BERITA NEGARA
REPUBLIK INDONESIA
No.28, 2008
DEPARTEMEN PERINDUSTRIAN. Nasional.
Standar.
Industri.
Spesifikasi.
Pemberlakuan.
Pencabutan
PERATURAN
MENTERI PERINDUSTRIAN REPUBLIK INDONESIA
NOMOR: 45/M-IND/PER/7/2008
TENTANG
PEMBERLAKUAN STANDAR NASIONAL INDONESIA (SNI)
TERHADAP 2 (DUA) PRODUK INDUSTRI SECARA WAJIB DAN
PEMBERLAKUAN SPESIFIKASI TEKNIS TERHADAP 3 (TIGA)
PRODUK INDUSTRI SECARA WAJIB
DENGAN RAHMAT TUHAN YANG MAHA ESA
MENTERI PERINDUSTRIAN REPUBLIK INDONESIA,
Menimbang
:
a.
bahwa Standar Nasional Indonesia (SNI) Katup tabung
baja LPG, Regulator tekanan rendah untuk tabung baja
LPG dan Selang karet untuk kompor gas LPG yang
diberlakukan secara wajib berdasarkan Peraturan Menteri
Perindustrian Nomor 92/M-IND/PER/11/07 telah direvisi
dan revisinya belum ditetapkan sebagai SNI oleh Badan
Standardisasi Nasional (BSN);
b.
bahwa SNI Tabung Baja LPG dan Kompor Gas LPG yang
diberlakukan secara wajib dengan Peraturan Menteri
dimaksud tidak direvisi sehingga penerapannya perlu
dilanjutkan;
c.
bahwa dalam rangka kelangsungan pelaksanaan program
pengalihan penggunaan minyak tanah ke LPG yang
berkelanjutan, perlu dilakukan peninjauan kembali atas
pemberlakuan SNI secara wajib terhadap Katup tabung
baja LPG, Regulator tekanan rendah untuk tabung baja
LPG dan Selang karet untuk kompor gas LPG dan
menetapkan spesifikasi teknis terhadap ketiga produk
tersebut serta melaksanakan SNI terhadap kedua produk
sebagaimana dimaksud huruf b;
d.
bahwa berdasarkan pertimbangan sebagaimana dimaksud
huruf
c,
perlu
di
keluarkan
Peraturan
Menteri
Perindustrian;
Mengingat :
1.
Undang-Undang
Nomor
5
Tahun
1984
tentang
Perindustrian (Lembaran Negara Republik Indonesia
Tahun 1984 Nomor 22, Tambahan Lembaran Negara
Republik Indonesia Nomor 3274);
2.
Undang-Undang Nomor 7 Tahun 1994 tentang Pengesahan
Agreement Establishing the World Trade Organization
(Persetujuan Pembentukan Organisasi Perdagangan Dunia)
(Lembaran Negara Republik Indonesia Tahun 1994 Nomor
57, Tambahan Lembaran Negara Republik Indonesia
Nomor 3564);
3.
Undang-Undang
Nomor
10
Tahun 1995
tentang
Kepabeanan (Lembaran Negara Republik Indonesia Tahun
1995 Nomor 75, Tambahan Lembaran Negara Republik
Indonesia Nomor 3612) sebagaimana telah diubah dengan
Undang-Undang Nomor 17 Tahun 2006 (Lembaran
Negara Republik Indonesia Tahun 2006 Nomor 93,
Tambahan Lembaran Negara Republik Indonesia Nomor
4661);
4.
Undang-Undang
Nomor
8
Tahun
1999
tentang
Perlindungan Konsumen (Lembaran Negara Republik
Indonesia Tahun 1999 Nomor 42, Tambahan Lembaran
Negara Republik Indonesia Nomor 3821);
5.
Peraturan Pemerintah Nomor 17 Tahun 1986 tentang
Kewenangan Pengaturan, Pembinaan dan Pengembangan
Industri (Lembaran Negara Republik Indonesia Tahun
1986 Nomor 23, Tambahan Lembaran Negara Republik
Indonesia Nomor 3330);
6.
Peraturan Pemerintah Nomor 102 Tahun 2000 tentang
Standardisasi Nasional (Lembaran Negara Republik
Indonesia Tahun 2000 Nomor 199, Tambahan Lembaran
Negara Republik Indonesia Nomor 4020);
7.
Peraturan Pemerintah Nomor 38 Tahun 2007 tentang
Pembagian Urusan Pemerintahan Antara Pemerintah,
Pemerintahan Daerah Provinsi dan Pemerintahan Daerah
Kabupaten/Kota (Lembaran Negara Republik Indonesia
Tahun 2007 Nomor 82, Tambahan Lembaran Negara
Republik Indonesia Nomor 4737);
8.
Keputusan Presiden Republik Indonesia Nomor 187/M
Tahun 2004 tentang Pembentukan Kabinet Indonesia
Bersatu sebagaimana telah beberapa kali diubah terakhir
dengan Keputusan Presiden Republik Indonesia Nomor
77/P Tahun 2007;
9.
Peraturan Presiden Republik Indonesia Nomor 9 Tahun
2005 tentang Kedudukan, Tugas, Fungsi, Susunan
Organisasi Dan Tata Kerja Kementerian Negara Republik
Indonesia sebagaimana telah beberapa kali diubah terakhir
dengan Peraturan Presiden Republik Indonesia Nomor 94
Tahun 2006;
10.
Peraturan Presiden Republik Indonesia Nomor 10 Tahun
2005 tentang Unit Organisasi dan Tugas Eselon I
Kementerian Negara Republik Indonesia sebagaimana
telah beberapa kali diubah terakhir dengan Peraturan
Presiden Republik Indonesia Nomor 17 Tahun 2007;
11.
Peraturan Menteri Perindustrian Nomor 01/M-IND/PER/
3/2005 tentang Organisasi Dan Tata Kerja Departemen
Perindustrian;
12.
Peraturan
Menteri
Perdagangan
Nomor
14/M-DAG/PER/3/ 2007 tentang Standardisasi Jasa Bidang
Perdagangan dan Pengawasan Standar Nasional Indonesia
(SNI)
Wajib
terhadap
Barang
dan
Jasa
yang
Diperdagangkan.
MEMUTUSKAN :
Menetapkan :
PERATURAN MENTERI PERINDUSTRIAN TENTANG
PEMBERLAKUAN
STANDAR
NASIONAL
(SNI)
INDONESIA TERHADAP 2 (DUA) PRODUK INDUSTRI
SECARA WAJIB DAN PEMBERLAKUAN SPESIFIKASI
TEKNIS TERHADAP 3 (TIGA) PRODUK INDUSTRI
SECARA WAJIB
BAB I
KETENTUAN UMUM
Pasal 1
Dalam Peraturan Menteri ini yang dimaksud dengan:
1.
Spesifikasi Teknis adalah persyaratan teknis yang
berisikan
tentang
syarat
mutu
produk,
metode
pengambilan contoh, metode pengujian dan syarat lulus
uji.
2.
Sertifikat Produk Penggunaan Tanda SNI Sertifikat
Produk Penggunaan Tanda SNI disingkat SPPT-SNI
adalah Sertifikat yang dikeluarkan oleh Lembaga
Sertifikasi Produk kepada produsen yang mampu
menghasilkan barang dan atau jasa yang sesuai
persyaratan SNI.
3.
Sertifikat Produk adalah sertifikat yang dikeluarkan oleh
LSPro kepada produsen yang mampu menghasilkan
barang yang sesuai dengan spesifikasi teknis.
4.
Lembaga Sertifikasi Produk disingkat LSPro adalah
lembaga yang telah diakreditasi oleh Komite Akreditasi
Nasional dan atau yang ditunjuk berdasarkan Peraturan
Menteri
Perindustrian
untuk
melakukan
kegiatan
sertifikasi.
5.
Komite Akreditasi Nasional disingkat KAN adalah suatu
lembaga Non Struktural yang berada di bawah dan
bertanggung jawab langsung kepada Presiden yang
berwenang untuk mengakreditasi lembaga/ laboratorium
untuk melakukan kegiatan sertifikasi.
6.
Direktur Jenderal Pembina Industri adalah Direktur
Jenderal Industri Logam, Mesin, Tekstil, dan Aneka serta
Direktur Jenderal Industri Agro dan Kimia Departemen
Perindustrian.
7.
Kepala BPPI adalah Kepala Badan Peneitian dan
Pengembangan Industri Departemen Perindustrian.
8.
Kepala Dinas Provinsi adalah Kepala Dinas Provinsi yang
melaksanakan tugas pemerintahan di bidang perindustrian.
9.
Kepala Dinas Kabupaten/Kota adalah Kepala Dinas
kabupaten/Kota yang melaksanakan tugas pemerintahan di
bidang perindustrian.
Pasal 2
Memberlakukan Standar Nasional Indonesia (SNI) secara wajib
terhadap 2 (dua) produk sebagai berikut :
a.
Tabung baja LPG
SNI
1452:2007
HS 7311.00.91.00
HS 7311.00.99.00
b.
Kompor gas
bahan bakar
LPG satu tungku
dengan
Sistem Pemantik
Mekanik
SNI
7368:2007
HS 7321.11.00.00
HS 7321.81.00.00
HS 7321.90.90.00
Pasal 3
(1) Memberlakukan Spesifikasi Teknis secara wajib terhadap
3 (tiga) produk sebagai berikut:
a.
Katup
tabung
baja LPG
Spesifikasi
Teknis
HS.8481.80.21.00
b.
Regulator
tekanan rendah
untuk tabung
baja LPG
Spesifikasi
Teknis
HS.8481.10.90.00
HS.8481.80.30.00
c.
Selang
karet
untuk
kompor
gas LPG
Spesifikasi
Teknis
HS.4009.11.00.00
HS.4009.12.00.00
(2) Spesifikasi Teknis masing-masing produk sebagaimana
dimaksud pada ayat (1) sebagaimana dimaksud pada
Lampiran I, II dan III Peraturan Menteri ini.
Pasal 4
Tabung Baja LPG sebagaimana dimaksud dalam Pasal 2 dan
Katup tabung baja LPG sebagaimana dimaksud dalam Pasal 3
ayat (1) huruf a bila dalam bentuk rakitan ditetapkan sebagai 2
(dua) produk yang terpisah.
