STEMAN 2014 ISBN: 978-979-17047-5-5
PROSIDING
Seminar Nasional Teknologi Manufaktur 2014
(STEMAN 2014)
Tema:
Teknologi Manufaktur Sebagai Pendorong Produk
Industri Nasional
Bandung, 19-20 Agustus 2014 RINEKAMAYA
Politeknik Manufaktur Negeri Bandung Jl. Kanayakan No. 21 Oago
Bandung - 40135
Penyelenggara:
POLITEKNIK MANUFAKTUR NEGERI BAN DUNG
Jln. Kanayakan 21, Oago-Bandung 40135 Homepage .http://www.polman-bandung.ac.id
Telepon : (022) 250 0241, Fax: (022) 2502649 E-mail: steman@polman-bandung.ac.id
STEMAN 2014 . ISBN: 978-979-17047-5-5
Seminar Nasional Teknologi Manufaktur 2014 (STEMAN 2014)
Tema:Teknologi Manufaktur Sebagai Pendorong Produk Industri Nasional
Bandung, 19-20 Agustus 2014,
Politeknik Manufaktur Negeri Bandung RINEKAMAYA Editor: Siti Aminah, S.T., M.T. Nuryanti, S.T., M.Sc. Dewi Idamayanti, S.Sc., M.T. Desain Sampul:
Pramudiya Tri Hartadi
Hak Cipta (C)pada Penulis.
Hak Publikasi pada Politeknik Manufaktur Negeri Bandung (pOWAN Bandung). Artikel pad a prosiding ini dapat digunakan dan disebarkan secara bebas untuk tujuan bukan komersial, dengan syarat tidak menghapus atau mengubah atribut penulis. Dilarang memperbanyak sebagian atau seluruh isi buku ini dalam bentuk apapun tanpa izin tertul isdari Penerbit dan Penulis. Pemegang Hak Publikasi prosiding ini tidak bertanggung jawab atas tulisan dan opini yang dinyatakan oleh penulis dalam prosiding ini.
STEMAN 201'4 ISBN 978-979-17047-5-5
KATA PENGANT AR
Prosiding ini berisi makalah-makalah yang dipresentasikan pad a STEMAN2014, yaitu seminar dalam rangka memperingati Dies Natalis ke-37 Politeknik Manufaktur Negeri Bandung (pOLMAN Bandung) dalam bidang Rekayasa dan Teknologi Manufaktur di Indonesia. STEMAN2014 memilih tema Teknologi Manufaktur Sebagai Produk Industri Nasional.
Tujuan utama dari seminar ini adalah:
1. Meningkatkan kontribusi akademisi dan profesional dalam pengembangan rekayasa dan teknologi manufaktur.
2. Sebagai media diskusi dan pertukaran informasi dalam kegiatan penelitian dan pengembangan di bidang rekayasa dan teknologi manufaktur.
3. Membangun komunikasi dan jaringan antara perguruan tinggi, industri,
lembaga penelitian dan pihak lainnya yang terkait.
Topik-topik yang dibahas di dalam seminar dan prosiding ini meliputi:
1. Rekayasa dan Teknologi Manufaktur untuk Pertanian, Pertambangan,
Otomotif, Elektronika, Lingkungan, Mitigasi Bencana, Energi Alternatif dan Terbarukan, Industri Kecil, dll.
2. Perancangan dan Pengembangan Produk Manufaktur
3. Teknologi Material & Metalurgi 4. Proses dan Teknologi Manufaktur
5. Mesin dan Peralatan Industri Manufaktur 6. Sistem Manufaktur
7. Sistem Kendali dan Mekatronika Industri Manufaktur 8. Sosio-Manufaktur
9. Topik-topik lainnya yang terkait dengan rekayasa dan teknologi manufaktur Seminar ini merupakan sarana diskusi ilmiah, komunikasi dan pertukaran informasi bagi para akadernisl, peneliti, praktisi industri, pemerintah dan stakeholder lainnya dalam pengembangan rekayasa dan teknologi manufaktur. Panitia STEMAN 2014 menerima Extended Abstract sebanyak 75 hasil penelitian dari mahasiswa dan dosen Politeknik Manufaktur Negeri Bandung, Universitas Gajah Mada, Universitas Jenderal Achmad Yani, Institut Teknologi Adhi Tama Surabaya, Universitas Syiah Kuala Aceh, Universitas Trunojoyo Madura, Politeknik Merlimau dan Kolej Komuniti
Jasin, Malaysia, dan UPT. Balai Pengolahan Mineral Lampung-LiPI. Setelah melalui seleksi dan evaluasi oleh tim reviewer dan dewan editor, panitia memutuskan sebanyak 70 makalah dapat diterima untuk dipresentasikan dalam STEMAN2014.
Hasil dari seminar nasional ini diharapkan dapat memberikan kontribusi pemikiran untuk mendukung terbentuknya industri manufaktur nasional yang unggul dan meningkatnya daya saing bangsa.
STEMAN 2014
SUSUNAN PANITIA STEMAN 2014
Komite Program :Ketua Direktur POLMAN Anggota Para Wadir POLMAN Tim Pengarah :
Prof. Dr. Ir. Isa Setiasyah Toha, M.Sc. (Direktur POLMAN Bandung) Prof. Dr. Ir. Yatna Yuwana M. (Dekan FTMD - ITB)
Prof. Dr. Ir. Tresna Priyana Soemardi, SE., M.S. (Universitas Indonesia) Dr. Zainal Arief, S.T., M.T. (Direktur PENS Surabaya)
Tim Penelaah :
Prof. Dr. Ir. Isa Setiasyah Toha, M.Sc. (pOLMAN Bandung/ITB) Prof. Dr. Ir. Yatna Yuwana M. (FTMD ITB)
Engr. Dr. Md Saidin Wahab (UTHM - Malaysia)
Ir. Dadet Pramadihanto, M.Eng., Ph.D. (PENS - Surabaya) Dr. Ismet P. Ilyas, BSMET,M.Eng.Sc. (pOLMAN Bandung) Dr. Carolus Bintoro, MT. (Politeknik Negeri Bandung) Dr. Ing. Yuliadi Erdani, M.Sc. (pOLMAN Bandung) Dr. Beny Bandanadjaya, ST., MT. (pOLMAN Bandung) Dr. Noval Lilansa, MT. (pOLMAN Bandung)
Dr. Amang Sudarsono (PENS - Surabaya) Dr. Ali Ridho (pENS - Surabaya)
Dr. Dipl. Ing. Ahmad Taqwa, MT. (POLSRI-Palembang) Pelaksana:
Ketua Anggota
Emma Dwi Ariyani, S.Psi., M.Si.
