TUGAS AKHIR
SISTEM PEMASANG LAKBAN PADA PROTOTIPE MESIN PACKAGING
Diajukan untuk memenuhi salah satu syarat memperoleh gelar Sarjana Teknik pada
Program Studi Teknik Elektro
Fakultas Sains dan Teknologi Universitas Sanata Dharma
Disusun oleh:
ALOISIUS RABATA KRISSTIADI DWIANTORO NIM : 165114027
JURUSAN TEKNIK ELEKTRO FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS SANATA DHARMA 2020
FINAL PROJECT
CARTON SEALER SYSTEM ON PROTOTYPE PACKAGING MACHINE
In a partial fulfilment of the requirements for the degree of Sarjana Teknik Department of Electrical Engineering
Faculty of Science and Technology, Sanata Dharma University
ALOISIUS RABATA KRISSTIADI DWIANTORO NIM : 165114027
DEPARTEMENT OF ELECTRICAL ENGINEERING FACULTY OF SCIENCE AND TECHNOLOGY
SANATA DHARMA UNIVERSITY
2020
iii
LEMBAR PERSETUJUAN TUGAS AKHIR
SISTEM PEMASANG LAKBAN PADA PROTOTIPE MESIN PACKAGING
(CARTON SEALER SYSTEM ON PROTOTYPE PACKAGING MACHINE)
Disusun oleh:
ALOISIUS RABATA KRISSTIADI DWIANTORO NIM : 165114027
Pembimbing I
Ir. Tjendro, M.Kom. Tanggal:……….
iv
LEMBAR PENGESAHA TUGAS AKHIR
SISTEM PEMASANG LAKBAN PADA PROTOTIPE MESIN PACKAGING
(CARTON SEALER SYSTEM ON PROTOTYPE PACKAGING MACHINE)
Disusun oleh:
ALOISIUS RABATA KRISSTIADI DWIANTORO NIM : 165114027
Telah dipertahankan di depan tim penguji pada tanggal:
Dan dinyatakan memenuhi syarat.
Susunan Panitia Penguji:
Nama Lengkap Tanda tangan Ketua : Ir. Theresia Prima Ari Setiyani,M.T. ...
Sekretaris : Ir. Tjendro,M.Com. ...
Anggota : Petrus Sentyo Prabowo,S.T.,M.T. ...
Yogyakarta,
Faultas Sains dan Teknologi Universitas Sanata Dharma Dekan,
Sudi Mungkasi, S.Si, M.Math.SC.,Ph.D.
v
PERNYATAAN KEASLIAN KARYA
Saya menyatakan dengan sesungguhnya bahwa tugas akhir ini tidak memuat karya atau bagian karya orang lain, kecuali yang telah disebutkan dalam kutipan dan daftar pustaka sebagaimana layaknya karya ilmiah.
Yogyakarta, 28 Januari 2021
Aloisius Rabata Krisstiadi Dwiantoro
vi
HALAMAN PERSEMBAHAN DAN MOTTO HIDUP
“WAKTU TERINJAK TERHEMPAS”
“TETAP SEMANGAT”
Skripsi ini saya persembahkan kepada
Tuhan Yesus Kristus
Bapak, Ibu, Kakak, Adik dan simbah uti Parjo
vii
LEMBAR PERNYATAAN PERSETUJUAN PUBLIKASI KARYA ILMIAH UNTUK KEPENTINGANAKADEMIS
Yang bertanda tangan di bawah ini, saya mahasiswa Universitas Sanata Dharma :
Nama :
ALOISIUS RABATA KRISSTIADI DWIANTORO
Nomor Mahasiswa :
165114027
Demi pengembangan ilmu pengetahuan, saya memberikan kepada Perpustakaan Universitas Sanata Dharma karya ilmiah saya yang berjudul :
SISTEM PEMASANG LAKBAN PADA PROTOTIPE MESIN PACKAGING
beserta perangkat yang diperlukan (bila ada). Dengan demikian saya memberikan kepada Perpustakaan Universitas Sanata Dharma hak untuk menyimpan, mengalihkan dalam bentuk media lain, mengelolanya dalam bentuk pangkalan data, mendistribusikan secara terbatas, dan mempublikasikannya di Internet atau media lain untuk kepentingan akademis tanpa perlu meminta ijin dari saya maupun memberikan royalti kepada saya selama tetap
mencantumkan nama saya sebagai penulis.
Demikian pernyataan ini yang saya buat dengan sebenarnya.
Yogyakarta, 28 Januari 2021
Aloisius Rabata Krisstiadi Dwiantoro
viii
INTISARI
Pemasangan lakban pada kardus dalam proses pengemasan produk biasa dilakukan secara manual. Dengan membuat sistem otomasi pada proses pemasangan lakban akan menghemat waktu dan tenaga kerja. Maka dibuatlah sistem pemasangan lakban secara otomatis dengan control PLC agar lebih mudah saat melakukan proses.
Sistem pemasagan lakban dikonrol menggunakan PLC OMRON CP1E-N40SDR-A.
Pada sistem ini memiliki penggeser untuk mendorong kardus menuju konveyor. Penggeser akan digerakkan oleh motor DC yang dipicu oleh limit switch. Setelah memasuki konveyor kardus akan terlakban dengan sendirinya menggunakan alat pemasang lakban. Lakban pada alat pemasang digerakan oleh roller supaya dapat merekat pada kardus dengan baik. Panjang lakban semakin lama akan berkurang dan akan dideteksi oleh photoelectric sensor ketika proses pemasangan lakban, serta akan muncul indikator pada HMI OMRON NB10W- TW10B ketika lakban sudah mencapai batas harus segera diganti.
Hasil dari pengujian sistem pemasangan lakban berhasil dengan beberapa kekurangan pada sistem mekanis yang ada. Koneksi antaran input, ountput, PLC, dan HMI berjalan dengan baik. Photoelectric sensor dapat mendeteksi kardus dengan baik, sehingga dapat ditampilkan pada HMI.
Kata kunci : Lakban, kardus, packaging, PLC, HMI, limit switch, photoelectric sensor
ix
ABSTRACT
Installation of duct tape on the cardboard in the product packaging process is usually done manually. By creating an automation system in the duct tape installation process, it will save time and labor. Then an automatic duct tape installation system was created with PLC control to make it easier to carry out the process.
The duct tape installation system is controlled using the OMRON CP1E-N40SDR- A PLC. This system has a slider to push the cardboard onto the conveyor. The slider will be driven by a DC motor which is triggered by the limit switch. After entering the cardboard conveyor, it will be done by itself using the duct tape. The tape on the mounting device is moved by a roller so that it can adhere to the cardboard properly. The length of the duct tape will decrease over time and will be detected by the photoelectric sensor when the duct tape is applied, and an indicator will appear on the HMI OMRON NB10W-TW10B when the tape has reached the limit and must be replaced immediately.
The results from testing the duct tape installation system are still with several deficiencies in the existing mechanical systems. The connection between input, output, PLC, and HMI works well. Photoelectric sensors can detect the cardboard well, so that it can be displayed on the HMI.
Keywords: Duct tape, cardboard, packaging, PLC, HMI, limit switches, photoelectric sensors
x
KATA PENGANTAR
Puji syukur kepada Tuhan Yang Maha Esa atas segala rahmat dan karunia-Nya sehingga penulis dapat menyelesaikan Tugas akhir dengan judul “Sistem Memasang Lakban Pada Prototipe Mesin Packaging ” yang berjalan dengan baik dan lancar.
Tugas akhir ini merupakan salah satu syarat untuk memperoleh gelar Sarjana Teknik bagi mahasiswa jurusan Teknik Elekreo di Universitas Sanata Dharma Yogyakarta. Dalam pengerjaan tugas akhir ini penulis mendapat bantuan dan dukungan dari berbagai pihak sehinga dapat diselesaikan dengan baik. Oleh karena itu, penulis ingin mengucapkan terimakasih kepada:
1. Tuhan Yesus Kristus yang selalu memberi kekuatan dan kesehatan serta berkenan mendampingi dalam setiap langkah kami.
2. Orang tua dan keluarga tercinta selalu memberikan dukungan dalam hal moral dan juga materi.
3. Bapak Ir. Tjendro, M.Kom.,selaku dosen pembimbing dan Ketua Program Studi Teknik Elektro Universitas Sanata Dharma Yogyakarta yang membimbing dengan penuh kesabaran memberi ide dan saran dalam masa pengerjaan proposal hingga tugas akhir ini.
4. Bapak Agustinus Bayu Primawan D.Tech.Sc dan Dr. Linggo Sumarno, selaku Dosen pembimbing akademik yang selalu memberi dukungan dan perhatian.
5. Seluruh dosen dan laboran Teknik Elektro yang dengan sabar memberi pengetahuan yang lebih.
6. Saudara-saudari keluarga Teknik Elektro angkatan 2016 yang telah banyak berbagi kebersamaan selama masa perkuliahan dan selama masa pengerjaan tugas akhir.
7. Mas Yason dan bengkel Son’s Workshop yang sudah direpotkan selama masa pengerjaan alat tugas akhir.
8. Pandu Prasasya yang bersama berjuang untuk menyelesaikan TA bersama-sama.
9. Segenap penghuni kost abu-abu, kost krisna 2, dan kost kost lainnya yang telah bersedia menampung dan direpotkan.
10. Dan semua pihak yang tidak dapat dsebutkan satu persatu yang telah memberikan bantuan dalam bentuk materi dan moral dalam menyelesaikan perkuliahan dan tugas akhir ini.
xi
Dengan segala hormat dan rendah hati, penulis menyadari penulisan Tugas Akhir ini masih jauh dari sempurna. Oleh karena itu, kritik dan saran yang berkaitan dan membangun sangat diharapkan sehingga Tugas Akhir ini dapat dikembangkan lebih lanjut. Semoga tugas akhir ini berguna bagi pembaca, masyarakat dan bagi yang membutuhkan. Terima kasih.