BAB II
KETENTUAN SPPT-SNI BAGI PRODUK TABUNG BAJA
LPG DAN KOMPOR GAS BAHAN BAKAR LPG SATU
TUNGKU DENGAN SISTEM PEMANTIK MEKANIK
Pasal 5
Perusahaan yang memproduksi produk sebagaimana dimaksud
dalam Pasal 2 wajib :
a.
menerapkan SNI dan memiliki SPPT SNI sesuai dengan
ketentuan yang berlaku; dan
b.
membubuhkan tanda SNI pada setiap produk sesuai dengan
ketentuan yang berlaku.
Pasal 6
Setiap produk sebagaimana dimaksud dalam Pasal 2 yang
diperdagangkan di dalam negeri yang berasal dari hasil
produksi dalam negeri atau impor wajib memenuhi ketentuan
SNI sebagaimana dimaksud dalam Pasal 5.
Pasal 7
Penerbitan SPPT-SNI sebagaimana dimaksud dalam Pasal 5,
dilaksanakan oleh LSPro yang telah diakreditasi oleh KAN
atau yang ditunjuk oleh Menteri Perindustrian.
Pasal 8
(1) Penerbitan SPPT-SNI sebagaimana dimaksud dalam Pasal
7 dilakukan berdasarkan:
a.
Pedoman Standarisasi Nasional PSN 302-2006:
Penilaian Kesesuaian - Fundamental Sertifikasi
Produk, Sistem 5, yaitu:
2.
audit penerapan sistem manajemen mutu SNI
19-9001-2001/ISO 9001:2000 atau revisinya atau
sistem manajemen mutu lainnya yang diakui; atau
b.
Pedoman Standarisasi Nasional PSN 302-2006:
Penilaian Kesesuaian – Fundamental Sertifikasi
Produk, Sistem 1b, yaitu:
1.
pengujian kesesuaian mutu produk sesuai SNI pada
setiap lot produksinya; dan
2.
verifikasi di pabrik terhadap fasilitas produksi dan
pengendalian mutu sesuai SNI.
(2) Penerbitan SPPT-SNI yang dilakukan berdasarkan
Pedoman Standarisasi Nasional PSN 302-2006: Penilaian
Kesesuaian - Fundamental Sertifikasi Produk, Sistem 1b
sebagaimana dimaksud pada ayat (1) huruf b sejak 1
Januari 2009 dinyatakan tidak berlaku.
Pasal 9
(1) Produk sebagaimana dimaksud dalam Pasal 2 yang berasal
dari impor yang memasuki daerah Pabean Indonesia wajib
memenuhi ketentuan SNI yang dibuktikan dengan
SPPT-SNI.
(2)
Produk impor sebagaimana dimaksud ayat (1) yang telah
memiliki SPPT-SNI harus didaftarkan sesuai dengan
ketentuan peraturan perundang-undangan.
(3)
Produk
impor
yang
tidak
memenuhi
ketentuan
sebagaimana dimaksud pada ayat (1) dilarang masuk ke
daerah Pabean Indonesia dan harus diekspor kembali atau
dimusnahkan.
Pasal 10
(1)
Tabung baja LPG yang telah diproduksi dan
beredar sebelum berlaku Peraturan Menteri ini dalam
waktu selama-lamanya 10 (sepuluh) tahun harus telah
selesai diuji ulang oleh Pengelola Tabung baja LPG sesuai
dengan ketentuan SNI sebagaimana dimaksud dalam Pasal
2 huruf a.
(2)
Tabung baja LPG yang telah lulus uji ulang sebagaimana
dimaksud pada ayat (1) diuji kembali setiap tahun.
BAB III
KETENTUAN SERTIFIKASI PRODUK BAGI PRODUK
KATUP TABUNG BAJA LPG, REGULATOR TEKANAN
RENDAH UNTUK TABUNG BAJA LPG, DAN SELANG
KARET UNTUK KOMPOR GAS LPG
Pasal 11
Perusahaan yang memproduksi produk industri sebagaimana
dimaksud dalam Pasal 3 ayat (1) wajib menerapkan Spesifikasi
Teknis sebagaimana dimaksud dalam Pasal 3 ayat (2) dan
memiliki Sertifikat Produk.
Pasal 12
Setiap produk sebagaimana dimaksud dalam Pasal 3 ayat (1)
yang diperdagangkan di dalam negeri yang berasal dari hasil
produksi dalam negeri atau impor wajib memenuhi Spesifikasi
Teknis sebagaimana dimaksud dalam Pasal 3 ayat (2).
Pasal 13
Penerbitan Sertifikat Produk sebagaimana dimaksud dalam
Pasal 11 dilaksanakan oleh LSPro yang ditunjuk oleh Menteri
Perindustrian.
Pasal 14
Penerbitan Sertifikat Produk sebagaimana dimaksud dalam
Pasal 13 dilakukan berdasarkan :
a.
Pedoman Standardisasi Nasional PSN 302-2006: Penilaian
Kesesuaian-Fundamental
Sertifikasi
Produk,
Sistem
5,yaitu:
1.
Pengujian kesesuaian mutu produk sesuai Lampiran I,
II dan III Peraturan Menteri ini; dan
2.
Audit penerapan sistem manajemen mutu SNI
19-9001-2001/ISO 9001-2000 dan revisinya atau sistem
manajemen mutu lainnya yang diakui; atau
b. Pedoman Standardisasi Nasional PSN 302-2006: Penilaian
Kesesuaian-Fundamental Sertifikasi Produk, Sistem 1b,
yaitu :
1. Pengujian kesesuaian mutu produk sesuai Lampiran I,
II dan III Peraturan Menteri ini pada setiap lot
produksinya; dan
2. Verifikasi di pabrik terhadap fasilitas produksi dan
pengendalian mutu sesuai Spesifikasi Teknis.
Pasal 15
(1)
Produk sebagaimana dimaksud dalam Pasal 3 yang berasal
dari impor, yang memasuki daerah Pabean Indonesia
wajib
memenuhi
Spesifikasi
Teknis
sebagaimana
dimaksud dalam Pasal 3 ayat (2) yang dibuktikan dengan
Sertifikat Produk.
(2) Produk
impor
yang
tidak
memenuhi
ketentuan
sebagaimana dimaksud pada ayat (1) dilarang masuk ke
daerah Pabean Indonesia dan harus diekspor kembali atau
dimusnahkan.
BAB IV
PELAPORAN, PEMBINAAN DAN PENGAWASAN
Pasal 16
LSPro sebagaimana dimaksud dalam Pasal 7 dan Pasal 13
melaporkan hasil sertifikasinya kepada Direktur Jenderal
Pembina Industri yang bersangkutan sesuai dengan lingkup
tugasnya, dengan tembusan kepada Kepala BPPI .
Pasal 17
(1) Pembinaan dan pengawasan terhadap pelaksanaan
penerapan SNI sebagaimana dimaksud pada Pasal 2,
penerapan Spesifikasi Teknis sebagaimana dimaksud pada
Pasal 3, dan pengawasan pelaksanaan ketentuan Pasal 10
dilakukan oleh Direktur Jenderal Pembina Industri yang
bersangkutan sesuai dengan lingkup tugasnya.
(2)
Dalam melakukan pengawasan sebagaimana dimaksud
pada ayat (1) Direktur Jenderal Pembina Industri sesuai
dengan lingkup tugasnya dapat;
a.
menugaskan Petugas Pengawas Standar Barang atau
Jasa di Pabrik (PPSP); dan
b.
berkoordinasi dengan Kepala Dinas Provinsi dan atau
Kabupaten/Kota.
(3)
Kepala BPPI melaksanakan pembinaan terhadap LSPro
dalam rangka penerapan SNI dan penerapan Spesifikasi
Teknis terhadap produk sebagaimana dimaksud dalam
Pasal 2 dan Pasal 3.
BAB V
SANKSI
Pasal 18
Pelaku usaha yang melakukan pelanggaran terhadap ketentuan
dalam Peraturan Menteri ini dikenakan sanksi sesuai dengan
ketentuan peraturan perundang-undangan.
BAB VI
KETENTUAN LAIN-LAIN
Pasal 19
Perusahaan yang telah memiliki SPPT SNI bagi produk Katup
tabung baja LPG, Regulator tekanan rendah untuk Tabung baja
LPG, dan Selang karet untuk kompor gas LPG tidak
diwajibkan memiliki Sertifikat Produk.
Pasal 20
Direktur Jenderal Pembina Industri sesuai dengan lingkup
tugasnya menetapkan petunjuk teknis pelaksanaan Peraturan
Menteri ini.
Pasal 21
Pemberlakuan Spesifikasi Teknis secara wajib terhadap 3 (tiga)
produk sebagaimana dimaksud dalam Pasal 3 berlaku sampai
dengan ditetapkan pemberlakuan SNInya secara wajib.
BAB VIII
KETENTUAN PENUTUP
Pasal 23
Pada saat Peraturan Menteri Perindustrian ini mulai berlaku:
1.
Peraturan
Menteri
Perindustrian
Nomor
04/M-IND/Per/1/2007 tentang Penetapan 6 (enam) Spesifikasi
Teknis Produk Industri;
2.
Peraturan
Menteri
Perindustrian
Nomor
92/M-IND/PER/11/2007 tentang Pemberlakuan Standar Nasional
Indonesia (SNI) Terhadap 5 (lima) Produk Industri Secara
Wajib; dan
3.
Peraturan Menteri Perindustrian Nomor 21/M-IND/PER/4/
2008
tentang
Perubahan
Atas
Peraturan
Menteri
Perindustrian Nomor 92/M-IND/PER/11/2007 tentang
Pemberlakuan Standar Nasional Indonesia (SNI) Terhadap 5
(lima) Produk Industri Secara Wajib;
dicabut dan dinyatakan tidak berlaku.
Pasal 24
Peraturan Menteri ini mulai berlaku pada tanggal ditetapkan.
Agar setiap orang mengetahuinya, Peraturan Menteri ini
diundangkan dengan penempatannya dalam Berita Negara
Republik Indonesia.
