BAB III
PROSES PERAKITAN MOBIL MITSUBISHI TYPE SL (L300)
3.1 Proses Produksi
Proses produksi adalah urutan kegiatan yang harus dilaksanakan dalam usaha untuk menghasilkan barang maupun jasa. Proses produksi juga berarti yaitu suatu kegiatan perbaikan terus-menerus (continuous improvement), yang dimulai dari sederet siklus sejak adanya ide-ide untuk menghasilkan suatu produk, pengembangan produk, proses produksi, sampai distribusi kepada konsumen (V. Gaspersz, 2004). Proses produksi terdiri dari dua kata, yaitu proses dan produksi yang memiliki makna yang berbeda. Proses adalah cara, metode, dan teknik bagaimana sumber-sumber (manusia, mesin, material dan uang ) yang akan dirubah untuk memperoleh suatu hasil. Sedangkan produksi adalah kegiatan menciptakan atau menambah kegunaan suatu barang atau jasa. Jadi pengertian dari proses produksi adalah suatu cara, metode dan teknik untuk menciptakan atau menambah kegunaan suatu barang atau jasa dengan menggunakan sumber-sumber (manusia, mesin, material, dan uang) yang ada.
3.2 Jenis-Jenis Proses Produksi
Secara umum, proses produksi dibedakan menjadi dua jenis, yaitu proses produksi yang terus-menerus (countinous processes) dan proses produksi yang terputus-putus (intermittent processes). Perbedaan pokok dari kedua proses produksi tersebut adalah berdasarkan pada panjang tidaknya waktu persiapan untuk mengatur (set up) peralatan produksi yang digunakan untuk memproduksi suatu produk atau beberapa produk tanpa mengalami perubahan. Pada proses produksi yang terus-menerus, perusahaan atau pabrik menggunakan mesin-mesin yang dipersiapkan (set up) dalam jangka waktu yang lama dan tanpa mengalami perubahan. Sedangkan untuk proses produksi yang terputus-putus menggunakan mesin-mesin yang dipersiapkan dalam jangka waktu yang pendek, dan kemudian akan dirubah atau dipersiapkan kembali untuk memproduksi produk lain. Adapun sifat-sifat atau ciri-ciri dari proses produksi yang terus-menerus (countinous processes), yaitu :
1. Produk yang dihasilkan pada umumnya dalam jumlah besar dengan variasi yang sangat kecil dan sudah distandarisasikan.
2. Sistem atau cara penyusunan peralatannya berdasarkan urutan
pengerjaan dari produk yang dihasilkan, yang biasa disebut product
layout/departementation by product.
3. Mesin-mesin yang digunakan untuk menghasilkan produk bersifat
khusus (Special Purpose Machines).
4. Pengaruh operator terhadap produk yang dihasilkan sangat kecil karena mesin biasanya bekerja secara otomatis, sehingga seorang operator tidak perlu memiliki keahlian tinggi untuk pengerjaan produk tersebut.
5. Apabila salah satu mesin/peralatan terhenti atau rusak, maka seluruh proses akan terhenti.
6. Job strukturnya sedikit dan jumlah tenaga kerjanya tidak perlu banyak. 7. Persediaan bahan mentah dan bahan dalam proses lebih rendah dari padapersediaan bahan mentah dan bahan dalam proses pada proses produksi yang terputus-putus.
8. Diperlukan perawatan khusus terhadap mesin-masin yang digunakan.
9. Biasanya bahan-bahan dipindahkan dengan peralatan yang tetap (fixed
path equipment) yang menggunakan tenaga mesin, seperti konveyor.
Sedangkan sifat-sifat atau ciri-ciri dari proses produksi yang terputus-putus
(intermetent processes) adalah :
1. Produk yang dihasilkan biasanya dalam jumlah kecil dengan variasi yang sangat besar dan didasarkan pada pesanan.
2 Sistem atau cara penyusunan peralatan berdasarkan atas fungsi dalam proses produksi atau peralatan yang sama dikelompokkan pada tempat yang sama, yang disebut dengan process layout/departemantation by equipment.
3. Mesin-mesin yang digunakan bersifat umum dan dapat digunakan untuk menghasilkan bermacam-macam produk dengan variasi yang hampir sama (General
Purpose Machines).
4. Pengaruh operator terhadap produk yang dihasilkan cukup besar, sehingga operator memerlukan keahlian yang tinggi dalam pengerjaan produk serta terhadap pekerjaan yang bermacam-macam yang menimbulkan pengawasan yang lebih sulit.
