38 V. HASIL DAN PEMBAHASAN
A. DESKRIPSI PELAKSANAAN MAGANG
Selain sebagai aktivitas akademik untuk memenuhi persyaratan tugas akhir mahasiswa, kegiatan magang juga berhubungan erat dengan kegiatan
recruitment di perusahaan tempat magang. PT Toyota Motor Manufacturing
Indonesia (TMMIN) menggunakan beberapa metode untuk melakukan
recruitment(merekrut) karyawan, diantaranya :
1. Reguler
Merekrut secara langsung (untuk umum) melalui informasi di internet maupun media cetak.
2. Kerjasama dengan universitas
Perekrutan melalui kerjasama dengan universitas-universitas yang dianggap berkualitas. Metode ini dilakukan dengan harapan mendapat karyawan yang bermutu dan mampu bersaing.
3. Internship Program
Internship program (program magang) merupakan program Toyota yang
diberikan kepada mahasiswa dari perguruan tinggi sebagai tempat kerja praktek maupun magang. Mahasiswa diharapkan mampu memberikan inovasi maupun improvement untuk meningkatkan unjuk kerja perusahaan tersebut. Program ini dibagi menjadi 2 berdasarkan pesertanya, yaitu
Internship Program University Student (IPUS) untuk mahasiswa program
sarjana selama 3 bulan dan Internship Program Academic Student (IPAS)untuk mahasiswa program diploma selama 6 bulan.
Penulis melakukan kegiatan IPUSselama 4 bulan yang dibagi menjadi 2 periode yaitu mid review dan final review. Hasil dari kegiatan magang di PT TMMIN disajikan dalam bentuk laporan dari improvement (perbaikan) pada suatu sistem yang dilakukan selama magang dalam bentuk A3 report. Untuk efektifitas dan efisiensi pelaporan, penyajian A3 report menggunakan berbagai alat bantu seperti yang diuraikan dalam the 7 QC tools, antara lain check sheet,
39 Dalam periode pertama (mid review), A3 report berisi permasalahan yang muncul hingga tahap penyelesaian masalah sesuai dengan langkah-langkah
Toyota Business Practices dari step 1 (clarify the problem) hingga step 5
(Develop Countermeasures). Presentasi pada mid review dilakukan pada tanggal 14 Mei 2010, A3 report mid review dapat dilihat pada Lampiran 3. Dari hasil presentasi mendapat beberapa masukan (saran) dari mentor, HR Advisor, dan Assesor.
Periode kedua (final review), merupakan kelanjutan dari hasil mid review yang telah diperbaiki dan mengimplementasikan langkah-langkah TBP berikutnya. Presentasi final review dilaksanakan pada tanggal 17 Juni 2010. A3 report final review dapat dilihat pada Lampiran 4.
Jam kerja kegiatan magang di Karawang Plant mengikuti jam kerja staff PT TMMIN yaitu masuk pukul 07.15 WIB dan keluar pukul 16.00 WIB (hari Senin-Kamis) atau 16.30 (hari Jumat). Jam kerja untuk karyawan di Shop dibagi menjadi 2 shift (shift white dan shift red). Waktu untuk istirahat terbagi menjadi 3, yaitu antara pukul 09.30 – 09.45 WIB, pukul 11.45 – 12.30 WIB (untuk makan siang, sholat) dan 14.30 – 14.45 WIB.Sedangkan untuk hari Jumat istirahat siang diperpanjang 30 menit (11.45 – 13.00 WIB).
Selain melakukan improvement (perbaikan) terdapat beberapa kegiatan yang dilakukan selama mengikuti Internship Program University Student ini, antara lain :
1. Training Toyota Business Practies (TBP)
Training TBP dilakukan di Head Office PT TMMIN bersama peserta
magang lainnya. Dalamtraining ini dijelaskan mengenai langkah-langkah yang digunakan oleh toyota untuk melakukan pemecahan suatu masalah, yaitu : problem clarification, breakdown analysis, setting target, root cause
analysis, countermeasure, see countermeasure through, evaluation, dan standardization.
