TUGAS SARJANA
PENGECORAN LOGAM
PERANCANGAN POROS
TURBIN AIR YANG DAPAT MENERUSKAN DAYA 710 KW
PADA PUTARAN 330 RPM DAN PERENCANAAN
PENGECORAN SERTA SIMULASINYA
OLEH :
FRANSISKUS PURBA
NIM : 040401005
DEPARTEMEN TEKNIK MESIN
FAKULTAS TEKNIK
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Tuhan Yang Maha Kuasa sebagai ekspresi kesadaran penulis terhadap rahmat dan kasihnya sehingga penulis dapat menyelesaikan tugas sarjana ini. Tugas sarjana ini berjudul
“
PERANCANGAN POROS TURBIN AIR YANG DAPAT
MENERUSKAN DAYA 710 KW PADA PUTARAN 330 RPM DAN
PERENCANAAN PENGECORAN SERTA SIMULASINYA
”. Tugasini merupakan salah satu syarat yang harus dipenuhi setiap mahasiswa Departemen Teknik Mesin Universitas Sumatera Utara guna menyelesaikan pendidikan untuk meraih gelar Sarjana Teknik.
Dalam menyelesaikan tugas sarjana ini, penulis banyak mendapat dukungan dari berbagai pihak. Pada kesempatan ini, penulis mengucapkan terima kasih yang sebesar-besarnya kepada :
1. Bapak Prof.Dr.Ir.Armansyah Ginting,M.Eng. Selaku dosen pembimbing tugas sarjana saya yang telah memberi arahan, bimbingan, dan pelajaran berharga dari awal hingga selesainya tugas sarjana ini.
2. Bapak Dr.Ing.Ir.Ikhwansyah Isranuri dan Bapak Tulus Burhanuddin sitorus ST,MT selaku Ketua dan sekretaris Departemen Teknik Mesin Universitas Sumatera Utara.
4. Seluruh staf pengajar dan pegawai administrasi Departemen Teknik Mesin di Universitas Sumatera Utara, yang telah banyak membantu penulis dan memberikan bimbingan selama perkuliahan.
5. Saudara – saudaraku, Abang, kakak dan Adikku tercinta. Kezia dan timo (Bpk uda sayang kalian) yang telah memberikan bantuan baik materil maupun moril dan juga semangat, serta kesabarannya hingga penulis dapat menyelesaikan Tugas sarjana ini.
6. Kepada teman-teman ku, Fernando dan Frans Edo kalian tetap yang terbaik. Laeku (santo, tulus dan Sabam), Irfandi, dan seluruh rekan – rekan stambuk ’04’ yang tak mungkin tersebutkan satu persatu terima kasih atas bantuannya semoga kita tetap mempertahankan hubungan kita Akhir kata semoga Tugas Sarjana ini dapat bermanfaat bagi kita semua. Terima kasih
Medan, 06 Maret 2009
DAFTAR ISI
Halaman.