5. Proses produksi tidak akan berthenti walaupun terjadi kerusakan atau terhentinya salah satu mesin/peralatan.
6. Persediaan bahan mentah pada umumnya tinggi karena tidak dapat ditentukan pesanan apa yang harus dipesan oleh pembeli, dan persediaan bahan dalam proses lebih tinggi dari proses produksi yang terus-menerus (countinous processes) karena prosesnya putus-putus.
7. Biasanya bahan-bahan dipindahkan dengan peralatan handling yang dapat berpindah secara bebas (Variable Path Equipment) yang menggunakan tenaga manusia, seperti kereta dorong atau forklift.
8. Pemindahan bahan sering dilakukan bolak-balik sehingga perlu adanya ruang gerak (aisle) yang besar dan ruang tempat bahan-bahan dalam proses (work in
process) yang besar.
3.3 Proses Perakitan
Lini perakitan adalah sebuah proses pemabrikkan di mana bagian-bagian (biasanya yang memiliki suku cadang) suatu produk di rakit dan digabungkan satu persatu dangan urutan tertentu hingga menjadi produk akhir. Proses ini menghasilkan tinggkat produksi yang lebih cepat dari pada metode biasa, dimana untuk membuat satu produk jadi, seluruh bagian produk tersebut dirakit oleh satu orang ahli. Bentuk paling terkenal dari konsep lini perakitan adalah lini perakitan-bergerak (moving assembly line) yang dikembangkan oleh Ford Motor Company pada tahun 1908 dan 1915. Dengan metode tersebut, Ford Menghasilkan Ford Model T, mobil paling murah dimasanya. Ford juga menjadi perusahaan pertama yang mendirikan pabrik besar yang menerapkan proses lini perakitan.
3.4 Profil Mitsubishi L300
Mitsubishi SL (L300) memulai start produksi bulan Agustus tahun 1981 sampai tahun ini 2015 sudah mencapai 504,893 unit mobil. Mitsubishi Colt L300 merupakan mobil jenis kendaraan niaga keluaran mitsubishi dengan bahan bakar solar, Mitsubishi L300 tetap mempertahankan bentuk saat pertama kali mobil ini diproduksi, dengan desain body kotak. Mobil ini mungkin banyak yang tidak menyangka tidak semua L300 yang berbentuk tepak adalah mobil keluaran tahun 70 atau 80 an, akan tetapi keluaran tahun 2000 an, sampai tahun 2012. L300 sebagai kendaraan minibus (biasa disebut bison) atau pick up tetap diminati meskipun sekarang banyak mobil pick up dengan desaian dan teknologi modern, hal ini disebabkan daya tahan atau kebandelan mesindan kekuatan body L300 serta kabin/bak yang besar.
Gambar. 4 Mitsubishi COLT L300
Mitsubishi L300 bermesin diesel dengan bahan bakar solar, L300 lebih bisa di andalkan untuk mengangkut barang jarak kauh atau medan naik turun. Ketangguhan mesinnya hampir seperti truck buatan Mitsubishi sedangkan. L300 memiliki mesin dengan silinder 2477 cc dengan transmisi manual 5 kecepatan, sistem rem bagian depan menggunakan cakram dan bagian belakang menggunakan tromol. Untuk para pengusaha yang kerap mengirim barang dan ingin membeli mobil pick up, maka sangat baik jika mempertimbangkan menggunakan Mitsubishi L300 bermesin diesel.