2. Training Safety
Training Safety diberikan oleh bagian Safety, Health, and Environment
(SHE) pada seluruh peserta magang. Di dalam kegiatan ini dijelaskan mengenai pengertian safety, unsafe action & unsafe condition, aturan
40 keselamatan di dalam pabrik maupun di luar pabrik, serta Alat Pelindung Diri (APD). Dalam kegiatan ini dilakukan sebuah simulasi mengenai identifikasi safety. Di akhir pertemuan, seluruh peserta magang mendapat pinjaman beberapa APD berupa helm, safety shoes, baju elektro statik, masker, arm protector, dan ear plug.
3. PendalamanCompany profile
Kegiatan ini berupa penjelasan dari pihak HRD mengenai sejarah perusahaan Toyota baik secara global maupun Toyota yang berada di Indonesia, lokasi perusahaan, struktur organisasi, produk, proses produksi secara umum dan tata tertib peserta magang. Kegiatan dilakukan di dalam kelas bersama dengan peserta magang lainnya. Selain itu, penjelasan ditambahkan oleh departement head masing-masing yang berkaitan dengan lokasi penempatan magang.
4. On the Job Development (OJD)
OJD adalah suatu cara untuk mengembangkan anggota-anggota dalam suatu tim agar dapat melewati pekerjaanya dengan mudah. Cara ini dilakukan setelah peserta menerima pelatihan dalam kelas dengan materi-materi untuk menunjang OJD ini. Pelatihan yang diberikan bertujuan agar peserta mengetahui ilmu, sedangkan OJD adalah alat untuk menerapkan ilmu tersebut langsung di lapangan, sehingga dalam masa yang akan lewat, peserta dapat dengan mudah melewati kesulitan-kesulitan yang ada karena sudah terbiasa untuk melakukan pemecahan masalah.Tujuan dari OJD adalah untuk menciptakan tempat kerja yang nyaman dan aman untuk bekerja sehingga bawahan (subordinat) akan merasa nyaman.
5. Olahraga
Olahraga merupakan aktivitas rutin yang dilakukan selama 15 menit. Adapun tujuan utama dari olahraga adalah menjaga kesehatan & kebugaran dari para karyawan. Kegiatan ini berupa pemanasan sebelum bekerja dengan gerakan Senam Kebugaran Jasmani (SKJ) sederhana dan dengan diiringi oleh lagu SKJ.
41 Setelah melakukan olahraga masing-masing departemen melakukan Five
Minute Talk atau berbicara 5 menit. Tujuan utama dari kegiatan ini adalah
menyampaikan aktifitas yang akan dilakukan pada hari itu dan aktifitas yang telah dilakukan pada hari kerja sebelumnya, membahas hal-hal yang penting terkait dengan pekerjaan atau sharing sesuatu hal atau informasi. Kegiatan inidapat digunakan oleh departement headmengenai kegiatan yang dilakukan oleh staff. Selain itu, suatu permasalahan dapat diketahui dengan segera dan dapat dicari solusi secara sederhana, jika memerlukan waktu diskusi khusus untuk memecahkan suatu permasalahan maka dapat usulkan untuk mengadakan suatu diskusi pada waktu lain. Kegiatan ini juga digunakan oleh atasan untuk melakukan pengarahan, memberi masukan, atau menyampaikan informasi yang dianggap perlu untuk diberitahukan kepada masing masing staff.
B. HASIL MAGANG DAN PEMBAHASAN
A3 report final review terdiri dari : Background, Purposes, Problem Clarification, Breakdown Analysis, Setting Target, Root Cause Analysis,
Countermeasure, See Countermeasure Through, Evaluation, dan
Standardization. Selain itu, terdapat satu lembar A3 (Lampiran 5) yang
merupakan lampiran dari A3 report final review untuk menjelaskan lebih detail bagian yang mengalami improvement.
Judul dari A3 report yang diajukan adalah “Akurasi Penggunaan Material F1 (Pigmen)”.
1. Background
Background (latar belakang) dari improvement yang dilakukan adalah :
adanya fluktuasi biaya per unit kendaraan yang dihasilkan dari Toso Shop dalam setiap bulannya. Selain itu, terdapat juga perbedaan antara laporan bulanan kendali anggaran (monthly report of item budget control) dengan pemakaian aktual beberapa material.
Fluktuasi biaya per unit di Toso Shop dapat ditunjukkan dengan adanya standard penggunaan material yang fluktuatif setiap bulannya. Misalnya standard pemakaian material F1 dan F2 pada Gambar 31.