Adies Rahman Hakim, ST., MT. Agus Surjana Saefudin, ST., MT. Dewi Idamayanti, ST., MT. Nuryanti, S.T, M.Sc.
Reza Yadi Hidayat, ST., MT. Roni Kusnowo, ST., MT. Supriyadi Sadikin, S.IP., M.Si.
Siti Aminah, ST., MT. Wiwik Purwadi, ST., MT. Yoyok Setiyo Pamuji, ST. Kiki Sri Nur Endah, ST. Ratih Suhartini, S.Pd. Yati Yulia, S.AP
Elis Siti Munawaroh, S.AP Idan Sukmara
Pramudiya Tri Hartadi Engkos Koswara Alamat Sekretariat :
Politeknik Manufaktur Negeri Bandung Sdri. Ratih Suhartini
Jl. Kanayakan No. 21 Dago Bandung -40135 Tel. 022-2500241 ; Fax. 022-2502649 Email: sternanccpolrnan-bandung.ac.id Homepage: steman. polman-bandung. ac.id
II
STEMAN 20L4 ISBN 978-979-17047-5-5
DAFTAR ISI
Kata Pengantar
Susunan Panitia ii
Daftar Isi. .. .. . . . ... . . ... .. iv
Keynote Speaker
Universitas Indonesia
Prof. Dr. Ir. Tresna Priyana Soemardi, SE., M.S.
Dirjen Kerjasama Industri Internasional Kementerian Perindustrian
Ir. Agus Tjahajana, SE., M.Sc.
Chief Operation Officer PT Astra Otoparts-Winteq
Direktur - PT Federal Izumi Mfg.
Reiza Treistanto
Abstrak Makalah Peserta
BIDANG KAJIAN : REKAYASA DAN TEKNOLOGI MANUFAKTUR UNTUK PERTANIAN,
PERTAMBANGAN, OTOMOTIF, ELEKTRONIKA, DLL
Aplikasi Metode Perancangan Pahl-Beitz pada Perancangan Lini Produksi
Iman Apriana . . .. .... .. . . .... 2
Design for Sustainability (DFS) and Design for Environment (DfE) Practices in
Automotive industry
SKH Muhammad Bin SKH Abd Rahim. 8
Pembuatan dan Pengujian Model Pahat Insert dari Baja 34CrNiMo6 Melalui ProsesPack
Carburizing
Umen Rumendi ,... 15
Pengaruh Temperatur dan Dwell Time Degassing terhadap Porositas Gas pada Aluminium JIS AC4C dengan Metode Gravity Casting
Balqis Mentari Efendi. 21
The Optimization Of Power Conversion From Wind Energy
Norhana Binti Safee. 27
Modifikasi Vessel Nissan CWB45-ALDN45 untuk Peningkatan Kapasitas Angkut Unit Truck
Herman Budi Harja. 32
STEMAN 2014 ISBN 978-979-17047-5-5
Kajian Pengaruh Jenis Pasir, Temperatur Tuang, dan Jumlah Deoksidasi Alumunium
terhadap Porositas Gas dalam Proses Gravity Sand Casting pada Nozzle Cup Material 13
Ade Rachman. 38
Pengembangar: Sistem Pengendali Suhu pada Heater Reaktor Auger untuk Proses
Pirolisis Cepat Cangkatv; Sawit
Izaru/ Machdar 48
Perencanaan strategis persediaan peralatan kebencanaan berdasarkan siklus kebencanaan
Muhammad Dirhamsyah....... 54
Perancangan Ulang Tool Holder Untuk Alur Dovetail Pada Ragum Polman 125 Menggunakan Metode DFMA
Somantri :............... 57
Perbaikan Rancang-Bangun Kopling-Dog Pengendali Roda Traktor- Tangan Polman Bandung
Haris Sayoko, Isa Setiasyah Toha ;...... 63
Perancangan Coren-Baja Menggunakan Bantuan Perangkat Lunak Simulasi Coran Solidcast 8.2.5 Studi Kasus pada Produk Link Track
Beny 8andanadjaja 71
BIDANG KAJIAN : PERANCANGAN DAN PENGEMBANGAN PRODUK MANUFAKTUR Implementasi Surfaces 3D Scanner Menggunakan Metode Triangulation dan Tesselation untuk Reverse Engineering Obyek Sederhana
Bolo Dwiartomo. 78
Analisis Simulasi Reinforced Thermoplastic Pipe Dengan Metoda Elemen Hingga Melalui
Pendekatan Pipa Multilayer Menggunakan Perangkat Lunak Rekayasa
Asep Indra Komara. . .. ... .. . . . . ... ........ . . .. .. . . ... . . ....... . .. .. . .. .. 86
Optimasi Bentuk Pisau Penghancur Limbah Tempurung Kelapa Berbentuk Piringan
Bertakik untuk Mendapatkan Berat Optimum
Aji Gumilar
92
Perancangan dan Pembuatan Prototipe Mesin Pengolah Air Bersih Sistem Mobile untuk Keadaan Darurat Air
Yuliar Yasin Erlangga.................................................. 98
STEMAN 2014' ISBN 978-979-17047-5-5
Perancangan Konstruksi Portable Bridge dan Alat Bantunya untuk Mobil Perkebunan (Wintor) dengan Mekanisme Lipat
Adies Rahman Hakim "......... 105
BIDANG KAJIAN : TEKNOLOGI MATERIAL METALURGI
Perbaikan Ketangguhan Meterial Baja Cor Paduan NI-CR-MO Melalui Proses Tempering Ganda
Beny Bandanadjaja. 112
Simulasi Proses Perlakuan Panas Permukaan untuk Mendapatkan Waktu Pemanasan yang Sesuai
Oyok Yudianto. . .. . . . . ........ . .... . .. ... .... .. . 116
Pengaruh Laju Pendinginan dan Bahan Paduan terhadap Pembentukan Karbida M3Cdan Ketahanan Aus Besi Cor EN-JN2019
Kus Hanaldi. 121
Kajian Faktor-Faktor yang Memberi Kesan Proses EDM terhadap AISI H13
Mohamad Shahril Bin Ibrahim............................... 126
A Study On Types Pineapple Leaf Fibers (PALF)Reinforced Polylactide (PLA)
Nurul Hayati Binti Jamil...... 131
Analisis Struktur Mikro dan Kekerasan Permukaan Baja ST37 Carburized melalui Proses Dekarburasi Oleh Air
Muhammad Hilmi Wahhab........................... 137
Riserless Casting of FCD 500 in Green Sand Mold
Wiwik Purwadi........................................................................... 145
Analisis Kakisan Air pad a Logam dalam Sistem Aliran Dandang
Noor Azlan Bin Ngasman ... ....... ... .. . ... . .. . . .. .... .. .. . ..... ... ...... ..... ....... ... ... 152
Kajian Prestasi Mata Alat Karbida Bersalut SemasaMelarik Keluli AISIH13 Menggunakan
Bendalir Pemotong .