3.5 Spesifikasi Mitsubishi L300 NO. TRANSMISION
Tipe 5 speed manual, column shift
1. Gigi 1 4,330
2. Gigi 2 2,335
3. Gigi 3 1,509
4. Gigi 4 1,000
5. Gigi 5 0,827
6. Perbandingan Gigi Mundur 4,142
7. Perbandingan Gigi Akhir 5,286
NO. ENGINE TYPE
1. Model/Tipe 4D56-4 cylinder inline
2. Isi Silinder (cc) 2.477
3. Diameter x Langkah (mm x mm) 91.1 x 95.0
4. Daya Maksimum (PS/mp) .
5. Torsi Maksimum (kgm/rmp) 13.6/2500
6. Sistem Bahan Bakar Diesel (Solar)
NO. SUSPENSION
1. Suspensi Depan Double Wisbone, Per Keong
2. Suspensi Belakang Semi Eleptic, Leaf Spring
NO. DIMENSION & WEIGHT
1. Panjang Keseluruhan (mm) 4,170
2. Lebar Keseluruhan (mm) 1,700
3. Tinggi Keseluruhan (mm) 1,845
4. Jarak Sumbu Roda (mm) 1,440
5. Jarak roda depan kiri kanan (mm) 1,380
6. Tinggi Minimal dari Tanah (mm) 200
7. Berat Chasis Termasuk Kabin (kg) 2,540
Tabel 3.1 Spesifikasi Mitsubishi L300
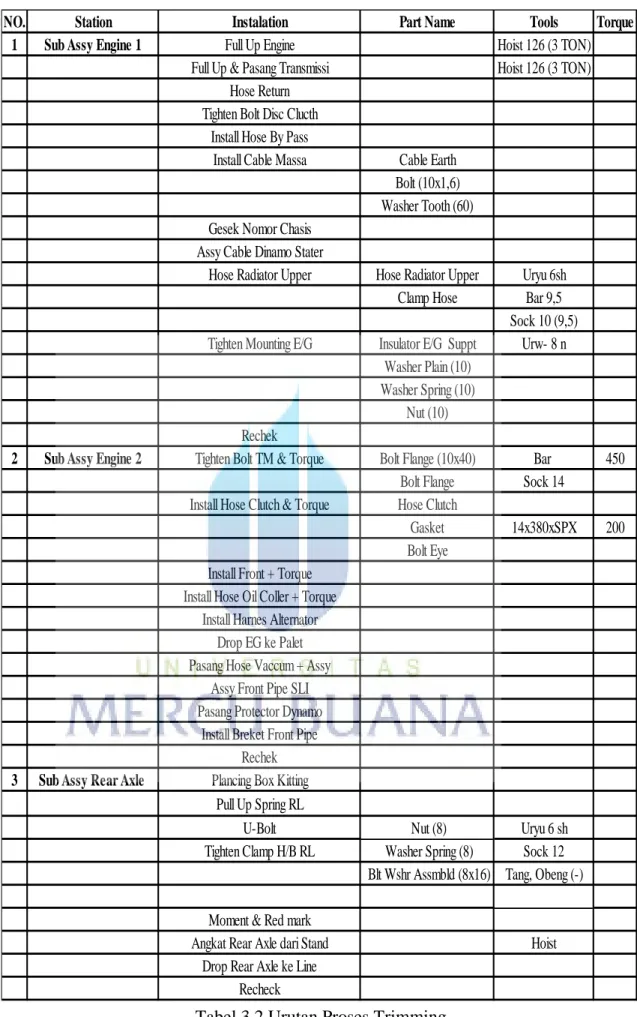
3.6 Proses Trimming Mitsubishi L300 di PT. Krama Yudha Ratu Motor
Proses Trimming adalah proses pemasangan spare part atau komponen lainnya
contoh seperti pemasangan kabel-kabel dan elektrikal dalam mobil di lakukan secara manual, proses trimming proses awal assembly setelah proses welding, dan proses painting. Proses ini mempunyai beberapa station, setiap proses pada tiap station sudah diterapkan balancing proses yaitu pemerataan proses yang terlebih didahulukan proses bagian dalam mobil, perakitan yang dilakukan ialah meliputi : wire engine, wire floor,
head linning, instrument panel, dash board, dan stop light di bagian station Cabin
mobil. Setelah selesai proses bagian dalam mobil yang di lakukan oleh station Cabin, kemudian tahap Trimming dimulai yang meliputi : Sub Assy Engine 1-2, Sub Assy Rear
Axle RH, Sub Assy Rear axle, Station 1–6 LH, Sub Assy Frt Hub LH, Pra-Conv LH, Pra-Conv RH, Station 1-5 RH, dan Sub Assy Frt Hub RH. Untuk lebih jelasnya dapat di
lihat Urutan Proses Trimming pada tabel 3.2 sampai 3.7. 3.6.1 Urutan Proses Trimming
Urutan proses Trimming di PT. Krama Yudha Ratu Motor terdiri dari 19 Station, dimana ada 17 Station yang dibagi menjadi dua Station kiri dan kanan atau disebut RH dan LH.