Ga 2. Purpo Purpo lapora Shop. 3. Proble Masala penggu penelu dipero tersebu lapora bulana beriku K ambar 31. G se se(tujuan) d an bulanan a em Clarifica ah akuasi, y unaan aktua urusan masa oleh pada pe ut diperoleh an bulananse an dan peng ut ini. F2 (Resin) F1 (Pigmen) 0 2 4 6 8 10 Gentan ‐i (kg/unit ) Stan -Curren ---Report ≠ A Accuratio Keterangan : data Grafik fluktua dari improve agar sesuai ation yaitu perbed al material alah mengen eriode Janua h dari akuras ebesar 97,16 ggunaan akt Gambar 3 Maret 5,59 1,473 B ndar Gentan t situation- ---Actual using on : 97,16 % ---Re gap a bulan Januari -asi standard ement ini ad dengan pen daan antara (gap), pada nai perbeda ari hingga m si pengguna 6%. Alur p tual materia 32. Problem April 7,18 1,92 Bulan (tahun 2 ‐i pemakaia - g -Problem- ---eport ≠ Actua Accuration gap Maret 2010 pemakaian m dalah mening nggunaan ma akurasi data a Toso Sho aan akurasi maret 2010 aan aktual se erolehan ga al dapat dil m Clarificatio Mei 6,27 1,67 2010) n material F -I ---Repor Accu - --- al using : 2,84 % p material F1 gkatkan aku aterialaktual a laporan bu op membua ini. Perbed sebesar 2,8 ebesar 100% ap antara da ihat pada G on F1 dan F2 F2 (R F1 (P Ideal situation- ---rt = Actual u uration : 100 42 dan F2 urasi antara lpada Toso ulanan dan at perlunya daan yang 84%. Nilai % dan data ata laporan Gambar 32 Resin) Pigmen) --- using 0 %
4. Breakd Breakd dipero merup Tingka Shop ( Berdas terdap 5,20% Jika b Penyim materi G Ak i(%) 1 ‐Akurasi (% )‐ down Analys down analys
oleh titik let pakan gabung at akurasi be (bulan Janua Gambar sarkan Gam at pada line %. Untuk upa erhasil, pen mpangan pa ialnya sepert ambar 34. G 90 95 100 P 9 ‐Ak ur as i (%) ‐ Akurasi an 50 70 90 110 Fine Clea 85,7 Akurasi a sis sis dilakukan tak permasa gan tingkat erdasarkan b ari – Maret 2 r 33. Grafik mbar 33, pen PTC-ED seb aya perbaika dekatan yan ada line PTC ti pada Gamb Grafik akuras PTC‐ED PVC ‐ Sealer 94,65 98,2 ‐line ntara laporan ner 71 100 ntara lapora (Konsumsi n untuk men alahan. Gap penyimpang biaya penggu 2010) dapat d akurasi dala nyimpangan besar 5,35% an, analisa ak ng sama dap C-ED dipeca bar 34. si konsumsi Surfacer T 21 99,7 e di Toso Shop n dengan pen (Biaya per lin Palbond 96,86 85 Material in an dengan p i material da elusuri masa p sebesar 2, gan akurasi d unaan mater dilihat pada am tiap line d terbesar (tin % diikuti oleh kan difokusk pat dilakukan ah lagi berd material dal Top Coat Top Co Inspecti 94,8 97,4 p‐ nggunaan ma ne) F1 (pigmen) 5,1 69,45 n line PTC‐ED penggunaan alam line PTC alah yang ad 84% pada dari tiap line rial tiap line Gambar 33.
di Toso Shop ngkat akura h line Top C kan pada line
n pada line dasarkan kon am line PTC oat ion Bumper & Resin 43 99,26 terial aktual Ad 95,86 9 D material ak C‐ED) 43 da sehingga Toso Shop e produksi. pada Toso p si terkecil) oat sebesar e PTC-ED. Top Coat. nsumsi tiap C – ED dd A 98,36 ktual
44 Berdasarkan Gambar 34, material yang memiliki tingkat akurasi terendah pada line PTC-ED adalah material F1 (pigmen) dengan tingkat akurasi 69,45%.Pigmen (F1) dan resin (F2) merupakan material yang digunakan pada proses Electric Dipping(ED). ED merupakanproses pengecatan dengan cara dicelupuntuk memperkuat anti karat.
