IX-1
PRA RANCANGAN PABRIK PEMBUATAN GAS METANA DARI KOTORAN AYAM DENGAN KAPASITAS
8.228 TON/TAHUN
TUGAS AKHIR
Diajukan Untuk Memenuhi Persyaratan Ujian Sidang Sarjana Teknik Kimia
DISUSUN OLEH
JOJOR ROHANA OPPUSUNGGU 120425017
DEPARTEMEN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA MEDAN
LEMBAR PENGESAHAN
PRA RANCANGAN PABRIK PEMBUATAN GAS METANA DARI KOTORAN AYAM DENGAN KAPASITAS
8.228 TON/TAHUN TUGAS AKHIR
Diajukan Untuk Memenuhi Persyaratan Ujian Sarjana Teknik Kimia
Oleh:
JOJOR ROHANA OPPUSUNGGU NIM : 120425017
Telah Diperiksa / Disetujui Oleh : Dosen Pembimbing
Dr. Eng. Ir. Irvan, M.Si NIP : 19680820 199501 1 001
Dosen Penguji I Dosen Penguji II Dosen Penguji III
Dr. Eng. Ir. Irvan, M.Si Ir. Bambang Trisakti, MT Farida Hanum, ST, MT NIP : 19680820 199501 1 001 NIP : 19660925 199103 1 003 NIP : 19780610 200212 2 003
Mengetahui,
Koordinator Tugas Akhir
Mhd. Hendra S. Ginting, ST. MT NIP : 19700919 199903 1 001
DEPARTEMEN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA MEDAN
KATA PENGANTAR
Dengan mengucapkan puji syukur kehadirat Tuhan Yang Maha Esa atas limpahan karuniaNya, sehingga Penulis dapat menyelesaikan Tugas Akhir ini dengan judul “Pra Rancangan Pabrik Pembuatan Gas Metana Dari Kotoran Ayam Dengan Kapasitas 8.228 Ton/Tahun.”
Pra rancangan pabrik ini disusun untuk melengkapi tugas-tugas dan merupakan salah satu syarat untuk menempuh ujian sarjana pada Departemen Teknik Kimia, Fakultas Teknik, Universitas Sumatera Utara. Dalam penyelesaian Tugas Akhir ini, Penulis banyak menerima bantuan dan bimbingan dari berbagai pihak. Pada kesempatan ini Penulis mengucapkan terima kasih kepada : 1. Bapak Dr.Eng Ir. Irvan, M.Si, selaku dosen pembimbing yang telah membimbing Penulis dengan
penuh kesabaran serta memberi masukan sehingga Tugas Akhir ini dapat terselesaikan dengan baik.
2. Bapak Mhd. Hendra S. Ginting, ST, MT, selaku Koordinator Tugas Akhir yang telah banyak memberikan pengarahan dan masukan.
3. Bapak Ir. Bambang Trisakti, MT selaku dosen penguji yang banyak memberi arahan dan masukan.
4. Ibu Farida Hanum, ST, MT selaku dosen penguji yang telah banyak memberi arahan dan masukan.
5. Seluruh Staf Pengajar dan Pegawai Departemen Teknik Kimia yang telah memberikan ilmu dan pengalaman yang sangat berharga kepada Penulis.
6. Ayahanda Bryan Oppusunggu dan Ibunda Tercinta Marince Sihombing yang telah banyak berkorban dan memberikan didikan serta doa.
7. Kakak/Adik Penulis Marianti Fransiska, Marsinta Andriani, Indah Juliana, Ester Limaria, Michael Hardin, Mia Octavia, dan Marcos Ivan yang memberikan dukungan dan semangat. 8. Rekan Tugas akhir sekaligus penelitian penulis Vinta Rutliana Siregar dan teman-teman ekstensi
Teknik Kimia yang memberikan dukungan dan semangat kepada penulis.
Dalam penyusunan Tugas Akhir ini, Penulis menyadari masih banyak terdapat kekurangan. Oleh karena itu, penulis sangat berharap saran dan kritik dari pembaca demi kesempurnaan penulis ini. Akhir kata, Semoga tulisan ini bermanfaat bagi kita semua.
INTISARI
Biogas merupakan sebuah gas yang dibuat melalui proses biologis dari material organik dengan bantuan suatu bakteri. Proses degradasi material organik ini dilakukan tanpa melibatkan oksigen atau yang disebut dengan anaerobic digestion dengan gas yang dihasilkan sebagian besar (lebih 50%) berupa metana (CH4) sedangkan sisanya berupa gas CO2, H2S dan beberapa trace element (Maynell,
1981)
Pra rancangan pabrik Pembuatan Gas Metana ini direncanakan berproduksi dengan kapasitas 8.228 ton/tahun dengan masa kerja 330 hari dalam satu tahun.
Lokasi pabrik direncanakan di daerah Kecamatan Payakumbuh, Kabupaten Limapuluh Kota, Sumatera Barat dengan luas areal 11.720 m2.
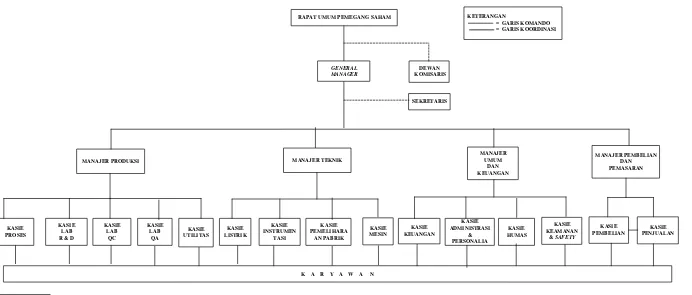
Tenaga kerja yang dibutuhkan 135 orang dengan bentuk badan usaha Perseroan Terbatas (PT) yang dipimpin oleh seorang Dewan Komisaris dengan struktur organisasi sistem garis.
Hasil analisa ekonomi pabrik pembuatan gas metana ini adalah sebagai berikut: Total Modal Investasi : Rp 146.021.897.358,-
Biaya Produksi : Rp 88.933.356.128,- Hasil Penjualan : Rp. 258.408.067.067,- Laba Bersih : Rp 118.039.136.169,-
Profit Margin : 65,26 %
Break Even Point : 27,77 %
Return on Investment : 40,09 %
Pay Out Time : 2,01 tahun
Return on Network : 82,78 %
Internal Rate of Return : 42,77
DAFTAR ISI
Halaman
KATA PENGANTAR ……… i
INTISARI ………... ii
DAFTAR ISI ……….. iii
DAFTAR TABEL ……….. viii
DAFTAR GAMBAR ……….. x
DAFTAR LAMPIRAN ……….. xi
BAB I PENDAHULUAN ……… I-1
1.1 Latar Belakang ……… I-1
1.2 Perumusan Masalah ………. I-2 1.3 Tujuan Perancangan ………. I-3 1. 4 Manfaat Perancangan ... I-3 BAB II TINJAUAN PUSTAKA ……… II-1
2.1 Biogas ……… II-1
2.2 Reaktor Biogas ………. II-2 2.3 Proses Produksi Biogas ………. II-4 2.3.1 Bahan Baku ………... II-4 2.3.2 Proses Anaerob ………. II-5 2.4 Faktor-faktor Yang Mempengaruhi Proses Anaerobik ………… II-6 2.5 Deskripsi Proses ………... II-10
2.5.2 Sifat-sifat Bahan... II-11 2.5.2.1 NaHCO3………..…. II-11
2.5.2.1 Gas Metana ………...…..…. II-11 2.5.2.1 CO2………..…. II-12
2.5.2.1 H2O………...……….II-13
BAB III NERACA MASSA ………. III-1 3.1 Neraca Massa Pada Tangki Netralisasi (TK-01) ... III-2 3.2 Neraca Massa Pada Fermentor (R-01)... III-2 3.3 Neraca Massa Pada Kolom Absorbsi CO2 (AB-01)... ………. III-2
3.4 Neraca Massa Pada Kolom Absorpsi H2O (AB-02).……….... III-3
BAB IV NERACA PANAS ……… IV-1
4.1 Neraca Panas pada Reaktor Fermentasi (R-01) …….………... IV-1 4.2 Neraca Panas pada Kolom Absorbsi CO2 (AB-01)……… IV-1
BAB V SPESIFIKASI PERALATAN ………. V-1 5.1 Gudang Penyimpanan Bahan Baku (G-01) ……… V-1
5.2 Conveyor (C-01) ………. V-1
5.3 Bulk Elevator (BE-01) ………. V-1
5.4 Tangki Penyimpan Bakteri (TK-01) ……….. V-2
5.5 Screw Conveyor I (SC-01) ………. V-2
5.7 Screw Conveyor II (SC-02) ……… V-3 5.8 Tangki Netralisasi (TK-03) ……… V-3 5.9 Pompa Fermentor (P-01) ……… V-4 5.10 Fermentor (R-01) ……… V-4 5.11 Blower I (B-01) ……….. V-4 5.12 Kolom Absorbsi CO2 (AB-01)………... V-5 5.13 Blower II (B-02) ……… V-5 5.14 Kolom Absorbsi H2S (AB-02)………... V-5
5.15 Bak Penampung Air Proses (BP-01).………. V-5 5.16 Blower III (B-03) ……… V-5 5.17 Tangki Gas Metana (TK-04)…….……….………. V-5 5.18 Bak Penampung Limbah Cair (BP-02)...………. V-6
BAB VI INSTRUMENTASI DAN KESELAMATAN KERJA ………. VI-1
6.1 Instrumentasi ……… VI-1
6.2 Keselamatan Kerja ... VI-4 6.3 Keselamatan Kerja Pada Pabrik Pembuatan Gas Metana
Dari Kotoran Ayam ……… VI-4
6.3.5 Pencegahan Terhadap Bahaya Mekanis ... VI-6
7.7.4 Tangki Pelarutan Alum [Al2(SO4)3] (TP-01) ... VII-18
7.7.5 Clarifier (CL) ... VII-19 7.7.6 Sand Filter (SF) ... VII-19 7.7.7 Tangki Utilitas 1 (TU-01) ... VII-20 7.7.8 Cation Exchanger (CE) ... VII-20 7.7.9 Anion Exchanger (AE) ... VII-21 7.7.10 Deaerator (DE) ... VII-21 7.7.11 Ketel Uap (KU) ... VII-22
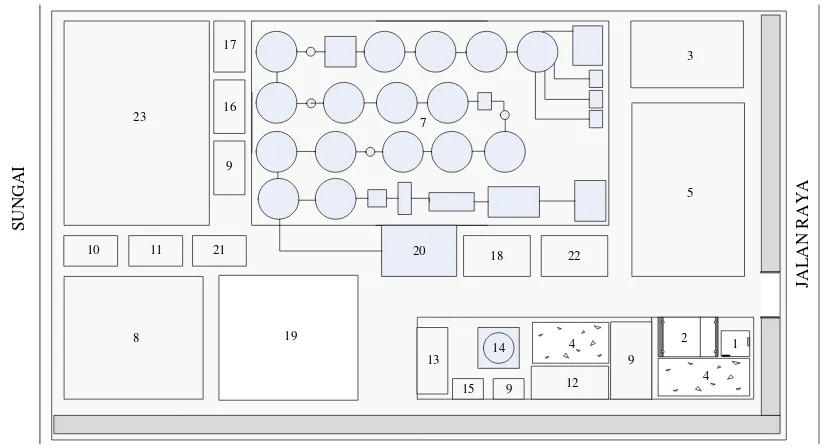
BAB VIII LOKASI DAN TATA LETAK PABRIK ... VIII-1 8.1 Lokasi Pabrik ... VIII-1 8.2 Tata Letak Pabrik ... VIII-3 8.3 Perincian Luas Tanah ... VIII-4