Ditetapkan di Jakarta
pada tanggal 1 Juli 2008
MENTERI PERINDUSTRIAN
REPUBLIKN INDONESIA
FAHMI IDRIS
Diundangkan di Jakarta
pada tanggal 4 Agustus 2008
MENTERI HUKUM DAN HAK ASASI MANUSIA
REPUBLIK INDONESIA
LAMPIRAN I PERATURAN MENTERI PERINDUSTRIAN RI NOMOR : 45/M-IND/PER/7/2008 TANGGAL : 1 Juli 2008 MENTERI PERINDUSTRIAN RI FAHMI IDRIS
SPESIFIKASI TEKNIS
Daftar isi
Daftar isi Prakata
1 Ruang lingkup 2 Acuan normatif 3 Istilah dan definisi 4 Bahan dan komponen 5 Syarat konstruksi 6 Syarat mutu
7 Pengambilan contoh 8 Cara uji
9 Syarat lulus uji 10 Penandaan 11 Pengemasan Lampiran A Bibliografi
Prakata
Standar Nasional Indonesia (SNI), Katup tabung baja LPG merupakan revisi SNI 1591:2007 dengan pertimbangan:
a. bahwa diharapkan dengan adanya standar ini ada jaminan akan adanya produk yang bermutu sesuai dengan satndar yang ditentukan. Dalam hal ini, standar tersebut dapat mencakup seluruh industri menengah maupun besar di dalam memproduksi katup tabung baja LPG; b. menyesuaikan dengan keadaan dan kemampuan dari industri katup tabung baja LPG dengan
katup tabung baja LPG di Indonesia, namun dengan tidak meningggalkan kemampuan kita didalam menghadapi pasar bebas.
Oleh karenanya dengan adanya standar ini, maka diharapkan dapat lebih menyempurnakan interpretasi yang ada selama ini, sehingga pada akhirnya akan dapat lebih meningkatkan kualitas, efisiensi produksi, penghematan biaya, jaminan mutu untuk konsumen dan produsen, serta menciptakan persaingan yang sehat dan menunjang program keterkaitan antar sektor pembangunan.
Standar ini telah dibahas dalam rapat konsensus pada tanggal 13 Maret 2008 di Jakarta yang dihadiri oleh wakil dari produsen, konsumen, lembaga penelitian dan instansi terkait lainnya. Standar ini disusun oleh Panitia Teknis ICS 21-01: Permesinan dan Produk Permesinan.
Katup tabung baja LPG
1 Ruang lingkup
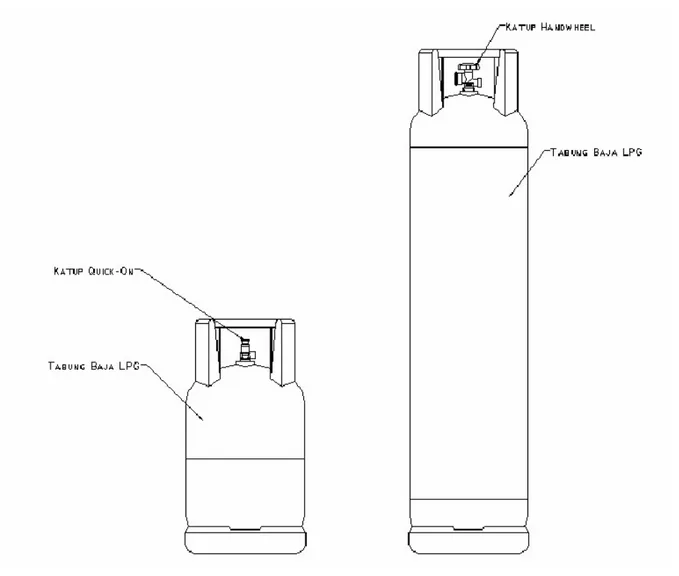
Standar ini menetapkan bentuk, bahan dan komponen, syarat konstruksi, syarat mutu, dan cara uji katup tabung baja LPG. Dimana katup tabung baja LPG terdiri dari 2 jenis yaitu katup quick on
dan handwheel.
2 Acuan normatif
SNI 07-0408-1989, Cara uji tarik logam. SNI 19-0411-1989, Cara uji pukul charpy. SNI 1452:2007, Tabung baja LPG.
JIS H 3250 (1992), Copper and copper alloy rods and bars.
3 Istilah dan definisi 3.1
katup tabung baja LPG
sebuah katup yang dipasang pada tabung, berfungsi sebagai penyalur dan pengaman gas LPG
3.2
katup quick-on
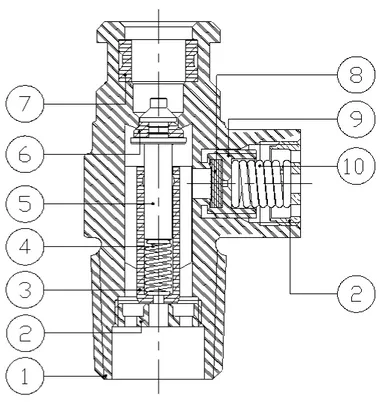
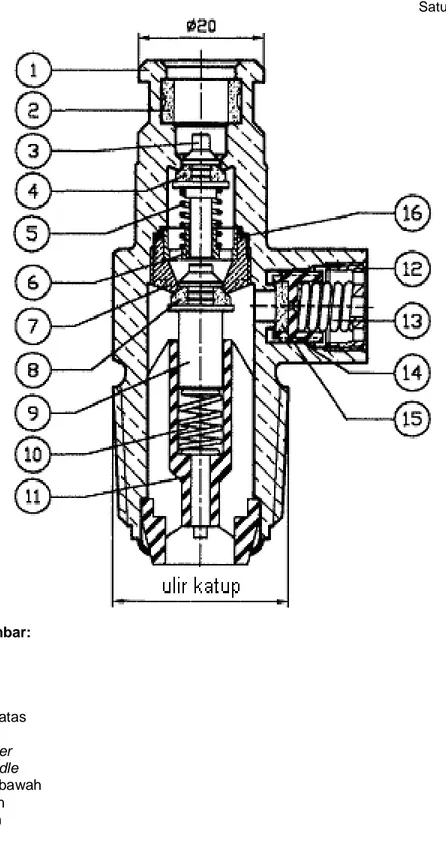
katup yang membuka dan menutup secara otomatis, dilengkapi dengan 1 (satu) atau 2 (dua) katup kendali (spindle) digunakan pada tabung baja LPG kapasitas isi tabung 3 kg sampai dengan 12 kg (Gambar 2 untuk 1 (satu) katup kendali dan Gambar 3 untuk 2 (dua) katup kendali)
3.3
katup handwheel
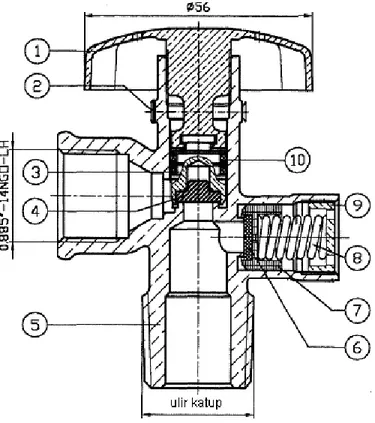
katup yang membuka dan menutup secara manual, digunakan pada tabung baja LPG kapasitas isi tabung 50 kg (Gambar 4)
CATATAN Katup quick on dan katup handwheel pada tabung baja LPG terlihat pada Gambar 1.
3.4 LPG
Liquid Petroleum Gas.
3.5 NGT
National Gas Taper Threads.
3.6 NGO
Keterangan gambar:
1. Badan katup
2. Penahan/pengatur pegas 3. Plastik pengarah
4. Pegas katup kendali 5. Katup kendali 6. Karet katup kendali 7. Karet Seal
8. Karet Pad
9. Piston pengaman (Relieve Valve Piston) 10. Pegas pengaman
Satuan dalam milimeter
Keterangan gambar:
1. Badan katup 2. Karet gasket 3. Spindle atas 4. Karet spindle atas 5. Pegas atas 6. Spindle retainer 7. Dudukan spindle 8. Karet spindle bawah 9. Spindle bawah 10. Pegas bawah 11. Plastik guide 12. Retainer 13. Pegas pengaman 14. Piston pengaman 15. Karet pad 16. O-ring
Satuan dalam milimeter Keterangan gambar: 1, Handwheel 2. Pin pengunci 3. Spindle 4. Nylon pad 5. Badan katup 6. Karet pad 7. Piston pengaman 8. Pegas pengaman 9. Retainer 10. O-ring
Gambar 4 Katup handwheel kapasitas isi tabung 50 kg
4 Bahan dan komponen
4.1 Badan katup terbuat dari tembaga paduan sesuai dengan standar JIS 3250 (1992) kelas C 3771 BE, harus dibuat dengan cara tempa panas dan tidak boleh dengan cara tuang.
4.2 Bahan badan katup harus memiliki kekuatan tarik minimum 392 N/mm2 dan regang minimum 20 %.
4.3 Bahan badan katup harus memiliki kekuatan impak minimum 14,7 Nm
Semua komponen yang digunakan pada konstruksi katup tabung baja LPG harus dibuat dari bahan yang sesuai dengan fungsi penyaluran gas LPG, kuat, awet, tahan karat
4.4 dan bebas dari cacat sehingga menghasilkan keamanan yang maksimum bila digunakan pada kondisi normal dan terus menerus.
4.5 Karet gasket harus bebas dari pori-pori, lekukan dan partikel asing serta mempunyai permukaan yang halus, dan tidak lekat dengan sedikit mungkin penggunaan bubuk talck.
4.6 Pegas katup harus tahan karat dan sesuai untuk penyaluran gas LPG.
5 Syarat konstruksi
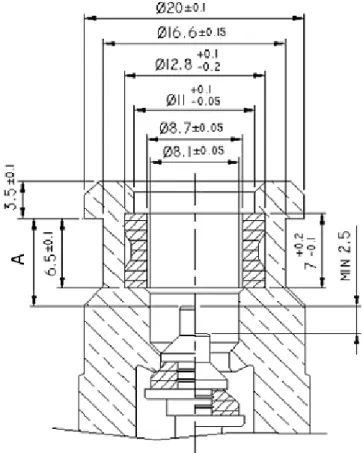
5.1 Bentuk ukuran dan toleransi permesinan mulut katup tabung baja LPG kapasitas isi tabung 3 kg sampai dengan 12 kg harus sesuai dengan ukuran yang diberikan pada Gambar 5.