KATA PENGANTAR ………i
DAFTAR ISI ………...…..iii
DAFTAR SIMBOL ………...viii
DAFTAR GAMBAR ……….xi
DAFTAR TABEL ………...xiii
BAB I. PENDAHULUAN ………..1
1.1 Latar Belakang ……….1
1.2 Tujuan perancangan ……….………...2
1.3 Manfaat………. ……….………..3
1.4 Sistematika Penulisan ………...3
BAB II. TINJAUAN PUSTAKAAN ……….……..4
2.1 Bahan – Bahan Pengecoran………….………..4
2.2 Pembekuan Logam ………..……….7
2.2.1. Pembekuan Coran………..……….7
2.3 Pola……….…..…9
2.3.1. Gambaran Untuk Pengecoran ………....…9
2.3.2. Menetapkan Kup, Drag Dan permukaan Pisah………10
2.3.3. Penentuan Penambahan Penyusutan………..………...10
2.3.4. Penentuan Penambahan Penyelesaian Mesin…………...….…11
2.3.6. Bahan – Bahan Untuk Pola ……….14
2.3.7. Pembuatan Pola……….…15
2.3.7.1. Perhatian Pada Pembuatan Pola………...…15
2.4 Rencana Pengecoran ………..15
2.4.1 Istilah – Istilah Dan Fungsi Dari Sistem Saluran …….……...16
2.4.2 Bentuk dan Bagian – Bagian Sistem Saluran ……….….16
2.4.3 Sistem Saluran Untuk Coran Besi Cor ………19
2.4.4 Sistem Saluran Untuk Coran Baja ………...21
2.4.5. Penambah……….22
2.4.5.1.Istilah – Istilah Penambah Dan Fungsinya………...22
2.4.5.2. Penambah Untuk Coran Baja………..……23
2.5 Pasir Cetak ……….…….…….24
2.5.1 Syarat – Syarat Pasir Cetak………24
2.6 Pembuatan Cetakan……….………25
2.6.1 Pembuatan Cetakan Dengan Tangan ………….…………...25
2.6.2 Bentuk Standar Dan Ukuran Coran… ………...….27
2.6.3 Ketelitian Ukuran Coran……...……….28
2.6.3.1. Toleransi Ukuran Dan Tebal Dinding………28
2.6.3.2. Toleransi Untuk Ukuran Panjang………...……28
2.6.3.3. Lapisan Cetakan……….…………29
2.7 Perlengkapan Cetakan……….………30
2.8 Peleburan Logam………...………...…………..……30
2.9 Penuangan Logam………..31
2.9.2. Pengerjaan Penuangan……….31
2.9.2.1. Pengeringan Ladel……….……….31
2.9.2.2. Pembungan Terak……… ………..……….. 32
BAB III. PERENCANAAN POROS ………..………33
3.1 Perhitungan Dimensi Poros……….34
3.1.1 Berdasarkan Daya Dan Putaran………...….34
3.1.2 Perhitungan Dimensi Poros Berdasarkan Gaya-Gaya yang bekerja……….……37
3.1.3.Gaya Radial Pada Poros…………..……..………39
3.2 Ukuran Poros ………..………..……..40
3.3 Simulasi elemen hingga permukaan poros hasil perencanaan…...….41
BAB IV. PERENCANAAN CETAKAN ………43
4.1 Pembuatan Pola ………..43
4.2 Persiapan Cetakan ………..47
4.3 Sistem Saluran ………....48
4.3.1 Saluran Turun……….48
4.3.2 Cawan Tuang………..………51
4.3.3 Saluran Pengalir………..52
4.3.4 Saluran Masuk………..…………...53
4.3.5 Saluran Penambah………..54
4.4 Pemberat ……….………57
4.6 Peleburan Logam Coran ……….58
4.7 Unsur Paduan Dalam Material………59
4.7.1 Pengaruh Unsur Paduan Terhadap Sifat Material Yang Digunakan………..……….59
4.7.2 Komposisi Logam………..61
4.7.3 Penambahan Beberapa Unsur Paduan……….…………...62
4.8 Penuangan ( pouring ) Cairan logam….………..………..64
4.9 Penyelesaian Hasil Cetakan……….………65
BAB V. SIMULASI PENUANGAN LOGAM ...66
BAB VI. KESIMPULAN DAN SARAN.………..……..60
6.1 Kesimpulan ……….…………68
6.2 Saran ………70 DAFTAR PUSTAKA
DAFTAR SIMBOL
SIMBOL KETERANGAN SATUAN
Pd Daya yang direncanakan KW. MT Momen Torsi Nm. n Putaran Poros rpm. dp Diameter Poros mm. - g Tegangan Geser ijin Bahan Kgf / mm2
