PENGARUH VARIASI KECEPATAN POTONG PAHAT HSS PENGEBORAN BAJA S45CAISI 1045 TERHADAP MEDIA PENDINGIN PADA UJI KEKERASAN DAN STUKTUR MIKRO
Teks penuh
Gambar

Dokumen terkait
Selanjutnya menentukan faktor-faktor RLOTG yang mempengaruhi tingkat akreditasi pada setiap SMA/MA di Povinsi Jambi dan dilanjutkan mendeskripsikan peta keragaman spasial dari
Menurut Widodo (2001) analisis statik ekivalen adalah beban gempa setelah disederhanakan dan dimodifikasikan yang mana gaya inersia yang bekerja pada suatu massa akibat
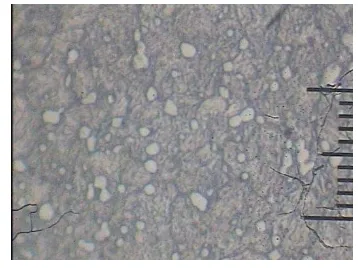
Pengaruh Media Quenching Air Tersirkulasi (Circulated Water) Terhadap Struktur Mikro Dan Kekerasan Pada Baja Aisi 1045. Karakteristik Mekanik Proses Hardening Baja
Pada setiap frame terdapat masing-masing 1 (satu) skenario yang ekuilibrium dan dapat diterima oleh seluruh pemain masing-masing frame. Skenario 3 merupakan
Belum ditemukan strategi pembelajaran yang tepat dan adaptif bagi guru seni budaya yang bisa menjembatani satu sisi kepentingan keyakinan agama para siswa dan
cukup baik, hal ini diikuti juga oleh Rasio Profitabilitas (Return on Asset) yang terus mengalami peningkatan, sedikit ada penurunan pada tahun 2012 namun penurunan
Pada penelitian labu kuning yang diekstrak dengan menggunakan jenis pelarut n- heksan dan lama ekstraksi 25 menit dengan metode gelombang ultrasonik menghasilkan total
Hasil penelitian ini adalah sebagai berikut ini.Pertama, ada kebutuhan dan kepentingan siswa terhadap pengembangan kesiapan kerja menurut siswa, orang tua, dan guru BK