NO. BRAKE
1. Rem Tangan (Parking Brake) Ventilated disc
2. Rem Kaki (service Brake) Drum, Leading & Trailing
NO. WHEL
NO. Station Instalation Part Name Tools Torque
1 Sub Assy Engine 1 Full Up Engine Hoist 126 (3 TON)
Full Up & Pasang Transmissi Hoist 126 (3 TON) Hose Return
Tighten Bolt Disc Clucth Install Hose By Pass
Install Cable Massa Cable Earth Bolt (10x1,6) Washer Tooth (60) Gesek Nomor Chasis
Assy Cable Dinamo Stater
Hose Radiator Upper Hose Radiator Upper Uryu 6sh Clamp Hose Bar 9,5
Sock 10 (9,5) Tighten Mounting E/G Insulator E/G Suppt Urw- 8 n
Washer Plain (10) Washer Spring (10)
Nut (10) Rechek
2 Sub Assy Engine 2 Tighten Bolt TM & Torque Bolt Flange (10x40) Bar 450 Bolt Flange Sock 14
Install Hose Clutch & Torque Hose Clutch
Gasket 14x380xSPX 200 Bolt Eye
Install Front + Torque Install Hose Oil Coller + Torque
Install Harnes Alternator Drop EG ke Palet Pasang Hose Vaccum + Assy
Assy Front Pipe SLI Pasang Protector Dynamo
Install Breket Front Pipe Rechek
3 Sub Assy Rear Axle Plancing Box Kitting Pull Up Spring RL
U-Bolt Nut (8) Uryu 6 sh
Tighten Clamp H/B RL Washer Spring (8) Sock 12 Blt Wshr Assmbld (8x16) Tang, Obeng (-) Moment & Red mark
Angkat Rear Axle dari Stand Hoist Drop Rear Axle ke Line
Recheck
4 Sub Assy Rear Axle RH Assy Tube Brake SP19N-2X10 150 Full Up Rear Axle
Tighten Clamp Pipe Nut (8) Uryu 6 sh
Washer Spring (8) Sock 12 Blt Wshr Assmbld (8x16) Tang, Obeng (-) Full Up Spring RH Blt Wshr Assmbld (8x16)
U Bolt Moment & Red mark
Clamp Hand Brake Blt Wshr Assmbld (8x16) Recheck
5 Station 1 LH Drop Frame to Rear Axle Dock Rear Axle Install Rear Absorber & Torque
Install Tighten Mounting T/M
Install H/B Bolt Washer Assembled 225QL 50 Plancing Bell Crunc
Install Front Hub Install Bolt Massa Install Cable Hand Brake Install Tromol & Torque + Pin Split
Torque Bolt Lower Arm di C/M Recheck
6 Station 2 LH Install Hose Brake Front Hub Bolt (10X85) 900 QL 450
Connect Hand Brake Washer Spring (10) Install Bell Crunk + Torque 4 Nut (10)
Install Absorber Up & Lower Tighten Guide Cable & Torque Pin Clevis 910X27) Install Roller H/B Washer Plain
Pin Split (2X20) Plancing Cable Select