Kt Faktor Koreksi Terhadap Momen Lentur - cb Faktor koreksi terhadap momen lentur -
Fh Gaya kearah horizontal N T Momen torsi akibat air pada tiap sudu Nm Ttotal Momen torsi total akibat air Nm ML Momen lentur Nm W1 Berat poros tingkat I N W2 Berat poros tingkat II N W3 Berat poros tingkat III N b Massa jenis Bahan Kg / m3 q 1 Beban terbagi rata pada poros tingkat I N / m, N / mm q 2 Beban terbagi rata pada poros tingkat II N / m, N / mm q 3 Beban terbagi rata pada poros tingkat III N / m, N / mm q r Beban terbagi rata akibat berat runner N / m, N / mm Kecepatan sudut kritis poros rad / det nc Putaran kritis Poros rpm g Konstanta grafitasi m / s
Berat jenis logam Coran N / m3 dst Diameter saluran turun mm D Diameter pola mm
P Panjang pola mm
R Radius pola mm Ast Luas saluran turun mm2 Asm Luas saluran masuk mm2 Ap Luas saluran pengalir mm2 A Ukuran pengalir mm
Dp Diameter penambah mm
DAFTAR GAMBAR
GAMBAR KETERANGAN HAL
Gambar 2.1 Perbadaan laju pembekuan permukaan inti pada cetakan pasir…...8
Gambar 2.2 Tambahan penyelesaian untuk coran baja cor……….12
Gambar 2.3 Macam – macam pola pejal……….………...13
Gambar 2.4 Pola pelat pasangan………13
Gambar 2.5 Pola pelat kup dan drag………...……….14
Gambar 2.6 Istilah – istilah sistem pengisian……….…….……...…16
Gambar 2.7 Ukuran Cawan tuang………..……….17
Gambar2.8 Ukuran Pengalir ………..……...……….…....18
Gambar 2.9 Perpanjangan Pengalir……….……….………...19
Gambar 2.10 Sistem saluran masuk……….19
Gambar 2.11 Diagram laju penuangan………20
Gambar 2.12 Hubuangan antara waktu tuang dan berat tuang untuk coran Baja cor………..21
Gambar 2.13 Penambah Samping dan Atas………22
Gambar 2.14 Hubuangan tebal coran dengan jarak pengisian…….………23
Gambar 2.15 Kurva pellini……….………..24
Gambar 2.16 Pengaruh kadar air terhadap pasir cetak yang diikat dengan lempung…………..………26
Gambar 2.17 Tanur induksi jenis krus………... ……..…………31
Gambar 3.3 Hasil simulasi tegangan menggunakan perangkat lunak komersil 42
Gambar4.1 Tambahan penyelesaian mesin untuk coran baja ………… 45
Gambar 4.2 Dimensi pola………..46
Gambar 4.3 Cawan tuang dan ukurannya ……….52
Gambar 4.4 Penampang pengalir……….53
Gambar 4.5 Bentuk pemberat…….……….58
Gambar 5.1 Proses pada saat logam cair akan di tuang ……… .66
Gambar 5.2 Logam cair mengalir……….. 67
Gambar 5.3 Cetakan terisi penuh………. . 67
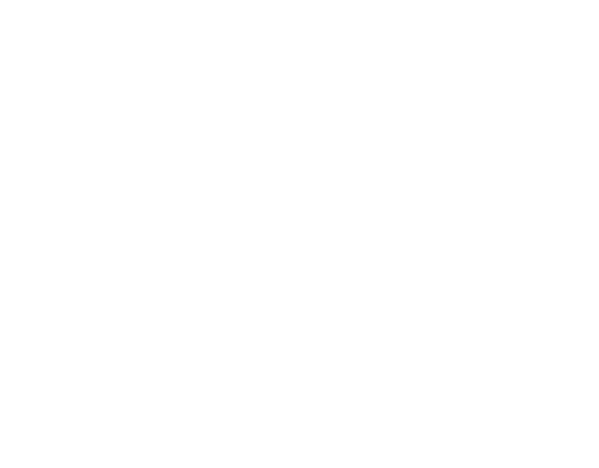
DAFTAR TABEL
TABEL KETERANGAN HAL
Tabel 2.1 Tambahan penyusutan yang disarankan……….11
Tabel 2.2 Ketebalan Dinding Minimum Dari Pengecoran Pasir…..……….27
Tabel 2.3 Toleransi Tebal Dinding Pengecoran Pasir………...28
Tabel 2.4 Toleransi Ukuran Pengecoran Pasir………...………29
Tabel 4.1 Tambahan penyusutan yang disarankan………44
BAB I
PANDAHULUAN
1.1 Latar Belakang
Air yang mengalir mempunyai energi yang dapat digunakan untuk memutar roda turbin, karena itu pusat-pusat tenaga air di bangun di sungai-sungai dan dipegunungan-pegunungan.