9.4.4 Sekretaris ... IX-4 9.4.5 Manajer Teknik dan Produksi ... IX-4 9.4.6 Manajer Umum dan Keuangan ... IX-4 9.4.7 Manajer Pembelian dan Pemasaran ... IX-4 9.5 Sistem Kerja ... IX-6 9.5.1 Karyawan non-shift ... IX-6 9.5.2 Karyawan Shift ... IX-6 9.6 Jumlah Karyawan dan Tingkat Pendidikan ……….. IX-7 9.7 Sistem Pengajian ………... IX-7 9.8 Fasilitas Tenaga Kerja ……….. IX-11
BAB X ANALISA EKONOMI ……….... X-1
10.1 Modal Investasi ……… X-1
10.6.1 Profit Margin (PM) ……… X-5 10.6.2 Break Event Point ……… X-6 10.6.3 Return on Investment (ROI)……….... X-6 10.6.4 Pay Out Time (POT) ………. X-7 10.6.5 Return On Network (RON) ………. X-7 10.6.6 Internal Rate of Return (IRR) ……….. X-7
BAB XI KESIMPULAN ………. XI-1 DAFTAR PUSTAKA
DAFTAR TABEL
Hal Tabel 1.1 Jumlah Peternak Ayam di Kabupaten limapuluh ... I-2 Tabel 2.1 Kandungan Gas Metana ... II-1 Tabel 2.2 Komposisi Biogas... II-2 Tabel 2.3 Nilai Kandungan Kering Bahan Baku Biogas ... II-7 Tabel 2.4 Potensi Produksi Biogas ... II-8 Tabel 2.5 Kesetaraan Biogas ... II-9 Tabel 3.1 Neraca Massa Pada Tangki Netralisasi (TK-01) …….…………... III-1 Tabel 3.2 Neraca Panas pada Reaktor Fermentasi (R-01) ... III-2 Tabel 3.3 Neraca Massa Pada Kolom Absorbsi CO2 (AB-01) …... III-2
Tabel 3.4 Neraca Massa Pada Kolom Absorpsi H2S (AB-02)…...………... III-3
Tabel 4.1 Neraca Panas pada Reaktor Fermentasi (R –01) ……….. IV-1 Tabel 4.2 Neraca Panas pada Kolom Absorbsi(AB – 01)………. IV-1 Tabel 6.1 Daftar penggunanan instrumentasi pada Pra – rancangan Pabrik
Tabel 7.8 Perhitungan tangki Utilitas ……….. VII-20 Tabel 8.1 Perincian Luas Tanah ……….. VIII-4 Tabel 9.1 Jadwal Kerja Karyawan Shift……… IX-6 Tabel 9.2 Jumlah Karyawan dan Kualifikasinya ………. IX-7 Tabel 9.3 Perincian Gaji Karyawan ………. IX-8
Tabel LA.1 Kandungan Kimia Dalam Kotoran Ayam ……….……….. L A - 1 Tabel LA.2 Rumus Molekul dan Berat Molekul Komponen ... L A - 2 Tabel LA.3 Neraca Massa pada Netralisasi (kg/jam) ………...………...……….. LA-4
Tabel LA.4 Neraca Massa pada Fermentor (kg/jam)……… L A - 5 Tabel LA.5 Neraca Massa pada Kolom Absorbsi CO2(kg/jam) …………... LA-9
Tabel LA.6 Neraca Massa pada Kolom Absorpsi H2S (AB-02)...…...…. LA-10
Tabel LB.1 Data Karakteristik Zat ……... LB-1 Tabel LB.2 Menyajikan data dan hasil panas masuk pada Fermentor dengan menggunakan
persamaan (1)…... LB-3 Tabel LB.3 Panas Keluar Tiap Komponen dan Total pada Fermentor………….. LB-3 Tabel LB.4 Neraca Energi Fermentor... LB-4 Tabel LB.5 Panas Masuk Tiap Komponen dan Total Absorbsi ………... LB-5 Tabel LB.6 Panas Keluar Tiap Komponen dan Total Absorbsi ………….... LB-5 Tabel LB.7 Neraca Energi Absorbsi ………………...………... LB-6 Tabel LD.1 Spesifikasi Pompa Utilitas ... LD-5 Tabel LD.2 Perhitungan Pelarutan ... LD-10
DAFTAR GAMBAR
Hal Gambar 2.1 Fixed dome ...... I-3
Gambar 2.2 Floating Drum ………. I-4 Gambar 2.3 Instalasi sistem produksi dan pemanfaatan biogas ………... I-5 Gambar 7.1 Peta Lokasi Pabrik ………...……….…… VII-3 Gambar 8.1 Tata Letak Pabrik Selusa dari Kulit Buah Kakao ………. VIII-5 Gambar 9.1 Bagan Struktur Organisasi Perusahaan Pabrik Selulosa dari Kulit
Buah Kakao ………... IX-12 Gambar LD.1 Sketsa Sebagian Bar Screen ……….. LD-2 Gambar LE.1 Harga Peralatan untuk Tangki Penyimpanan (Storage) dan Tangki
DAFTAR LAMPIRAN
Hal LAMPIRAN A PERHITUNGAN NERACA MASSA ……….. LA-1
LAMPIRAN B PERHITUNGAN NERACA PANAS……… LB-1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Kelangkaan bahan bakar minyak, yang disebabkan oleh kenaikan harga minyak dunia yang signifikan, telah mendorong pemerintah untuk mengajak masyarakat mengatasi masalah energi bersama-sama. Limbah ternak adalah sisa buangan dari suatu kegiatan usaha peternakan seperti usaha pemeliharaan ternak, rumah potong hewan, pengolahan produk ternak, dll. Limbah tersebut meliputi limbah padat dan limbah cair seperti feses, urine, sisa makanan, embrio, kulit telur, lemak, darah, bulu, kuku, tulang, dan sebagainya. Apabila usaha peternakan semakin berkembang maka limbah yang dihasilkan juga akan semakin banyak. Dalam pemeliharaan ayam petelur (unggas) akan menghasilkan limbah yang mempunyai nilai nutrisi yang cukup tinggi. Jumlah kotoran ayam /limbah yang dikeluarkan setiap harinya banyak, rata-rata per ekor ayam 0,063 kg/hari (American Society of Agricultural Engineers, since 1992). Dari penelitian Shanique Grant dkk (2008) meneliti tentang biogas dari kotoran ayam dimana yield biogas yang diperoleh relatif tinggi dengan persentase CH4 mencapai 69 %.
Kabupaten Limapuluh Kota terkenal dengan peternakan ayam, terutama ayam ras atau ayam petelur. Hampir diseluruh kecamatan yang ada dikabupaten Limapuluh Kota menjadi lokasi pengembangan peternakan ayam ras. Dari data dinas peternakan kabupaten Limapuluh Kota, untuk tahun 2014 terdapat sekitar 4,7 juta ayam ras yang dipelihara masyarakat tersebar di 13 kecamatan. “ Untuk tahun 2014 ini, masih melakukan pendataan terhadap jumlah ayam ras dari keseluruhan peternak yang ada di kabupaten Limapuluh Kota dan diperkirakan jumlahnya melebihi 4,7 juta ekor ayam ras. Untuk 4 tahun terakhir , tercatat jumlah peternakan ayam ras di Kabupaten Limapuluh Kota dapat di lihat pada tabel dibawah ini:
Tabel 1.1 Jumlah Kotoran Ayam No Tahun Jumlah Ayam (ekor)
1. 2012 3.901.895
2. 2013 4.521.997
3. 2014 4.734.589
(Sumber: Kementerian Pertanian Provinsi Sumatera Barat, 2014)
disubsidi oleh pemerintah. Namun karena digunakan untuk industri atau usaha lainnya, kadang-kadang terjadi kelangkaan persediaan minyak tanah di pasar. Penghematan ini sebetulnya harus telah kita gerakkan sejak dahulu karena pasokan bahan bakar yang berasal dari minyak bumi adalah sumber energi fosil yang tidak dapat diperbarui (unrenewable), sedangkan permintaan naik terus, demikian pula harganya sehingga tidak ada stabilitas keseimbangan permintaan dan penawaran. Salah satu jalan untuk menghemat bahan bakar minyak (BBM) adalah mencari sumber energi alternatif yang dapat diperbarui (renewable).
Energi terbarukan lain yang dapat dihasilkan dengan teknologi tepat guna yang relatif lebih sederhana dan sesuai untuk daerah pedesaan adalah energi biogas dengan memproses limbah bio atau bio massa di dalam alat kedap udara yang disebut digester. Biomassa berupa limbah dapat berupa kotoran ayam bahkan tinja manusia, sisa-sisa panenan seperti jerami, sekam dan daun-daunan sortiran sayur dan sebagainya. Namun, sebagian besar terdiri atas kotoran ayam.
1.2 Perumusan Masalah
Biogas yang dihasilkan oleh aktifitas anaerobik sangat populer digunakan untuk mengolah limbah biodegradable karena bahan bakar dapat dihasilkan sambil menghancurkan bakteri patogen dan sekaligus mengurangi volume limbah buangan. Gas metana dalam biogas, bila terbakar akan relatif lebih bersih daripada batu bara, dan menghasilkan energi yang lebih besar dengan emisi karbon dioksida yang lebih sedikit. Pemanfaatan biogas memegang peranan penting dalam manajemen limbah karena gas metana merupakan gas rumah kaca yang lebih berbahaya dalam pemanasan global bila dibandingkan dengan karbon dioksida, untuk itu pendirian pabrik gas metana ini ditujukan untuk kebutuhan ekspor, sehingga dapat meningkat devisa negara dan mengurangi pengangguran di Indonesia dan juga dapat memenuhi permintaan industri yang menggunakan bahan baku dari kotoran ayam.