Azlan Shah Bin Kamaruddin 158
Analisa Uji Keausan Material ST 37 Hasil Carburizing dan Hardening dengan Menggunakan Mesin Uji Keausan Horizontal
Tri Sugeri Gumilar Permana............................................................. 163
Analisa Perbandingan Kekerasan, Distribusi Kekerasan dan Struktur Mikro Material ST 37 pada Proses Karburasi dengan Metoda Single Quenching dan Direct Quenching
Gerri Rinaldi...................................... . .. . ............ .. .. . . . .. . . . .. .. . . 169 VI
STEMAN 20'14 ISBN 978-979-17047-5-5
Kajian Pengaruh Aditif terhadap Pembentukan Nano Deposite Nikel pada Elektroplating Baja Karbon Rendah
Dewi Idamayanti 177
Optimalisasi Desain dan Simulasi pada Coran Blade Turgo- Turbine
Roni Kusnowo...................................................... .. ..... . . . . 182
BIDANG KAJIAN : PROSESDAN TEKNOLOGI MANUF AKTUR
Optimalisasi Proses Pemesinan CNC Milling 3 Axis dengan Menggunakan Metode Taguchi
Benny Haddli lrawan................. 189
Pengaplikasian CAIP (Computer Aided Inspection Planning) pada Operasi OMM (On Machine Measurement) dengan Alat Ukur Probe: Sistem Global CAIP
Yogi Muldani Hendrawan.. 195
Pengaplikasian CAIP (Computer Aided Inspection Planning) pada Operasi OMM (On Machine Measurement) dengan Alat Ukur Probe: Rekonstruksi Feature dengan Metode Perbandingan Antara Permukaan
Yogi Muldani Hendrawan.. 202
Pengaruh Minyak Kelapa sebagai Dielektrik Alternatif terhadap Kinerja Edm Diesinking pada Benda Kerja AISI P21
Tjun Mahsunadi.. 208
3 Axis CNC Milling Tool Path Strategy for Machining Spherical Surface
Uyana Binti Norizan .'........................................... 216
Pengukuran kesesuaian produk terhadap spesifikasi untuk diameter dan posisi lubang pada bidang datar yang berbeda dan tidak sejajar
Nandang Rusmana......... 222
Analisis Pengaruh Variasi Temperatur Media Quenching Pada Proses Hardening Terhadap Kekerasan Permukaan dan Tingkat Distorsi Baja AISI 1045
Fikry Fauzi Rachman........................................................... 227
The Study Of Mechanical Properties of Laminated Bamboo (8mb) Strip/ Epoxy Composites
Muhammad Hafiz Bin Kamarudin 234
STEMAN 2014' ISBN 978-979-17047-5-5
BIDANG KAJIAN : SISTEM MANUFAKTUR
Metoda Overall Equipment Effectiveness Sebagai Ukuran Kinerja Strategis dalam Mengelola Fasilitas Pusat Unggulan Teknologi dan Inovasi
Iwan Harianton. ..... ... . . 239
Quality Issue As a Part Of PBE (Production Based Education) System in POLMAN
Gamawan Ananto 244
Analisa Kuantitatif dengan Metoda BPR Membuka Kebuntuan Usaha Mengembalikan POLMAN Pad a Performa Unggulnya
Haris Sayoko 250
Optimasi Waktu Mesin Pouching Gel Menggunakan Perangkat Lunak Simulasi Promodel
Ruminto Subekti 262
Analisa Alternatif Periode Penjadwalan Perawatan Mesin dengan Metode Probabilitas Kerusakan pad a Mesin Bubut Schaublin 102N- VM dan Mesin Frais Aciera F3 di POLMAN Bandung
Abidin Husein . 268
Rancang Bangun Welding Fixture untuk Modifikasi Tubular Propeller Shaft Otomotif
Oedy Arietijanto :......... 274
BIDANG KAJIAN : SISTEM KENDAll DAN MEKATRONIKA INDUSTRI MANUFAKTUR
Monitoring Temperatur dan Kendali Level Air pad a Sistem Pembangkit Uap Superheat Kontinue
Nuryanti 281
Rancang Bangun Piranti Akuisisi Data Mesin Uji Tarik Polimer Berbasis Mikrokontroller ATMEGA 16
Adhitya Sumardi Sunarya . 288
Optimasi Zero Voltage Switching dan Buck Converter sebagai Pemanas Induksi untuk Pemasangan Bearing
Ismail Rochim......................................................................... 294
Implementasi Teknologi GSM-SMS untuk Kendali Mesin CNC dari Jarak Jauh
Yuliadi Erdani 299
Rancang Bangun Stasi un Pemantau Cuaca Otomatis dengan Parameter Suhu,
Kelembaban dan Kecepatan Angin
Yuliadi Erdani 307
Pengendalian Kecepatan Motor DC dengan Logika Fuzi untuk Program Grafcet- PLC
Ridwan 314
STEMAN 2014 ISBN 978-979-17047-5-5
IMPLEMENTASI TEKNOLOGI GSM-SMS UNTUK
KENDALl MESIN CNC DARI JARAK JAUH
Yuliadi Erdani, Nur Wisma Nugraha, Yoyok Setiyo Pamuji, Herman Budihardja, Dendi Ruswandi
PoIiteknik Manufaktur Negeri Bandung
11Kanayakan No. 21 - Dago, Bandung - 40135 Phone/Fax: 022. 250 0241/250 2649 Email: ):.!!Icrd1!nil(zl.polman-banduD.&!Jc.;.jQ
ABSTRAK
Mesin CNC (Computer Numerical Control) merupakan mesin perkakas yang bekerja secara otomatis dalam melakukan proses permesinannya. Mesin tersebut bekerja berdasarkan perintah-perintah yang diprogram terlebih dahulu. Pada umumnya mesin CNC dapat melakukan deaktivasi power secara otomatis (auto power-oft) apabila proses permesinan sudah selesai dilaksanakan. Namun ada beberapa tipe mesin CNC (Computer Numerical Control) yang tidak memiliki fitur tersebut, salah satu contohnya yaitu Mesin CNC MV5CN dari Mitsubishi. Pada tipe mesin CNC ini, apabila proses permesinan sudah selesai dilaksanakan dan tidak diIanjutkan dengan proses permesinan berikutnya, maka untuk mematikan mesin CNC tersebut operator harus mematikan tombol power secara manual. Disamping haI ini bertentangan dengan prinsip kerja mesin CNC yang dikategorikan sebagai mesin otomatis, juga hal ini dapat berdampak kepada inefisiensi pada proses produksi, dikarenakan pada waktu-waktu tertentu, proses mematikan mesin CNC tesebut membutuhkan waktu tambahan (lembur) bagi operator hanya untuk mematikan mesin eNC, karena proses permesinannya melewati jam pulang kerja.