Keterangan gambar:
A = 8,2±0,3 untuk katup quick on dengan 2 katup kendali A = 9,2±0,3 untuk katup quick on dengan 1 katup kendali
Gambar 5 Mulut katup tabung LPG kapasitas isi tabung 3 kg s/d 12 kg
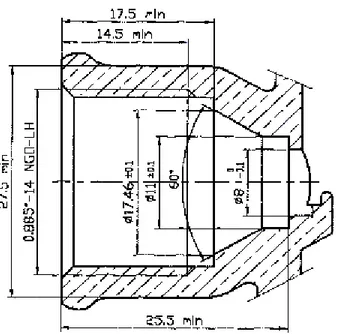
5.2 Bentuk ukuran dan toleransi permesinan mulut katup tabung baja LPG kapasitas isi tabung 50 kg harus sesuai dengan ukuran yang diberikan pada Gambar 6.
Satuan dalam milimeter
Gambar 6 Mulut katup tabung baja LPG kapasitas isi tabung 50 kg
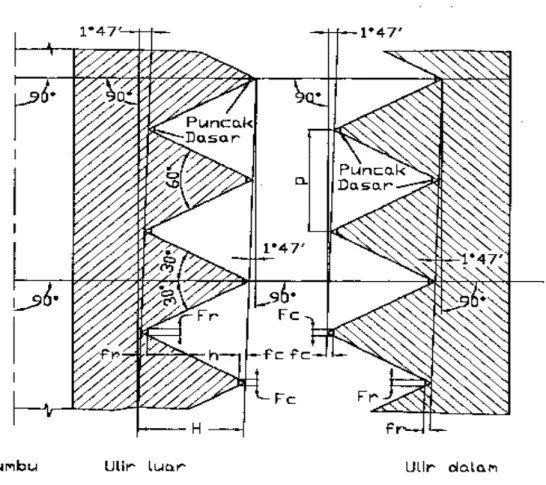
5.3 Sambungan katup dengan tabung menggunakan ulir 1/2”-14 NGT untuk katup tabung baja LPG kapasitas isi tabung 3 kg – 4,5 kg, ulir 3/4”–14 NGT untuk katup tabung baja LPG kapasitas ini tabung 6 kg – 50 kg dengan sudut ulir 60° dan ketirusan 1/16 pada diameter. Bentuk dan ukuran ulir seperti pada Gambar 7 dan Gambar 8.
5.3.1 Diameter pits pada ulir katup dan ulir tabung (cincin leher) diukur pada ± 1 putaran dari dasar.
5.3.2 Ketirusan pits pada ulir katup harus 1/16 pada diameter dengan toleransi minus 1 putaran, tetapi tidak dengan toleransi plus dalam pengukuran untuk menjamin ketirusan pits tidak lebih besar dari dasar.
5.3.3 Ketirusan elemen pits pada ulir tabung (cincin leher) harus 1/16 pada diameter dengan toleransi plus 1 putaran, tetapi tidak dengan toleransi minus dalam pengukuran untuk menjamin ketirusan pits tidak lebih kecil dari dasar.
Keterangan gambar:
Pits diukur sejajar terhadap sumbu, p = 1,814 mm Sudut ulir 60° normal terhadap sumbu
Ketirusan 1/16 diukur pada diameter sepanjang sumbu H 0.866025 x p = tinggi ulir sebelum terpancung H 0.800000 x p = tinggi ulir
fc tinggi puncak terpancung fr tinggi dasar terpancung Fc lebar puncak terpancung Fr lebar dasar terpancung
Keterangan gambar:
P adalah Pits ulir
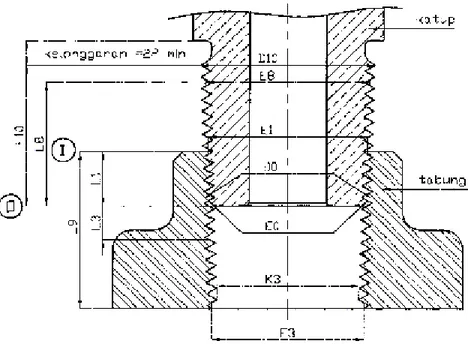
O adalah bidang acuan untuk pengukuran ulir tabung
I adalah Bidang acuan untuk pengukuran ulir tabung (cincin leher) D adalahDiameter luar
D10 adalah 27.42 (ulir 3/4”-14 NGT) 21.90 (ulir 1/2”-14 NGT)
D0 adalah 26.03 (ulir 3/4”-14 NGT) 20.72 (ulir 1/2”-14 NGT)
E adalah Diameter pits
E0 adalah 24,58 (ulir 3/4”-14 NGT) 19.26 (ulir 1/2”-14 NGT)
E1 adalah 25,12 (ulir 3/4”-14 NGT) 19.77 (ulir 1/2”-14 NGT)
E3 adalah 24,24 (ulir 3/4”-14 NGT) 18.92 (ulir 1/2”-14 NGT)
E8 adalah 25,80 (ulir 3/4”-14 NGT) 20.45 (ulir 1/2”-14 NGT)
K adalah Diameter dalam
K3 adalah 22.79 (ulir 3/4”-14 NGT) 17.47 (ulir 1/2”-14 NGT)
L1 adalah Standar pengencangan dengan tangan 8,61 (ulir 3/4”-14 NGT) 8.13 (ulir 1/2”-14
NGT)
L3 adalah 3 (tiga) ulir pengencangan dengan kunci torsi sebesar 105 N.m untuk ulir 1/2” – 14
NGT dan torsi sebesar 225 N.m untuk ulir ¾” – 1/4 NGT
L1 + L3 adalah 14,05 (ulir 3/4”-14 NGT) 13.57 (ulir 1/2”-14 NGT)
L8 adalah Panjang ulir katup utuh 19.50 (ulir 3/4”-14 NGT) 19.01 (ulir
1/2”-14 NGT)
L9 adalah Panjang ulir tabung (cincin leher) utuh minimal 17,68 (ulir 3/4”-14 NGT) 17.20 (ulir
1/2”-14 NGT)
L10 adalah Panjang total ulir katup (pendekatan) 22,22 (ulir 3/4”-14 NGT) 20.64 (ulir
1/2”-14 NGT)
Gambar 8 Ukuran ulir 3/4”- 14 NGT dan ulir 1/2”-14 NGT
5.4 Setiap katup tabung baja LPG harus memiliki satu katup pengaman bertipe pegas dan dirancang kedap gas. Katup pengaman mulai membuka pada tekanan 2,59 MPa (375 Psi) toleransi 10% dan menutup penuh pada tekanan tidak kurang dari 1,77 MPa (257 Psi).
5.5 Katup pengaman harus disegel sehingga tidak dapat dibuka dan diubah.
5.6 Pegas yang digunakan pada katup pengaman harus mampu berfungsi normal pada suhu berkisar -20 °C sampai dengan 65 °C.
6 Syarat mutu 6.1 Sifat tampak
Pengerjaan akhir katup harus baik, tidak boleh retak, karat dan kehitaman.
6.2 Sifat ketahanan
6.2.1 Karet katup kendali pada katup tabung baja LPG kapasitas isi tabung 3 kg sampai 12 kg tidak boleh bocor setelah katup dibuka dan ditutup 5000 kali.
6.2.2 Karet O-ring dan perapat nylon pada katup tabung baja LPG kapasitas isi tabung 50 kg tidak boleh bocor setelah katup dibuka dan ditutup 5000 kali.
6.3 Pneumatik
Katup tidak boleh bocor pada tekanan 1,82 MPa (264 Psi).
6.4 Hidrostatik
Badan katup (sebelum dirakit) tidak boleh retak atau berubah bentuk pada tekanan kurang dari 3,65 MPa (529 Psi).
6.5 Ketahanan hidrokarbon
Perubahan berat dan volume karet tidak boleh melebihi 20 % setelah 5 menit pengujian dan tidak boleh melebihi 10% setelah 24 jam pengujian.
6.6 Kelenturan
Karet tetap lentur pada suhu -20° C sampai dengan 50° C.
6.7 Pengusangan (Ageing)
Perubahan kekerasan karet tidak boleh melebihi 10% setelah pengujian.
7 Pengambilan contoh
7.1 Pengambilan contoh dilakukan oleh petugas yang berwenang.
7.2 Untuk pengujian diambil contoh uji secara acak sebanyak:
Produksi (buah) Contoh uji s/d 100.000 10 buah 100.001 s/d 500.000 12 buah 500.001 s/d seterusnya 15 buah
8 Cara uji 8.1 Uji bahan 8.1.1 Uji tarik
Cara uji tarik dilakukan dengan SNI 07-0408-1989, Cara uji tarik logam.
8.1.2 Uji impak
Cara uji impak dilakukan dengan SNI 19-0411-1989, Cara uji pukul charpy.
8.2 Uji tampak
Pengujian dilakukan secara visual pada katup.
8.3 Uji ketahanan
8.3.1 Katup tabung baja LPG kapasitas isi tabung 3 kg sampai 12 kg diuji dengan cara dibuka dan ditutup sebanyak 5000 kali. Setelah mengalami pengujian dilakukan uji pneumatik.
8.3.2 Katup tabung baja LPG kapasitas isi tabung 50 kg diuji dengan cara dibuka dan ditutup sebanyak 5.000 kali. Setelah mengalami pengujian dilakukan uji pneumatik.
8.4 Uji pneumatik
Pengujian dilakukan pada katup dalam keadaan tertutup dengan tekanan kerja minimum 1,82 MPa (264 Psi) selama 30 detik.
8.5 Uji hidrostatik
Pengujian dilakukan pada badan katup sebelum dirakit dengan tekanan 3,65 MPa (529 Psi) selama 1 menit.
8.6 Uji hidrokarbon
Pengujian komponen karet dilakukan sesuai dengan prosedur sebagai berikut:
a. Timbang berat awal contoh uji di udara dan ukur volume awal contoh uji dengan dicelupkan ke dalam gelas ukur yang diisi air.
b. Keringkan contoh uji, kemudian dicelupkan di dalam cairan propena selama 72 jam pada suhu (23 ± 2) °C.
c. Setelah itu ambil contoh uji dan keringkan dengan sehelai kertas filter.
d. Setelah interval 5 menit, timbang berat dan ukur volume contoh uji dengan cara seperti pada butir a)
e. Selanjutnya contoh uji dibiarkan di udara selama 24 jam.
f. Setelah itu timbang berat dan ukur volume contoh uji dengan cara seperti butir a).
g. Hitung perubahan berat dan volume pada butir d) dan butir f). Perubahan berat dan volume dicatat sebagai prosentase berat dan volume semula.