Yogyakarta, 28 Januari 2021 Penulis,
Aloisius Rabata Krisstiadi Dwiantoro
xii
DAFTAR ISI
LEMBAR JUDUL (BAHASA INDONESIA) ... i
LEMBAR JUDUL (BAHASA INGGRIS) ... ii
LEMBAR PERSETUJUAN ... iii
LEMBAR PENGESAHA ... iv
PERNYATAAN KEASLIAN KARYA ... v
HALAMAN PERSEMBAHAN DAN MOTTO HIDUP ... vi
LEMBAR PERNYATAAN PERSETUJUAN PUBLIKASI KARYA ILMIAH ... vii
INTISARI ... viii
ABSTRACT ... ix
KATA PENGANTAR ... x
DAFTAR ISI ... xii
DAFTAR GAMBAR ... xv
DAFTAR TABEL ... xvii
BAB I ... 1
PENDAHULUAN ... 1
1.1. Latar Belakang ... 1
1.2. Tujuan dan Manfaat ... 2
1.3. Batasan Masalah ... 2
1.4. Metode Penelitian ... 2
Gambar 1.1. Blok diagram sistem ... 3
BAB II ... 4
DASAR TEORI ... 4
2.1. Programmable Logic Controllers (PLC) ... 4
2.1.1. Komponen-komponen Utama PLC [6] ... 4
2.1.2. Diagram Ladder [7] ... 5
2.2. Fungsi Logika [8] ... 6
2.3. PLC OMRON CP1E ... 7
2.4. HMI (Human Machine Interface) ... 8
2.5. RS-232 [10] ... 8
2.6. Motor DC [11] ... 9
2.7. Konveyor [12] ... 9
xiii
2.8. Motor Stepper ... 10
2.9. Sensor Fotoelektrik ... 10
2.10. Relay [16] ... 12
2.11. Silinder Pneumatik ... 12
2.12. Solenoid Valve ... 13
BAB III ... 14
RANCANGAN PENELITIAN ... 14
3.1. Blok Diagram ... 14
3.2. Perancangan Programmable Logic Controller (PLC) ... 15
3.3. Perancangan Prototipe ... 16
3.3.1. Perancangan Penggeser Kardus... 17
3.3.2. Perancangan Pemasang Lakban ... 17
3.3.3. Perancangan Konveyor ... 18
3.3.4. Perancangan Posisi Sensor ... 18
3.4. Perancangan Tampilan Human Machine Interface (HMI) ... 20
3.5. Perancangan Flowchart ... 21
3.5.1. Perancangan Flowchart Utama ... 21
3.5.2. Perancangan Flowchart Proses Pemasangan Lakban Bagian Bawah Kardus ... 22
3.5.3. Perancangan Flowchart Proses Pemasangan Lakban Bagian Atas Kardus ... 23
BAB IV ... 25
HASIL DAN PEMBAHASAN ... 25
4.1. Perubahan Perancangan ... 25
4.1.1. Pemasangan Lakban ... 25
4.1.2. Penggeser Kardus ... 25
4.1.3. Dimensi Alat ... 26
4.1.4. Posisi dan Fungsi Sensor ... 27
4.1.5. Konveyor ... 27
4.1.6. Perubahan Tampilan Monitoring pada HMI ... 28
4.2. Implementasi Hardware ... 29
4.3. Implementasi Software ... 31
4.3.1. Tombol On dan Off ... 31
4.3.2. Tombol Start, Stop, dan Reset ... 32
4.3.3. Indikator Proses Melakban ... 33
xiv
4.3.4. Tombol Reset Lakban dan Indikator Lakban ... 34
4.3.5. Jumlah Kardus ... 35
4.4. Hasil Pengamatan Sistem ... 42
4.4.1. Data Pengamatan HMI ... 42
4.4.2. Data Pengamatan Proses Pemasangan Lakban... 46
4.4.3. Hasil Pengamatan Sub Sistem ... 47
4.4.4. Analisis Hardware Keseluruhan Sistem ... 48
BAB V ... 51
KESIMPULAN DAN SARAN ... 51
5.1. Kesimpulan ... 51
5.2. Saran ... 51
DAFTAR PUSTAKA ... 52
LAMPIRAN ... 55
xv
DAFTAR GAMBAR
Gambar 1.1. Blok diagram sistem ... 3
Gambar 2.1. Normally open contact [23] ... 5
Gambar 2.2. Normally closed contact [24] ... 5
Gambar 2.3. Ladder diagram logika AND ... 6
Gambar 2.4. Ladder diagram logika OR ... 6
Gambar 2.5. Ladder diagram logika NOT ... 6
Gambar 2.6. Ladder diagram logika NAND ... 7
Gambar 2.7. Ladder diagram logika NOR ... 7
Gambar 2.8. Ladder diagram logika XOR ... 7
Gambar 2.9. Programmable Logic Controller [25] ... 7
Gambar 2.10. HMI [26] ... 8
Gambar 2.11. Port RS-232 [27] ... 8
Gambar 2.12. Motor DC. [28] ... 9
Gambar 2.13. Konveyor [29] ... 10
Gambar 2.14. Motor stepper [30] ... 10
Gambar 2.15 Retroreflektive [22] ... 11
Gambar 2.16. Through-beam [22] ... 11
Gambar 2.17. Diffuse [22] ... 12
Gambar 2.18. Relay [21] ... 12
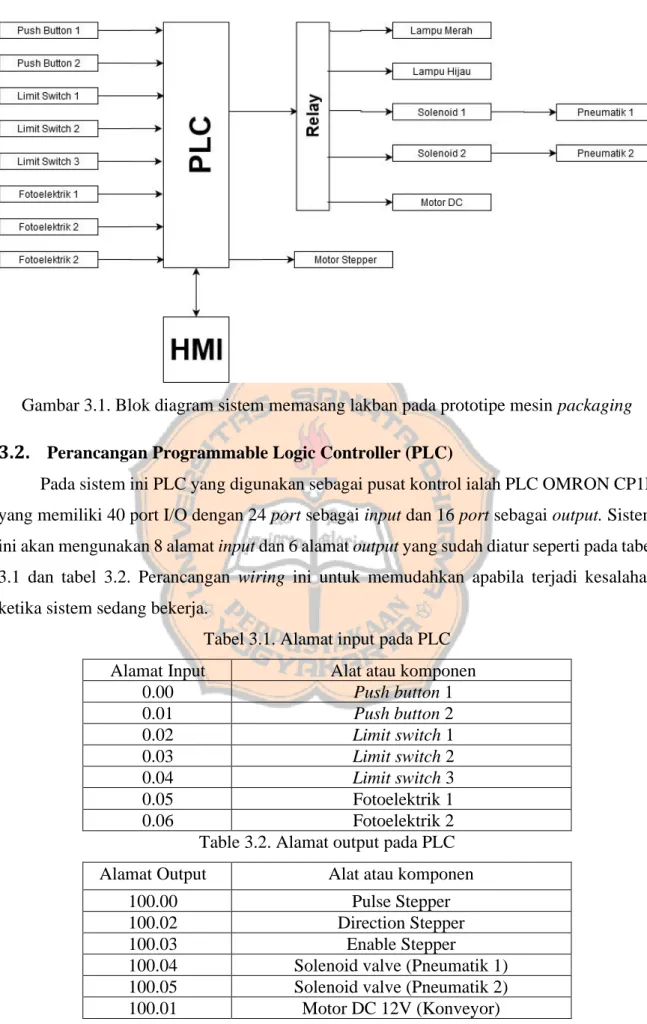
Gambar 3.1. Blok diagram sistem memasang lakban pada prototipe mesin packaging ... 15
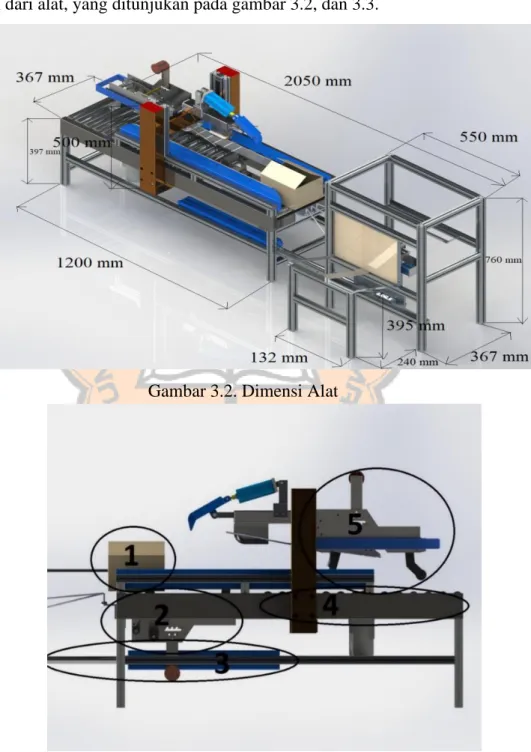
Gambar 3.2. Dimensi Alat ... 16
Gambar 3.3. Mesin Tampak Samping ... 16
Gambar 3.4. Perancangan pengeser kardus ... 17
Gambar 3.5. Dimensi kardus ... 17
Gambar 3.6. Perancangan pemasang lakban ... 18
Gambar 3.7. Perancangan konveyor ... 18
Gambar 3.8. Letak sensor ... 19
Gambar 3.9. Letak sensor ... 19
Gambar 3.10. Tampilan menu utama ... 20
Gambar 3.11. Tampilan monitoring ... 21
Gambar 3.12 Flowchart utama ... 22
xvi
Gambar 3.13. Flowchart proses memasang lakban pada bagian bawah kardus ... 23
Gambar 3.14. Flowchart proses memasang lakban pada atas bawah kardu ... 24
Gambar 4.1. Pemasangan lakban ... 25
Gambar 4.2. Penggeser kardus ... 26
Gambar 4.3. Rangkaian relay ... 26
Gambar 4.4. dimensi alat ... 27
Gambar 4.5. Posisi limit switch ... 27
Gambar 4.6. konveyor ... 28
Gambar 4.7. Tamilan monitoring ... 28
Gambar 4.8. Posisi motor dc dan limit switch ... 29
Gambar 4.9. sensor fotoelektrik ... 30
Gambar 4.10. konveyor tampak atas ... 30
Gambar 4.11. Pemasang lakban ... 31
Gambar 4.12. Diagram ladder tombol on dan off... 32
Gambar 4.13. Menu utama ... 32
Gambar 4.14. Diagram ladder tombol start dan stop ... 32
Gambar 4.15 . diagram ladder tombol reset ... 33
Gambar 4.16. Tombol start, stop, dan reset pada tampilan HMI ... 33
Gambar 4.17. diagram ladder indikator proses melakban ... 33
Gambar 4.18. Indikator proses melakban pada tampilan HMI... 34
Gambar 4.19. tombol reset lakban dan indikator lakban ... 34
Gambar 4.20. tombol reset lakban dan indikator lakban pada tampilan HMI... 35
Gambar 4.21. memori jumlah kardus ... 35
Gambar 4.22. kotak jumlah kardus pada tampilan HMI ... 35
Gambar 4.23. Tampilan HMI yang memperlihatkan lakban harus diganti ... 45
Gambar 4.24. Penggeser kardus ... 48
Gambar 4.25. Pemasang lakaban ... 49
Gambar 4.26. roller tidak berfungsi sesuai keinginan. ... 49
Gambar 4.27. roller tidak berfungsi sesuai keinginan. ... 50
Gambar 4.28. contoh hasil percobaan ... 50
xvii
DAFTAR TABEL
Tabel 2.1. Konfigurasi pin konektor RS232 ... 9
Tabel 3.1. Alamat input pada PLC ... 15
Table 3.2. Alamat output pada PLC ... 15
Tabel 3.3. Fungsi sensor ... 19
Tabel 4.1. Fungsi tombol pada HMI... 28
Tabel 4.2. Pemrograman HMI ... 36
Tabel 4.3. Data percobaan HMI proses pelipatan kardus ... 42
Tabel 4.4. Data pengamatan komponen I/O proses pelipatan kardus ... 46
Tabel 4.5. Data pengamatan tegangan pada komponen input ... 47
1
BAB I
PENDAHULUAN
1.1. Latar Belakang