Untuk mengatasi permasalahan tersebut, dikembangkan sebuah sistem yang mengimplementasikan teknologi GSM-SMS untuk mematikan mesin CNC dari jarak jauh. Sistem tersebut berisi unit 10 (input-ouput beserta
drivemya), unit pengolah (mikrokontroler) dan unit komunikasi (GSM modem). Sistem tersebut melalui unit
10-nya membaca si10-nyal yang dikeluarkan oleh mesin CNC apabila proses permesinan sudah selesai. Sinyal tersebut diolah oleh mikroprosesor untuk selanjutnya diteruskan ke GSM modem. GSM modem mengirimkan pesan ke ponsel operator berisi informasi status mesin CNC. Selanjutnya operator dapat memantau atau mengendalikan mesin CNC tersebut dari jarak jauh dengan mengirimkan pesan balik. Pesan balik tersebut diteruskan ke GSM modem yang ada di CNC dan diolah oleh mikroprosesor. Selanjutnya mikroprosesor mengirimkan instruksi ke unit10untuk mengendalikan mesin CNC.
Pada dasamya, selain dengan teknologi SMS ini terdapat cara lain yang sudah proven untuk membangun sistem kendali jarak jauh yaitu dengan sistem DTMF (Dual tone Multi Frequency). Namun sistem ini tidak nirkable melainkan menggunakan jaringan telefon tetap (fix net) atau PSTN (Public Switched telephone Network) dimana memiliki keterbatasan dalam ruang dan gerak. Sistem yang dikembangkan dengan teknologi SMS ini
memiliki beberapa opsi mode untuk mengendalikan mesin CNC tersebut, yaitu manual, semi otomatis dan otomatis penuh. Pada proses uji coba, parameter uji cob a lebih difokuskan kepada efektifitas sistem. Hasil uji cob a menunjukan bahwa sistem ini bekerja efektif sesuai dengan rancangannya. Pada mode manual, mesin CNC tidak dapat dikendalikan dari jarak jauh. Pada mode semi otomatis, operator dapat mematikan mcsin CNC dari jarak jauh setclah operator mencrima pesan. Pada mode otomatis pcnuh, sistcm dapat mematikan mesin CNC apabila proses permesinan sudah selcsai, tanpa persctujuan dari operator, namun tetap mcnyanpaikan pcsan kc operator tentang status mesin CNC tersebut. Selain itu sistem bekerja efektif dalam menanggani otorisasi sistem.
kata kunci :kendali jarak jauh, kendali via ponsel, kendali via sms, auto power-off
1. Pendahuluan
SMS atau singkatan dari Short Message Service merupakan salah satu sistem pesan singkat yang
memungkinkan pengguna telefon selular dapat
mengirirnkan atau bertukar pesan singkat
dengan mudah. SMS (Short Message Service)
adalah salah satu fasilitas yang terdapat pada
telepon seluler yang hampir setiap orang
mengenalnya. Selain memiliki biaya operasional
yang cukup murah, fasilitas ini juga merupakan
media komunikasi dan sarana informasi antar
individu yang cukup memiliki sifat waktu nyata
(rea-l time), sehingga tidaklah mengherankan
apabila SMS masih tetap menjadi pilihan bagi
setiap orang sebagai sarana komunikasi,
STEMAN 2014
meskipun saat ini teknologi yang lain (seperti
EMS ataupun MMS) telah dikembangkan [4].
SMS pada awal diciptakan merupakan bagian
dari layanan pad a sistem OSM(GIobai System
lor
Mobile Communications). SMS semula'hanyalah merupakan layanan yang bersifat
komplementer terhadap dua layanan utama
sistem OSM (atau sistern 20 pada umumnya)
yaitu layanan voice dan switched data. Namun
karena keberhasilan SMS yang tidak terduga,
dengan ledakan pelanggan yang
mernpergunakannya, menjadikan SMS sebagai
bagian integral dari layanan sistem [5].
SMS merupakan layanan messaging yang pada
umumnya terdapat pada setiap sistem jaringan
wireless digital. SMS adalah layanan untuk
mengirim dan menerima pes an tertulis (teks)
dari maupun kepada perangkat bergerak (mobile
device). Pesan teks yang dimaksud tersusun dari
huruf angka, atau karakter alfanumerik. Pesan
teks dikemas dalam satu paket! frame yang
berkapasitas maksimal 160 byte yang dapat
direpresentasikan berupa 160karakter huruf latin
atau 70 karakter alfabet non-latin seperti alfabet
Arab atau Cina [4].