8.7 Uji lentur
Pengujian komponen karet dilakukan dengan mengambil contoh spesimen/bahan baku karet sesuai dengan prosedur sebagai berikut:
b. Rendam contoh uji dalam metanol yang didinginkan dengan es kering/nitrogen cair sampai mencapai suhu –20 °C ± 2°C,diamkan selama ± 10 menit.
c. Setelah itu keluarkan contoh uji dan ukur kelenturannya . d. Kemudian contoh uji didiamkan ± 5 menit pada suhu ruang.
e. Selanjutnya masukkan contoh uji ke dalam pemanas (oven) pada suhu 50 °C ± 2 °C, diamkan selama ± 10 menit.
f. Keluarkan contoh uji dan ukur kelenturannya.
g. Hitung perubahan kelenturan pada butir c) dan butir f), bandingkan dengan kelenturan contoh uji awal.
8.8 Uji pengusangan (ageing)
Pengujian komponen karet dilakukan sesuai dengan prosedur sebagai berikut: a. Ukur kekerasan awal contoh uji pada suhu ruang.
b. Masukkan contoh uji ke dalam pemanas (oven) pada suhu 70 °C ± 1°C selama 168 jam.
c. Setelah itu keluarkan contoh uji, diamkan dalam suhu ruang minimum selama 16 jam. d. Kemudian ukur kekerasan contoh uji.
e. Hitung perubahan kekerasan contoh uji, bandingkan dengan kekerasan contoh uji awal.
8.9 Uji dimensi
Pengujian pengukuran menggunakan alat ukur jangka sorong dan atau mikrometer dengan ketelitian alat ukur 0,01 mm.
9 Syarat lulus uji
9.1 Kelompok katup dinyatakan lulus uji bila contoh uji memenuhi persyaratan pada pasal 4 (Bahan baku), pasal 5 (Syarat konstruksi) dan pasal 6 (Syarat mutu).
9.2 Apabila salah satu syarat pada pasal 4, pasal 5, dan pasal 6 tidak terpenuhi maka contoh dinyatakan tidak lulus dan dilakukan uji ulang dengan jumlah 2 x (dua kali) dari jumlah contoh pertama.
9.3 Apabila dalam uji ulang salah satu syarat pada pasal 4, pasal 5 dan pasal 6 tidak terpenuhi maka contoh tidak lulus dan kelompok yang diwakilinya dinyatakan gagal.
10 Penandaan
Setiap katup harus diberi tanda dengan huruf, angka atau simbol yang tidak mudah hilang sekurang-kurangnya mencakup:
− Pembuat
− Bulan dan tahun pembuatan
− Petunjuk tekanan kerja maksimum
11 Pengemasan
Bagian ulir luar dan mulut katup harus dilindungi dengan penutup dan dikemas dalam dus karton berisi 50 buah katup. Setiap dus karton harus diberi tanda dengan huruf, angka atau simbol yang tidak mudah hilang sekurang-kurangnya mencakup:
- Nama pembuat - Jenis/tipe katup - Isi kemasan
Lampiran A (Normatif)
ULIR NGT (NATIONAL GAS TAPER)
CATATAN Acuan standard ulir NGT dari BS 57.1-1965, Compressed Gas Cylinder value outlet and inlet connections.
Bibliografi
Under write Laboratories 157, Gasket and seals
Under write Laboratories 1769, Cylinder valve
MS 831:1986, Specification for valves for use with domestic liquefied petroleum gas (LPG) cylinders.
BS 903 : Part A19 : 1986 (ISO 188-1982), Methods of testing vulcanized rubber. Part A19 Heat resistance and accelerated ageing tests.
BS 903 : Part A16 : 1987 (ISO 1817-1985), Methods of testing vulcanized rubber. Part A16 Determination of effect of liquids.
BS EN 549 : 1995, Specification for rubber materials for seals and diaphragms for gas appliances and gas equipment.
LAMPIRAN II PERATURAN MENTERI PERINDUSTRIAN NOMOR : 45/M-IND/PER/7/2008 TANGGAL : 1 Juli 2008 MENTERI PERINDUSTRIAN RI FAHMI IDRIS
SPESIFIKASI TEKNIS
REGULATOR TEKANAN RENDAH
UNTUK TABUNG BAJA LPG
Prakata
Standar Nasional Indonesia (SNI), Regulator tekanan rendah untuk tabung baja LPG merupakan revisi SNI 7369:2007 dengan pertimbangan:
a. bahwa diharapkan dengan adanya standar ini ada jaminan akan adanya produk yang bermutu sesuai dengan standar yang ditentukan. Dalam hal ini, standar tersebut dapat mencakup seluruh industri menengah maupun besar di dalam memproduksi regulator tekanan rendah untuk tabung baja LPG;
b. menyesuaikan dengan keadaan dan kemampuan dari industri Regulator tekanan rendah untuk tabung baja LPG di Indonesia, namun dengan tidak meningggalkan kemampuan kita didalam menghadapi pasar bebas.
Oleh karenanya dengan adanya standar ini, maka diharapkan dapat lebih menyempurnakan interpretasi yang ada selama ini, sehingga pada akhirnya akan dapat lebih meningkatkan kualitas, efisiensi produksi, penghematan biaya, jaminan mutu untuk konsumen dan produsen, serta menciptakan persaingan yang sehat dan menunjang program keterkaitan antar sektor pembangunan.
Standar ini telah dibahas dalam rapat konsensus pada tanggal 14 Maret 2008 di Jakarta yang dihadiri oleh wakil dari produsen, konsumen, lembaga penelitian dan instansi terkait lainnya. Standar ini disusun oleh Panitia Teknis ICS 21-01: Permesinan dan Produk Permesinan.
Daftar isi
Prakata ... i Daftar isi ... ii 1 Ruang lingkup ... 1 2 Acuan normatif... 1 3 Istilah dan definisi ... 1 4 Bahan baku ... 2 5 Rangka konstruksi ... 2 6 Syarat mutu ... 5 7 Pengambilan contoh ... 6 8 Cara uji ... 7 9 Syarat lulus uji ... 10 10 Penandaan ... 10 11 Pengemasan... 10 Lampiran A ... 11 Bibliografi ... 12
Regulator tekanan rendah untuk tabung baja LPG
1 Ruang lingkup
Standar ini menjelaskan tentang bahan baku syarat mutu dan cara uji regulator LPG bertekanan rendah sistem pengancing untuk tabung baja LPG kapasitas 3 kg sampai 12 kg.
2 Acuan normatif
Spesifikasi Teknis Katup tabung baja LPG (Lampiran I Peraturan Menteri Perindustrian RI)
3 Istilah dan definisi 3.1
regulator
alat pengatur tekanan untuk tabung baja LPG yang berfungsi untuk menyalur dan mengatur serta menstabilkan tekanan gas yang keluar dari tabung baja LPG supaya aliran gas menjadi konstan
3.2
regulator tekanan rendah
alat pengatur tekanan dirancang khusus untuk mengatur tipe tabung baja LPG dengan tekanan keluaran maksimal 5 kPa
3.3
sistem pengancing (clip-on system)
sistem pengancing regulator yang berfungsi untuk mengunci dan membuka dari katup tabung baja dengan mudah
3.4
tekanan masuk
desakan aliran LPG yang mengalir masuk dari tabung baja LPG melalui bagian penyambung saluran masuk (insert valve) regulator
3.5
tekanan keluar
desakan aliran LPG yang mengalir keluar melalui bagian dari saluran keluar regulator
3.6
tekanan pengaman (lock-up)
desakan aliran LPG yang berada di dalam regulator yang berfungsi sebagai pendorong bantalan katup untuk menutup aliran gas LPG yang keluar dari tabung baja LPG
3.7
LPG (liquefied petroleum gas)
sejenis campuran bahan bakar gas kelas tiga untuk kegunaan domestik rumah tangga yang sesuai untuk regulator
3.8
gas penguji
gas LPG yang sesuai digunakan untuk pengujian peralatan
4 Bahan baku Paduan Zn
Bahan paduan harus mempunyai daya tahan dan keamanan yang dibuat dari paduan Zn dengan cara tempa panas Zn Al4 dan memiliki sifat anti karat; daya tahan terhadap gas LPG, tidak
berubah bentuk pada suhu 80 °C dan memiliki kekuatan impak minimal 14,7 Nm.
4.2 Kuningan atau paduan Zn
Komponen spindel katup, pengunci spindel katup dan bushing terbuat dari kuningan atau paduan yang memiliki sifat anti karat, tidak keropos dan memiliki kekuatan impak minimal 7,35 Nm.
4.3 Karet
Bahan komponen karet membran (rubber diaphragm), bantalan katup (valve pad) dan cincin perapat yang terbuat dari bahan karet yang tidak lekat; bebas dari pori-pori juga partikel asing serta mempunyai permukaan yang halus dan rata tidak ada lekukan. Bahan karet ini memiliki kekuatan termoplastik dan termoset dibuat dengan menggunakan cara injeksi tekanan tinggi.
4.4 Plastik
Kunci pemutar (interlock) terbuat dari bahan poly-plastik (syn-plastik) atau yang setara. Untuk tuas dan bushing dapat terbuat dari bahan thermo plastik.
5 Rangka konstruksi
5.1 Penyambung katup tabung baja
Penyambung katup tabung baja ini sebagai penyambung antara regulator dan katup tabung baja untuk menyalur aliran LPG yang mengalir masuk ke regulator.
Ukuran diameter dalam penyambung katup tabung baja adalah 20 mm ± 0,1 mm yang mengacu Spesifikasi Teknis Katup tabung baja LPG (Lampiran I Peraturan Menteri Perindustrian RI)
Diameter dalam penyambung katup tabung baja diterangkan seperti Gambar 1.