Plancing Cable Speed Install E/G Support + Torque
Plancing Box Kitting Kencangkan Bolt Insulator T/M
Rechek
7 Station 3 LH Pasang Horn Horn Sock 12
Bolt Assembled (8x16) Pasang Carrier Pin Split (2x15)
Pin Clevis (8x17)
Tighten Bolt Clamp Cable Select Bolt Washer Assembled Kunci spesial Bolt Washer Assembled Sock 17,10,12
Bolt Washer (6x16) Install Gauge Valve G.Valve
Clip Protector Clip Bolt Washer Assembled
Install Tie Rod + Torque + Pin Tie Rod Uryu 6 sh 400 Nut Slotted 17x670SPX
Pin Split (2,5x25) Tighten Bolt Clip Speed
Install Bolt Absorber Lower & Torque Install Pipe Rear + Clip U
Tighten Clamp H/B LH Pasang Return Spring Place Rubber Mounting Cabin Install Bolt Massa (SL + MB)
Recheck
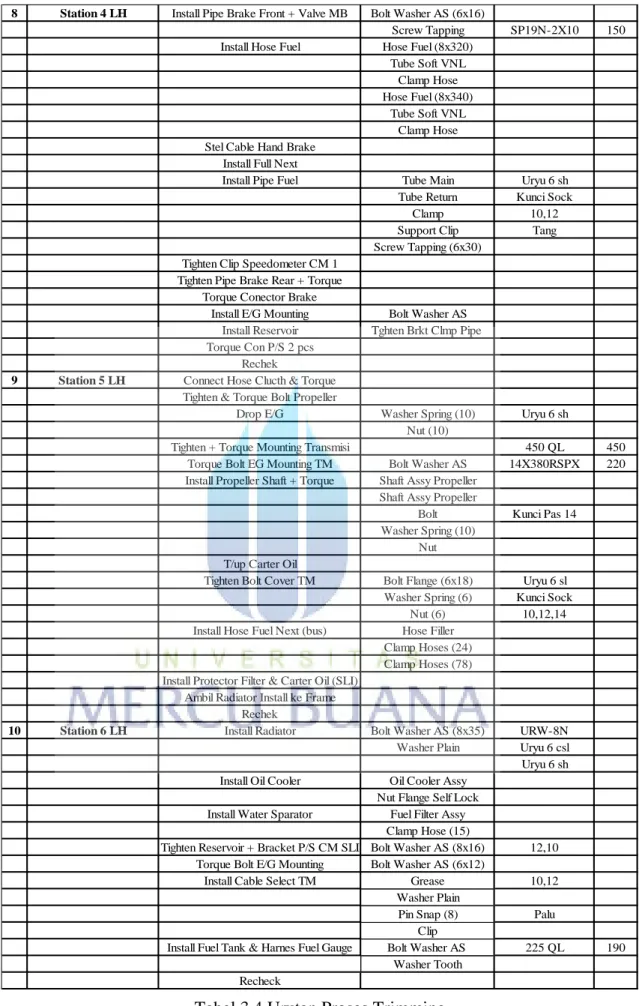
8 Station 4 LH Install Pipe Brake Front + Valve MB Bolt Washer AS (6x16)
Screw Tapping SP19N-2X10 150 Install Hose Fuel Hose Fuel (8x320)
Tube Soft VNL Clamp Hose Hose Fuel (8x340)
Tube Soft VNL Clamp Hose Stel Cable Hand Brake
Install Full Next
Install Pipe Fuel Tube Main Uryu 6 sh
Tube Return Kunci Sock
Clamp 10,12
Support Clip Tang
Screw Tapping (6x30) Tighten Clip Speedometer CM 1
Tighten Pipe Brake Rear + Torque Torque Conector Brake
Install E/G Mounting Bolt Washer AS Install Reservoir Tghten Brkt Clmp Pipe Torque Con P/S 2 pcs
Rechek
9 Station 5 LH Connect Hose Clucth & Torque Tighten & Torque Bolt Propeller
Drop E/G Washer Spring (10) Uryu 6 sh
Nut (10)
Tighten + Torque Mounting Transmisi 450 QL 450
Torque Bolt EG Mounting TM Bolt Washer AS 14X380RSPX 220 Install Propeller Shaft + Torque Shaft Assy Propeller
Shaft Assy Propeller
Bolt Kunci Pas 14
Washer Spring (10) Nut T/up Carter Oil
Tighten Bolt Cover TM Bolt Flange (6x18) Uryu 6 sl Washer Spring (6) Kunci Sock
Nut (6) 10,12,14
Install Hose Fuel Next (bus) Hose Filler Clamp Hoses (24) Clamp Hoses (78) Install Protector Filter & Carter Oil (SLI)
Ambil Radiator Install ke Frame Rechek
10 Station 6 LH Install Radiator Bolt Washer AS (8x35) URW-8N
Washer Plain Uryu 6 csl Uryu 6 sh Install Oil Cooler Oil Cooler Assy
Nut Flange Self Lock Install Water Sparator Fuel Filter Assy
Clamp Hose (15)