Kemasan merupkan hal yang sangat penting di dunia industri. Selain digunakan sebagai pelindung terhadap produk, kemasan juga berguna sebagai media pemasaran [1].
Bahan (material) kemasan adalah salah satu media pemasaran yang mempegaruhi minat beli konsumen [2]. Salah satu bahan kemasan adalah karton (kardus). Kardus sudah digunakan oleh banyak industri, mulai dari industri rumah tangga hingga industri dengan skala besar.
Penggunaan kardus dalam dunia industri sudah berkembang dengan pesat. Kebutuhan akan keamanan barang produksi sangat diprioritaskan, tetapi masih banyak industri yang menggunakan manusia sebagai operator dalam proses pengepackan barang (packaging).
Menurunnya performa dan tingkat ketelitian manusia ketika bekerja dalam waktu yang lama akibat kelelahan menyebabkan hasil pemasangan lakban pada kardus tidak rapi dan dapat mengakibatkan kerusakan pada kardus ataupun isi dari kardus.
Sistem otomasi adalah sekumpulan komponen yang saling berhubungan dan membentuk suatu mesin sebagai pengganti manusia tanpa mengabaikan keselamatan [3].
Sistem ini penting dipakai dalam dunia indusri karena sangat membantu kinerja industri tersebut. Dengan adanya sistem otomasi pada suatu industri akan meningkatkan kinerja dan hasil packaging pada industri tersebut. Mesin-mesin pada industri mampu bekerja secara cepat, tepat, dan otomatis, sehingga hasil produksi lebih baik. Berdasarkan latar belakang tersebut pada Tugas Akhir (TA) ini akan membuat sistem pemasangan lakban pada prototipe mesin packaging menggunakan PLC OMRON CP1E sebagai kontroler dan HMI sebagai interface antara operator dan prototipe mesin packaging.
PLC digunakan sebagai pengganti sistem kontrol konvensional. PLC digunakan karena memiliki kelebihan, seperti pengkabelan lebih sedikit, pengecekan sistem jika ada kerusakan lebih mudah, pemrograman ulang relatif cepat, biaya yang lebih murah. Dan digunakan sebagai pengganti relay kontrol, timer / counter, pengganti pengontrol PCB card, dan mesin control [4]. Pada sistem ini PLC menerima data dari sensor untuk mengendalikan konveyor dan solenoid. HMI menggunakan perangkat keras yang terhubung dengan PLC yang digunakan sebagai inputan tombol dan penghitungan kardus.
1.2. Tujuan dan Manfaat
Tujuan dari penelitian ini adalah :
1. Membuat sistem pemasang lakban kardus pada prototipe mesin packaging.
2. Membuat HMI sebagai interface operator dengan sistem.
3. Menghitung berapa kardus yang dapat dilakban dengan 1(satu) rol lakban.
4. Menghitung kecepatan proses pemasangan lakban.
Manfaat dari penelitian ini adalah :
1. Mempermudah manusia dalam hal memasang lakban pada kardus 2. Mempercepat proses pemasangan lakban.
1.3. Batasan Masalah
Adapun beberapa batasan masalah dari penelitian ini guna menghindari pelebaran masalah yang tidak sesuai dengan rancangan antara lain :
1. Menggunakan PLC OMRON CP1E sebagai mikrokontroler.
2. Menggunakan HMI sebagain interface.
3. Menggunakan konveyor untuk menggerakan kardus.
4. Menggunakan motor stepper untuk menggerakan pendorong sehingga kardus memasuki konveyor.
5. Menggunakan pisau sebagai pemotong lakban.
6. Ada 2 lakban yang diletakkan di bagian bawah dan atas konveyor.
7. Menggunakan photoelectric untuk mengaktifkan pemotong.
8. Rol untuk merekatkan lakban pada kardus.
1.4. Metode Penelitian
Berdasarkan tujuan yang ingin dicapai maka menggunakan metode :
1. Studi literatur yaitu, mempelajari referensi tentang komonen-komponen yang akan digunakan seperti; PLC, motor DC, motor stepper, konveyor, sensor, dsb. Serta mengumpulkan jurnal yang terkait.
2. Perancangan perangkat keras, serta perangkat lunak seperti diagram ledder pada PLC dan HMI untuk kendali konveyor dan motor pendorong. Tahapan ini untuk mencari bentuk paling optimal dari sistem yang dibuat dengan mempertimbankan faktor permasalahan dan keterbatasan komponen, seperti pada gambar 1.1.
3. Pembuatan perangakat keras dan lunak. Berdasarkan dari gambar 1.1, maka perangkat keras yang dibuat adalah konfigurasi antara input dengan PLC, PLC dengan output, relay dengan motor DC, dan pompa angin dengan silinder pneumatik, serta kerangka mekaniknya.
Pembuatan perangkat lunak dengan kerja sistem seperti berikut, sensor mendeteksi kardus yang sudah ditutup bagian bawahnya, data dari sensor dikirim ke PLC yang sudah terdapat program ladder diagram untuk mengaktifkan motor stepper. Motor stepper menggerakkan kardus supaya melakukan proses pemasangan lakban bagian bawah serta memasuki konveyor untuk melakukan proses pemasangan lakban bagian atas. HMI digunakan untuk pemantauan dan kontrol pada mesin melalui PLC.
Gambar 1.1. Blok diagram sistem
4. Uji coba dan pengambilan data untuk menguji prototipe yang sudah dibuat sehingga dapat dilihat hasil kerjanya. Data yang diambil berupa konsumsi daya dan kecepatan proses pemasangan lakban. Serta berapa kardus yang dapat terlakban dengan 1 rol lakban.
5. Analisis dan kesimpulan dari hasil uji coba. Analisis data dilakukan dengan menganalisa konsumsi daya pada sistem ini. Penyimpulan hasil percobaan dilakukan dengan melihat presentase keberhasilan sistem. Indikator keberhasilan sistem adalah mampu memasang lakban pada kardus dengan rapi serta mampu menghitung berapa kardus yang dapat terlakban dengan 1 rol lakban.
4
BAB II
DASAR TEORI
Bab ini menjelaskan tentang komponen utama yang akan digunakan pada penelitian
“Sistem Pemasang Lakban Pada Prototipe Mesin Packaging”. Komponen-komponen yang digunakan antara lain: Programmable Logic Controllers (PLC), Human Machine Interface (HMI), Fotoelektrik, Relay, Pneumatik, Solenoid valve, Motor Stepper dan Motor DC.
2.1. Programmable Logic Controllers (PLC)
Programmable Logic Controllers (PLC) adalah peranggkat elektronik digital dengan memori yang dapat diatur untuk melaksanakan perintah berupa fungsi-fungsi seperti fungsi logika, sekuen, timing, counting, dan aritmatika untuk mengontrol suatu sistem supaya sesuai keinginan[5]. PLC juga merupakan sistem kontrol berdasarkan CPU yang menggunakan perangkat keras dan memori untuk mengendalikan proses. Sistem kontrol sebagai pengganti hardware relay dan timer logic[8].