Keterangan:
1. Saluran keluar 2. Ruang kunci pemutar
3. Penyambung katup tabung baja 4. Saluran masuk
5. Diameter dalam 0,4 0
20+ mm
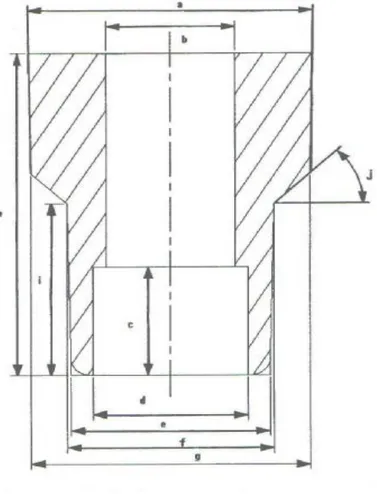
5.1.1 Bagian saluran masuk
Gambar 2 - Dimensi bagian saluran masuk
Tabel 1 - Ukuran saluran masuk
No Uraian Nilai
1 Diameter luar saluran masuk (a) 11 mm 2 Diameter dalam saluran masuk (b) (5 ± 0,1) mm
3 Tinggi bagian dalam (c) 5 mm
4 Diameter bagian dalam saluran luar (d) 6 mm 5 Diameter sisi luar saluran keluar (e) (7,7 ± 0,1) mm 6 Diameter ketirusan sisi luar saluran
keluar (f) (8 ± 0,1) mm
7 Diameter ketirusan saluran masuk (g) (10,8 – 10,95) mm
8 Tinggi spindel (h) 15 mm
9 Tinggi ketirusan bagian luar saluran
keluar (i) 8 mm
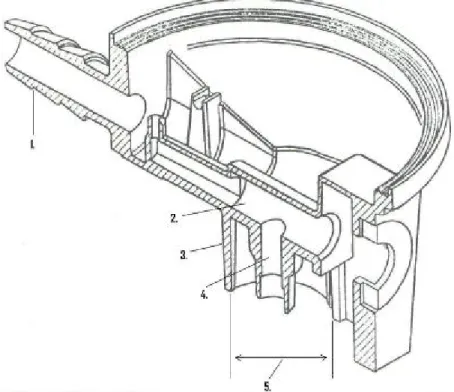
5.3 Saluran keluar
Saluran keluar bagian dari regulator berfungsi sebagai penyambung dengan selang karet LPG (flexible hose) seperti pada Gambar 3. Ukuran saluran keluar sesuai Tabel 2.
Gambar 3 - Konstruksi saluran keluar bagian regulator
Tabel 2 - Ukuran saluran keluar
No Uraian Nilai
(mm)
1 Diameter dalam uliran saluran ke selang (A1) 7,5 ± 0,1 2 Diameter luar uliran ke-1 (A2) 10,0 ± 0,1 3 Diameter luar uliran ke-2 (A3) 12,5 ± 0,1 4 Diameter luar uliran ke-3 (A4) 13,0 ± 0,1 5 Diameter luar uliran ke-4 (A5) 13,5 ± 0,1
6 Jarak uliran (A6) 6,5
7 Diameter luar uliran saluran dalam (A7) 11,0 – 11,5 8 Jarak pipih (Ronness/kebulatan) (A8) 1,0 – 1,5 9 Jarak pipih uliran (A9) 0,3 – 0,5 10 Jarak uliran ke-1 dengan uliran ke-4 (A10) 4 x 6,5
6 Syarat mutu
6.1 Bunyi dan getaran
Regulator tekanan rendah tidak boleh bergetar dan tidak mengeluarkan bunyi pada saat dipasang di katup tabung baja LPG.
6.2 Tekanan keluar
Dengan tekanan masuk sebesar 0,7 MPa tekanan keluar dari regulator minimal mencapai 2,8 kPa dengan toleransi ± 0,47 kPa.
6.3Tekanan pengaman (lock-up)
Pada saat tidak ada arus aliran keluar, tekanan pada pengaman tidak boleh melebihi 41 mbar.
6.4 Ketahanan jatuh
Regulator dijatuhkan dengan ketinggian satu meter dari permukaan lantai; dengan persyaratan: a) Tidak retak maupun pecah pada badan regulator secara visual
b) Tidak retak pada mekanisme
6.5 Daya ketahanan kunci pemutar
Kunci pemutar diputar minimal sebanyak 5.000 kali dengan cara mengunci dan membuka pada katup tabung baja LPG tanpa ada tanda keausan, kerusakan maupun patah pada kunci pemutar.
6.6 Ketahanan
Ketahanan regulator minimal sebanyak 50.000 kali laju aliran dengan tekanan masuk sebesar 7 bar (100 psi) dengan cara mengisi dan melepaskan udara dan tidak mengalami kebocoran dan toleransi tekanan pengaman (lock-up) tidak boleh melebihi 110 %.
6.7 Suhu
Kinerja mekanisregulator terhadap suhu dengan variasi antara 0 °C – 50 °C dan toleransi tekanan keluar dan pengaman (lock-up) seperti berikut:
a) Suhu 0 °C + 2 °C, tekanan keluar 2,8 kPa ± 0,47 kPa ; tekanan pengaman tidak melebihi 4,1 kPa.
b) Suhu 20 °C + 5 °C, tekanan keluar 2,8 kPa ± 0,47 kPa ; tekanan pengaman tidak melebihi 4,1 kPa.
c) Suhu 50 °C + 5 °C, tekanan keluar 2,8 kPa ± 0,47 kPa ; tekanan pengaman tidak melebihi 4,1 kPa.
6.8 Kebocoran
Regulator tidak boleh mengalami kebocoran pada bagian: a) bagian penutup regulator;
b) bagian kunci pemutar.
6.9 Ketahanan komponen bahan karet
Komponen bahan karet membran, bantalan katup dan cincin perapat tidak boleh: a) Menyusut melebihi 1%;
b) Mengembang melebihi 25%; c) Kehilangan berat melebihi 10%.
7 Pengambilan contoh
Pengambilan contoh dilakukan secara acak sebanyak 3 buah dari 1.000 untuk pengujian sebagai berikut:
a) untuk uji mutu; b) untuk uji konstruksi;
c) untuk uji bahan.
Untuk pengujian bahan karet membran, bantalan katup dan cincin perapat diwakili oleh pengambilan contoh komponen minimal 6 buah.
8 Cara uji
8.1 Bunyi dan getaran
Regulator tekanan rendah dipasang di katup tabung baja LPG dengan tekanan masuk sebesar 0,7 MPa dipastikan tidak boleh bergetar dan tidak mengeluarkan bunyi.
8.2 Tekanan keluar
Regulator dipasang pada katup tabung baja dan diuji dengan tekanan masuk sebesar 0,7 MPa tekanan keluar minimal mencapai 2,8 kPa dengan toleransi ± 0,47 kPa.
8.3 Tekanan pengaman (Lock-up)
Regulator dipasang pada katup tabung baja dengan tekanan masuk sebesar 0,7 MPa lalu langsung memutuskan arus laju aliran, tekanan pengaman tidak boleh melebihi 4,1 kPa.
8.4 Uji ketahanan jatuh
Regulator dijatuhkan pada ketinggian satu meter sebanyak satu kali dari permukaan lantai; dan tidak mengalami:
(a) keretakan maupun pecah pada badan regulator secara visual.
(b) kerusakan pada mekanisme dan memenuhi syarat mutu sub pasal 6.1, sub pasal 6.2 dan sub pasal 6.3.
8.5 Uji daya ketahanan kunci pemutar
Kunci pemutar diuji sebanyak 5.000 kali dengan cara mengunci dan membuka pada katup tabung baja LPG tanpa ada tanda keausan, kerusakan maupun patah pada kunci pemutar.
8.6 Uji ketahanan penggunaan
Regulator diuji sebanyak 50.000 kali dengan tekanan masuk sebesar 0,7 MPa dengan cara mengisi dan melepaskan udara dan tidak mengalami kebocoran dan toleransi tekanan pengaman (lock-up) tidak boleh melebihi 110 % seperti berikut:
8.6.1 Setelah 10.000 kali pertama, tekanan pengaman tidak melebihi 4,1 kPa.
8.6.2 Setelah 10.000 kali kedua, tekanan pengaman tidak melebihi 4,1 kPa.
8.6.3 Setelah 10.000 kali ketiga, tekanan pengaman tidak melebihi 4,1 kPa .
8.6.4 Setelah 10.000 kali keempat, tekanan pengaman tidak melebihi 4,1 kPa. Setelah 10.000 kali kelima tekanan pengaman tidak melebihi 4,1 kPa .
Untuk menguji kinerja mekanisme regulator terhadap suhu bervariasi seperti berikut dan toleransi tekanan keluar dan pengaman seperti dibawah ini:
8.7.1 Pada suhu 0 °C ± 2 °C dengan tekanan masuk 0,02 MPa dan 0,1 MPa, untuk tekanan keluar berada di 2,8 kPa ± 0,47 kPa dan untuk tekanan pengaman tidak melebihi 4,1 kPa.
8.7.2 Pada suhu 20 °C ± 5 °C dengan tekanan masuk 0,02 MPa dan 0,3 MPa, untuk tekanan keluar berada di 2,8 kPa ± 0,47 kPa dan untuk tekanan pengaman tidak melebihi 4,1 kPa.
8.7.3 Pada suhu 50 °C ± 5 °C dengan tekanan masuk 0,1 MPa dan 0,6 MPa, untuk tekanan keluar berada di 2,8 kPa ± 0,47 kPa dan untuk tekanan pengaman tidak melebihi 4,1 kPa.
8.8 Uji kebocoran
Kebocoran regulator diuji dengan menggunakan cara berikut:
8.8.1 Sambungkan selang pada saluran keluar dan diisi dengan tekanan udara rendah sebesar 0,3 MPa selama 60 detik, bagian penutup regulator tidak boleh ada kebocoran.
8.8.2 Regulator dipasang pada katup tabung baja dan diisi dengan tekanan udara tinggi sebesar 1,56 MPa selama 120 detik, bagian kunci pemutar tidak boleh ada kebocoran.
8.9 Uji ketahanan komponen bahan karet
Cara ini untuk menguji perubahan pada penyusutan, cracking maupun tanda-tanda kerusakan. Pengujian Standard Test Method for Rubber Property-effect of Liquids terdiri dari uji perubahan volume dan uji kehilangan berat seperti berikut:
8.9.1 Uji perubahan volume
Bahan uji yaitu karet membran (rubber diaphragm), bantalan katup dan cincin perapat masing masing diuji pada suhu 23 oC ± 2 oC. Sebelumnya bahan uji dibersihkan dengan ethyl alcohol dan air bersih untuk menghilangkan gelembung udara (air bubble) dipermukaan bahan uji.