1.3 Tujuan Perancangan
1.4 Manfaat Perancangan
BAB II
TINJAUAN PUSTAKA
2.1. Biogas
Biogas adalah campuran gas yang dihasilkan oleh bakteri metanogenik apabila bahan organik mengalami proses fermentasi dalam reaktor (fermentor) dalam kondisi anaerob (tanpa udara). Proses degradasi material organik ini dilakukan tanpa melibatkan oksigen atau yang disebut dengan
anaerobic digestion dengan gas yang dihasilkan sebagian besar (lebih 50%) berupa metana (CH4)
sedangkan sisanya berupa gas CO2, H2S dan beberapa trace element (Maynell, 1981). Kandungan methane berbeda untuk tiap kotoran hewan atau tumbuhan seperti ditunjukkan pada Tabel 2.1
Tabel 2.1 Kandungan gas metanauntuk beberapa jenis sumber biogas Jenis Sumber Biogas
Kandungan Gas Methane (%)
Cattle Manure 65
Poultry manure 60
Pig manure 67
Chicken manure 85
Farmyard manure 55
Straw 59
Grass 70
(Maynell, 1981)
Biogas sebagian besar mengandung gas metana (CH4) dan karbon dioksida (CO2), dan
beberapa kandungan yang jumlahnya kecil diantaranya hydrogen sulfida (H2S) dan ammonia (NH3)
serta hydrogen dan (H2), nitrogen yang kandungannya sangat kecil (Wahyuningsih, 2009). Tetapi
secara umum rentang komposisi biogas adalah sebagai berikut:
Tabel 2.2. Komposisi Biogas
Metana (CH
4) 55-75
Karbon dioksida (CO
2) 25-45
Nitrogen (N
2) 0-0.3
Oksigen (O
2) 0.1-0.5
Hidrogen sulfida (H
2S) 0.3
Sumber : id.Wikipedia.org, 2014
Biogas dapat digunakan untuk menggantikan bahan bakar konvensional yang sudah umum digunakan seperti minyak tanah (kerosene) atau kayu bakar, serta penggunaan biogas juga meyelamatkan lingkungan dari pencemaran dan mengurangi kerusakan lingkungan hidup. Saat ini pemanfaatan biogas menjadi penting ditengah isu pemanasan global karena gas metan sebagai kandungan utama dalam biogas memberikan efek rumah kaca (green house gases) yang 21 kali lebih bersifat polutan daripada gas CO2 (Budiman, FT UI, 2010).
2.2. Proses Fermentasi Biogas
Proses fermentasi atau proses pencernaan mengacu berbagai reaksi dan interaksi yang terjadi diantara bakteri metanogen dan non-metanogen dan bahan organik yang diumpankan ke dalam pencerna sebagai input. Ini adalah phisio-kimia yang komplek dan proses biologis melibatkan berbagai faktor dan tahapan bentuk. Penghancuran input yang merupakan bahan organik dicapai dalam 3 (tiga) tahapan, yaitu: (a) tahap hidrolisis, (b) tahap pengasaman (acidification), dan (c) tahap pembentukan gas CH4 (methanization).
Tahap pertama: tahap hidrolisis
Pada tahap ini, bahan-bahan organik yang mengandung selulosa, hemiselulosa dan bahan ekstraktif seperti protein, karbohidrat dan lipida akan diurai menjadi senyawa dengan rantai yang lebih pendek. Sebagai contoh polisakarida terurai menjadi monosakarida, sedangkan protein terurai menjadi peptida dan asam amino. Pada tahap ini, mikroorganisme yang berperan adalah enzim ekstraselular seperti selulose, amilase, protease dan lipase.
Tahap kedua: tahap pengasaman
Pada tahap ini, bakteri akan menghasilkan asam yang akan berfungsi untuk mengubah senyawa pendek hasil hidrolisis menjadi asam asetat (CH3COOH), H2 dan CO2. Bakteri ini merupakan bakteri
optimum pada temperatur sekitar 300C. Selain itu, bakteri tersebut juga mengubah senyawa yang bermolekul rendah menjadi alkohol, asam organik, asam amino, CO2, H2S dan gas CH4.
Tahap ketiga: tahap pembentukan gas CH4
Pada tahap pembentukan gas CH4 ini, bakteri yang berperan adalah bakteri methanogenesis
(bakteri metana), yaitu dari jenis methanobacterium, methanobacillus, methanosacaria, dan
methanococcus. Bakteri ini membutuhkan kondisi digester yang benar-benar kedap udara dan gelap. Temperatur dimana bakteri ini bekerja secara optimum adalah pada 450C dengan kisaran pH adalah 6,5-7,5. Pada akhir metabolisme dihasilkan CH4 dan CO2 dari gas H2, CO2 dan asam asetat yang
dihasilkan pada tahap pengasaman. Reaksi dalam proses pembentukan gas CH4 dapat digambarkan
sebagai berikut:
C6H12O6 + 2H2O 2C2H4O6 + 2CO2 + 4H2
2C2H4O2 2CH4 + 2CO2
CO2 + 4H2CH4 + 2H2O +
C6H12O6 3CH4 + 3CO2
2.3. Faktor – Faktor yang Mempengaruhi Proses Anaerobik
Aktivitas metabolisme mikroorganisme penghasil metana tergantung pada faktor: a. Temperatur
Gas metana dapat diproduksi pada tiga range temperatur sesuai dengan bakteri yang hadir. Bakteri psyhrophilic 0 – 7 oC, bakteri mesophilic pada temperatur 13 – 40 oC sedangkan
thermophilic pada temperatur 55 – 60 oC Temperatur yang optimal untuk digester adalah temperatur 30 – 45 oC, kisaran temperatur ini mengkombinasikan kondisi terbaik untuk pertumbuhan bakteri dan produksi methana di dalam digester dengan lama proses yang pendek. Bakteri mesophilic adalah bakteri yang mudah dipertahankan pada kondisi buffer yang mantap (well buffered) dan dapat tetap aktif pada perubahan temperatur yang kecil, khususnya bila perubahan berjalan perlahan. Apabila bakteri bekerja pada temperatur 40 oC produksi gas akan berjalan dengan cepat hanya beberapa jam tetapi untuk sisa hari itu hanya akan diproduksi gas yang sedikit. Perubahan temperatur tidak boleh melebihi batas temperatur yang diijinkan. Untuk bakteri psychrophilic selang perubahan temperatur berkisar antara 2 oC / jam, bakteri mesophilic 1 oC /jam dan bakteri thermophilic 0.5 oC /jam (Fry, 1973).
Derajat keasaman memiliki efek terhadap aktivasi biologi dan mempertahankan pH agar stabil penting untuk semua kehidupan. Kebanyakan dari proses kehidupan memiliki kisaran pH antara 5 – 9. Nilai pH yang dibutuhkan untuk digester antara 7 – 8,5. Pertumbuhan bakteri penghasil gas metana akan baik bila pH bahannya pada keadaan alkali (basa). Bila proses fermentasi berlangsung dalam keadaan normal dan anaerobik, maka pH akan secara otomatis berkisar antara 7 – 8,5. Bila derajat keasaman lebih kecil atau lebih besar dari batas, maka bahan tersebut akan mempunyai sifat toksik terhadap bakteri metanogenik. Derajat keasaman dari bahan didalam digester merupakan salah satu indikator bagaimana kerja digester. Untuk bangunan digester yang kecil, pengukuran pH dapat diambil dari keluaran/effluent digester atau pengambilan sampel dapat diambil di permukaan digester apabila telah terpasang tempat khusus pengambilan sampel (Fry, 1974).
c. Ketersediaan Unsur Hara
Bakteri Anaerobik membutuhkan nutrisi sebagai sumber energi yang mengandung nitrogen, fosfor, magnesium, sodium, mangan, kalsium dan kobalt. Level nutrisi harus sekurangnya lebih dari konsentrasi optimum yang dibutuhkan oleh bakteri metanogenik, karena apabila terjadi kekurangan nutrisi akan menjadi penghambat bagi pertumbuhan bakteri. Penambahan nutrisi dengan bahan yang sederhana seperti glukosa, buangan industri, dan sisa sisa tanaman terkadang diberikan dengan tujuan menambah pertumbuhan di dalam digester. Nutrisi yang penting bagi pertumbuhan bakteri, dapat bersifat toksik apabila konsentrasi di dalam bahan terlalu banyak. Pada kasus nitrogen berlebihan, sangat penting untuk mempertahankan pada level yang optimal untuk mencapai digester yang baik tanpa adanya efek toksik (Amaru, 2004)
d. Faktor konsentrasi padatan
Pengertian total solid content (TS) adalah jumlah materi padatan yang terdapat dalam limbah pada bahan organik selama proses digester terjadi dan ini mengindikasikan laju penghancuran/pembusukan material padatan limbah organik. TS juga mengindikasikan banyaknya padatan dalam bahan organik dan nilai TS sangat mempengaruhi lamanya proses pencernaan bahan organik.
e. Volatile Solids (VS)
(menguap dan mengalami proses gasifikasi) dengan pembakaran pada suhu 538º C, disebut sebagai volatile solid.
f. Zat Beracun
Zat organik maupun anorganik, baik yang terlarut maupun tersuspensi dapat menjadi penghambat ataupun racun bagi pertumbuhan mikroorganisme jika terdapat pada konsentrasi yang tinggi. Untuk logam pads umumnya sifat racun akan semakin bertambah dengan tingginya valensi dan berat atomnya. Bakteri penghasil metana lebih sensitif terhadap racun daripada bakteri penghasil asam. Ada beberapa senyawa yang bisa menghambat (proses) penguraian dalam suatu unit biogas saat menyiapkan bahan baku untuk produksi biogas, seperti antiobiotik, desinfektan dan logam berat (Setiawan, 2005).
Tabel 2.5 kesetaraan Biogas
Bahan Bakar Jumlah
Biogas 1 m3
Elpiji 0,46 kg
Minyak tanah 0,62 liter
Minyak solar 0,52 liter
Bensin 0,80 liter
Gas kota 1,50 m3
Kayu bakar 3,50 kg
sumber Kementerian Pertanian, 2014
g. Pengadukan Bahan Organik
Pengadukan sangat bermanfaat bagi bahan yang berada di dalam digester anaerob karena memberikan peluang material tetap tercampur dengan bakteri dan temperatur terjaga merata diseluruh bagian. Dengan pengadukan potensi material mengendap di dasar digester semakin kecil, konsentrasi merata dan memberikan kemungkinan seluruh material mengalami proses fermentasi anaerob secara merata.
h. Pengaturan Tekanan
Semakin tinggi tekanan di dalam digester, semakin rendah produksi biogas di dalam digester terutama pada proses hidrolisis dan acydifikasi. Selalu pertahankan tekanan diantara 1,15-1,2 bar di dalam digester.