2.1.1. Komponen-komponen Utama PLC [6]
PLC memiliki beberapa komponen utama yaitu sebagai berikut:
a. Catu Daya
Catu daya memiliki fungsi sebagai sumber daya untuk komponen yang terdapat pada PLC. Catu daya pada PLCdapat berupa 24 VDC atau 220 VAC.
b. CPU (Central Processing Unit)
CPU merupakan otak dari PLC, berisi mikroprosesor yang berfungsi untuk memproses program, menyimpan dan mengambil data dari memori, membaca nilai input dan mengatur nilai output, memeriksa kerusakan, melakukan operasi-operasi matematis, manipulasi data, tugas-tugas diagnostik, serta melakukan komunikasi dengan perangkat lain.
c. Memori
Memori merupakan tempat penyimpanan data program yang akan dieksekusi oleh prosesor.
d. Modul I/O
Modul I/O adalah perantara antara PLC dengan perangkat keras masukan dan keluaran. Berfungsi untuk mengubah sinyal-sinyal masukan dari perangkat keras menjadi sinyal yang sesuai dengan tegangan kerja PLC.
e. Perangkat Pemrograman
Perangkat pemrograman merupakan perangkat yang terhubung dengan PLC, berfungsi untuk membuat dan mengedit program yang akan dikirim ke PLC.
2.1.2. Diagram Ladder [7]
Ladder diagram (diagram ladder/tangga) adalah metode untuk memrogram PLC. PLC merupakan perkembangan dari relay logic control yang menggunakan bahasa pemrograman relay ladder logic. Beberapa hal perlu dalam memrogram PLC menggunakan diagram ledder, yaitu program dibaca dari kiri ke kanan dan dari atas ke bawah, rung tidak boleh diakhiri tanpa output, input(contact) dan output(coil) ditampilkan dalam kondisi normal dan didefinisi dengan alamat.
Pada diagram ladder terdapat normal contack yang mengacu pada konsep NO (Normally Open) dan NC (Normally Closed) dari relay contact, yang terdapat pada gambar2.1 dan gambar 2.2.
a. Normally Open (NO)
Contact ini menandakan keadaan relay yang dalam keadaan normal dalam kondisi terbuka, dan akan terhubung jika relay mendapat tegangan.
Gambar 2.1. Normally open contact [23]
b. Normally Closed (NC)
Contact ini menandakan keadaan relay yang dalam keadaan normal dalam kondisi terhubung, dan akan terbuka jika relay mendapat tegangan.
Gambar 2.2. Normally closed contact [24]
2.2. Fungsi Logika [8]
Pada PLC terdapat beberapa instruksi dasar yang digunakan dalam menyusun diagram ladder. Instruksi ini merupakan rangkaian dari satu atau beberapa masukan. Instruksi tersebut digambarkan dengan saklar atau kontak.
a. AND
Logika AND adalah kondisi dimana dua saklar dihubungkan secara seri, untuk menghasilkan keluaran maka kedua saklar harus dalam kondisi tertutup. Berikut bentuk ladder logika AND terdapat pada gambar 2.3.
Gambar 2.3. Ladder diagram logika AND b. OR
Logika OR adalah kondisi dimana dua saklar dihubungkan secara pararel, untuk menghasilkan keluaran maka salah satu saklar atau keduanya dalalam kondisi tertutup.
Berikut bentuk ladder logika OR terdapat pada gambar 2.4.
Gambar 2.4. Ladder diagram logika OR c. NOT
Logika NOT adalah kondisi dimana sebuah saklar dalam keadaan normal menghasilkan keluaran, ketika diberi masukan akan saklar akan terbuka. Berikut bentuk ladder logika NOT terdapat pada gambar 2.5.
Gambar 2.5. Ladder diagram logika NOT d. NAND
Logika NAND adalah kondisi dimana dua saklar NOT dihubungkan secara seri, untuk menghasilkan keluaran maka kedua saklar harus dalam kondisi normal tanpa diberi masukan. Berikut bentuk ladder logika NAND terdapat pada gambar 2.6.
Gambar 2.6. Ladder diagram logika NAND e. NOR
Logika NOR adalah kondisi dimana dua saklar NOT dihubungkan secara pararel, hanya tidak menghasilkan keluaran ketika kedua saklar mendapatkan masukan. Berikut bentuk ladder logika NOR terdapat pada gambar 2.7.
Gambar 2.7. Ladder diagram logika NOR f. XOR
Logika XOR adalah kondisi dimana empat buah kombinasi saklar NC dan NO yang dihubung secara seri dan pararel dan untuk menghasilkan keluaran ketika salah satu dari kedua input bernilai 1, Berikut bentuk ladder logika XOR terdapat pada gambar 2.8.
Gambar 2.8. Ladder diagram logika XOR 2.3. PLC OMRON CP1E
PLC OMRON CP1E pada gambar 2.9 dapat bekerja ketika sudah diprogram menggunakan perangkat lunak yang disebut CX-Programmer. PLC jenis ini memiliki beragam jumlah input/output, ada yang berjumlah 10, 14, 20, 30, 40, hingga 60 IO.
Gambar 2.9. Programmable Logic Controller [25]
2.4. HMI (Human Machine Interface)
HMI (Human Machine Interface) merupakan perangkat antar muka berupa Graphical User Interface berbasis komputer yang berfungsi sebagai penghubung antara operator dengan mesin atau peralatan yang dikendalikan. HMI berfungsi untuk menampilkan, mengawasi, dan mengontrol proses yang sedang berlangsung[9]. Pengkoneksian HMI dengan PLC dapat menggunakan kabel RS232 untuk berkomunikasi. HMI ditunjukkan pada gambar 2.10
Gambar 2.10. HMI [26]
2.5. RS-232 [10]
RS-232 adalah perangkat serial Asychronous Communication Interface Adapter yang dapat mengirimkan 1 bit data melalui 1 kabel. Pengiriman dan juga penerimaan data berupa tegangan. Agar dapat berkomunikasi melalui RS-232, hal yang harus dilakukan adalah menentukan dimana memori data akan disimpan atau dikirim, sesuai dengan alamat pada PLC dan HMI.
Konfigurasi pin RS232 dapat dilihat pada gambar 2.11 dan tabel 2.1.
Gambar 2.11. Port RS-232 [27]
Tabel 2.1. Konfigurasi pin konektor RS232 Pin Singkatan Keterangan
1. DCD Carrier Detect
2. RxD Receive Data
3. TxD Transmit Data
4. DTR Data Terminal Ready
5. GND Ground
6. DSR Data Set Ready
7. RTS Request To Send
8. CTS Clear To Send
9. RI Ring Indicator
2.6. Motor DC [11]
Motor DC atau motor arus searah adalah mesin yang memiliki fungsi untuk mengubah tenaga listrik arus searah (listrik DC) menjadi tenaga gerak/gaya. Motor DC bekerja dengan prinsip kawat yang dialiri arus listrik diletakan dalam medan magnet (U-S). Gaya yang dihasilkan oleh motor DC sama besar dengan kekuatan medan magnet, arus listrik, dan panjang kawat. Arah gaya dipengaruhi oleh arah arus listrik dan arah medan magnet. Motor DC memiliki beberapa jenis motor DC yaitu motor DC shunt, motor DC seri, dan motor DC kompon. Masing-masing motor DC memiliki 2 bagian utama yaitu stator dan rotor. Stator adalah penghasil medan magnet dan rotor adalah bagian motor yang bergerak.
Gambar 2.12. Motor DC. [28]
2.7. Konveyor [12]
Konveyor adalah sistem mekanik yang berfungsi untuk menindahkan barang dari suatu tempat ke tempat yang lainnya. Konveyor biasa digunakan untuk transportasi barang dalam
jumlah banyak secara terus menerus dan sering ditemui dalam dunia industri. Konveyor dipilih karena memiliki nilai ekonomis dibandingkan dengan transportasi berat seperti mobil pengankut atau truk. Efektifitas dalam laju perpindahan produk lebih baik karena kecepatan konveyor dapat ditentukan sesuai kebutuhan dan kemampuan conveyor untuk memobilisasi barang dalam jumlah besar secara terus menerus.
Gambar 2.13. Konveyor [29]
2.8. Motor Stepper
Motor stepper adalah komponen elektromekanik yang mampu berutar perlangkah, berputar penuh, berputar searah ataupun berlawanan arah jarum jam. Motor stepper mempunyai momen gaya yang tinggi pada kecepatan yang rendah. Ketika kumparan tetap memiliki arus, rotor tetap dalam keadaan mencengkram walau dalam keadaan diam [13].
Gambar 2.14. Motor stepper [30]
2.9. Sensor Fotoelektrik
Sensor Photoelektrik adalah alat untuk memdeteksi keberadaan suatu objek menggunakan energi cahaya. Energi cahaya tersebut dihasilkan oleh energi listrik. Pada
sensor photoelektrik terdapat pengirim cahaya (transmitter) dan penerima cahaya (receiver)[14].
Berikut ini beberapa jenis prinsip kerja sensor photoelektrik[15], yaitu:
a. Retroreflective
Retroreflektive merupakan salah satu teknik aplikasi dari sensor photoelektrik yang transitter dan receiver berada pada satu unit. Jenis ini bekerja dengan transmitter mengirim cahaya pada reflector dan dipantulkan kembali ke receiver. Ketika ada objek yang menghalangi lintasan cahaya maka output receiver akan berubah dan akan kembali seperti semula jika tidak ada objek yang menghalangi cahaya.