Toleransi lulus uji terhadap menyusut dibawah 1 % dan toleransi terhadap mengembang tidak melebihi 25%.
8.9.1.1 Sebelum bahan uji direndam ke dalam cairan n-hexane, berat volume ditimbang dengan metode penimbangan di udara-M1.
8.9.1.2 Sebelum bahan uji direndam ke dalam cairan n-hexane, berat volume ditimbang dengan metode penimbangan di air-M2.
8.9.1.3 Setelah direndam dengan cairan n-hexane selama 70 jam, diambil dan dikeringkan dengan kain; dalam waktu 30 detik berat volume ditimbang dengan metode penimbangan di udara-M3.
8.9.1.4 Setelah direndam dengan cairan n-hexane selama 70 jam, diambil dan dkeringkan dengan kain; dalam masa 30 detik berat volume ditimbang dengan metode penimbangan di air-M4.
8.9.1.5 Rumus perhitungan perubahan volume adalah berikut:
Perubahan volume = 100 ) ( ) ( ) ( 2 1 2 1 4 3 x M M M M M M − − − − dengan pengertian:
M1 adalah berat volume sebelum bahan uji direndam dengan cairan n-hexane dengan metode
ditimbang di udara.
M2 adalah berat volume sebelum bahan uji direndam dengan cairan n-hexane dengan metode
ditimbang di air.
M3 adalah berat volume bahan uji setelah direndam dengan cairan n-hexane selama 70
jam dengan metode ditimbang di udara.
M4 adalah berat volume bahan uji setelah direndam dengan cairan n-hexane selama 70
jam dengan metode ditimbang di air.
100 adalah faktor penambahan/penyusutan volume.
8.9.2 Uji kehilangan berat
Bahan uji yaitu karet membran (rubber diaphragm), bantalan katup dan cincin perapat masing masing diuji pada suhu 23 oC ± 2 oC. Sebelumnya bahan uji dibersihkan dengan ethyl alcohol dan air bersih untuk menghilangkan gelembung udara (air bubble) dipermukaan bahan uji.
Toleransi lulus uji terhadap kehilangan berat tidak melebihi 10%.
8.9.2.1 Sebelum bahan uji direndam ke dalam cairan n-hexane, berat volume ditimbang dengan metode penimbangan di udara-M1.
8.9.2.2 Setelah direndam dengan cairan n-hexane selama 70 jam, dikeringkan dengan kain. Bahan uji disimpan di suhu 23 °C ± 2 °C tidak kurang dari 70 jam kemudian berat volume ditimbang dengan metode penimbangan di udara-M2.
8.9.2.3 Rumus perhitungan kehilangan beratadalah berikut:
Kehilangan berat = ( ) 100 1 2 1 x M M M − dengan pengertian :
M1 adalah berat volume sebelum bahan uji direndam dengan cairan n-hexane selama 70 jam
dengan metode ditimbang di udara.
M2 adalah berat volume sebelum bahan uji direndam dengan cairan n-hexane selama 70 jam
dengan metode ditimbang di air.
9 Syarat lulus uji
9.1 Regulator dinyatakan lulus uji apabila telah memenuhi syarat pasal 4; pasal 5; dan pasal 6. Jika salah satu syarat butir tidak dapat dipenuhi, maka regulator ini dinyatakan tidak lulus uji.
9.2 Uji ulang dapat dilakukan terhadap kelompok yang tidak lulus uji dengan jumlah contoh sebanyak dua kali dari jumlah contoh pertama. Apabila dalam pengujian salah satu contohnya tidak memenuhi salah satu syarat dari sub pasal 6.1 sampai dengan sub pasal 6.9 maka dinyatakan tidak lulus uji dan kelompok yang diwakilinya dinyatakan gagal.
10 Penandaan
Setiap regulator harus diberi tanda yang tidak mudah hilang, sekurang-kurangnya mencakup: a) Merek produk
b) Bulan dan tahun pembuatan
11 Pengemasan
Setiap regulator harus dikemas dalam dus karton untuk memperkecil resiko kerusakan pada saat dipindahkan. Setiap kemasan mencantumkan:
a) Nama produsen
b) Cara penggunaan dan tipe regulator tekanan rendah c) Isi kemasan
Lampiran A
(informatif)
Regulator tekanan rendah sistem pengancing
Keterangan:
1. Penutup regulator 2. Pegas beban 3. Karet membrane 4. Saluran keluar
5. Kunci pemutar (tidak termasuk tuas) 6. Bantalan katup 7. Penghubung mekanis 8. Badan regulator 9. Spindel katup 10. Cincin perapat 11. Tuas 12. Bushing
Gambar A.1 - Contoh konstruksi regulator tekanan rendah sistem pengancing
Bibliografi
BS EN 12864 : 2001 Low pressure, non-adjustable regulator with a capacity less than or equal to 4kg/hour for liquefied petrolem gases.
MS 1165 : 1989 Specification for pressure regulators and automatic changeover device for liquefied petroleum gases.
MS 831 : 1986 Specification for valves for use with domestic LPG cylinders. AS 1881 : 1986, Specification for zinc alloy ingo for die die casting.
BS 2874 : 1969, Specification for copper and copper alloy on rod and sections. BS 903 : Part A19 : 1975, Heat resistance and accelerated air aging test
ISO 188 : 1998, Rubber, vulcanized or thermoplastic on accelerated ageing and heat resistance tests.
BS 903 : Part A26 : 1969, Determination of hardness for rubber, vulcanized or thermoplastic. ISO 48 : 1994, Rubber, vulcanized or thermoplastic-determination of hardness between 10 IRHD and 100 IRHD.
BS 903 : Part A19 : 1975, Determination of resistance to ozon cracking (static stain test).
ISO 1431-1 :2004, Rubber, vulcanized or thermoplastic-resistance to ozone cracking, Static and dynamic strain testing.
ISO 75-1 : 2004, Plastics-determination of temperature of deflection under load on general test method.
ISO 178 : 2001, Plastics-determination of flexural propertiey. ISO 180 : 2000, Plastics-determination of Izod impact strength. ISO 527-1 : 1996, Plastics-deterination of tensile properties. ISO 301 : 1981, Specification for Zinc Alloy for die casting.
ISO 426-1 : 1983, Wrought copper chemical composition of wrought product. ISO 426-2 : 1983, Wrought copper chemical composition of wrought product.
LAMPIRAN III PERATURAN MENTERI PERINDUSTRIAN RI NOMOR : 45/M-IND/PER/7/2008
TANGGAL : 1 Juli 2008
SPESIFIKASI TEKNIS
SELANG KARET UNTUK KOMPOR GAS LPG
MENTERI PERINDUSTRIAN RI
Daftar isi
Daftar isi ... Error! Bookmark not defined.
Prakata ... 46
1 Ruang lingkup ... 47
2 Acuan normatif ... 47
3 Istilah dan definisi ... 47
4 Syarat mutu ... 49
5 Pengambilan contoh ... Error! Bookmark not defined. 6 Cara uji ... 50
7 Syarat lulus uji ... 56
8 Pengemasan ... 56
Prakata
Standar Nasional Indonesia (SNI) Selang Karet untuk kompor gas LPG merupakan standar baru.
Standar ini disusun untuk memenuhi persyaratan K3L, dan merupakan salah satu program Nasional pemerintah dalam rangka konversi bahan bakar minyak menjadi gas.
Standar ini telah dibahas dalam rapat Konsensus pada tanggal 16 Agustus 2006 di Jakarta. Hadir dalam rapat Konsensus tersebut adalah wakil dari Produsen, Konsumen, Instansi Pemerintah dan Instansi terkait lainnya. Standar ini disusun oleh Panitia Teknis Industri Karet dan Plastik (ICS 83-01).
Selang karet untuk kompor gas LPG
1 Ruang lingkup
Standar ini meliputi istilah dan definisi, dimensi, syarat mutu, pengambilan contoh, cara uji, syarat lulus uji, pengemasan dan penandaan selang karet untuk kompor gas LPG.
Standar ini khusus untuk selang karet lentur yang digunakan sebagai saluran gas LPG dari tabung ke kompor gas untuk keperluan rumah tangga.
2 Acuan normatif
SNI 19 – 0428 -1989, Petunjuk pengambilan contoh padatan.
ISO 1307- 1992, Rubber and plastics hoses for general purpose industrial application – Bore diameters and tolerances, tolerances on length and test pressures.
SNI 06 – 6314 – 2000, Penentuan dimensi potongan uji dari karet vulkanisat, karet termoplastik dan barang jadi karet untuk keperluan pengujian.
SNI 06 – 4966 – 1999, Penentuan sifat – sifat tegangan dan regangan dari karet vulkanisat dan karet termoplastik.
SNI 06 – 6315 – 2000, Pengujian keusangan yang dipercepat atau ketahanan panas dari karet vulkanisat.
ISO 36 – 1969, Determination of the adhesion strength of vulcanized rubbers to textile fabrics.
ISO 6133 – 1981, Rubber and plastics – Analysis of multi-peaks traces obtained in determinations of tear strength and adhesion strength.
ISO 1402 – 1984, Rubber and plastics hoses and hose assemblies – Hydrostatic testing.
SNI 06 – 4894 – 1998, Ketahanan karet vulkanisat atau karet termoplastik terhadap keretakan oleh ozon.
ISO 1817 – 1985, Rubber, vulcanized – Determination of the effect of liquid
DIN EN 559 – 1994, Gas welding equipment – Rubber hoses for welding, cutting and allied processes.