Untuk break down analysis lebih lanjut akan digunakan dua pendekatan, yaitu berdasarkan sumber material (dari supplier hingga material digunakan pada body) atau berdasarkan perhitungan penggunaan material.
Beberapa kegiatan yang dilakukan dalam proses mencari letak permasalahan dalam penggunaan material F1 adalah :
a. Mengukur Stok awal dan stok akhir
Stok awal dan stok akhir diukur menggunakan leveling gauge (seperti pada gambar 35). Satuan yang digunakan untuk pengukuran stok adalah satuan panjang dengan skala terkecil milimeter (mm) dengan tingkat ketelitian 0,05 cm.
Gambar 35. Leveling gauge b. Menghitung konsumsi harian
Konsumsi harian diperoleh dari hasil konversi selisih level antara stok awal dan stok akhir pada saat memindahkan material dari receiving tank ke main tank ED.
Contoh perhitungan :
45 Level awal (B) : 154,2 cm
Level akhir (C) : 147,4 cm Selisih level : B – C
: 154,2 – 147,4 = 4,8 cm
Selisih level dikonversi menggunakan tabel konversi F1 (Lampiran 6), sehingga diperoleh konsumsi pada shift merah pada tanggal 4 Januari 2010 sebanyak : 177,2 kg.
c. Menghitung konsumsi bulanan
Konsumsi material bulanan dapat dihitung dengan cara menjumlahkan seluruh billing (pengebonan) material dalam 1 bulan ditambah dengan stok awal material di awal bulan kemudian dikurangi dengan stok akhir pada bulan tersebut. Stok awal dan stok akhir bulan dapat dilihat pada
check sheet pengisian material F1 dan F2 di sudut kiri atas seperti pada
Lampiran 5. Satuan stok awal dan stok akhir yang tertera dalam check sheet masih dalam panjang (cm), sedangkan total billing dalam satuan massa (kg). Untuk itu perlu dilakukan konversi dari satuan panjang ke satuan massa dengan melihat tabel konversi (Lampiran 6). Setelah dikonversi, konsumsi material bulanan dapat diperoleh dengan menggunakan rumus :
Konsumsi 1 bulan = ∑billing + stok awal bulan – stok akhir bulan 5. Setting Target
Setting target dilakukan untuk mengetahui letak kesalahan yang terjadi.
Dari pengisian lembar check sheet material F1 dan F2, diketahui permasalahan terletak pada pencatatan pengisian material yang tidak dilakukan secara tertib.
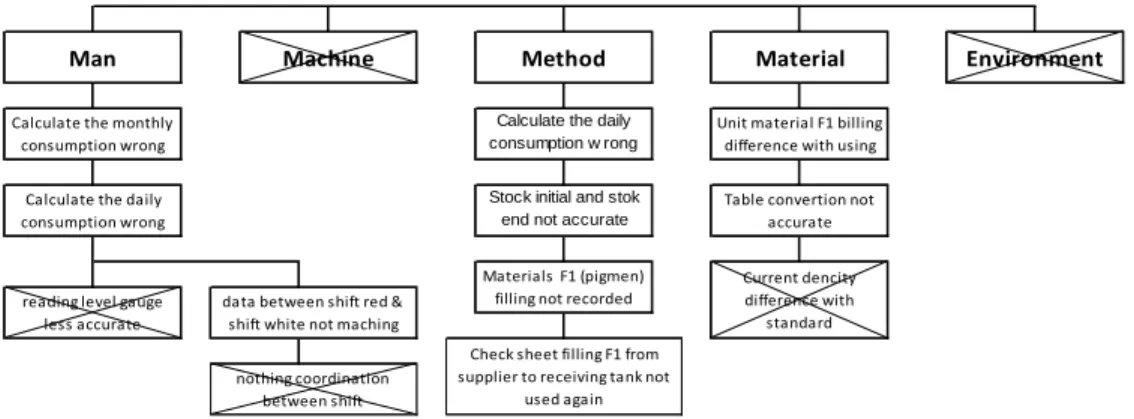
6. Root Cause Analysis
Root cause analysisdilakukan untuk menelusuri penyebab tidak
dilakukannya pencatatan pengisian material F1 dan F2. Diperoleh bahwa permasalahannya adalah tidak adanya kolom pengisian bulk pada
checksheet pengisian F1 dari supplier ke dalam receiving tank. Untuk lebih
jelasnya, penelurusan penyebab masalah berdasarkan analisis sebab akibat dapat dilihat pada Gambar 36.