Pada turbin air jenis prancis ini, poros mempunyai peranan yang penting yaitu untuk meneruskan daya dan putaran akibat pergerakan pergerakan air yang mengenai roda jalan yang akan diteruskan untuk memutar generator yang nantinya akan menghasilkan energi listrik.
Hal inilah yang menjadi dasar untuk merencanakan pengecoran poros turbin air jenis francis, yakni guna mendapatkan poros turbin yang memiliki kualitas yang baik, harga terjangkau dan mudah diproduksi serta di pasarkan.
Poros mengalami beban torsi dan beban lentur. Beban torsi terjadi akibat gaya dorong yang diberikan oleh air terhadap sudu roda jalan . Sedangkan beban lentur terjadi akibat berat roda jalan yang dipasang pada salah satu sisi poros. Sebatang poros harus direncanakan cukup kuat untuk menahan beban-beban tersebut. Meskipun poros mempunyai kekuatan yang cukup tetapi jika lenturan atau defleksi puntirnya terlalu besar akan mengakibatkan ketidak-telitian atau getaran dan suara.
logam cair tersebut akan membeku. Secara singkat dapat dinyatakan bahwa coran dibuat dari logam yang dicairkan, dituang kedalam cetakan dan kemudian dibiarkan mendingin/membeku.
Sebatang poros yang digunakan untuk meneruskan daya dan putaran dari roda jalan dapat diproduksi melalui pengecoran. Pengecoran poros dilakukan setelah perencanaan poros tersebut. Selanjutnya akan dirancang cetakan untuk pengecoran poros hasil rancangan. Pada skripsi ini hal tersebut akan dibahas. 1.2 Tujuan Perancangan
a. Tujuan utama :
Merancang poros turbin air yang dapat meneruskan daya 710 KW pada putaran 330 rpm dan perencanaan pengecoran serta simulasinya.
b. Tujuan khusus :
1. Merencanakan dimensi dari poros yang digunakan untuk tubin air jenis Turbin francis tipe Horizontal berdasarkan data yang ada yang diperoleh dari survey dan disesuaikan dengan literatur.
2. Merencanakan komponen – komponen pengecoran seperti pola, sistem saluran ( saluran turun, cawan tuang, saluran pengalir, saluran masuk, dan saluran penambah ) , komposisi cetakan pasir, bahan baku, temperatur tuang, komposisi logam, dan penambahan bahan-bahan paduan pada logam dasar.
4. Mengembangkan simulasi pengecoran poros menggunakan perangkat lunak simulasi komersil.
1.3 Manfaat
Manfaat yang didapat dari tugas sarjana ini adalah :
1. Dapat mengetahui proses pengerjaan pengecoran logam dari awal sampai akhir dan memahami tindak lanjut setelah produk itu selesai dicetak
2. Dapat mengetahui beban-beban yang bekerja pada poros turbin air.
1.4 Sistematika Penulisan
Adapun sistematika penulisan tugas sarjana ini adalah sebagai berikut : 1. BAB I : Pendahuluan, berisikan latar belakang , tujuan perancangan,
manfaat dan sistematika penulisan.
2. BAB II : Tinjauan Pustaka, berisikan tentang teori- teori yang mendasari perencanaan pengecoran logam
3. BAB III : Perencanaan Poros, berisikan gambaran umum serta perhitungan dimensi Poros, material Poros serta bahan tambahan.
4. BAB IV : Perencanaan Cetakan, berisikan tentang perencanaan cetakan mulai dari pembuatan pola cetakan hingga penyelesaian akhir.
5. BAB V : Animasi penuangan logam
BAB II
TINJAUAN PUSTAKA
Pengecoran logam merupakan salah satu proses pembentukan logam dengan menggunakan cetakan yang kemudian diisi dengan logam cair. Pada proses pengecoran logam bahan baku dicairkan dengan cara memanaskannya hingga mencapai titik lebur, kemudian cairan logam ini dituang kedalam rongga cetakan yang telah disediakan sebelumnya. Logam cair dibekukan dengan cara membiarkannya dalam rongga cetakan selama beberapa saat. Setelah logam cair membeku seluruhnya, maka cetakan dapat dibongkar.