Tighten Reservoir + Bracket P/S CM SLI Bolt Washer AS (8x16) 12,10 Torque Bolt E/G Mounting Bolt Washer AS (6x12)
Install Cable Select TM Grease 10,12
Washer Plain
Pin Snap (8) Palu
Clip
Install Fuel Tank & Harnes Fuel Gauge Bolt Washer AS 225 QL 190 Washer Tooth
Recheck
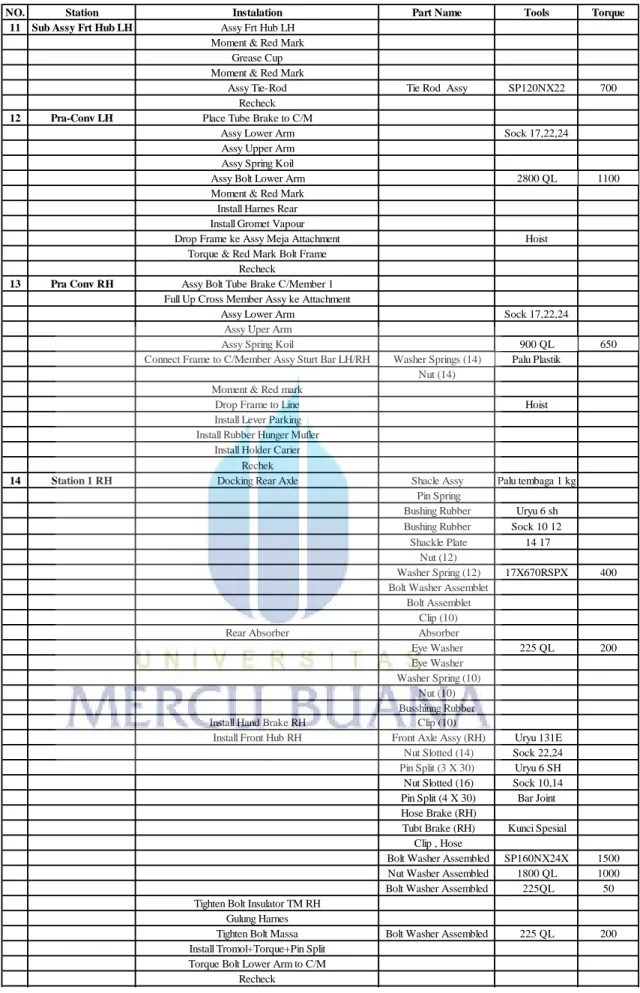
NO. Station Instalation Part Name Tools Torque 11 Sub Assy Frt Hub LH Assy Frt Hub LH
Moment & Red Mark Grease Cup Moment & Red Mark
Assy Tie-Rod Tie Rod Assy SP120NX22 700
Recheck
12 Pra-Conv LH Place Tube Brake to C/M
Assy Lower Arm Sock 17,22,24
Assy Upper Arm Assy Spring Koil
Assy Bolt Lower Arm 2800 QL 1100
Moment & Red Mark Install Harnes Rear Install Gromet Vapour
Drop Frame ke Assy Meja Attachment Hoist
Torque & Red Mark Bolt Frame Recheck
13 Pra Conv RH Assy Bolt Tube Brake C/Member 1 Full Up Cross Member Assy ke Attachment
Assy Lower Arm Sock 17,22,24
Assy Uper Arm
Assy Spring Koil 900 QL 650
Connect Frame to C/Member Assy Sturt Bar LH/RH Washer Springs (14) Palu Plastik Nut (14)
Moment & Red mark
Drop Frame to Line Hoist
Install Lever Parking Install Rubber Hunger Mufler
Install Holder Carier Rechek
14 Station 1 RH Docking Rear Axle Shacle Assy Palu tembaga 1 kg Pin Spring
Bushing Rubber Uryu 6 sh Bushing Rubber Sock 10 12
Shackle Plate 14 17 Nut (12)
Washer Spring (12) 17X670RSPX 400 Bolt Washer Assemblet
Bolt Assemblet Clip (10)
Rear Absorber Absorber
Eye Washer 225 QL 200
Eye Washer Washer Spring (10)
Nut (10) Busshinng Rubber Install Hand Brake RH Clip (10)
Install Front Hub RH Front Axle Assy (RH) Uryu 131E Nut Slotted (14) Sock 22,24 Pin Split (3 X 30) Uryu 6 SH Nut Slotted (16) Sock 10,14 Pin Split (4 X 30) Bar Joint Hose Brake (RH)
Tubt Brake (RH) Kunci Spesial Clip , Hose
Bolt Washer Assembled SP160NX24X 1500 Nut Washer Assembled 1800 QL 1000 Bolt Washer Assembled 225QL 50 Tighten Bolt Insulator TM RH
Gulung Harnes
Tighten Bolt Massa Bolt Washer Assembled 225 QL 200 Install Tromol+Torque+Pin Split
Torque Bolt Lower Arm to C/M Recheck
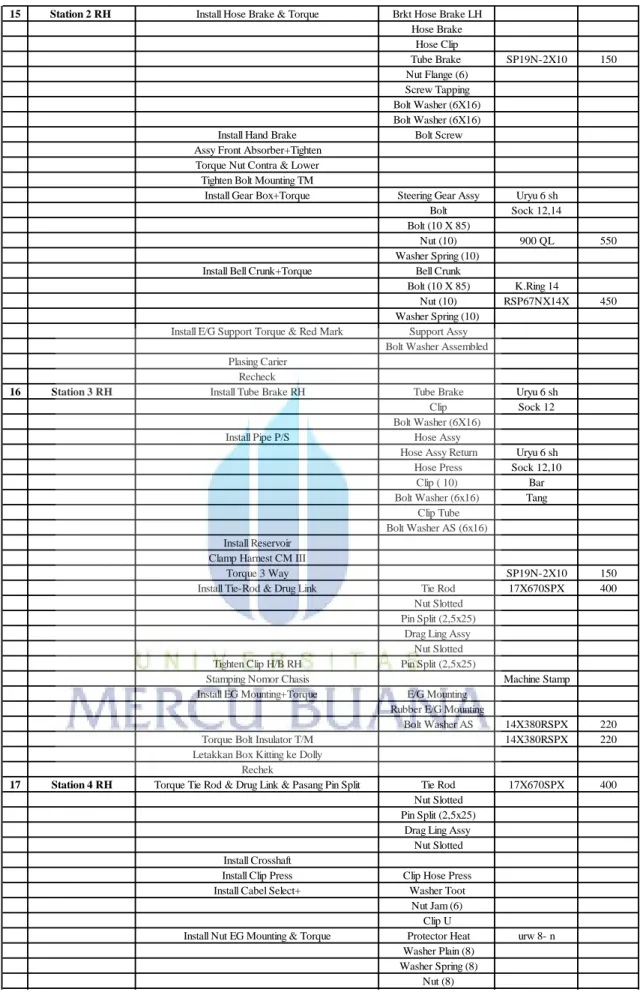