Pesatnya perkembangan teknologi nirkabel
dengan SMS, dimana harga semakin murah dan
kapasitas jangkauan semakin luas serta praktis,
mudah dan murah, dewasa ini teknologi SMS
banyak diaplikasikan untuk berbagai keperluan
teknis, salah satunya yaitu sistem kendali jarak
jauh (remote control) berbasis SMS [2] [6] [10).
Pada makalah ini akan dibahas tentang aplikasi
teknologi SMS untuk pengendalian power
(on-off) mesin CNC.
CNC merupakan singkatan dari Computer
Numerical Control. Mesin CNC adalah suatu
mesin/perkakas yang digunakan untuk proses
manufacturing, dimana pengendalinya
menggunakan komputer [8]. Disebut kontrol
numerik (NC
=
Numerical Control) karenapemrograman yang digunakan menggunakan
kode alfanumerik (terdiri dari alfabet/huruf dan
numerik/bilangan) yang digunakan untuk
menuliskan instruksi-instruksi beserta posisi
relatif tool dengan benda kerjanya. Seiring
dengan perkembangan pesat komputer digital
maka saat ini hampir semua NC menggunakan
komputer sebagai kontrolernya, sehingga
dikenal sebagai CNC [7].
Pada umumnya mesin CNC dapat melakukan
deaktivasi power secara otomatis (auto
power-oft) apabila proses pennesinan sudah selesai
ISBN 978-979-17047-5-5
dilaksanakan [7]. Namun ada beberapa tipe
mesin CNC (Computer Numerical Control) yang
tidak memiliki fitur tersebut, salah satu
contohnya yaitu Mesin CNC MV5CN dari
Mitsubishi [11]. Pada tipe mesin CNC ini,
apabila proses permesinan sudah selesai
dilaksanakan dan tidak dilanjutkan dengan
proses pennesinan berikutnya, maka untuk
mematikan mesin CNC tersebut operator harus
mematikan tombol power secara manual. Pada
waktu-waktu tertentu, proses mematikan mesin
CNC tesebut membutuhkan waktu tambahan
(lernbur) bagi operator hanya untuk mematikan
~esin CNC, karena proses permesinannya
melewati jam pulang kerja. Disamping
mereporkan operator, hal ini juga merupakan
inefisiensi pada proses produksi.
Salah satu solusi untuk memecahkan masalah
tersebut yaitu dengan pemanfaatan pengontrol
jarak jauh. Diantara sekian sistem yang
menawarkan sistem kendali jarak jauh yaitu
remote control dengan SMS rnerupakan salah
satu cara yang cukup praktis, mudah, murah dan
aman [9] [10] [12]. Selain dengan SMS, cara
lain untuk mernbangun sistem kendali jarak jauh
yaitu dengan sistem DTMF (Dual tone Multi
Frequency) [I].Namun sistem ini tidak nirkable
melainkan menggunakan jaringan telefon tetap (fix net) atau PSTN (Public Switched telephone
Network) dim ana memiliki keterbatasan dalam
ruang dan gerak.
Sistem kendali jarak jauh berbasis SMS ini
dapat digunakan untuk mengontrol dan
memantau status hidup!mati dari mesin CNC.
Dengan demikian, operator dapat mengontrol
dan memantau mesin CNC di mana pun
posisinya berada tanpa dibatasi oleh waktu.
[9] telah mengembangkan aplikasi sistem
kendali berbasis SMS. Pada sistem yang
dikembangkan ini, data yang dikirim via SMS
digunakan untuk mengendalikan relay, sensor
serta LCD. Sistem kendali berbasis SMS juga
telah dikembangkan oleh [12]. Sistem kendali
ini digunakan untuk aplikasi elektrik melalui
pengaktifan relay-relay. Lebih jauh lagi [13]
telah memanfaatkan teknologi SMS untuk
kendali jarak jauh yang diaplikasikan pada
smart home.
2. Perancangan dan Pengembangan
Sebagai rujukan awal, teknik yang digunakan
untuk pengembangan sistem kendali jarak jauh
berbasis SMS ini yaitu [12], dimana sistem
STEMAN 2014
tersebut mengimplementasikan kendali ON-OFF jarak jauh. Sistem [12] tidak diaplikasikan
secara khusus pada plant tertentu atau masih sebatas prinsip/umum, namun pada sistem yang dikembangkan ini, aplikasinya difokuskan kepada kendali on-off untuk power mesin CNC dengan segenap tahapan atau prosedur pengendalian.
Perangkat keras sistem yang dikembangkan ini terdiri dari modem GSM, mikrokontroller ATMEGA 8535, relay, kontaktor daya, kontrol panel Mesin CNC Mitsubishi MV5CN. Blok diagram sistem dapat dilihat pada gambar 1. Blok diagram terse but menggambarkan aliran data kendali mulai dari mesin CNC hingga ke modem GSM, yang mana dari modem GSM tersebut data kendali dikirimkan ke mobile phone pengguna atau operator via SMS.
"'11
Mikrof
---
1\
tIIodem Konrroller\r
---
Y
(is'1 1 [obilc Phon\:! tlksin (~C I)riV~Tf
---
\
Ekkrrik \r--fGambar 1.Blok diagram sistem
Arsitektur sistem yang dikembangkan dapat dilihat pada gambar 2.
Mikro Kontroler Mobile Phone Modem GSM
.~
<>=>I
~.
.
••.
I
Driver Elektrik: .., Relayr1
~
,
::.:~~ :all
;.~c::::::>.',,",; Mesin CNCGambar 2. Arsitektur sistem
Mesin CNC terhubung ke mikrokontroler melalui driver elektrik, baik untuk menerima maupun mengirim sinyal kendali.
Mikrokontroler mengolah sinyal kendali menjadi data kendali dan terhubung ke modem
ISBN 978-979-17047-5-5
GSM. Komunikasi antara modem GSM dengan
mobile phone dilakukan via SMS.
r> I .4 ) '. . ',' i~G ) . ,..