46 Gambar 36.Root cause analysis
7. Countermeasure
Countermeasure dibuat untuk memperjelas cara penyelesaian masalah lebih
detail. Countermeasure dapat dilihat pada Tabel 3. Tabel 3. Countermeasure
Countermeasure dapat menjelaskan secara detail mulai dari permasalahan
yang dihadapi, solusi yang harus diambil, detail solusi yang diambil, lokasi, waktu dan penanggung jawab penyelesaian masalah. Permasalahan terletak pada tidak digunakannya checksheet pengisian material F1 dan F2 dari
supplier ke receiving tank. Solusi penanggulangan masalah ini adalah
dengan memperbaiki checksheet pengisian material F1 dan F2 sehingga pengisian dari supplier dapat tercatat. Perbaikan checksheet yang utama adalah penambahan kolom pengisian bulk. Selain itu juga dilakukan penambahan formula untuk mempermudah perhitungan dan informasi cara pengisian checksheet. Lokasi perbaikan checksheet dilakukan di toso
production pada bulan Juni 2010.
8. See Countermeasure Through
Setelah dilakukan countermeasure diperoleh format check sheet yang baru dengan beberapa tambahan penjelasan berupa keterangan pilihan waktu, simbol A-Z, formula perhitungan, kolom pengisian Bulk, kolom total dan kolom ringkasan dalam satu bulan. Untuk lebih jelasnya, bentuk checksheet sebelum dan sesudah perbaikan dapat dilihat pada Lampiran 5.
Check sheet filling F1 from supplier to receiving tank not used again data between shift red & shift white not maching nothing coordination between shift Calculate the daily consumption wrong Materials F1 (pigmen) filling not recorded Table convertion not accurate reading level gauge less accurate Method Material Current dencity difference with standard Calculate the daily
consumption w rong
Stock initial and stok end not accurate
Environment Calculate the monthly consumption wrong Unit material F1 billing difference with using Man Machine Solution 1 Change check sheet filling material F1 & F2. No Time June 2010 Problem Check sheet filling F1 from supplier to receiving tank not used again. How Detail Increase item of filling F1 & F2 from supplier into current check sheet. What Who PIC Dodik Where Location Toso production When
47 9. Evaluation
Evaluasi dilakukan dengan cara mengganti asumsi satu bulk yang setara dengan 1 kg dengan data aktual yang terbaca pada leveling gauge di dalam
receiving tank.Volume bulk sebelum dipindahkan ke dalam receving tankseharusnya selalu dicek (ditimbang) oleh pihak warehouse PT TMMIN,
namun hal ini tidak dilakukan. Oleh karena itu, perhitungan penggunaan material dapat diketahui secara lebih akurat dengan menggunakan data aktual yang tercatat pada checksheet pengisian material F1 dan F2.
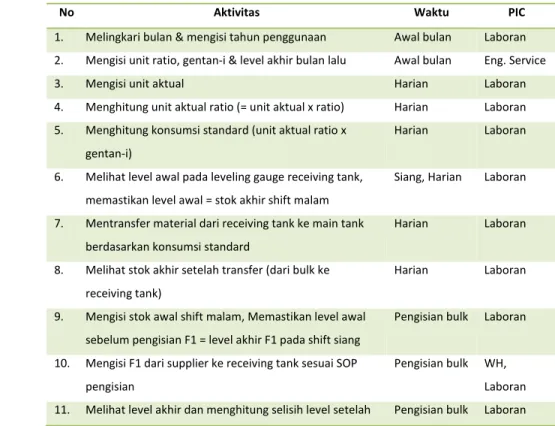
10. Standardization
Standardization (standardisasi) dilakukan sebagai tindak lanjut dari hasil
evaluasi. Standardisasi yang dibuat berupa Standard Operating Procedure (SOP) Check sheet pengisian material F1 dan F2. Tujuan dari pembuatan SOP ini adalah mempermudah operator dalam menjalankan tugasnya sehingga mengurangi terjadinya kesalahan dalam pengisian checksheet pengisian material F1 dan F2. Standard Operating Procedure (SOP)
checksheet pengisian material F1 dan F2 dapat dilihat pada Tabel 4 berikut.