15 Station 2 RH Install Hose Brake & Torque Brkt Hose Brake LH Hose Brake Hose Clip Tube Brake SP19N-2X10 150 Nut Flange (6) Screw Tapping Bolt Washer (6X16) Bolt Washer (6X16) Install Hand Brake Bolt Screw Assy Front Absorber+Tighten
Torque Nut Contra & Lower Tighten Bolt Mounting TM
Install Gear Box+Torque Steering Gear Assy Uryu 6 sh Bolt Sock 12,14 Bolt (10 X 85)
Nut (10) 900 QL 550
Washer Spring (10) Install Bell Crunk+Torque Bell Crunk
Bolt (10 X 85) K.Ring 14
Nut (10) RSP67NX14X 450 Washer Spring (10)
Install E/G Support Torque & Red Mark Support Assy Bolt Washer Assembled Plasing Carier
Recheck
16 Station 3 RH Install Tube Brake RH Tube Brake Uryu 6 sh
Clip Sock 12
Bolt Washer (6X16) Install Pipe P/S Hose Assy
Hose Assy Return Uryu 6 sh Hose Press Sock 12,10
Clip ( 10) Bar
Bolt Washer (6x16) Tang Clip Tube
Bolt Washer AS (6x16) Install Reservoir
Clamp Harnest CM III
Torque 3 Way SP19N-2X10 150
Install Tie-Rod & Drug Link Tie Rod 17X670SPX 400 Nut Slotted
Pin Split (2,5x25) Drag Ling Assy
Nut Slotted Tighten Clip H/B RH Pin Split (2,5x25)
Stamping Nomor Chasis Machine Stamp
Install EG Mounting+Torque E/G Mounting Rubber E/G Mounting
Bolt Washer AS 14X380RSPX 220
Torque Bolt Insulator T/M 14X380RSPX 220
Letakkan Box Kitting ke Dolly Rechek
17 Station 4 RH Torque Tie Rod & Drug Link & Pasang Pin Split Tie Rod 17X670SPX 400 Nut Slotted
Pin Split (2,5x25) Drag Ling Assy
Nut Slotted Install Crosshaft
Install Clip Press Clip Hose Press Install Cabel Select+ Washer Toot
Nut Jam (6) Clip U
Install Nut EG Mounting & Torque Protector Heat urw 8- n Washer Plain (8)
Washer Spring (8) Nut (8) Tabel 3.6 Urutan Proses Trimming
Tabel 3.7 Urutan Proses Trimming 3.6.2 Ganguan yang terjadi pada line Trimming
Gangguan atau kendala yang terjadi pada line Trimming yaitu terjadi atau terhentinya conveyor atau line stop saat karyawan sedang melakukan kegiatan instalasi komponen mobil hal ini, menjadi kan terhenti beberapa menit kegiatan tersebut yang berakibat berkurang catatan waktu atau cycle time dan berpengaruh pada jumlah produksi perakitan mobil tersebut. Namun dari kejadian tersebut karyawan memanfaatkan untuk melakukan kegiatan perbaikan tools yang digunakan dan membersihkan area kerjanya atau deck conveyor.