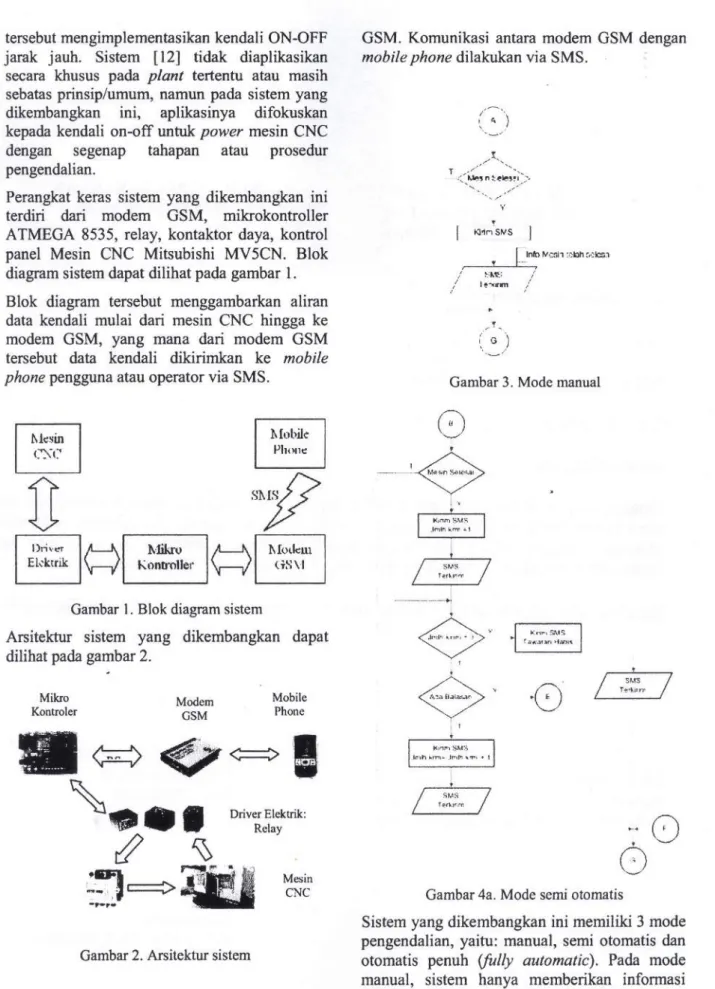
Gambar 3.Mode manual
i ....----_.+j I ~" ~ , t / 5M3 / T"''''~ j I t !<i!ll'l"l~;'M:j Irnt'!l<t,rrr". JfT)jt:,.,...\'.I
Gambar 4a.Mode semi otomatis
Sistem yang dikembangkan ini memiliki 3 mode pengendalian, yaitu: manual, semi otomatis dan otomatis penuh (fully automatic). Pada mode manual, sistem hanya memberikan informasi kepada operator bahwa mesin CNC selesai beroperasi. Kutipan algoritma dalam format diagram alir cara kerja mode ini ditunjukan pada gambar 3. Pada mode semi otomatis sistem memberikan informasi kepada operator bahwa
STEMAN 2014
mesin CNC seJesai beroperasi dan menawarkan
apakah operator mau mematikan mesin CNC
tersebut dari jarak jauh. Apabila operator tidak
merespon dalam kurun waktu yang ditentukan, maka sistern akan menawarkan lagi opsi untuk
rnematikan mesin CNC kepada operator
sebanyak 3 kali. Selanjutnya operator dapat
mengendalikan power (on-off) mesin CNC dari
jarak jauh. Kutipan algoritma dalam format
diagram alir cara kerja mode ini ditunjukan pada gambar 4a dan 4b.
.•..!.-, ( < "
,._/
Gambar 4b. Mode semi otomatis
y
r::PermeSinar
seiesai£
""
T"ja~b.sa,!I","(,ka",,~;;;-sMS""J
,
.
.._---_._--___
._-Gambar 5. Mode otomatis penuh
ISBN 978-979-17047-5-5
Pada mode otomatis penuh (fully automatic),
sistem langsung mematikan mesin CNC apabila
mesin CNC selesai beroperasi. Selanjutnya
sistem mengirimkan infonnasi ke operator yang berisi pesan bahwa mesin CNC sudah dimatikan
(shut down). Kutipan algoritma dalam format diagram alir cara kerja mode ini ditunjukan pada
gambar 5.
Secara teknik terkait dengan sinyal dan
kornunikasi data, proses kendali jarak jauh ini
dapat dijelaskan sebagai berikut: Pada saat
mesin CNC selesai beroperasi, sinyal tanda
akhir operasi aktif. Sinyal tersebut selanjutnya
mengaktifkan driver elektrik (relay). Sinyal dari
driver elektrik dibaca oleh mikrokontroler ATMega8535, kemudian diolah dan dikonversi menjadi data string untuk ditransmisikan melalui
jaringan komunikasi data serial UART
(Universal Asynchronous Receiver Transmitter)
RS232 [3]. Protokol komunikasi data yang
dikembangkan memiliki struktur sebagai
berikut:
~J
AlamatI
PerintahI
Konten []] Gambar 6. Struktur protokol data stringTiga buah karakter bintang
***
adalah kepaladata yang berfungsi untuk menghindari
kemungkinan masuknya data yang tidak
diundang. Alamat adalah alamat tujuan
pengiriman data dengan panjang data sebanyak
2 karakter, mulai dari 00 s.d. 99. Perintah adalah
data yang berisi perintah kendali dengan
panjang dengan panjang data sebanyak 2
karakter, mulai dari 00 s.d. FF. Konten
merupakan isi data yang menunjang perintah
kendali dengan panjang data fleksibel mulai
dari I s.d. l28 karakter. Karakter # merupakan
karakter penutup protokol.
Untuk pengiriman data via SMS, data tersebut
selanjutnya dikonversi ke format POU (Portable
Data Unit) dan ditambahkan AT Command
kemudian diteruskan oleh mikrokontroler ke
modem GSM, Oengan AT Command tersebut
modem GSM dapat mengirim data dalam bentuk
SMS ke mobile phone operator.
Dernikianpun arah sebaliknya, ketika operator
mengirimkan data ke sistern, modem GSM
bertindak sebagai gatway dan meneruskan data
tersebut melalui jaringan komunikasi data serial
UART dalam format POU ke mikrokontroler
STEMAN 2014
melalui port RS 232. Mikrokontroler selanjutnya mengubah data PDU tersebut ke data string sesuai dengan format protokol yang ditunjukan pada gambar 6. Dengan isi data string teresebut mikrokontroler melakukan fungsinya untuk mematikan mesin CNC (OFF
controls. Sinyal deaktivasi mesin CNC tidak langsung dikirimkan ke mesin CNC, melainkan dilewatkan ke driver elektrik. Driver elektrik
selanjutnya yang mengeksekusi mesin CNC.