Kandungan gas atau zat lain dalam biogas seperti air, karbon dioksida, asam sulfat H2S,
merupakan polutan yang mengurangi kadar panas pembakaran biogas bahkan dapat menyebabkan karat yang merusakan mesin. Banyak cara pemurnian biogas diantaranya
Physical Absorption (pemasangan water trap di pipa biogas), chemical absorption, pemisah membrane permiabel, hingga penyemprotan air atau oksigen untuk mengikat senyawa sulfur atau karbon diogsida. Bila biogas digunakan untuk bahan bakar kendaraan atau bahan bakar pembangkit listrik, gas H2S yang berpotensi menyebabkan karat pada komponen mesin harus dibuang melalui peralatan penyaring/ filter sulfur.
2.4. Deskripsi Proses
Biogas merupakan proses produksi energi berupa gas yang berjalan melalui proses biologis. Hal ini menyebabkan terdapatnya berbagai komponen penting yang berpengaruh dalam proses pembuatan biogas. Komponen biokimia (biochemist) dalam pembuatan biogas memerlukan perhatian penting. Berdasarkan kajian literatur yang telah dipaparkan pada sub – sub bab sebelumnya, berikut ini disajikan deskripsi proses dan sifat-sifat dari bahan baku dan produk.
2.5.1 Deskripsi Proses Pra Rancangan Pabrik Pembuatan Gas Metana Dari Kotoran Ayam Kotoran ayam dikumpulkan di dalam Gudang (G-01) untuk persediaan selama 6 hari, selanjutnya kotoran unggas dipompa menuju Tangki Netralisasi (TK-03) untuk dicampur dengan NaHCO3, dan Bakteri. Penambahan senyawa NaHCO3 dilakukan untuk menetralkan
pH kotoran ayam karena fermentasi berlangsung dengan baik dalam pH 6-8, sedangkan penambahan senyawa Bakteri Thermophilic bertujuan sebagai nutrisi bagi inokulum.
Setelah itu, kotoran unggas dari TK-03 dialirkan ke Reaktor Fermentasi (R-01). Suhu di dalam fermentor dijaga 450C dengan memakai steam pada suhu 120,2 0C dimana bakteri yang digunakan adalah bakteri thermophilic. Proses pembentukan metana terjadi dengan hydraulic retention time 6 hari. Dari fermentor, limbah dialirkan ke Bak Penampung Akhir yaitu limbah cair. Biogas yang dihasilkan dari fermentor terdiri atas CH4, CO2, H2S dan H2O. Biogas yang
dihasilkan dialirkan ke kolom absorbsi CO2 (AB-01) digunakan untuk menyerap CO2(g) yang
terkandung di dalam biogas dengan menggunakan absorben air. CO2 yang terikat dengan air
selanjutnya dialirkan ke bak penampungan air proses bekas. Gas H2S yang terdapat di dalam
Kemudian gas metana yang dihasilkan dipompakan dengan blower ke tangki penyimpanan gas metana.
2.5.2 Sifat-Sifat Bahan Baku dan Produk 2.5.2.1Natrium karbonat (NaHCO3)
Fungsi : sebagai penetral pH. 1. Berat molekul : 84,0079 gr/mol 2. Titik lebur : 500 C (323 K) 3. Densitas : 2,159 gr/cm3
4. Kelarutan dalam air : 7,89 g / 100 ml pada 180 C 5. Tingkat kebasaan (pKb) : -2,43
6. Berwarna padatan putih
7. Merupakan senyawa ampoterik
(Wikipedia, 2014)
2.5.2.2Metana (CH4)
Fungsi : merupakan komponen unsur terbesar di dalam biogas 1. Berat Molekul : 16,043 g/mol
2. Temperatur kritis : -82,7oC 3. Tekanan kritis : 45,96 bar 4. Fasa padat
• Titik cair : -182,5oC • Panas laten : 58,68 kJ/kg 5. Fasa cair
• Densitas cair : 500 kg/m3 • Titik didih : -161,6oC • Panas laten uap : 510 kJ/kg 6. Fasa gas
• Densitas gas : 0,717 kg/m3 • Faktor kompresi : 0,998 • Spesifik graviti : 0,55
• CP : 0,035 kJ/mol.K • CV : 0,027 kJ/mol.K
• Viskositas : 0,0001027 poise • Kelarutan : 0,054 vol/vol
(Wikipedia, 2014)
2.5.2.3Karbon Dioksida (CO2)
Fungsi : merupakan salah satu komponen di dalam biogas. 1. Berat Molekul : 44,01 g/mol
2. Temperatur kritis : 31oC 3. Tekanan kritis : 73,825 bar 4. Densitas kritis : 464 kg/m3 5. Fasa padat
Densitas padat : 1562 kg/m3 Panas laten : 196,104 kJ/kg 6. Fasa cair
Densitas cair : 1032 kg/m3 Titik didih : -78,5oC
Panas laten uap : 571,08 kJ/kg Tekanan uap : 58,5 bar
7. Fasa gas
Densitas gas : 2,814 kg/m3 Spesifik graviti : 1,521
Spesifik volume : 0,547 m3/kg CP : 0,037 kJ/mol.K
CV : 0,028 kJ/mol.K
Viskositas : 0,0001372 poise Kelarutan : 1,7163 vol/vol
(Wikipedia, 2014)
2.5.2.4Air (H2O)
1. Berat molekul : 18,016 gr/gmol 2. Titik lebur : 0°C (1 atm) 3. Titik didih : 100°C (1 atm) 4. Densitas : 1 gr/ml (4°C) 5. Spesifik graviti : 1,00 (4°C) 6. Indeks bias : 1,333 (20°C) 7. Viskositas : 0,8949 cP 8. Kapasitas panas : 1 kal/gr 9. Panas pembentukan : 80 kal/gr 10. Panas penguapan : 540 kal/gr 11. Temperatur kritis : 374°C 12. Tekanan kritis : 217 atm
BAB III NERACA MASSA
Kapasitas produksi gas metana : 8228 ton gas metana/tahun Basis perhitungan : 1 jam operasi
Waktu operasi pabrik : 330 hari/tahun
Kemurnian produk : 97,88 %
Produksi gas metana =
ton 1
kg 1000 x 24jam
hari 1 x hari 330
tahun 1 x tahun
ton 8228
= 1038,889 kg/jam
Unit peralatan yang menghasilkan adanya perubahan massa pada proses produksi gas metana dari kotoran ayam dengan kapasitas 1038,889 kg/hari, adalah sebagai berikut :
Tangki Netralisasi (TK-01) Fermentor (R-01)
Kolom Absorpsi CO2 (AB-01)
Kolom Absorpsi H2S (AB-02)
Hasil perhitungan neraca massa padaa setiap unit peralatan diperoleh dari lampiran A, sebagai berikut,
Tabel 3.1 Komposisi kotoran ayam berdasarkan unsur Unsur Kandungan
(%) Berat (kg) Karbon 47.200% 2596.000
Hidrogen 6.500% 357.500
Nitrogen 6.700% 368.500
Oksigen 20.250% 1113.750
Sulfur 0.003% 0.165
Air 5.247% 288.585
Abu 14.100% 775.500
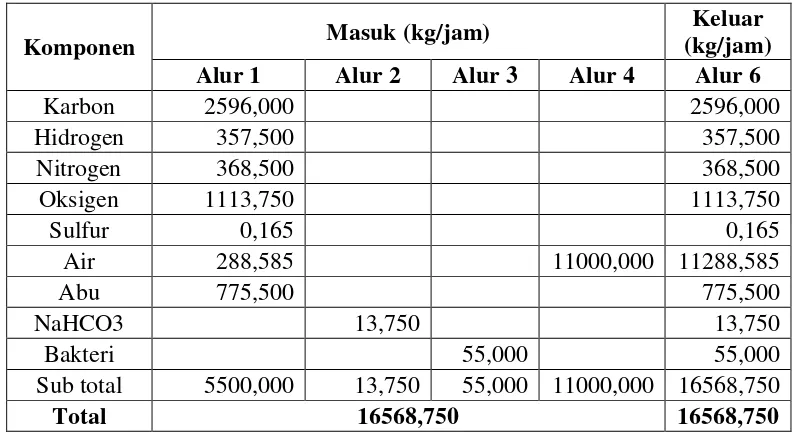
3.1 Neraca Massa Pada Tangki Netralisasi (M-01) Tabel 3.2 Neraca Massa Pada Tangki Netralisasi (TK-01)
Komponen Masuk (kg/jam)
Keluar (kg/jam) Alur 1 Alur 2 Alur 3 Alur 4 Alur 6
Karbon 2596,000 2596,000
Hidrogen 357,500 357,500
Nitrogen 368,500 368,500
Oksigen 1113,750 1113,750
Sulfur 0,165 0,165
Air 288,585 11000,000 11288,585
Abu 775,500 775,500
NaHCO3 13,750 13,750
Bakteri 55,000 55,000
Sub total 5500,000 13,750 55,000 11000,000 16568,750
Total 16568,750 16568,750
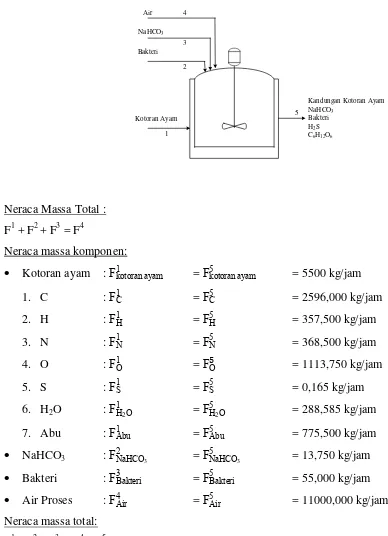
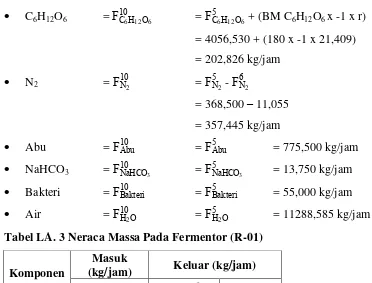
3.3 Neraca Massa Fermentor (R-101) Tabel 3.3 Neraca Massa Fermentor (R-01)
Komponen
Masuk
(kg/jam) Keluar (kg/jam) Alur 5 Alur 6 Alur 10
C6H12O6 4056,530 202,826
N2 368,500 11,055 357,445
H2S 10,885 10,885
Abu 775,500 775,500
NaHCO3 13,750 13,750
Bakteri 55,000 55,000
CH4 1027,654
CO2 2826,049
H2O 11288,585 11288,585
Subtotal 16568,750 3875,644 12693,106 Total 16568,750 16568,750
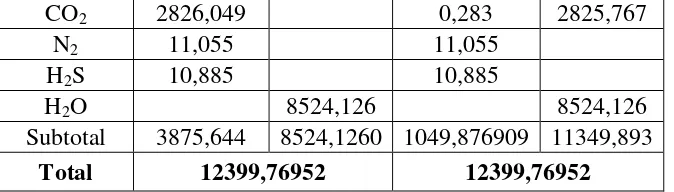
[image:30.595.84.367.402.621.2]3.4 Neraca Massa Kolom Absorpsi CO2 (AB-01) Tabel 3.4 Neraca Massa Kolom Absorpsi CO2 (AB-01)
Komponen Masuk (kg/jam) Keluar (kg/jam) Alur 6 Alur 7 Alur 8 Alur 9
CO2 2826,049 0,283 2825,767
N2 11,055 11,055
H2S 10,885 10,885
H2O 8524,126 8524,126
Subtotal 3875,644 8524,1260 1049,876909 11349,893
Total 12399,76952 12399,76952
[image:31.595.85.422.86.182.2]3.4 Neraca Kolom Absorpsi H2S (AB-02)
Tabel 3.5 Neraca Massa Kolom Absorpsi H2S (AB-02))
Komponen Masuk (kg/jam) Keluar (kg/jam) Alur 8 Alur 10 Alur 11 Alur 12
CH4 1.027,654 1.027,654
CO2 0,283 0,283
N2 11,055 11,055
H2S 10,885 1,089 9,797
Fe 209,975 209,975
Subtotal 1049,877 209,975 1040,080 219,772
BAB IV
NERACA ENERGI
4.1Fermentor (R-01)
Tabel 4.1 Neraca energi Fermentor (R-01)
Komponen Masuk (kkal/jam)
Keluar (kkal/jam)
Umpan 4762,505
Produk 15042,425
Steam 12636,509 2356,589
Total 17399,014 17399,014
4.2Kolom Absorpsi CO2 (AB-01)
Tabel 4.2 Neraca energi Kolom Absorpsi CO2 (AB-01)
Komponen Masuk (kkal/jam)
Keluar (kkal/jam) Umpan 5378,6933
Produk 10211,8274
Air 4833,134
BAB V
SPESIFIKASI PERALATAN
5.1 Gudang Kotoran Ayam (G-01)
Fungsi : Tempat penyimpanan kotoran ayam Bentuk : Segi empat beraturan
Bahan konstruksi : Beton
Kondisi penyimpanan : Temperatur : 300C
Tekanan : 1 atm
Kondisi Fisik : Panjang : 10,7 m Lebar : 2,7 m Tinggi : 5,35 m 5.2 Conveyor (C-01)
Fungsi : Mengangkut kotoran ayam dari gudang ke bulk Elevator yang selanjutnya masuk kedalam tangki netralisasi
Jenis : Flatt on continuous flow
Bahan kontruksi : Carbon Steel
Jumlah : 1 unit
Kondisi operasi : Tekanan : 1 atm Temperatur : 300C Laju alir : 1,529 kg/s
Daya : 1/4 hp
5.3 Bulk Elevator (BE-01)
Fungsi : Untuk mengangkut kotoran ayam dari Conveyor ke tangki netralisasi.