Gambar 2.15 Retroreflektive [22]
b. Through-beam
Through-beam berbeda dengan retroreflective karena transmitter dan receiver tidak berada pada satu unit, melainkan pada dua unit yang terpisah. Jenis ini bekerja dengan transmitter mengirim cahaya langsung ke receiver yang berada diseberangnya. Ketika ada objek yang melewati tengah-tengahnya dan menghalangi lintasan cahaya dari transmitter ke receiver maka output receiver akan berubah dan akan kembali seperti semula jika tidak ada objek yang menghalangi cahaya.
Gambar 2.16. Through-beam [22]
c. Diffuse
Diffuse sama seperti retroreflective karena transmitter dan receiver berada pada satu unit. Jenis ini bekerja dengan transmitter mengirim cahaya dengan cara dipantulkan oleh
objek, ketika cahaya mengenai receiver maka outpur receiver akan berubah dan akan kembali seperti semula ketika tidak ada objek yang memantulkan cahaya.
Gambar 2.17. Diffuse [22]
2.10.
Relay [16]Relay merupakan saklar elektronik. Relay dapat membuka atau menutup rangkaian yang dikontrol oleh rangkaian elektronik yang lain. Relay terdiri dari kumparan, pegas, saklar dan 2 kontak elektronik (normally open dan normally close). Relay dapat bekerja karena saklar digerakan oleh medan magnet. Medan magnet berada pada kumparan yang diberi tegangan, medan magnet tersebut berasal dari lilitan kawat yang dialiri arus. Kumparan yang bersifat elektromagnet ini kemudian menarik saklar dari NC ke NO. Jika tegangan pada kumparan dimatikan maka medan magnet akan hilang dan mengakibatkan saklar kembali ke kontak NC karena didorong oleh pegas.
Gambar 2.18. Relay [21]
2.11. Silinder Pneumatik
Pneumatik berarti ilmu yang berhubungan dengan udara bertekanan. Sedangkan sistem pneumatik dapat diartikan sebagai suatu sistem yang menggunakan udara atau gas sebagai penggerak. Dikatakan penggerak karena tekanan udara berguna sebagai tenaga
mekanik. Sistem pneumatik cenderung mempunyai suhu yang rendah karena udara sebagai media penggeraknya. Sistem ini memiliki banyak kelebihan seperti sistem kontrolnya sederhana, perawatan yang mudah, dan tidak mudah terbakar. Tetapi sistem ini memiliki kelemahan berupa waktu tunda (delay) dalam pengiriman sinyal [18]. Salah satu aktuator sistem ini adalah silinder pneumatik yang menghasilkan gerakan bolak-balik piston secara linier [19].
2.12. Solenoid Valve
Solenoid atau juga disebut solenoida adalah perangkat elektronik yang mengubah energi listrik menjadi energi gerak. Selonoida terdiri dari kumparan yang memiliki banyak lilitan pada tabung silinder. Salah satu ujung pada tabung silinder sebagai kutub utara dan ujung lainnya sebagai kutub selatan. Ketika lilitan pada tabung dialiri arus listrik maka akan menggasilkan medan magnet. Hasil dari medan magnet ini akan mengakibatkan solenoida bergerak mendorong atau menarik [20].
Solenoid valve merupakan sebuah katup yang memiliki saluran masuk dan saluran keluar. Saluran ini berfungsi sebagai jalan masuk dan keluarnya suatu cairan atau angin [17].
14
BAB III
RANCANGAN PENELITIAN
Bab ini menjelaskan tentang perancangan “Sistem Pemasang Lakban pada Prototipe Mesin Packaging” yang terdiri dari blok diagram, perancangan hardware dan software.
Prototipe ini menggunakan photoelectric sebagai masukan, keluarannya berupa pneumatik, motor stepper dan motor DC yang akan dikontrol oleh PLC Omron CP1E.
Prototipe mesin packaging ini memiliki 2 sistem, yaitu sistem pelipat kardus dan sistem memasang lakban. Pada sistem memasang lakban, kardus yang sudah ditutup bagian bawahnya akan didorong dan dipasang lakban pada bagian bawah kardus. Setelah lakban sudah terpasang pada bagian bawah, lalu akan dimasuki barang secara manual dan diletakkan pada konveyor untuk melakukan proses selanjutnya. Proses tersebut adalah menutup kardus bagian atas dan memasang lakban pada bagian atas kardus yang baru saja ditutup.
3.1. Blok Diagram
Blok diagram ini menjelaskan gambar 1.1 yang berisi blok diagram dari “Sistem Memasang Lakban pada Prototipe Mesin Packaging”. Blok diagram pada gambar 3.1 terdiri dari PLC Omron CP1E sebagai pengendali, sensor photoelektrik sebagai input, HMI sebagai interface. Sebagai outputnya adalah motor DC dan solenoid, sedangkan relay berfungsi untuk melindungi motor supaya tidak terjadi hubung singkat. PLC memiliki fungsi untuk mengolah data dari input yang akan memicu pergerakan output. Human Machine Interface (HMI) akan menampilkan laju pergerakan produk serta sebagai kontrol mesin, yaitu berupa tombol on dan off.
Prototipe akan bekerja setelah push button 1 atau tombol start pada HMI sebagai tombol ON ditekan, menghidupkan lampu hijau dan menghidupkan sistem. Setelah mesin dalam keadaan hidup lalu sistem akan memulai proses pengambilan kardus sampai proses pelipatan kardus bagian bawah dan ketika limit switch 1 ON akan menggerakkan kardus memasuki proses pemasangan lakban pada bagian bawah kardus. Setelah kardus melewati fotoelektrik 1 maka lakban akan terpotong. Fotoelektrik 1 juga akan mengaktifkan konveyor untuk melajutkan proses. Proses pemasangan lakban pada bagian atas kardus akan dimulai ketika memasuki konveyor dengan kardus dipindahkan secara manual memasuki konveyor.
Gambar 3.1. Blok diagram sistem memasang lakban pada prototipe mesin packaging 3.2. Perancangan Programmable Logic Controller (PLC)
Pada sistem ini PLC yang digunakan sebagai pusat kontrol ialah PLC OMRON CP1E yang memiliki 40 port I/O dengan 24 port sebagai input dan 16 port sebagai output. Sistem ini akan mengunakan 8 alamat input dan 6 alamat output yang sudah diatur seperti pada tabel 3.1 dan tabel 3.2. Perancangan wiring ini untuk memudahkan apabila terjadi kesalahan ketika sistem sedang bekerja.
Tabel 3.1. Alamat input pada PLC
Alamat Input Alat atau komponen
0.00 Push button 1
0.01 Push button 2
0.02 Limit switch 1
0.03 Limit switch 2
0.04 Limit switch 3
0.05 Fotoelektrik 1
0.06 Fotoelektrik 2
Table 3.2. Alamat output pada PLC Alamat Output Alat atau komponen
100.00 Pulse Stepper
100.02 Direction Stepper
100.03 Enable Stepper
100.04 Solenoid valve (Pneumatik 1) 100.05 Solenoid valve (Pneumatik 2)
100.01 Motor DC 12V (Konveyor)
Lanjutan Tabel 3.2. Alamat outut pada PLC Alamat Output Alat atau komponen
100.06 Led hijau
100.07 Led merah
3.3. Perancangan Prototipe
Perancangan prototipe ini mengenai dimensi dan model perancangan secara keseluruhan dari alat, yang ditunjukan pada gambar 3.2, dan 3.3.
Gambar 3.2. Dimensi Alat
Gambar 3.3. Mesin Tampak Samping
Keterangan gambar 3.3.
1. Kotak kardus
2. Pemasang lakban bagian bawah kardus 3. Penggeser kardus
4. Konveyor
5. Pemasang lakban bagian atas kardus 3.3.1. Perancangan Penggeser Kardus
Bagian penggeser kardus ditunjukkan pada gambar 3.3. Bagian ini berfungsi untuk memindah kardus yang sudah tersedot vakum supaya memasuki proses pemasangan lakban.
Penggeser ini akan digerakkan oleh motor stepper.
Gambar 3.4. Perancangan pengeser kardus 3.3.2. Perancangan Pemasang Lakban
Pada bagian ini digunakan untuk mengerjakan proses pemasangan lakban. Kardus yang berukuran panjan 19,5 x lebar 16 x tinggi 12,5 cm seperti pada gambar 3.5 akan melewati bagian pemasangan lakban, dengan ukuran lebar lakban 4,8 cm.
Gambar 3.5. Dimensi kardus
Bagian pemasangan lakban ini akan berfungsi ketika kardus dideteksi oleh fotoelektrik. Ketika fotoelektrik mendeteksi kardus akan menyiapkan pneumatik sebagai petong lakban. Pemotong akan aktif ketika kardus melewati fotoelektrik dan fotoelektrik tidak mendeteksi kardus lagi.
Bagian no.3 pada gambar 3.6 berguna sebagai pemasang lakban pada kardus. Bagian ini akan bergerak ketika kardus mendorong roller pemasang lakban sehingga lakban akan melekat dengan sendirinya.
Gambar 3.6. Perancangan pemasang lakban Keterangan gambar 3.6.
1. Pneumatik pemotong kardus 2. Tempat meletakkan lakban 3. Roller pemasang lakban 3.3.3. Perancangan Konveyor
Konveyor ini akan bergerak ketika kardus diletakan diatas konveyor setelah lakban terpasang pada bagian bawah kardus dan dimasukan barang secara manual. Konveyor akan bergerak secara otomatis yang digerakkan oleh motor dc.
Gambar 3.7. Perancangan konveyor 3.3.4. Perancangan Posisi Sensor
Perancangan Sensor ini akan ditunjukan dengan gambar 3.8, dan 3.9. Terdapat beberapa sensor yang akan digunakan. Fungsi dari setiap sensor dapat dilihat pada tabel. 3.5.