Demikian siklus kendali jarak jauh secara keseluruhan.
Seluruh algoritma yang dirancang tersebut semuanya diimplenentaisikan ke dalam bahasa program C dengan Software CodeVison [3]. Perancangan Perangkat Keras: Pemilihan perangkat keras didasari oleh kebutuhan yang sesuai dengan alat yang akan dibuat sehingga komponen perangkat keras tersebut dapat berfungsi dengan baik. Selain dari segi fungsi, pemilihan perangkat keras juga dilihat dari segi harga yang seminimal mungkin.
Perangkat keras yang dibutuhkan dalam pembuatan "Rancang Bangun Sistem Telekontrol On-Off via SMS untuk Mesin CNC Mitsubishi MY-5CN" hams memenuhi beberapa fungsi yaitu:
• Sebagai komponen penerima dan pengirim SMS.
• Sebagai pengolah data-data dari SMS yang diterima atau dikirim.
• Sebagai pengontrol relay dan kontaktor yang ada pada kotak panel dan Mesirr CNC. Perangkat keras yang akan dimplementasikan meliputi: relay dan rangkaiannya, panel dan
layout-nya, Modem GSM menggunakan Fargo Maestro 100 yang dilengkapi dengan port RS 232, mikrokontroller menggunakan A VR ATmega8535[3] dan mesin CNC MY5CN dari Mitsubishi [11].
3.
Hasil
dan PembahasanHasil implementasi dari rancangan yang telah dibuat yaitu seperangkat panel kendali beserta
isinya yang terdiri dari komponen-komponen yang sudah disebutkan pada bagian rancangan perangkat keras. Selengkapnya dapat dilihat pada gambar 7a dan 7b.
Pada gambar 7a Nampak panel yang dikembangkan beserta asesoris pendukungnya. Layout panel terse but didesain sedemikian rupa
ISBN 978-979-17047-5-5
agar komunikasi antara sistem dengan pengguna dapat berJangsung efektif dan esifien.
Gambar 7a. Tampilan panel
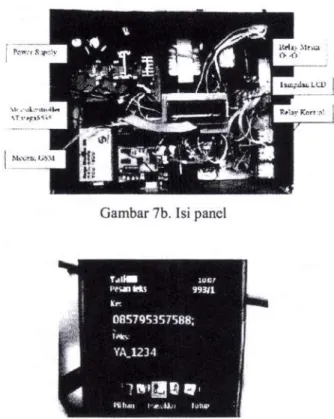
Gambar 7b menunjukan isi dari panel yang dikembangkan dengan segenap komponen-komponen utama untuk menunjang fungsi sistem kendalijarakjauh ini.
Gambar 7b. Isipanel
Gambar 8. Proses pengetikan perintah untuk mematikan mesin
Pengujian system meliputi: panel, perintah dari operator, isi SMS dari operator, status relay dan kontaktor. Parameter uji yang dilakukan pada proses pengujian ini lebih ditekankan pada efektifitas dan kehandalan dari sistem yang dikembangkan sehingga hasil pengujian lebih banyak menampilkan sejauh mana efektifitas dan kehandalan luaran yang dihasilkan atas respon sistem terhadap masukan. Selain itu,
--stEMAN 20]4
mengingat banyaknya hasil pengujian yang
sudah dilakukan, maka yang ditarnpilkan pada
makalah ini difokuskan kepada hal yang sangat
esensial saja yaitu pengujian perintah dari
operator dan perneriksaan isi SMS yang dikirim
oleh dan ke operator.
Pada pengujian perintah dari operator, dilakukan
ketika operator ingin mematikan mesin setelah
adanya informasi SMS bahwa mesin telah
selesai melakukan proses permesinan.
Selanjutnya operator mengirim perintah pada
sistem yang telah dibuat melalui SMS yang
berisi protokol data string yang ditunjukan pada
gambar 6.
Gambar 8 menunjukan operator mengirim SMS
berisi "YA 1234" untuk mematikan mesin
CNC. Pemeriksaan SMS pada modem GSM
dilakukan pada program mikrokontroler.
Modem GSM dihubungkan menggunakan kabel
data serial pada port serial mikrokontroler. Pada
bagian ini dilakukan uji coba penerimaan SMS
dan pemeriksaan isi SMS. Apabila isi SMS
untuk mematikan mesin sudah sesuai dengan
format ("Y A_1234") dan program pada
mikrokontroler sudah tepat dalam pemeriksaan
isi SMS maka pada layar LCD akan muncul
tulisan seperti pada gambar 9.
Gambar 9. Pemeriksaan isi SMS untuk mematikan
Mesin CNC dari operator
Berdasarkan gambar 9, isi SMS yang terbaca
pada layar LCD sudah sesuai dengan pesan yang
dikirim oleh operator.
I
Gambar ] O.Pesan singkat pada mode semiautornatisGambar 10 menunjukan serangkaian pesan yang
dikirim kepada operator secara bertahap pada
sistem yang diset dengan mode semi otornatis.
ISBN 978-979-17047-5-5
Isi pesan SMS tersebut menunjukan mode semi
otomatis berfungsi dengan efektif.
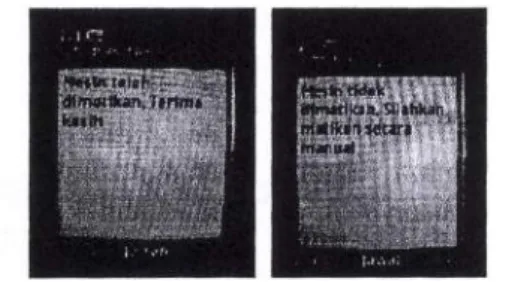
Garnbar 11 menunjukan pesan umpan balik
status mesin dari sistem kepada operator. Sistem
telah dirancang sedemikian rupa agar
komunikatif dan interaktif terhadap pengguna,
dalam hal ini operator mesin CNC.
Gambar II. Pesan umpan balik status mesin
Gambar 12 menunjukan Pesan umpan balik
kesalahan dari system kepada operator apabila
operator salah memasukan password. Hasil ini
menunjukan bahwa fungsi otorisasi sistem dapat
berkerja secara efektif.'