3 Istilah dan definisi 3.1
selang karet untuk kompor gas LPG
selang karet lentur yang digunakan untuk mengalirkan gas LPG ke kompor gas untuk keperluan rumah tangga
3.2 gas LPG
gas hasil pemampatan minyak bumi dengan komponen utama propana (C3H8) yang dipasarkan dalam tabung
3.3
lapisan karet bagian dalam (lining)
bagian yang bersinggungan langsung dengan benda alir (fluida)
3.4
lapisan karet bagian luar (cover)
bagian yang berhubungan langsung dengan udara sekitar
3.5
Pphm (part per hundred million)
satuan kepekatan ozon yang digunakan untuk pengujian ketahanan karet terhadap ozon
3.6
ketahanan letup (bursting pressure)
besarnya tekanan yang diperlukan untuk memampatkan contoh selang sampai meletup
3.7
tekanan kerja (working pressure)
besarnya tekanan yang diterima oleh selang pada saat digunakan untuk mengalirkan gas LPG dari tabung ke kompor gas
4 Syarat mutu
Syarat mutu selang karet untuk kompor gas LPG tertera dalam Tabel 1 berikut.
Tabel 1 Syarat mutu selang karet untuk kompor gas LPG
Nomor Uraian Satuan Persyaratan
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. Uji visual : - Penampilan Dimensi - Diameter lubang - Panjang Tegangan putus
- Bagian dalam (lining) - Bagian luar (cover) Perpanjangan putus - Bagian dalam (lining) - Bagian luar (cover) Pengusangan pada suhu 1000 C, selama 72 jam Nilai setelah pengusangan : Tegangan putus
- Bagian dalam (lining) - Bagian luar (cover) Perpanjangan putus - Bagian dalam (lining) - Bagian luar (cover) Kekuatan rekat (Adhesion Strength)
- Antara bagian dalam dengan bagian luar Ketahanan letup (bursting pressure)
Ketahanan terhadap ozon, 50
pphm, 20 % regangan 400 C, selama 72 jam
Ketahanan terhadap pentana, 72 jam, suhu kamar.
- Cairan pentana terserap - Bahan terekstrak oleh
pentana
Uji pembakaran, 3600 C – 3650 C, 2 menit
- Bagian dalam (lining)
- mm kg/cm2 % kg/cm2 % kg/cm bar - % - Tidak cacat 10 ± 0,75 Min. 1600 Min. 40 Min. 45 Min. 150 Min. 200 Min. 37,5 Min. 34,0 Min 75 Min 100 Min 1,5 Min 20 Tidak retak Maks. 15 Maks. 18 Tidak terbakar
5 Pengambilan contoh
Contoh diambil secara acak dengan jumlah sesuai pada Tabel 2.
Tabel 2 Cara pengambilan contoh
No Produksi (buah) Jumlah contoh (buah)
1 Kurang dari 100 5 2 101 s/d 500 10 3 501 s/d 1000 15 4 Lebih dari 1000 20 6 Cara uji
6.1 Persiapan contoh uji
Persiapan contoh uji sesuai dengan SNI 06 – 6314 – 2000. Penentuan dimensi potongan uji dari karet vulkanisat, karet termoplastik dan barang jadi karet untuk keperluan pengujian
6.2 Dimensi dan toleransi
Cara uji dimensi dan toleransi sesuai dengan ASTM D 3767 – 1997 dan ISO 1307- 1992.
Prosedur ini ditujukan untuk mengukur diameter dalam dan keliling contoh uji untuk pengujian fisika dengan menggunakan sebuah kerucut berskala atau disebut tapered plug gage. Alat ini dibuat berskala sehingga mampu mengukur variasi diameter 1mm.
Cara kerja :
a) Masukkan kerucut berskala kedalam contoh sedemikian sehingga rapat namun tidak terjadi distorsi.
b) Baca skala tepat pada bagian yang kontak dengan lingkaran dalam potongan uji. c) Catat nilai diameter sesuai penunjukan skala dalam mm.
6.3 Tegangan putus
Cara uji tegangan putus sesuai dengan SNI 06 – 4966 – 1999, Penentuan sifat – sifat tegangan dan regangan dari karet vulkanisat dan karet termoplastik
6.4 Perpanjangan putus
Cara uji perpanjangan putus sesuai dengan SNI 06 – 4966 – 1999, Penentuan sifat – sifat tegangan dan regangan dari karet vulkanisat dan karet termoplastik
6.5 Keusangan dipercepat
Cara uji keusangan dipercepat atau ketahanan panas sesuai dengan SNI 06 – 6315 – 2000,
6.6 Kekuatan rekat (Adhesion strength)
Cara uji kekuatan rekat sesuai dengan ISO 36 – 1969 dan ISO 6133 – 1981. Kekuatan rekat kanvas diukur dengan cara tarikan (stripping) beban yang diperlukan untuk memisahkan dua lapisan kanvas yang direkatkan dengan karet, atau lapisan karet dengan lapisan kanvas.
6.6.1 Peralatan
- Mesin penarik “tensometer” dengan perlengkapan pencatatan grafik. Kecepatan tarik diatur 50 mm /menit ± 5 mm /menit.
- Penjepit khusus untuk keperluan potongan uji bentuk silinder.
6.6.2 Potongan uji
Dua bentuk potongan uji dapat digunakan yaitu potongan uji bentuk silinder (Gambar 1) dan potongan uji bentuk setengah silinder (Gambar 2).
- Potongan uji bentuk silinder berukuran lebar 35 mm ± 2 mm.
- Potongan uji bentuk setengah silinder panjang 160 mm dan lebar 10 mm atau setengah keliling selang.
6.6.3 Cara kerja
a) Sebuah ujung potongan uji bentuk silinder dipisahkan lapisannya dengan tangan sampai ± 10 mm dan dijepitkan pada mesin penarik memakai sebuah penjepit khusus dimana silinder potongan uji itu dapat berputar dengan posisi bagian terkelupas membentuk sudut 90o dengan silinder.
b) Untuk potongan uji setengah silinder dipisahkan lapisannya sampai ± 10 mm dan dijepitkan pada mesin penarik dengan posisi bagian terkelupas membentuk sudut 180o satu dengan yang lain.
c) Mesin dijalankan sampai potongan uji tertarik lepas.
6.6.4 Perhitungan
Pencatat grafik menunjukkan gambar sebagai berikut:
Gambar 3 - Evaluasi grafik kekuatan rekat
Dari beberapa nilai puncak grafik kekuatan rekat yang tergambar ditentukan nilai tengah dan rentang nilainya yang diambil dari 80% area dibagian tengah grafik. Nilai tersebut merupakan kekuatan rekat kanvas yang dinyatakan dengan kg/ cm.
6.7 Ketahanan letup (bursting pressure)
Cara uji ketahanan letup (bursting pressure) sesuai dengan ISO 1402 –1984, Rubber and plastics hoses and hose assemblies – Hydrostatic testing.
6.7.1 Peralatan
Sebuah pompa angin (kompresor) yang dilengkapi dengan sebuah manometer untuk mengukur tekanan dengan kg/cm² atau atmosfir.
6.7.3 Cara kerja
a) Potongan uji berupa sepotong selang gas LPG dihubungkan satu ujung pada pipa yang terhubung dengan aliran air dan pompa angin (kompresor), dan ujung lainnya diikat erat pada sebuah penutup berupa logam pejal.
b) Keran air dibuka sampai beberapa saat dan setelah itu keran udara juga dibuka sampai potongan uji meletup.
c) Tekanan udara waktu potongan uji meletup dicatat.
6.7.4 Hasil uji
Hasil uji diperoleh dari perhitungan rata-rata dua kali pengujian yang dinyatakan dengan kg/cm².
6.8 Ketahanan ozon
Cara uji ketahanan ozon sesuai dengan SNI 06 – 4894 – 1998, Ketahanan karet vulkanisat atau karet termoplastik terhadap keretakan oleh ozon
6.9 Ketahanan terhadap pentana
Cara uji ketahanan terhadap pentana sesuai dengan ISO 1817 – 1985, Rubber, vulcanized – Determination of the effect of liquid
6.9.1 Cara kerja
a) Timbang sepotong kecil selang bagian dalam (lining) dan selanjutnya direndam didalam cairan pentana p.a. pada suhu kamar selama 72 jam. Volume cairan pentana sekurang – kurangnya 50 kali dari volume contoh.
b) Ambil contoh yang telah direndam, biarkan di udara selama 5 menit lalu ditimbang dan setelah 24 jam berikutnya ditimbang lagi.
6.9.2 Perhitungan
Jumlah cairan pentana terserap dan jumlah bahan terekstrak oleh pentana dapat dihitung dengan rumus berikut :
- Prosentase pentana terserap : 100 M ) M M ( 0 2 1− ×
- Prosentase bahan terekstrak : 100 M ) M M ( 0 2 0 − × Keterangan :
M0 adalah berat awal contoh;
M1 adalah berat contoh setelah direndam dan dibiarkan selama 5 menit di udara;
6.10 Uji pembakaran
Cara uji pembakaran sesuai dengan DIN EN 559 – 1994, Gas welding equipment – Rubber hoses for welding, cutting and allied processes.
6.10.1 Peralatan
Peralatan ditunjukkan pada Gambar 4, diperlukan bersama-sama dengan peralatan berikut :
- Tungku pemanasan : 350 watt, ukuran bagian dalam diameter 50 mm, dan kedalaman 150 mm;
- Auto transformer dengan output voltase bervariasi;
- Flow meter untuk gas oksigen kecepatan alir 0 l/menit – 5 l/menit pada suhu 15oC dan tekanan atmosfer;
- Termometer pengukur suhu 300 oC - 400 oC dengan interval suhu 5 oC.
6.10.2 Cara kerja
a) Masukkan alat uji bakar dengan dibungkus kertas aluminium foil kedalam tungku listrik. Suplai energi diatur dengan auto transformer sehingga diperoleh suhu tetap antara 360 oC – 365 oC dengan aliran oksigen 2 liter / menit ± 0,1 liter / menit.
b) Contoh bagian dalam selang (lining) dipotong berbentuk balok berukuran 8 mm2 – 10 mm2 dengan tebal antara 1,3 mm – 2,5 mm.
c) Pada saat tungku telah mencapai suhu konstan keluarkan pemegang contoh dan tusukkan potongan contoh pada kawat wolfram dan masukkan kembali pemegang contoh kedalam alat. Kerjakan dengan cepat untuk meminimumkan penurunan suhu tungku.
d) Tahan contoh selama dua menit dan selama periode tersebut diamati apakah terjadi pembakaran. Pembakaran terjadi bila terlihat nyala api yang kadang – kadang disertai oleh letupan kecil.
e) Ulangi percobaan tiga kali berturut turut.
6.10.3 Pelaporan