Gambar 3.8. Letak sensor
Gambar 3.9. Letak sensor Fungsi dari setiap sensor dapat dilihat pada tabel. 3.3.
Tabel 3.3. Fungsi sensor
No Input Keterangan
1 Limit Switch Untuk mengaktifkan penyedot (sistem pelipat kardus) 2 Proximity Untuk mengaktifkan silinder pneumatik (sistem pelipat kardus)
Lanjutan Tabel 3.3. Fungsi sensor
No Input Keterangan
3 Limit Switch Untuk mengaktifkan motor stepper 4 Limit Switch Untuk membalik arah putaran motor stepper 5 Limit Switch Untuk menghentikan motor stepper
6 Fotoelektrik Untuk mengaktifkan pemotong lakban bagian bawah kardus
7 Fotoelektrik Untuk mengaktifkan konveyor
8 Fotoelektrik Untuk mengaktifkan pemotong lakban bagian atas kardus dan menghitung jumlah kardus
3.4. Perancangan Tampilan Human Machine Interface (HMI)
Pada gambar 3.10 terdapat tampilan menu utama yang berisi tombol untuk menghidupkan dan mematikan sistem serta lampu indikator hidup atau matinya sistem.
Tombol next berfungsi untuk mengganti tampilan HMI.
Gambar 3.10. Tampilan menu utama
Gambar 3.11 merupakan tampilan HMI untuk mengontrol dan memantau mesin.
Tampilan HMI ini berisi beberapa tombol, lampu indikator dan tampilan jumlah kardus.
Tombol start untuk menjalakan mesin, tombol stop untuk mematikan mesin, dan reset untuk mengembalikan mesin pada posisi awal. Lampu indikator berfungsi untuk meperlihatkan proses yang sedang berjalan. Dan tampilan jumlah kardus yang sudah selesai melewati
proses. Tanada panah bagian kiri bawah berfungsi sebagai tombol untuk kembali ke menu utama HMI
Beberapa proses yang ditampilkan pada HMI antara lain : 1. Proses pengambilan kardus oleh vakum.
2. Proses melipat kardus bagian bawah menggunakan motor DC.
3. Proses memasang lakban pada bagian bawah kardus.
4. Proses memasuki konveyor.
5. Proses melipat kardus bagian atas menggunakan pneumatik.
6. Proses memasang lakban pada bagian atas kardus.
Gambar 3.11. Tampilan monitoring 3.5. Perancangan Flowchart
Pada bagian perancangan flowchart ini akan dinunjukan alur jalan kerja sistem secara keseluruhan. Ada beberapa proses yang pelu dilewati.
3.5.1. Perancangan Flowchart Utama
Pada gambar 3.12 merupakan diagram alir secara keseluruhan yang memiliki 4 bagian. Bagian tersebut, yaitu proses melipat kardus bagian bawah, proses memasang lakban pada bagian bawah kardus, proses melipat kardus bagian atas dan proses memasang lakban
pada bagian atas kardus. Pada “Sistem Memotong Lakban pada Prototipe Mesin Packaging’
hannya akan menjelaskan proses pemasangan lakban.
Gambar 3.12 Flowchart utama
3.5.2. Perancangan Flowchart Proses Pemasangan Lakban Bagian Bawah Kardus Pada gambar 3.13 merupakan diagram alir proses masangan lakban pada bagian bawah kardus. Berawal dari mesin yang sudah menyala dan melewati proses melipat kardus bagian bawah, motor stepper akan menggerakkan kardus menuju bagian pemasangan lakban pada bagian bawah kardus. Setelah lakban terpasang pada kardus bagian bawah, lakban akan terpotong pisau yang digerakkan dengan pneumatik 1. Pneumatik 1 dapat beregerak karena dipicu oleh fotoelektrik 1 yang mendeteksi kardus.
Gambar 3.13. Flowchart proses memasang lakban pada bagian bawah kardus 3.5.3. Perancangan Flowchart Proses Pemasangan Lakban Bagian Atas Kardus
Pada gambar 3.14 merupakan diagram alir proses masangan lakban pada bagian atas kardus. Setelah kardus akan diisi dan diletakkan pada konveyor. Konveyor akan aktif ketika fotoelektrik 2 mendeteksi kardus. Konveyor akan membawa kardus untuk memasuki proses
pelipatan kardus bagian atas serta pemasangan lakban bagian atas. Setelah lakban terpasang pada kardus bagian atas, lakban akan terpotong pisau yang digerakkan dengan pneumatik 2.
Pneumatik 2 dapat beregerak karena dipicu oleh fotoelektrik 3 yang mendeteksi kardus.
Fotoelektrik 3 juga berfungsi untuk menghitung jumlah kardus yang sudah melewati proses packaging.
Gambar 3.14. Flowchart proses memasang lakban pada atas bawah kardu
25
BAB IV
HASIL DAN PEMBAHASAN
Bab ini akan menjelaskan tentang implementasi dari hasil perancangan yang telah dibuat beserta dengan hasil ujicoba dan pembahasan mengenai kesesuaian dengan implementasi. Bab ini dibagi menjadi 4 bagian yaitu prubahan perancangan, implementasi hardware, implementasi software, dan hasil pengamatan. Pada hasil pengamatan terdiri dari komunikasi HMI dengan PLC, komunikasi PLC dngan komponen input dan output.
4.1. Perubahan Perancangan
Bagian ini menjelaskan tentang perubahan pada implementasi hardware yang terjadi selama proses pembuatan hardware maupun software.
4.1.1. Pemasangan Lakban
Perancangan yang terdapat pada gambar 3.6 pemasang lakban menggunkan silinder pneumatik sebagai pemotong lakban, namun karena adanya hasil alat yang tidak memungkinkan untuk peletakan silinder pneumatic sehingga diubah dengan sistem mekanis yang digerakkan oleh per, terlihat pada gambar 4.1.
Gambar 4.1. Pemasangan lakban 4.1.2. Penggeser Kardus
Perancangan yang terdapat pada gambar 3.4 penggeser kardus menggunakan motor stepper sebagai penggeraknya. Dalam proses pengerjaan program ditemukan suatu kendala.
Kendala tersebut adalah PLC CP1E-N40SDR-A tidak bisa menggerakan motor stepper, sehingga motor stepper diganti dengan motor DC 12V yang ditunjukan dengan gambar 4.2.
Gambar 4.2. Penggeser kardus
Perubahan komponen pada mekanisme penggeser kardus mengkibatkan penambahan rangkaian relay yang berfungsi supaya motor DC dapat berputar dua arah (CW dan CCW), serta penambahan komponen transformator step down yang berfungsi sebagai penurun tegangan pada motor DC. Transformator step down menurnkan tegangan pada motor DC maka rpm pada motor DC akan semakin kecil. Rangkaian relay ditunjukkan dengan gambar 4.3.
Gambar 4.3. Rangkaian relay 4.1.3. Dimensi Alat
Perancngan yang terdapat pada gambar 3.2 dimensi alat diubah menjadi gambar 4.4.
Gambar 4.4. dimensi alat 4.1.4. Posisi dan Fungsi Sensor
Pada gambar 3.8 dan 3.9 letak sensor menunjukan posisi komponen sensor dan keterangan kegunaan setiap sensornya, namun karena ada perubahan bentuk alat sehingga posisi sensor berubah seperti pada gambar 4.5.
Gambar 4.5. Posisi limit switch
Sensor fotoelektik yang berfusngsi untuk mengaktifkan konveyor ditiadakan karena konveyor sudah aktif dari tombol start pada HMI dan penambahan limit switch untuk menonaktifkan silinder pneumatik, terlihat pada gambar 4.5
4.1.5. Konveyor
Pada gambar 3.3 konveyor yang ditunjukkan pada nomor 4 dihilangkan dan dan diganti dengan lembaran alumunium, seperti pada gambar 4.6.
Gambar 4.6. konveyor 4.1.6. Perubahan Tampilan Monitoring pada HMI
Terdapat beberapa perubahan yang bertujuan untuk memudahkan operator dalam memonitoring sistem. Perubahan tampilan monitoring seperti pada gambar 4.7 dijelaskan pada tabel 4.1.
Gambar 4.7. Tamilan monitoring Tabel 4.1. Fungsi tombol pada HMI
No Keterangan Fungsi Syarat
1 Tombol “Isi Kardus”
Set nilai sisa kardus menjadi 20
Operator mengisi penampungan kardus sampai batas maksimum
Lanjutan Tabel 4.1. Fungsi tombol pada HMI
No Keterangan Fungsi Syarat
2 Indikator sisa kardus
Menunjukan jumlah kardus yang ada pada
penampungan 3 Tombol “Reset
Lakban” pada bagian bawah
Set nilai sisa lakban menjadi 5000cm
Operator mengganti lakban bagian bawah yang hambir habis 4 Lampu indikator
lakban bagian bawah
Menunjukan lakban bagian bawah harus segera
diganti
-
5 Indikator sisa lakban bagian
bawah
Menunjukan panjang lakban bagian bawah yang
tersedia
-
6 Tombol “Reset Lakban” pada
bagian atas
Set nilai sisa lakban menjadi 5000cm
Operator mengganti lakban bagian atas yang hambir habis 7 Lampu indikator
lakban bagian atas
Menunjukan lakban bagian atas harus segera
diganti 8 Indikator sisa
lakban bagian atas
Menunjukan panjang lakban bagian atas yang
tersedia 4.2. Implementasi Hardware
Bagian ini menjelaskan tentang implementasi perangkat keras dari perancangan yang telah dibuat sebelumnya. Terdiri dari penggeser kardus, konveyor, pemasang lakban, beserta komponen prototipe secara keseluruhan.
