit dan menggunakan Larutan II (Larutan Watts).
DAFTAR PUSTAKA
ASM Metals Handbook, 2000, Mechanical Testing and Evaluation, Volume 8.
Chandra, A.A., 2007, Pengaruh Variasi Waktu Celup Tembaga Proses Elektroplating Tembaga, Nikel dan Khrom terhadap Cacat Vibrous pada Aluminium 1100, Universitas Muhammadiyah Surakarta : Thesis
Callister, W.D, 2001, Fundamentals of Materials Science and Engineering, Canada, John Wiley &
Sons, Inc.
A-378
Gezerman, A.O., Corbacioglu, B.D., 2010, Analysis of the Characteristics of Nickel-Plating Baths, International Journal of Chemistry, Vol. 2 No.2.
Lowenheim, F.A., 1978, Electroplating, McGraw-Hill Book Company.
Malau, V., 2011, Perlakuan Permukaan, Universitas Gadjah Mada, Yogyakarta.
Napitupulu, R.A.M., 2005, Pengaruh Temperatur dan Waktu Pelapisan terhadap Laju Pelapisan Nikel pada Baja Karbon Rendah, Jurnal Teknik SIMETRIKA Vol. 4 No. 2 – Agustus 2005: 345 – 351
Norziana, 2010, High Speed Nickel Plating on Difficult to Plate Metal (Aluminium), Universiti Teknologi Malaysia : Master Thesis
Oloruntoba, D., Eghwubare, O., Oluwole, O., 2010, Effect of Some Process Variables on Nickel Electroplating of Low Carbon Steel, Leonardo Electronic Journal of Practices and Technologies.
Priyambodo, B.H., 2011, Pengaruh Kuat Arus terhadap Kekerasan, Struktur Mikro dan Laju Korosi Lapisan Chromate Coating pada Logam Aluminium, UGM, Yogyakarta : Master Thesis
Santosa, 2007, Pengaruh Parameter Proses Pelapisan Nikel terhadap Ketebalan Lapisan, Jurnal Teknik Mesin Vol. 9 No. 1 : 25-30
Van Vlack, L.H, 1982, Material For Engineering, USA, Addison-Wesley Publishing Company, Inc.