Gambar 12.Pesan umpan balik kesalahan password
Sebagai cuplikan dari serangkaian program
dalam bahasa C yang sudah dibuat, ditunjukan
pada tulisan berikut yaitu program pemeriksaan
isi SMS untuk mematikan mesin dari operator:
STEMAN 2014 lCl_,lei1.l '. J.C3JU'tJ! '::~ O:'':.~:'!'''.M··'. del.t.~_U ~":". I=::u:,t! ·;'l·~GL.~·', p.::cl".r ,..•• J=::ht! '11':- ,.~;.: ••,; ,·,·=e:~bl'!.! ';:!l B!!":. ~.:tc.l:•.:: '.", r'~I"'"".·l.~ • 01':..;1t-l't., 1."-, Ipr_r~! r."H",1. ; lc:iclea: . lc::l_'tutJ~ -:':':a: ... lc:i_,-ut..1 ','1, n.l~:_.•.•1;"1',. l~J_..•l••• '. 1:1.J:ut,: -:U .5y.~.:u..:.._~'.; J"p:.!"t: x, 'C:'H:"le,c"t::,c':·.:Ja:~.2- ...:I."4t."1:'-l.":l.oa.:l..l-_l • •d":'l !i-Uj. ::h.~;::.-~J.da.:'l::-~.:.~Ci1!:..--j.:h ta!!.-~l.dau: ~-';' .l lc::i.l\ctcxj' :',1,; lC.lJIJ:' x ; J/;4.e.-:.L."';'·':"':,,:: S.;.;.z c:. z::; dtlh'4 :t.J ~)J ;
4. Kesimpulan
Sistem yang dikembangkan irn memiliki
beberapa opsi mode untuk mengendalikan mesin
CNC tersebut, yaitu manual, semi otomatis dan
otomatis penuh. Hasil ujicoba menunjukan
bahwa sistem ini efektif bekerja sesuai dengan rancangannya. Pada mode manual, mesin CNC
tidak dapat dikendalikan dari jarak jauh. Pada
mode semi otomatis, operator dapat mematikan
mesin CNC dari jarak jauh sete1ah operator
menerima pesan. Pada mode otomatis penuh,
sistem dapat mematikan mesin CNC apabila
proses permesinan sudah selesai,' tanpa
persetujuan dari operator, namun tetap
menyanpaikan pesan ke operator tentang status
mesin CNC tersebut.
Secara umum, panel yang dibuat dapat
dikatakan sebagai saklar untuk pengendalian
power mesin CNC dari jarak jauh. Sejauh ini
system yang sudah dikembangkan barn
digunakan pada mesin CNC Mitsubishi tipe
MV5CN. Sistem ini tidak menutup
kemungkinan untuk digunakan pada
mesin-mesin CNC tipe lainnya yang memiliki karakter yang sarna yaitu mesin CNC yang tidak dapat
melakukan deaktifasi power saat proses
permesinan sudah selesai dilakukan (auto
power-off).
Ucapan Terima Kasih
Ucapan terima kasih ditujukan kepada sdr.
Dendi Ruswandi yang telah bekerja sebagai
pelaksana teknis untuk penelitian dan
ISBN 978-979-17047-5-5
penyelesaian tugas akhirnya, serta pihak-pihak
lainnya yang telah membantu kelancaran
penelitian ini.
ReferensiIDaftar Pustaka
[1] Afif Jadalla Al Mghawish, "A Practical
Approach for Mobile-based Remote
Control", European Scientific Journal,
vol.9, no.18, p. 194-201, June 2013, ISSN:
1857-7881
[2] Amit Chauhan 1 et aI., "SMS based Remote
Control System", IJCSMS International
Journal of Computer Science and
Management Studies, vol. 11, Issue 02,
p.19-24, Aug 2011, ISSN: 2231-5268
[3] Bejo, Agus.. C dan AVR Rahasia
Kemudahan Bahasa C dalam
Mikrokontroler AT Mega 8535, Graha Ilmu,
Yogyakarta, 2008, ISBN: 978-979-756-312
[4] Bodie, G.V., .Mobile Messaging: SMS,
EMS, and MMS, IEEE Vehicular
TechnologySociety News, pp 13-21,
November, 2002
[5] Friedhelm Hillebrand, "GSM and
the creation of Global
Communication", Wiley, chapters
16,2002, ISBN 0-470-84322-5
[6] Ganiyu R.A. et ai, "Development of a GSM
Based Household Power Management
System", British Journal of Science, vol. 1
no. 2, p.l-ll, Sept. 2011, ISSN 2047-3745
[7] G.E. Thyer, Computer Numerical Control of
Machine Tools, Butterworth Heinemann,
May 1991, ISBN: 978-0-7506-0119-1
[8] Groover, Otomasi, Sistem Produksi, dan
Computer Integrated Manufacturing, Jilid 1,
diterjemahkan oleh Bagus Arthaya & I
Ketut Gunarta, Penerbit Guna Widya, 2005
[9] Jamal A.H., Kais W. I., "Control of
Appliance By SMS Using Pic 18f4550
Microcontroller", Journal of Engineering
and Development, vol. 18, no.2, p.146-158,
March 2014, ISSN 1813-7822
[10]Jazi Eko lstiyanto, Yeyen Efendy,
"Rancangan Dan Implementasi Prototipe
Sistem Kendali Jarak Jauh Berbasis
AT89C52 Dan Layanan SMS GSM", Jurnal
ILMU DASAR, vol. 5, no. 2,p.76-86, 2004.
[II]Mitsibishi Manual Operation. Mitshubishi
Machining Center Manual Operation
M-V4CN/5CN, M-V5CN-L, 2001.
UMTS, Mobile 10 and
STEMAN 2014
[12]Oke A. 0., Emuoyibofarhe J. 0., Adetunji
A. B., "Development of a GSM based
Control System for Electrical Appliances",
International Journal of Engineering and Technology, vo. 3 no. 4, p.443-448, April, 2013, ISSN 2049-3444
[13] Rifat Shahriyar et al., "Remote Controlling
of Home Appliances using Mobile
Telephony", International Journal of Smart
Home, vol. 2,no. 3,p.37-53, July, 2008
ISBN 978-979-17047-5-5