Install Cover E/G Mounting Torque Conector P/S at Gear Box
Grease Roller H/Brake
Assy Mufler Muffler Assy Main Uryu 6 sh Washer Sock 10,12,14 Hanger Washer Seat Bolt Washer AS (8x30) Bolt Washer AS (8x25) 225 QL 80 Bolt Washer AS (8x25) Rechek 18 Station 5 RH Install Bolt Radiator
Tighten Nut & Bolt Clamp C/Seleck
Install Muffler Conect to Catalic Bolt Washer AS (10x25) 450 QL 450 Torque Bolt Mufler
Torque Nut Insulator T/M Install Nut PS Connect Harnes Back Lamp Sambung Tighten Clamp Hose Radiator
Lepas Protektor Oli Pasang Pin Carrie RH
Install Oil Coller Bolt Eye 450 QL 300 Gasket
T/up No Chassis Rechek 19 Sub Assy Frt Hub RH Assy Frt Hub RH
Moment & Red Mark Grease Cup
Assy Bell Crunk Bell Crunk, Assy Uryu 131 E Arm Comp. IDLER Tang
Rod Relay 900 QL 400 KG/CM Nut Slotted Kunci Sock
Pin Split (2.5x25) 17 Moment & Red Mark
3.6.3 Bentuk tindakan bila terjadi kesalahan di Station Trimming
1. Segera melaporkan ke foreman di pos atau station berapa yang
mengalami kesalahan tersebut.
2. Foreman segera melakukan tindakan berkaitan dengan kesalahan yang terjadi. Kemudian di lihat masuk dalam kategori Tripek (temuan harian) atau kegagalan produk lalu dilakukan pengerjaan Ripair atau tidak di repair.
3.6.4 Standard Operartion Procedure dan QC Point Bentuk standard operation procedure di line Trimming yaitu :
Melaksanankan kebersihan alat atau equipment (tool)
Melaksanakan kebersihan area kerja (rack, dolly, box part, dan dex
conveyor)
Melaksanakan kebersihan lantai atau area part
Melaksanakan kebersihan ruang foreman
QC Point adalah salah bentuk SOP (Standar Operasional Pekerjaan) untuk instalasi part
di dalam station Trimming.
Gambar. 5.2 QC POINT Pemasangan Cable Sellect Type L300
Gambar. 5.3 QC POINT Pemasangan Cable Sellect Type L300
3.7 Bentuk Laporan Kecelakaan Kerja & Metode Keselamatan (safety) Laporan kecelakaan kerja. U-Bolt Tightening Counter Measure. Penyebab :
Aspek Gerakan
Pemegangan screw salah
Aspek Manajemen
Belum ada QC Point dalam proses screw tapping
Aspek Equipment
Adjuster putaran impact terlalu kencang Counter Measure :
Operator diberikan pengarahan proses memegang screw di arahkan ke luar
Dibuatkan QC Point metode pemegang screw tapping
Adjuster putaran disesuaikan kecepatannya atau distandarkan
Metode Keselamatan Kerja :
1. Stop call wait : bila terjadi line stop , biasanya foreman menyalakan lampu kuning yang ada pada di line
2. 5 S adalah suatu metode dari Jepang mengenai penataan dan
pemeliharaan wilayah kerja secara intensif Kriteria 5 S :
a. SEIRI - Pemilihan
b. SEITON - Kerapihan
c. SEISO - Pembersihan
d. SEIKETSU - Pemeliharaan
e. SHITSUKE - Rajin Pembiasaan
3. Menggunakan APD ( Alat Pelindung Diri) sesuai standar pemakaiannya
Gambar. 6 APD standar pemakaian APD di station line
Gambar. 7 APD yang digunakan di seksi trimming