2.1. Bahan-Bahan Pengecoran 1. Besi Cor
Besi Cor adalah paduan besi yang mengandung karbon, silisium, mangan, pospor, dan belerang. Besi cor dikelompokan menjadi : besi cor kelabu, besi cor kelas tinggi, besi cor kelabu paduan, besi cor bergrafit bulat, besi cor mampu tempa, dan besi cor cil. Struktur mikro dari besi cor terdiri dari ferit atau perlit dan sepih karbon bebas. Kekutan tarik dari besi cor kira – kira 10 – 30 Kgf/mm2, titik cairnya kira - kira 1200 0 C.
grafit bebasnya agak kecil dibanding besi cor kelabu. Kekuatan tariknya kira – kira 30 – 50 Kgf/mm2.
Besi cor kelabu paduan, mengandung unsur – unsur paduan dan grafit, mempunyai struktur yang lebih stabil sehingga sifat - sifatnya lebih baik. Unsur – unsur yang ditambahkan adalah : Krom, Nikel, Molibdenum, Vanadium, Titan dan sebagainya yang menyebabkan sifat tahan panas, tahan aus, tahan korosi dan mampu mesin sangat baik.
Besi cor mampu tempa dibuat dari besi cor putih yang lunak pada sebuah tanur dalam waktu yang lama. Menurut struktur mikronya besi cor mampu tempa terdiri atas : besi cor mampu tempa perapian hitam, besi cor mampu tempa perlit. Besi cor mampu tempa mempunyai keuletan dan perpanjangan yang lebih baik dibanding dengan besi cor kelabu.
Besi cor grafit bulat dibuat dengan jalan mencampurkan magnesium, kalsium atau serium ke dalam cairan logam sehingga grafit bulat akan mengendap. Besi cor cil dalam besi cor yang mempunyai permukaan terdiri dari besi cor putih dan bagian dalamnya terdiri dari struktur dengan endapan grafit.
2. Baja Cor
buruk, dibandingkan dengan besi cor, akan tetapi baja cor dapat dipergunakan baik sekali, sebagai bahan untuk bagian – bagian mesin, sebab kekuatannya yang tinggi dan harganya murah.
Baja cor paduan adalah baja cor yang ditambah unsur – unsur paduan seperti : Mangan, Krom, Molibdenum, atau Nikel. Unsur paduan ini di butuhkan untuk memberikan sifat – sifat yang khusus pada baja tersebut seperti : sifat tahan aus, tahan asam, dan tahan korosi.
3. Coran Paduan Tembaga
Macam – macam coran tembaga adalah : perunggu, kuningan, kuningan kekuatan tinggi, dan perunggu aluminium. Perunggu adalah paduan antara tembaga dan timah. Perunggu yang biasa dipakai adalah menggandung kurang dari 15 % timah. Titik cairnya kira – kira 1000 0 C, sifat ketahanan korosi dan ketahanan aus sangat baik. Perunggu digolongkan menjadi : perunggu pospor yaitu perunggu yang ditambah pospor, perunggu timbal yaitu perunggu yang ditambahkan timbal untuk memperbaiki sifat – sifatnya.
Kuningan adalah paduan antara tembaga dan seng, dan kuningan kekuatan tinggi adalah paduan yang terdiri dari : tembaga, Aluminium, Besi, Mangan, Nikel. Unsur – unsur tersebut ditambahkan untuk memperbaiki sifat – sifatnya.
4. Coran Paduan Ringan
tembaga, silisium, mangan, dan nikel. Coran paduan aluminium adalah ringan dan merupakan penghantar panas yang sangat baik.
5. Coran Paduan Lainnya
Paduan seng yang mengandung sedikit aluminium dipergunakan untuk pengecoran cetakan. Logam monel adalah paduan nikel yang mengandung tembaga serta mengandung molibdenum, krom, dan silikon. Paduan timbal adalah paduan antara timbal, tembaga dan timah.