Jumlah : 1 buah
Bahan konstruksi : Besi
Kecepatan bucket : 225 ft/mnt
Lebar head : 7 in
Daya : 1,5 hp
Fungsi : Untuk menyimpan bakteri fermentasi sebelum ditransfer ke tangki netralisasi.
Bentuk : Silinder tegak dengan alas dan tutup datar Bahan konstruksi : Plate steel SA-167, tipe 304
Temperatur : 30oC
Tekanan : 1 atm
Kapasitas : 18,80 m3 Diameter tangki : 1,60 m Tinggi tangki : 2,80 m P desain : 2,12 atm
Tebal : 2 in
5.5 Screw Conveyor I (SC -01 )
Fungsi : Mengangkut bakteri dari gudang selanjutnya masuk kedalam tangki netralisasi.
Jenis : Flat on continuous flow
Bahan kontruksi : Carbon Steel
Jumlah : 1 unit
Kondisi operasi :
Tekanan : 1 atm
Temperatur : 300C Kecepatan conveyor : 225 ft/mnt Lebar belt : 18 cm
Daya : 1/4 hp
5.6 Tangki Penyimpanan NaHCO3 (TK-02)
Fungsi : Untuk menyimpan NaHCO3 fermentasi sebelum
ditransfer ke tangki netralisasi.
Bentuk : Silinder tegak dengan alas dan tutup datar Bahan konstruksi : Plate steel SA-167, tipe 304
Temperatur : 30oC
Tekanan : 1 atm
Tinggi tangki : 2,49 m P desain : 1,73 atm
Tebal : 2 in
5.7 Screw Conveyor II (SC-02)
Fungsi : Mengangkut NaHCO3 dari gudang selanjutnya
masuk kedalam tangki netralisasi. Jenis : Flat on continuous flow
Bahan kontruksi : Carbon Steel
Jumlah : 1 unit
Kondisi operasi :
Tekanan : 1 atm Temperatur : 300C
Kecepatan conveyor : 225 ft/mnt Lebar belt : 7 in
Daya : 1/4 hp
5.8 Tangki Netralisasi (TK-03)
Fungsi : Tempat melarutkan bakteri dan NaHCO3 dalam kotoran ayam.
Bentuk : Silinder vertical dengan alas datar dan tutup ellipsoidal. Bahan konstruksi : Commercial steel
Jenis Pengaduk : flat 6 blade turbin impeller
Jumlah Baffle : 4 buah
Jumlah : 1 unit
Kondisi Operasi : Temperatur = 30oC Tekanan = 1 atm Kapasitas : 19,540 m3
Diameter tangki : 2,47 m Tinggi total tangki : 3,70 m
P desain : 1,604 atm
Tebal dinding tangki : 1 ½ in Daya pengaduk : ¼ HP 5.9 Pompa Fermentor (P-01)
Jenis : Pompa sentrifugal Bahan Konstruksi : commercial steel
Jumlah : 1 unit Diameter pipa : 3 in Kapasitas : 0,005 m3/s Daya pompa : 0,5 hp 5.10 Fermentor (R-01)
Fungsi : Tempat terjadinya fermentasi kotoran ayam dengan bantuan bakteri dan NaHCO3 sebagai penetral pH
Bentuk : Silinder tegak dengan alas dan tutup ellipsoidal Bahan konstruksi : Commercial steel
Waktu tinggal : 6 hari
Kondisi pelarutan : Temperatur : 400C Tekanan : 1 atm Total tinggi tangki : 10,70 m
Tebal dinding tangki : 1,5 in Daya pengaduk : 0,05 Hp
Jaket pemanas : Temperatur steam : 120,20C
Tinggi jaket : 2 m
V : 32 m/jam
A : 0,1 m2
Tj : 1,3 in
5.11 Blower I (B-01)
Fungsi : Mengalirkan CH4 menuju kolom absorbs (AB-01) Jenis : Blower sentifugal
Daya motor : 0,300 hp 5.12 Absorbsi (AB - 01)
Fungsi : Mengikat CO2 yang terdapat pada biogas
Bentuk : Silinder tegak dengan tutup atas dan bawah ellipsoidal
Bahan : Plate steel SA-167,tipe 304
Kondisi Operasi : Temperatur : 30°C Tekanan : 1 atm Tebal dinding : 1,5 in 5.13 Absorbsi (AB - 02)
Fungsi : Mengikat H2S yang terdapat pada biogas
Bentuk : Silinder tegak dengan tutup atas dan bawah ellipsoidal
Bahan : Plate steel SA-167,tipe 304
Jumlah : 1 unit
Kondisi Operasi : Temperatur : 30°C Tekanan : 1 atm Tebal dinding : 1,5 in
5.14 Bak Penampung Air Proses Bekas (BP-01)
Fungsi : Menampung air proses bekas yang telah digunakan sebagai absorben
CO2.
Bentuk : Persegi panjang Bahan konstruksi : Beton kedap air
Jumlah : 1 unit
Panjang bak : 10 m Tinggi bak : 2,5 m
Lebar bak : 5 m
Tinggi air dalam bak : 2 m
Pdesain : 1,6 atm
5.15 Blower II (B-02)
Fungsi : Mengalirkan gas dari absorbsi ke tangki penyimpanan gas metana (TK-04) Jenis : Blower sentifugal
Daya motor : 0,25 hp
5.16 Tangki Gas Metana (TK-04)
Fungsi : Tangki produk gas metana
Bentuk : Silinder tegak dengan alas dan tutup ellipsoidal Bahan konstruksi : Plate steel SA-167, tipe 304
Kondisi operasi : Temperatur : 30oC
Hs : 5,33 m
Ht : 6 m
Tebal dinding tangki : 1,5 in
5.17 Kompressor (K-01)
Fungsi : Menaikkan tekanan CH4 sebelum memasuki kolom absorbsi (AB-01).
Jenis : Single stage centrifugal compressor
BAB VI
INSTRUMENTASI DAN KESELAMATAN KERJA
6.1 Instrumentasi
Instrumentasi adalah peralatan yang dipakai di dalam suatu proses kontrol untuk mengatur jalannya suatu proses agar diperoleh hasil sesuai dengan yang diharapkan. Dalam suatu pabrik kimia, pemakaian instrumen merupakan suatu hal yang sangat penting karena dengan adanya rangkaian instrumen tersebut maka operasi semua peralatan yang ada di dalam pabrik dapat dimonitor dan dikontrol dengan cermat, mudah dan efisien. Alat-alat instrumentasi dipasang pada setiap peralatan proses dengan tujuan agar sarjana teknik dapat memantau dan mengontrol kondisi di lapangan. Dengan adanya instrumentasi ini pula, para sarjana teknik dapat segera melakukan tindakan apabila terjadi kejanggalan dalam proses. Namun pada dasarnya, tujuan pengendalian tersebut adalah agar kondisi proses di pabrik mencapai tingkat kesalahan (error) yang paling minimum sehingga produk dapat dihasilkan secara optimal (Considine, 1985).
Fungsi instrumentasi adalah sebagai pengontrol (controller), penunjuk (indicator), pencatat (recorder), dan pemberi tanda bahaya (alarm). Instrumentasi bekerja dengan tenaga mekanik atau tenaga listrik dan pengontrolannya dapat dilakukan secara manual atau otomatis. Penggunaan instrumen pada suatu peralatan proses tergantung pada pertimbangan ekonomi dan sistem peralatan itu sendiri. Pada pemakaian alat-alat instrumen juga harus ditentukan apakah alat-alat tersebut dipasang diatas papan instrumen dekat peralatan proses (kontrol manual) atau disatukan dalam suatu ruang kontrol yang dihubungkan dengan peralatan (kontrol otomatis) (Timmerhaus, 2004).