Tabel 4. Standard Operating Procedure (SOP)Check sheet Pengisian Material F1
dan F2
No Aktivitas Waktu PIC
1. Melingkari bulan & mengisi tahun penggunaan Awal bulan Laboran 2. Mengisi unit ratio, gentan‐i & level akhir bulan lalu Awal bulan Eng. Service
3. Mengisi unit aktual Harian Laboran
4. Menghitung unit aktual ratio (= unit aktual x ratio) Harian Laboran 5. Menghitung konsumsi standard (unit aktual ratio x gentan‐i) Harian Laboran 6. Melihat level awal pada leveling gauge receiving tank, memastikan level awal = stok akhir shift malam Siang, Harian Laboran 7. Mentransfer material dari receiving tank ke main tank berdasarkan konsumsi standard Harian Laboran 8. Melihat stok akhir setelah transfer (dari bulk ke receiving tank) Harian Laboran 9. Mengisi stok awal shift malam, Memastikan level awal sebelum pengisian F1 = level akhir F1 pada shift siang Pengisian bulk Laboran 10. Mengisi F1 dari supplier ke receiving tank sesuai SOP pengisian Pengisian bulk WH, Laboran 11. Melihat level akhir dan menghitung selisih level setelah Pengisian bulk Laboran
48 pengisian bulk 12. Memastikan level awal shift malam = level akhir shift siang (jika tidak ada pengisian bulk) / = level akhir pada item pengisian bulk (jika ada pengisian) Malam, harian Laboran
Pengisian checksheet F1 dan F2 mempengaruhi tingkat akurasi data pemakaian material F1 dan F2. Pengamatan penggunaan checksheet baru dilakukan setelah sosialisasi pada operator. Terdapat beberapa data aktual yang tidak sesuai dengan asumsi yang digunakan pada volume 1 bulk material F1. Sebagai contoh pada tanggal18 Juni 2010,stok awal pada leveling gauge receiving
tank sebelum pengisian material F1 menunjukkan level 69,9 cm, setelah diisi 1
bulk (stok akhir) leveling gauge menunjukkan pada angka 95,4 cm. Terdapat selisih level sebesar 25,5 cm (stok akhir – stok awal). Jika dikonversi dengan tabel konversi (seperti pada Lampiran 6) hal tersebut berarti receiving tankhanya mendapat tambahan pengisian sebesar 941,3 kg. Angka tersebut tidak sesuai dengan asumsi sebelumnya, yaitu massa 1 bulk adalah sebesar 1000 kg. Terdapat selisih 58,7 kg (tingkat akurasi sebesar 94,13 %) antara asumsi dengan aktual massa material dalam 1 bulk.
Dari hasil perhitungan di atas (dengan menggunakan check sheet baru) dapat diidentifikasi beberapa hal yang menyebabkan terjadinya selisih data pengisian material F1, antara lain :
4. Massa jenis material berbeda dengan standard yang digunakan pada tabel konversi. Sehingga perlu dilakukan pengecekan terhadap akurasi tabel konversi material F1 dari satuan panjang menjadi satuan massa.
5. Alat (leveling gauge) tidak berfungsi dengan baik, sehingga menyebabkan kesalahan data.
6. Terjadi kesalahan dalam pembacaan leveling gauge yang memiliki tingkat akurasi rendah (0,5 cm).
Dari uraian di atas, diketahui bahwa pengisian material F1 dan F2 secara tertib akan dapat memberikan informasi yang aktual dalam hal penggunaan dan pengisian kembali material. Check sheet pengisian material F1 dan F2 yang baru telah diterapkan mulai 15 Juni 2010. Untuk mengetahui peningkatan akurasi sistem manajemen material setelah dilakukan improvement (perbaikan)
49 dibutuhkan data pengisian material F1 dan F2 selama 1 bulan. Keterbatasan waktu magang menyebabkan peningkatan akurasi secara umum belum dapat diketahui secara pasti. Oleh karena itu, perlu adanya analisis dan perhitungan lebih lanjut terhadap check sheet yang baru agar dapat diketahui peningkatan akurasinya. Selain itu, perlu adanya pengecekan terhadap beberapa hal yang diidentifikasi menjadi penyebab terjadinya selisih data pengisian material F1.