4.2.1. Penggeser Kardus
Proses penggeseran kardus digerakkan menggunakan motor DC yang dapat berputar dua arah (CW dan CCW). Motor DC yang oleh batang besi sehingga memasuki konveyorditampilkan pada gambar 4.8. dan limit switch sebagai input untuk menghentikan dan memutar balik motor dc.
Gambar 4.8. Posisi motor dc dan limit switch
Keterangan gambar 4.8.
a. Motor dc b. Limit switch 4.2.2. Konveyor
Pada gambar 4.9 dan 4.10 memperlihatkan gambar bagian-bagian pada konveyor.
Pada gambar 4.9. terdapat sensor fotoelektrik yang berfungsi sebagai penghitung banyaknya kardus yang sudah terlakban dan melewati seluruh proses dan sebagai penghitung sisa lakban. Dan pada gambar 4.10 terdapat pemasang lakban, motor dc dan 2 konveyor samping.
Konveyor tersebut yang digerakkan oleh motor dc untuk membawa kardus melewati proses pemasangan lakban.
Gambar 4.9. sensor fotoelektrik Keterangan gambar 4.9.
c. Sensor fotoelektrik
Gambar 4.10. konveyor tampak atas Keterangan gambar 4.10.
d. Konveyor e. Motor dc
f. Pemasang lakban
4.2.3. Pemasang Lakban
Pada gambar 4.11 memperlihatkan gambar pemasang lakban. Lakban yang sudah diletakkan pada tempatnya, ujung lakban diletakkan pada roller untuk melekatkan lakban pada kardus dengan melewati roller kecil. Roller kecil berfungsi untuk mempermudah ketika lakban tertarik pada proses pemasangan lakban. Lalu lakban akan terpotong oleh besi pemotong lakban.
Gambar 4.11. Pemasang lakban Keterangan gambar 4.11.
g. Pemotong lakban h. Roller kecil
i. Roller untuk melekatkan lakban pada kardus j. Tempat meletakkan lakban
4.3. Implementasi Software
Pada bagian ini akn dibahas mengenai fungsi tombol dan indikator yang terdapat pada tampilan HMI. Setiap tombol memiliki fungsi yang berbeda-beda sesuai dengan diagram ladder pada PLC. Sedangkan pada tampilan HMI terdapat lampu indikator yang mewakili kejadian pada prototie secara real time.
4.3.1. Tombol On dan Off
Tombol on pada HMI dan PLC menggunakan alamat 0.00, sedangkan tombol off pada HMI dan PLC menggunakan alat 0.01. Tombol tersebut berfungsi untuk menghidupkan dan mematikan sistem secara keseluruhan, ketika tombol on ditekan akan mengubah indikator sistem berwarna hijau dan ketika tombol off ditekan akan mengubah indikator sistem berwarna merah. Gambar 4.12 merupakan diagram ladder tombol on dan tombol off pada
PLC. Sedangkan gambar 4.13 merupakan tombol on dan off pada HMI dengan lampu indikator sistem sebagai penanda hidup dan matinya sistem.
Gambar 4.12. Diagram ladder tombol on dan off
Gambar 4.13. Menu utama 4.3.2. Tombol Start, Stop, dan Reset
Tombol start pada HMI dan PLC menggunakan alamat 200.01, berfungsi untuk memulai proses mesin mulai dari proses melipat kardus sampai proses pemasangan lakban bagian atas. Sedangkan tombol stop pada HMI dan PLC menggunakan alamat 200.02, berfungsi untuk menghentikan proses mesin. Gambar 4.14. merupakan diagram ladder tombol start dan tombol stop pada PLC.
Gambar 4.14. Diagram ladder tombol start dan stop
Tombol reset pada HMI dan PLC menggunakan alamat 200.04, berfungsi untuk mengembalikan ke posisi awal seperti pada saat tombol start belum ditekan. Gambar 4.15
merupakan diagram ladder tombol reset pada PLC. Sedangkan gambar 4.16. merupakan tombol start, stop, dan reset pada tampilan HMI.
Gambar 4.15 . diagram ladder tombol reset
Gambar 4.16. Tombol start, stop, dan reset pada tampilan HMI 4.3.3. Indikator Proses Melakban
Indikator proses melakban pada HMI dan PLC menggunakan alamat 0.07 dan 0.08, berfungsi untuk memperlihatkan proses pemasangan lakban bagian bawah dan atas sedang berjalan. Gambar 4.17. merupakan diagram ladder indikator proses melakban pada PLC.
Sedangkan gambar 4.18. merupakan indikator proses melakban pada tampilan HMI.
Gambar 4.17. diagram ladder indikator proses melakban
Gambar 4.18. Indikator proses melakban pada tampilan HMI 4.3.4. Tombol Reset Lakban dan Indikator Lakban
Panjang lakban yang masih tersedia ditunjukan pada kotak sisa lakban. Jika lakban sudah <= 100cm maka indikator lakban akan aktif. Indikator lakban yang aktif akan berubah warna dari hijau ke merah. Setelah indikator aktif operator akan mengganti lakban dan menekan tombol “reset lakban”. Tombol memicu kotak sisa lakban menjadi 5000cm.
Tombol reset lakban bagian bawah dan bagian atas pada HMI dan PLC menggunakan alamat 200.09 dan 200.05, sedangkan lampu indikator lakban bagian bawah dan bagian atas HMI dan PLC mnggunakan alamat 200.10 dan 200.08, serta kotak sisa lakban bagian bawah dan bagian atas pada HMI dan PLC menggunakan memori D100 dan D103. Gambar 4.19.
merupakan diagram ladder tombol reset lakban dan indikator lakban pada PLC. Sedangkan gambar 4.20. merupakan tombol reset lakban dan indikator lakban pada tampilan HMI.
Gambar 4.19. tombol reset lakban dan indikator lakban
Gambar 4.20. tombol reset lakban dan indikator lakban pada tampilan HMI 4.3.5. Jumlah Kardus
Jumlah kardus yang sudah selesai melalui proses packaging akan terlihat pada kotak jumlah kardus yang menggunakan alamat D101 pada HMI dan PLC. Gambar 4.21.
merupakan diagram ladder yang menunjukan jumlah kardus pada PLC. Sedangkan gambar 4.22. merupakan kotak jumlah kardus pada tampilan HMI.
Gambar 4.21. memori jumlah kardus
Gambar 4.22. kotak jumlah kardus pada tampilan HMI
4.3.6. Pemrograman HMI
Pemrograman HMI menggunakan NB-designer. Pengalamatan pada NB-designer ditentukan dengan menyesuaikan alamat pada CX-Programer yang dibutuhkan. Terlihat pada tabel 4.2.
Tabel 4.2. Pemrograman HMI
No Tampilan Pemrograman HMI Keterangan
1 -Tombol on dan
off menggunakan bit button.
-Indikator sistem menggunakan bit lamp.
2 -Tombol start,
stop, reset, isi kardus dan reset lakban
menggunakan bit button.
-Indikator lakban, proses dan sistem menggunakan bit lamp.
-kotak indikator menggunakan number display.
3 -tampilan
pengalamatan pada tombol on menggunakan
“Area/Variable = CIO_bit” dan
“Address = 0.00”
pada kolom
“Write Address”
Lanjutan Tabel 4.2. Pemrograman HMI
No Tampilan Pemrograman HMI Keterangan
4 -tampilan
pengalamatan pada tombol off menggunakan
“Area/Variable = CIO_bit” dan
“Address = 0.01”
pada kolom
“Write Address”
5 -tampilan
pengalamatan pada indikator sistem
menggunakan
“Area/Variable = CIO_bit” dan
“Address = 200.00” pada kolom “Read Address”
6 -tampilan
pengalamatan pada tombol start menggunakan
“Area/Variable = CIO_bit” dan
“Address = 200.01” pada kolom “Write Address”
Lanjutan Tabel 4.2. Pemrograman HMI
No Tampilan Pemrograman HMI Keterangan
7 -tampilan
pengalamatan pada tombol stop menggunakan
“Area/Variable = CIO_bit” dan
“Address = 200.02” pada kolom “Write Address”
8 -tampilan
pengalamatan pada tombol reset menggunakan
“Area/Variable = CIO_bit” dan
“Address = 0.02”
pada kolom
“Write Address”
9 -tampilan
pengalamatan pada indikator melakban bagian bawah kardus menggunakan
“Area/Variable = CIO_bit” dan
“Address = 0.07”
pada kolom “Read Address”
Lanjutan Tabel 4.2. Pemrograman HMI
No Tampilan Pemrograman HMI Keterangan
10 -tampilan
pengalamatan pada indikator melakban bagian atas kardus menggunakan
“Area/Variable = CIO_bit” dan
“Address = 0.08”
pada kolom “Read Address”
11 -tampilan
pengalamatan pada tombol reset lakban bagian bawah
menggunakan
“Area/Variable = CIO_bit” dan
“Address = 200.09” pada kolom “Write Address”
12 -tampilan
pengalamatan pada lampu indikator lakban bagian bawah menggunakan
“Area/Variable = CIObit” dan
“Address = 200.10” pada kolom “Read Address”
Lanjutan Tabel 4.2. Pemrograman HMI
No Tampilan Pemrograman HMI Keterangan
13 -tampilan
pengalamatan pada kotak indikator lakban bagian bawah menggunakan
“Area/Variable = D” dan “Address
= 103” pada kolom “Read Address”
14 -tampilan
pengalamatan pada tombol reset lakban bagian atas menggunakan
“Area/Variable = CIO_bit” dan
“Address = 200.05” pada kolom “Write Address”
15 -tampilan
pengalamatan pada lampu indikator lakban bagian atas menggunakan
“Area/Variable = CIO_bit” dan
“Address = 200.08” pada kolom “Read Address”
Lanjutan Tabel 4.2. Pemrograman HMI
No Tampilan Pemrograman HMI Keterangan
16 -tampilan
pengalamatan pada kotak indikator lakban bagian atas menggunakan
“Area/Variable = D” dan “Address
= 100” pada kolom “Read Address”
17 -tampilan
pengalamatan pada kotak indikator jumlah kardus
menggunakan
“Area/Variable = D” dan “Address
= 101” pada kolom “Read Address”
4.4. Hasil Pengamatan Sistem
Pada bagian ini akan menjelaskan mengenai cara kerja sistem secara keseluruhan.