Variabel-variabel proses yang biasanya dikontrol/diukur oleh instrumen adalah : 1. Variabel utama, seperti temperatur, tekanan, laju alir, dan level cairan.
2. Variabel tambahan, seperti densitas, viskositas, panas spesifik, konduktivitas, pH, humiditas, titik embun, komposisi kimia, kandungan kelembaban, dan variabel lainnya (Considine,1985).
Pada dasarnya sistem pengendalian terdiri dari:
1. Sensing Element / Elemen Perasa (Primary Element)
Elemen yang merasakan (menunjukkan) adanya perubahan dari harga variabel yang diukur. 2. Elemen pengukur (measuring element)
3. Elemen pengontrol (controlling element)
Elemen pengontrol yang menerima sinyal kemudian akan segera mengatur perubahan-perubahan proses tersebut sama dengan nilai yang diinginkan.
4. Elemen pengontrol akhir (final control element)
Elemen ini merupakan elemen yang akan mengubah masukan yang keluar dari elemen pengontrol ke dalam proses sehingga variabel yang diukur tetap berada dalam batas yang diinginkan dan merupakan hasil yang dikehendaki.
(Considine,1985)
Faktor-faktor yang perlu diperhatikan dalam instrumen-instrumen adalah: 1. Range yang diperlukan untuk pengukuran
2. Level instrumentasi
3. Ketelitian yang dibutuhkan 4. Bahan konstruksinya
5. Pengaruh pemasangan instrumentasi pada kondisi proses (Timmerhaus,2004)
Instrumentasi yang umum digunakan dalam pabrik adalah : 1. Untuk variabel temperatur
Temperature Controller (TC) adalah instrumentasi yang digunakan untuk mengamati temperatur suatu alat dan bila terjadi perubahan dapat melakukan pengendalian.
2. Untuk variabel tinggi permukaan cairan
Level Controller (LC) adalah instrumentasi yang digunakan untuk mengamati ketinggian cairan dalam suatu alat dan bila terjadi perubahan dapat melakukan pengendalian.
Level Indicator Controller (LI) adalah instrumentasi yang digunakan untuk mengamati ketinggian cairan dalam suatu alat.
3. Untuk variabel tekanan
Pressure Controller (PC) adalah instrumentasi yang digunakan untuk mengamati tekanan operasi suatu alat dan bila terjadi perubahan dapat melakukan pengendalian.
Pressure Indicator (PI) adalah instrumentasi yang digunakan untuk mengamati tekanan operasi suatu alat.
4. Untuk variabel aliran cairan
Flow Controller (FC) adalah instrumentasi yang digunakan untuk mengamati laju alir larutan atau cairan yang melalui suatu alat dan bila terjadi perubahan dapat melakukan pengendalian.
Flow Indicator Controller (FI) adalah instrumentasi yang digunakan untuk mengamati laju aliran atau cairan suatu alat.
(Considine, 1985)
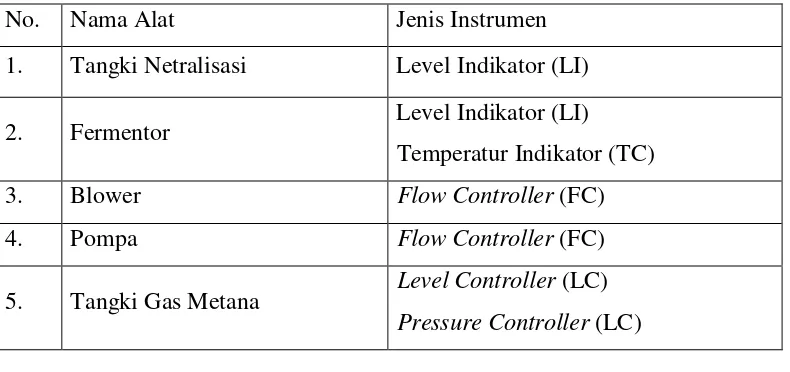
[image:41.595.87.482.497.683.2]Instrumentasi yang digunakan dalam pabrik Gas Metana ini disajikan dalam table 6.1 berikut ini:
Tabel 6.1 Daftar Penggunanan Instrumentasi pada Pra Rancangan Pabrik Gas Metana
No. Nama Alat Jenis Instrumen
1. Tangki Netralisasi Level Indikator (LI)
2. Fermentor Level Indikator (LI)
Temperatur Indikator (TC)
3. Blower Flow Controller (FC)
4. Pompa Flow Controller (FC)
5. Tangki Gas Metana Level Controller (LC)
Pressure Controller (LC)
6.2 Keselamatan Kerja Pada Pabrik Gas Metana
cara pengendalian keselamatan kerja dan keamanan pabrik pada saat perancangan dan saat pabrik beroperasi. Dalam rancangan pabrik gas metana, usaha-usaha pencegahan terhadap bahaya-bahaya yang mungkin terjadi dilakukan sebagai berikut :
6.2.1 Pencegahan Terhadap Kebakaran dan Peledakan
Proses produksi gas metana menggunakan tangki gas metana yang beroperasi pada tekanan tinggi. Bahaya yang kemungkinan timbul adalah kebakaran atau peledakan yang berasal dari tangki gas metana. Selain itu unit penghasil uap (boiler) juga dapat menciptakan hal yang serupa apabila pengendalian tidak berjalan optimal.
Dari uraian di atas maka perlu dilakukan upaya pencegahan dan penanganan terhadap kebakaran dan ledakan sebagai berikut :
1. Untuk mengetahui adanya bahaya kebakaran maka sistem alarm dipasang pada tempat yang strategis dan penting seperti laboratorium dan ruang proses.
2. Pada peralatan pabrik yang berupa tangki dibuat main hole dan hand hole yang cukup untuk pemeriksaan.
3. Sistem perlengkapan energi seperti pipa bahan bakar, saluran udara, saluran steam, dan air dibedakan warnanya dan letaknya tidak menggangu gerakan karyawan.
4. Mobil pemadam kebakaran yang ditempatkan di fire station setiap saat dalam keadaan siaga. 5. Penyediaan racun api yang selalu siap dengan pompa hydran untuk jarak tertentu.
Sesuai dengan peraturan yang tertulis dalam Peraturan Tenaga Kerja No. Per/02/Men/1983 tentang instalasi alarm kebakaran otomatis, yaitu :
1. Detektor Kebakaran, merupakan alat yang berfungsi untuk mendeteksi secara dini adanya suatu kebakaran awal. Alat ini terbagi atas:
a. Smoke detector adalah detektor yang bekerja berdasarkan terjadinya akumulasi asap dalam jumlah tertentu.
b. Gas detector adalah detektor yang bekerja berdasarkan kenaikan konsentrasi gas yang timbul akibat kebakaran ataupun gas-gas lain yang mudah terbakar.
c. Alarm kebakaran, merupakan komponen dari sistem deteksi dan alarm kebakaran yang memberikan isyarat adanya suatu kebakaran. Alarm ini berupa:
1) Alarm kebakaran yang memberi tanda atau isyarat berupa bunyi khusus (audible alarm).
2. Panel Indikator Kebakaran
Panel indikator kebakaran adalah suatu komponen dari sistem deteksi dan alarm kebakaran yang berfungsi mengendalikan sistem dan terletak di ruang operator.
6.2.2 Peralatan Perlindungan Diri
Upaya peningkatan keselamatan kerja bagi karyawan pada pabrik ini adalah dengan menyediakan fasilitas sesuai bidang kerjanya. Fasilitas yang diberikan adalah melengkapi karyawan dengan peralatan perlindungan diri sebagai berikut :
1. Helm
2. Pakaian dan perlengkapan pelindung. 3. Sepatu pengaman.
4. Pelindung mata. 5. Masker udara. 6. Sarung tangan.
6.2.3 Keselamatan Kerja Terhadap Listrik
Upaya peningkatan keselamatan kerja terhadap listrik adalah sebagai berikut :
1. Setiap instalasi dan alat-alat listrik harus diamankan dengan pemakaian sekering atau pemutus arus listrik otomatis lainnya.
2. Sistem perkabelan listrik harus dirancang secara terpadu dengan tata letak pabrik untuk menjaga keselamatan dan kemudahan jika harus dilakukan perbaikan.
3. Penempatan dan pemasangan motor – motor listrik tidak boleh mengganggu lalu lintas pekerja. 4. Memasang papan tanda larangan yang jelas pada daerah sumber tegangan tinggi.
5. Isolasi kawat hantaran listrik harus disesuaikan dengan keperluan.
6. Setiap peralatan yang menjulang tinggi harus dilengkapi dengan alat penangkal petir yang dibumikan.
7. Kabel – kabel listrik yang letaknya berdekatan dengan alat-alat yang bekerja pada tekanan dan suhu tinggi harus diisolasi secara khusus.
6.2.4 Pencegahan Terhadap Gangguan Kesehatan
Upaya peningkatan kesehatan karyawan dalam lapangan kerja adalah :
2. Dalam menangani bahan-bahan kimia yang berbahaya, karyawan diharuskan memakai sarung tangan karet serta penutup hidung dan mulut.
3. Bahan-bahan kimia yang selama pembuatan, pengolahan, pengangkutan, penyimpanan, dan penggunaannya dapat menimbulkan ledakan, kebakaran, korosi, maupun gangguan terhadap kesehatan harus ditangani secara cermat.
4. Poliklinik yang memadai disediakan di lokasi pabrik.
6.2.5 Pencegahan Terhadap Bahaya Mekanis
Upaya pencegahan kecelakaan terhadap bahaya mekanis adalah :
1. Alat – alat dipasang dengan penahan yang cukup berat untuk mencegah kemungkinan terguling atau terjatuh.
2. Sistem ruang gerak karyawan dibuat cukup lebar dan tidak menghambat kegiatan karyawan. 3. Jalur perpipaan sebaiknya berada di atas permukaan tanah atau diletakkan pada atap lantai
pertama kalau di dalam gedung atau setinggi 4,5 meter bila diluar gedung agar tidak menghalangi kendaraan yang lewat.
4. Letak alat diatur sedemikian rupa sehingga para operator dapat bekerja dengan tenang dan tidak akan menyulitkan apabila ada perbaikan atau pembongkaran.
5. Pada alat – alat yang bergerak atau berputar harus diberikan tutup pelindung untuk menghindari terjadinya kecelakaan kerja.
Untuk mencapai keselamatan kerja yang tinggi, maka ditambahkan nilai-nilai disiplin bagi para karyawan yaitu:
1. Setiap karyawan bertugas sesuai dengan pedoman-pedoman yang diberikan. 2. Setiap peraturan dan ketentuan yang ada harus dipatuhi.
3. Perlu keterampilan untuk mengatasi kecelakaan dengan menggunakan peralatan yang ada. 4. Setiap kecelakaan atau kejadian yang merugikan harus segera dilaporkan pada atasan. 5. Setiap karyawan harus saling mengingatkan perbuatan yang dapat menimbulkan bahaya. 6. Setiap kontrol secara periodik terhadap alat instalasi pabrik oleh petugas maintenance.
BAB VII
UTILITAS
Dalam suatu pabrik, utilitas merupakan unit penunjang utama dalam memperlancar jalannya proses produksi. Oleh karena itu, segala sarana dan prasarananya harus dirancang sedemikian rupa sehingga dapat menjamin kelangsungan operasi suatu pabrik.
Berdasarkan kebutuhannya, utilitas pada pabrik pembuatan gas metana adalah sebagai berikut: 1. Kebutuhan uap (steam)
2. Kebutuhan air
3. Kebutuhan bahan kimia 4. Kebutuhan bahan bakar 5. Kebutuhan listrik
7.1 Kebutuhan Uap (Steam)
Tabel 7.1 Kebutuhan Steam Pabrik Pembuatan Gas Metana
Nama Alat Jumlah uap (Kg/jam)
Fermentor 19,536
Total 19,536
Steam yang digunakan adalah saturated steam dengan temperatur 120 °C, tekanan 1 atm. Tambahan untuk faktor keamanan diambil sebesar 30% dan faktor kebocoran sebesar 10%.(Perry, 1999), sehingga total uap yang dibutuhkan
Total steam yang dibutuhkan = (0,3 + 1) x 19,536 = 24,397 kg/jam Diperkirakan 80% kondensat dapat dipergunakan kembali, sehingga Kondensat yang dipergunakan kembali = 80% x 19,536 = 20,318 kg/jam Kebutuhan tambahan untuk ketel = 25,397 – 20,318 kg/jam = 5,0794 kg/jam
7.2 Kebutuhan Air
Dalam proses produksi, air memegang peranan penting baik untuk kebutuhan proses maupun kebutuhan domestik. Kebutuhan air pada pabrik pembuatan gas metana adalah sebagai Air untuk umpan ketel uap, air proses dan air untuk berbagai kebutuhan.
Tabel 7.3 Diperkirakan pemakaian air untuk proses
Nama Alat Jumlah air (kg/jam) Tangki Netralisasi 11000,000
Kolom Absorpsi 8524,126
Total 19524,126
Tabel 7.4 Diperkirakan pemakaian air untuk berbagai kebutuhan
Kebutuhan Jumlah air (kg/jam)
Domestik dan kantor 781,250
Laboratorium 70,833
Kantin dan tempat ibadah 335,000
Poliklinik 50,000
Total 1237,083
= 5,0794 + 19524,126 + 1237,083 + 19,536 = 20785,825 kg/jam
[image:47.595.128.523.186.471.2]Sumber air untuk pabrik pembuatan Gas metana ini adalah dari air Sungai Kampar, Payakumbuh, Kabupaten Limapulu Kota, Provinsi Sumatera Barat.
Gambar 7.1 Lokasi Pabrik
Adapun kualitas air Sungai Kampar, Payakumbuh, Kabupaten Limapuluh Kota, Provinsi Sumatera Barat. dapat dilihat pada tabel 7.4.
Tabel 7.4 Kualitas Air Sungai
1. 2. 3. 4. 5. 1. 2. 3. 4. I. FISIKA Bau Kekeruhan Rasa Warna Suhu II. KIMIA
Total kesadahan dalam CaCO3
Klorida NO3-N
Zat organik dalam KMnO4 (COD)
NTU TCU °C mg/l mg/l mg/l mg/l Tidak berbau 50,16 Tidak berasa 150 25 150 1,3 0,2 65 5. 6
SO4
-Sulfida mg/l mg/l 5 - 7. 8. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19 20 21 22
Fosfat (PO43-)
NO3
Hardness (CaCO3)
pH Fe2+ Mn2+ Zn2+ Ca2+ Mg2+ CO2 bebas
Cu2+ Pb2+ Cd2+ Cl 2-CO32-
mg/l mg/l mg/l mg/l mg/l mg/l mg/l mg/l mg/l mg/l mg/l mg/l mg/l mg/l mg/l 0,245 0,084 13 6,6 0,52 0,024 0,0012 75 27 132 0,02 0,784 0,02 60 95
(water intake) yang juga merupakan tempat pengolahan awal air sungai Silau. Pengolahan ini meliputi penyaringan sampah dan kotoran yang terbawa bersama air. Selanjutnya air dipompakan ke lokasi pabrik untuk diolah dan digunakan sesuai dengan keperluannya. Pengolahan air di pabrik terdiri dari beberapa tahap, yaitu:
7.2.1 Screening
Pengendapan merupakan tahap awal dari pengolahan air. Pada screening, partikel-partikel padat yang besar akan tersaring tanpa bantuan bahan kimia. Sedangkan partikel-partikel yang lebih kecil akan terikut bersama air menuju unit pengolahan selanjutnya (Degremont, 1991).
7.2.2 Sedimentasi
Setelah air disaring pada tahap screening, di dalam air tersebut masih terdapat partikel-partikel padatan kecil yang tidak tersaring pada screening. Untuk menghilangkan padatan-padatan tersebut, maka air yang sudah disaring tadi dimasukkan ke dalam bak sedimentasi untuk mengendapkan partikel-partikel padatan yang tidak terlarut.
7.2.3 Klarifikasi
Klarifikasi merupakan proses penghilangan kekeruhan di dalam air. Air dari screening
dialirkan ke dalam clarifier setelah diinjeksikan larutan alum, Al2(SO4)3 dan larutan abu Na2CO3.
Larutan Al2(SO4)3 berfungsi sebagai koagulan utama dan larutan Na2CO3 sebagai koagulan tambahan
yang berfungsi sebagai bahan pembantu untuk mempercepat pengendapan dan penetralan pH. Pada bak clarifier, akan terjadi proses koagulasi dan flokulasi. Tahap ini bertujuan menyingkirkan
Suspended Solid (SS) dan koloid (Degremont, 1991).
Setelah pencampuran yang disertai pengadukan maka akan terbentuk flok-flok yang akan mengendap ke dasar clarifier karena gaya gravitasi, sedangkan air jernih akan keluar melimpah (overflow) yang selanjutnya akan masuk ke penyaring pasir (sand filter) untuk penyaringan.
Pemakaian larutan alum umumnya hingga 50 ppm terhadap jumlah air yang akan diolah, sedangkan perbandingan pemakaian alum dan abu soda = 1 : 0,54 (Crities, 2004).
Perhitungan alum dan abu soda yang diperlukan:
Total kebutuhan air = 20785,8251 kg/jam Pemakaian larutan alum = 50 ppm
Pemakaian larutan soda abu = 0,54 × 50 = 27 ppm
Larutan abu soda yang dibutuhkan = 27.10-6 × 20785,8251 = 0,5612 kg/jam 7.2.4 Filtrasi
Filtrasi dalam pemurnian air merupakan operasi yang sangat umum dengan tujuan menyingkirkan Suspended Solid (SS), termasuk partikulat BOD dalam air (Metcalf, 1991).
Material yang digunakan dalam medium filtrasi dapat bermacam-macam: pasir, antrasit (crushed anthracite coal), karbon aktif granular (Granular Carbon Active atau GAC), karbon aktif serbuk (Powdered Carbon Active atau PAC) dan batu garnet. Penggunaan yang paling umum dipakai di Afrika dan Asia adalah pasir dan gravel sebagai bahan filter utama, sebab tipe lain cukup mahal (Kawamura, 1991).
Unit filtrasi dalam pabrik pembuatan Gas Metana ini menggunakan media filtrasi granular (Granular Medium Filtration) sebagai berikut:
1. Lapisan atas terdiri dari pasir hijau (green sand). Lapisan ini bertujuan memisahkan flok dan koagulan yang masih terikut bersama air. Lapisan yang digunakan setinggi 24 in (60,96 cm). 2. Untuk menghasilkan penyaringan yang efektif, perlu digunakan medium berpori misalnya atrasit
atau marmer. Untuk beberapa pengolahan dua tahap atau tiga tahap pada pengolahan effluent
pabrik, perlu menggunakan bahan dengan luar permukaan pori yang besar dan daya adsorpsi yang lebih besar, seperti Biolite, pozzuolana ataupun Granular Active Carbon/GAC) (Degremont, 1991). Pada pabrik ini, digunakan antrasit setinggi 38 in (0,963 m).
3. Lapisan bawah menggunakan batu kerikil/gravel setinggi 7 in (17,78 cm) (Metcalf & Eddy, 1991).
Bagian bawah alat penyaring dilengkapi dengan strainer sebagai penahan. Selama pemakaian, daya saring sand filter akan menurun. Untuk itu diperlukan regenerasi secara berkala dengan cara pencucian balik (back washing). Dari sand filter, air dipompakan ke menara air sebelum didistribusikan untuk berbagai kebutuhan.
Untuk air proses, masih diperlukan pengolahan lebih lanjut, yaitu proses softener dan deaerasi. Untuk air domestik, laboratorium, kantin, dan tempat ibadah, serta poliklinik, dilakukan proses klorinasi, yaitu mereaksikan air dengan klor untuk membunuh kuman-kuman di dalam air. Klor yang digunakan biasanya berupa kaporit, Ca(ClO)2. Khusus untuk air minum, setelah dilakukan
proses klorinasi diteruskan ke penyaring air (water treatment system) sehingga air yang keluar merupakan air sehat dan memenuhi syarat-syarat air minum.
Perhitungan kebutuhan kaporit, Ca(ClO)2
Kaporit yang digunakan direncanakan mengandung klorin 70 %
Kebutuhan klorin = 2 ppm dari berat air (Gordon, 1968) Total kebutuhan kaporit = (2.10-6 × 1237,083)/0,7 = 0,004 kg/jam 7.2.5 Demineralisasi
Air untuk umpan ketel dan pendingin pada reaktor harus murni dan bebas dari garam-garam terlarut. Untuk itu perlu dilakukan proses demineralisasi. Alat demineralisasi dibagi atas:
a. Penukar Kation (Cation Exchanger)
Penukar kation berfungsi untuk mengikat logam-logam alkali dan mengurangi kesadahan air yang digunakan. Proses yang terjadi adalah pertukaran antara kation Ca, Mg dan kation lain yang larut dalam air dengan kation dari resin. Resin yang digunakan bertipe gel dengan merek IRR–122 (Lorch, 1981).