Hasil data diambil berdasarkan hasil percobaan yang sudah dilakukan pada sistem.
Pengamatan sistem secara keseluruhan sistem utama dan sub sistem. Pada sistem utama meliputi proses pemasangan lakban atas dan bawah kardus. Serta tampilan indikator dan data kardus yang telah selesai melewati semua proses oleh HMI, sedangkan sub sistem akan dilakukan dengan mengukur tegangan pada setiap komponen.
4.4.1. Data Pengamatan HMI
Bagian ini akan menganalisi proses kerja sistem secara keseluruhan. Data yang diambil berdasarkan on/off indikator HMI. Data tampilan HMI ditunjukan pada tabel 4.2.
Tabel 4.3. Data percobaan HMI proses pelipatan kardus
No Tampilan HMI Keterangan
1
Tampilan awal menu utama sebelum sistem dinyalakan atau kondisi
“OFF”.
Lampu indikator sistem berwarna merah.
2
Tampilan menu utama HMI setelah tombol “ON”
ditekan.
Lampu indikator sistem berwarna hijau.
*Jika tombol “OFF”
ditekan, maka akan kembali ketampilan awal.
Lanjutan Tabel 4.3. Data percobaan HMI proses pelipatan kardus
No Tampilan HMI Keterangan
3
Tampilan sistem
monitoring HMI, semua lampu indikator sistem berwarna merah.
Kotak pada jumlah kardus bernilai sama seperti data terakhir.
4
Kondisi sistem
monitoring HMI ketika sistem sudah menyala.
Lampu indikator sistem berwarna hijau.
Kotak pada jumlah kardus menjadi 0.
Kotak pada sisa lakban bernilai sama seperti data terakhir.
5
Tampilan berubah ketika tombol start dan kedua reset lakban ditekan.
Tombol start akan memulai jalannya proses mulai dari pengambilan kardus.
Tombol reset lakban mengakibatkan kotak sisa lakban bernilai 5000.
Lanjutan Tabel 4.3. Data percobaan HMI proses pelipatan kardus
No Tampilan HMI Keterangan
6
Tampilan ketika kardus memasuki proses pemasangan lakban bagian bawah bersamaan dengan proses penutupan kardus bagian atas.
Kotak sisa lakban bernilai 4970, sebagai indikator Panjang lakban.
7
Tampilan ketika kardus memasuki proses pemasangan lakban bagian atas.
Kotak sisa lakban bernilai 4970, sebagai indikator Panjang lakban.
Dan kotak pada jumlah kardus bernilai 1.
Menandakan jumlah kardus yang telah selesai dilakban.
8
Tampilan ketika kardus memasuki proses pemasangan lakban bagian bawah bersamaan dengan proses penutupan kardus bagian atas untuk kardus ke dua.
Kotak sisa lakban bernilai 4940, sebagai indikator Panjang lakban.
Lanjutan Tabel 4.3. Data percobaan HMI proses pelipatan kardus
No Tampilan HMI Keterangan
9 Tampilan ketika kardus
memasuki proses pemasangan lakban bagian atas untuk kardus ke dua.
Kotak sisa lakban bernilai 4940, sebagai indikator Panjang lakban.
Dan kotak pada jumlah kardus bernilai 2.
Menandakan jumlah kardus yang telah selesai dilakban.
Berdasarka percobaan yang dilakukan, komunikasi HMI dengan semua komponen input maupun output berjalan dengan baik.
Gambar 4.23. Tampilan HMI yang memperlihatkan lakban harus diganti
Dari gambar 4.23 memperlihatkan lampu indikator berubah warna menjadi merah serta kotak indikator menunjukan angka 500, menandakan lakban harus diganti. Indikator akan tetap berwarna merah dan kotak indikator akan terus berkurang sebelum lakban diganti dan tombol reset lakban ditekan.
4.4.2. Data Pengamatan Proses Pemasangan Lakban
Bagian ini akan menjelaskan bagaimana proses sistem pemasangan lakban secara keseluruhan. Data diambil berdasarkan perubahan ON atau OFF push button, limit switch sensor, dan photoelectric sensor. Kemudian semua komponen output yang aktifkan oleh komponen input pada plant. Data dapat dilihat seperti pada tabel 4.4.
Tabel 4.4. Data pengamatan komponen I/O proses pelipatan kardus
No Kondisi Komponen Input
Komponen Output Berhasil L1 L2 L4 P1 P2
1 Posisi awal 0 0 1 0 0 Konveyor ON dan
motor DC OFF YA
2 Motor mendorong
kardus 1 0 0 0 0 Konveyor ON dan
motor DC CW YA
3 Motor Kembali
keposisi awal 0 1 0 0 0 Konveyor ON dan
motor DC CCW YA
4 Pemasangan lakban
bagian bawah 0 0 1 1 0 Konveyor ON YA
5 Pemasangan lakban
bagian atas 0 0 1 0 1 Konveyor ON YA
6 Pneghitungan jumlah
kardus 0 0 1 0 1 Konveyor ON YA
Ket. L1 = Limit Switch 1, L2 = Limit Switch 2, L4 = Limit Switch 4, P1 = Photoelectric sensor 1, P2 = Photoelectric sensor 2.
Data pengamatan pada proses pemasangan lakban ini dimulai dari posisi awal ketika tombol ON pada HMI ditekan, kemudian tombol START pada halaman monitoring HMI ditekan. Pada posisi awal motor DC sebagai penggeser kardus pada posisi idle dengan L4 aktif seperti kondisi no 1. Motor DC akan mulai bergerak ketika L1 aktif seperti kondisi no 2. L1 akan aktif setelah proses penarikan kardus selesai dilakukan. Kardus yang digeser motor DC mulai memasuki konveyor yang sudah aktif ketika tombol START pada HMI ditekan. Selama didalam konveyor proses dimulai dari pemasangan lakban bagian bawah, lalu pemasangan lakban bagian atas, dan berakhir setelah melewati penghitungan jumlah kardus.
Percobaan pemasangan lakban berlangsung 10 kali percobaan. Jika dilihat dari segi elektronisnya, sistem pemasang lakban dapat berjalan lancar dengan 10 kali keberhasilan.
Tetapi dilihat dari segi mekanisnya, sistem pemasang lakban tidak dapat berjalan sama sekali
secara otomatis melainkan membutuhkan bantuan tangan untuk membantu prosesnya atau 0 kali keberhasilan.
Rumus yang digunakan untuk menghitung persentase keberhasilan dari percobaan secara elektornis dan secara mekanis adalah :
Percobaan Berhasil x 100%
Banyaknya Percobaan
Dilihat dari rumus tersebut persentase keberhasilan sistem secara elektronis adalah 100%, sedangkan secara mekanis adalah 0%.
Rumus yang digunakan untuk menghitung persentase keberhasilan dari percobaan secara keseluruhan adalah :
Persentase secara elektronis + Persentase secara mekanis 2
Dilihat secara keseluruhan sistem pemasang lakban dapat berjalan dengan persentase 50%.
4.4.3. Hasil Pengamatan Sub Sistem
Pengamatanan sub sistem dilakukan dengan cara mengukur nilai tegangan komponen ketika kondisi ON dan OFF. Nilai tegangan kompone ditunjukan pada tabel 4.5.
Tabel 4.5. Data pengamatan tegangan pada komponen input No Komponen Kondisi Tegangan Terbaca
(VDC)
Tegangan Masukan (VDC)
Berhasil
1 Push Button ON ON 12,50 12,85 Ya
OFF 0,0001 0,001 Ya
2 Push Button OFF ON 12,52 12,85 Ya
OFF 0,0002 0,001 Ya
3 Limit Switch 1 ON 12,98 12,98 Ya
OFF 0,0004 0,004 Ya
4 Limit Switch 2 ON 12,98 12,98 Ya
OFF 0,001 0,003 Ya
5 Limit Switch 4 ON 12,98 12,98 Ya
OFF 0 0,002 Ya
6 Photoelectric sensor 1
ON 12,93 12,93 Ya
OFF 0,001 0 Ya
7 Photoelectric sensor 2
ON 12,94 12,94 Ya
OFF 0,001 0 Ya
8 Motor DC 1 ON 10,98 12 Ya
OFF 0 0 Ya
9 Motor DC 2 ON 5,32 5,4 Ya
OFF 0 0 Ya
![Gambar 2.1. Normally open contact [23]](https://thumb-ap.123doks.com/thumbv2/123dok/3876503.3973873/22.893.260.630.441.811/gambar-normally-open-contact.webp)

![Gambar 2.13. Konveyor [29]](https://thumb-ap.123doks.com/thumbv2/123dok/3876503.3973873/27.893.264.629.316.968/gambar-konveyor.webp)
![Gambar 2.15 Retroreflektive [22]](https://thumb-ap.123doks.com/thumbv2/123dok/3876503.3973873/28.893.265.644.420.981/gambar-retroreflektive.webp)