Reaksi yang terjadi :
2H+R + Ca2+ → Ca2+R + 2H+ 2H+R + Mg2+ → Mg2+R + 2H+ 2H+R + Mn2+ → Mn2+R + 2H+
Untuk regenerasi dipakai H2SO4 dengan reaksi :
Ca2+R + H2SO4 → CaSO4 + 2H+R
Mg2+R + H2SO4 → MgSO4 + 2H+R
Mn2+R + H2SO4 → MnSO4 + 2H+R
Perhitungan Kesadahan Kation
Air sungai mengandung kation Fe2+, Cd+2, Mn2+, Ca2+, Mg2+, Zn+2, Cu2+, Pb+2, dan NO3+
masing-masing 0,52 ppm, 0,02 ppm, 0,023 ppm, 75 ppm, 27 ppm, 0,024 ppm, 0,02 ppm, 0,784 ppm dan 0,084 ppm (Tabel 7.4)
1 gr/gal = 17,1 ppm Sumber : The Nalco Water Handbook (1988) Total kesadahan kation = 0,52+0,02+0,023+75+27+0,024+0,02+0,784+0,084
= 103,391 ppm / 17,1 gr / gal
ppm
= 6,046 gr/gal Jumlah air yang diolah = 1,3447 gal/jam
= 3 264,17gal/m3 kg/m
995,68 kg/jam
5,0794
Kesadahan air = 6,046 gr/gal × 1,248 gal/jam × 24 jam/hari = 95,559 gr/hari
= 0,196 kg/hari Perhitungan ukuran Cation Exchanger
Jumlah air yang diolah = 1,347 gal/jam = 0,0225 gal/menit Dari Tabel 12.4 , The Nalco Water Handbook, diperoleh: - Luas penampang penukar kation = 0,7857 ft2
- Jumlah penukar kation = 1 unit Volume resin yang diperlukan:
Total kesadahan air = 0,196 kg/hari
Dari Tabel 12.2, The Nalco Water Handbook (1988) diperoleh: - Kapasitas resin = 20 kgr/ft3
- Kebutuhan regenerant = 8 lb H2SO4/ft3 resin
Jadi, kebutuhan resin =
3
kg/ft 20
kg/hari 0,196
= 0,0098 ft3/hari Tinggi resin = 0,8 x 2 x 1 = 0,012 ft
Sehingga volume resin yang dibutuhkan = 0,012 ft × 0,786 ft2 = 1,257 ft3 Waktu regenerasi =
kg/hari 0,181
kg/ft 20 ft
1,257 3 3
= 100,967 hari = 2423,200 jam = 145392,009 menit Kebutuhan regenerant H2SO4 = 0,181 kg/hari × 3
3
kgr/ft 20
lb/ft 8
= 0,0782 lb/hari = 0,0355 kg/hari = 0,01 kg/jam
b. Penukar Anion (Anion Exchanger)
Penukar anion berfungsi untuk menukar anion yang terdapat dalam air dengan ion hidroksida dari resin.
Reaksi yang terjadi:
2ROH + SO42- R2SO4 + 2OH
ROH + Cl- RCl + OH
RCl + NaOH NaCl + ROH
Perhitungan Kesadahan Anion
Air sungai mengandung Anion Cl-, SO42-, CO32-, PO43-masing-masing 60 ppm, 50 ppm, 95 ppm, dan
0,245 ppm (Tabel 7.4). 1 gr/gal = 17,1 ppm
Total kesadahan anion = 60 + 50 + 95 + 0,245 = 205,245 ppm / 17,1 gr / gal
ppm
= 12,003 gr/gal Jumlah air yang diolah = 4,703 kg/jam
= 3
3 264,17gal/m
kg/m 996,24
kg/jam
4,703
= 1,248 gal/jam
Kesadahan air = 12,003 gr/gal × 1,248 gal/jam × 24 jam/hari = 388,2099 gr/hari
= 0,388 kg/hari Ukuran Anion Exchanger
Jumlah air yang diolah = 1,347 gal/jam = 0,0225 gal/menit Dari Tabel 12.4 , The Nalco Water Handbook, diperoleh: - Diameter penukar anion = 2 ft
- Luas penampang penukar kation = 3,14 ft2 - Jumlah penukar anion = 1 unit Volume resin yang diperlukan:
Total kesadahan air = 12,003 kg/hari
Dari Tabel 12.7, The Nalco Water Handbook, diperoleh : - Kapasitas resin = 12 kgr/ft3
- Kebutuhan regenerant = 5 lb NaOH/ft3 resin Jadi, kebutuhan resin = 3
kgr/ft 12
kg/hari 12,003
Waktu regenerasi =
388 , 0
12 x 0,324
= 1 hari = 24 jam
Kebutuhan regenerant NaOH = 0,388 kg/hari × 3
3
kgr/ft 12
lb/ft 5
= 0,1618 lb/hari = 0,0734 kg/hari 7.2.6 Deaerator
Deaerator berfungsi untuk memanaskan air yang keluar dari alat penukar ion (ion exchanger) dan kondensat bekas sebelum dikirim sebagai air umpan ketel. Pada deaerator ini, air dipanaskan hingga 90°C supaya gas-gas yang terlarut dalam air, seperti O2 dan CO2 dapat dihilangkan, sebab
gas-gas tersebut dapat menyebabkan korosi. Pemanasan dilakukan dengan menggunakan koil pemanas di dalam deaerator.
7.3 Kebutuhan Bahan Kimia
Kebutuhan bahan kimia pada pabrik pembuatan Gas Metana adalah sebagai berikut : 1. Al2(SO4)3 = 1,039 kg/jam
2. Na2CO3 = 0,561 kg/jam
3. Kaporit = 0,004 kg/jam 4. H2SO4 = 0,001 kg/jam
5. NaOH = 0,003 kg/jam 7.4 Kebutuhan Listrik
[image:54.595.148.413.522.755.2]Perincian kebutuhan listrik diperkirakan sebagai berikut:
Tabel 7.5 Perincian Kebutuhan Listrik untuk Utilitas Nama Kode Alat Daya (Hp)
Pompa PU – 01 1,50
Pompa PU – 02 1,50
Pompa PU – 03 0,25
Pompa PU – 04 0,25
Pompa PU – 05 1,00
Pompa PU – 06 1,00
Pompa PU – 07 1,50
Pompa PU – 08 0,25
Pompa PU – 09 0,25
Pompa PU – 11 0,25
Pompa PU – 12 0,25
Pompa PU – 13 0,25
Pompa PU – 14 0,25
Pompa PU – 15 0,25
Pompa PU – 16 0,25
Pompa PU – 17 0,25
Pompa PU – 18 0,25
Tangki Pelarutan TP – 01 0,25 Tangki Pelarutan TP – 02 0,25 Tangki Pelarutan TP – 03 0,25 Tangki Pelarutan TP – 04 0,25 Tangki Pelarutan TP – 05 0,25
Clarifier CL 0,25
Ketel Uap KU 2
Total 11,25
Unit proses = 57,187 Hp
Ruang kontrol dan laboratorium = 45 Hp Penerangan dan kantor = 45 Hp
Bengkel = 45 Hp
Total kebutuhan listrik = (11,25 + 57,187 + 45 + 45 + 45)Hp = 203,437 Hp x 0,746 kW/Hp
= 151,764 kW Efisiensi generator 80%, maka;
Daya output generator = 203,437 / 0,8
= 254,293 kW = 194,282 Hp
Untuk perancangan dipakai 2 unit diesel generator AC 650 kW, 220 – 240 V, 50 Hz, 3 phase yang mempunyai keuntungan :
Tenaga dapat dinaikkan atau diturunkan sesuai dengan kebutuhan dengan menggunakan transformator
Tenaga listrik stabil
Kawat penghantar yang digunakan lebih sedikit
Motor 3 phase harganya relatif lebih murah dan sederhana
7.5 Kebutuhan Bahan Bakar
Bahan bakar yang digunakan untuk ketel uap dan pembangkit tenaga listrik (generator) adalah minyak solar karena minyak solar efisien dan mempunyai nilai bakar yang tinggi.
Keperluan Bahan Bakar Generator
Nilai bahan bakar solar = 19.860 Btu/lb (Perry, 1999)
Densitas bahan bakar solar = 0,89 kg/liter (Perry, 1999) Daya yang dibutuhkan = 194,282 kW = 254,296 Hp
= 254,296 Hp x 2544,5 Btu/jam = 662936,035 Btu/jam
Jumlah solar yang dibutuhkan untuk bahan bakar: Kebutuhan solar =
kg/L 0,890
kg/jam 15,141
= 17,012 liter/jam
Digunakan 2 buah generator = 2 x 17,012 liter/jam = 34,024 liter/jam
Keperluan Bahan Bakar Ketel Uap Enthalpi steam (Hs1) pada 4550C; 1 atm
Hs1 = 2734,7 kJ/kg
Uap yang dihasilkan ketel uap = 25,397 kg/jam Panas yang dibutuhkan ketel
= 25,397 kg/jam x 2734,7 kJ/kg/1,05506 kJ /Btu = 65829,247 Btu/jam
Efisiensi ketel uap = 75% Panas yang harus disuplai ketel
=
0,75 kg/jam 65829,247
Jumlah bahan bakar =
Btu/lb 19.860
kg/lbm 0,45359
x Btu/jam
87772,329
= 2,004 kg/jam
Kebutuhan solar = (2,004 kg/jam)/(0,89 kg/liter) = 2,254 liter/jam
Total kebutuhan solar = 17,012 liter/jam + 2,254 liter/jam = 19,264 liter/jam
7.6 Unit Pengolahan Limbah
Limbah dari suatu pabrik harus diolah sebelum dibuang ke badan air atau atmosfer karena limbah tersebut mengandung bermacam-macam zat yang dapat membahayakan alam sekitar maupun manusia itu sendiri. Demi kelestarian lingkungan hidup, maka setiap pabrik harus mempunyai unit pengolahan limbah.
Sumber-sumber limbah cair pabrik pembuatan Gas Metana meliputi: 1. Limbah proses akibat zat-zat yang terbuang, bocor atau tumpah.
2. Limbah cair hasil pencucian peralatan pabrik. Limbah ini diperkirakan mengandung kerak dan kotoran-kotoran yang melekat pada peralatan pabrik.
3. Limbah domestik
Limbah ini mengandung bahan organik sisa pencernaan yang berasal dari toilet di lokasi pabrik, limbah dari kantin berupa limbah padat dan limbah cair, serta limbah perkantoran. Limbah domestik yang berasal dari toilet diolah pada septic tank yang tersedia di lingkungan pabrik. Sementara limbah domestik yang non toilet diolah pada sistem pengolahan limbah.
4. Limbah laboratorium dan limbah cair proses
Limbah yang berasal dari laboratorium ini mengandung bahan-bahan kimia yang digunakan untuk menganalisa mutu bahan baku yang dipergunakan dan mutu produk yang dihasilkan, serta yang dipergunakan untuk penelitian dan pengembangan proses. Limbah proses berasal dari tangki absorpsi yaitu air yang bercampur CO2. Lim