2.2. Pembekuan Logam. 2.2.1. Pembekuan Coran
Pembekuan logam coran pada rongga cetakan dimulai dari bagian cairan logam yang bersentuhan langsung dengan dinding cetakan yaitu ketika panas dari logam cair diserap oleh cetakan sehingga bagian yang bersentuhan dengan cetakan menjadi dingin hingga titik beku, dimana pada saat ini inti kristal mulai terbentuk. Coran bagian dalam dingin lebih lambat dibanding bagian luar, sehingga, kristal-kristal tumbuh dari inti asal mengarah kebagian dalam.
Pembekuan dari suatu coran perlahan-lahan dari kulit ke tengah. Jumlah waktu yang dibutuhkan untuk pembekuan dari kulit ketengah sebanding dengan perbandingan antara volume coran dengan luas permukaan dimana panas mulai
dikeluarkan.
A V
.
Pada coran yang mempunyai inti, panas dari coran akan diserap oleh inti sehingga menyebabkan pembekuan terjadi lebih cepat pada dinding inti dibanding di tengah coran. Cepat lambatnya pembekuan pada kulit inti tergantung pada ukuran inti. Untuk lebih jalasnya dapat dilihat pada gambar berikut.
Sumber : Surdia dan chijiiwa ( 1986)
Gambar 2.1. Perbedaan laju Pembekuan pemukaan inti pada cetakan pasir
menunjukkan ketergantungan perubahan fase terhadap perubahan temperatur dan komposisi (perbandingan antara mikrostruktur penyusun). Diagram ini disebut diagram kesetimbangan. Paduan antara dua unsur disebut dengan paduan biner, Paduan antara tiga unsur disebut paduan ternier.
Besi cor atau baja cor merupakan paduan antara besi dan karbon, walaupun sesungguhnya masih ada unsur-unsur lain, tetapi unsur-unsur tersebut tidak memberikan pengaruh besar terhadap sifat-sifat utamanya, sehingga paduan ini dianggap paduan biner.
2.3. Pola
Pola adalah bentuk dari benda coran yang akan digunakan dalam pembuatan rongga cetakan. Pola yang digunakan dalam pembuatan cetakan terdiri dari pola logam dan pola kayu. Pola logam digunakan untuk menjaga ketelitian ukuran coran, terutama pada produksi massal, dan bisa tahan lama serta produktifitasnya lebih tinggi. Pola kayu dibuat dari kayu, murah, cepat, pembuatan dan pengolahannya lebih mudah dibanding cetakan logam. oleh karena itu pola kayu Iebih cocok digunakan dalam cetakan pasir.
2.3.1. Gambar Untuk Pengecoran
2.3.2. Menetapkan Kup, Drag dan Permukaan Pisah
Penetapan kup, drag dan permukaaan pisah adalah hal yang paling penting untuk mendapatkan coran yang baik. Dalam hal ini dibutuhkan pengalaman yang luas dan pada umumnya harus memenuhi ketentuan ketentuan dibawah ini antara lain:
1. Pola harus mudah dikeluarkan dari cetakan 2. Penempatan inti harus mudah
3. Sistem saluran harus dibuat sempurna untuk mendapatkan aliran logam cair yang optimum.
4. Permukaan pisah lebih baik hanya satu bidang, karena permukaan pisah yang terlalu banyak akan menghabiskan telalu banyak waktu dalam proses.
2.3.3. Penentuan Penambah Penyusutan
Tabel 2.1. Tambahan Penyusutan Yang Disarankan Tambahan
Penyusutan
Bahan
8 /1000 Besi cor, Baja cor tipis
9 / 1000 Besi cor, Baja cor tipis yang banyak menyusut 10 / 1000 Sama degan yang diatas dan Aluminium 12 / 1000 Paduan aluminium, Brons, Baja cor (tebal 5 – 7 mm) 14 / 1000 Kuningan kekuatan tinggi, Baja cor
16 / 1000 Baja cor (tebal lebih dari 10 mm) 20 / 1000 Coran Baja Yang besar 25 / 1000 Coran Baja yang besar dan tebal
Sumber : Surdia dan chijiiwa ( 1986 )
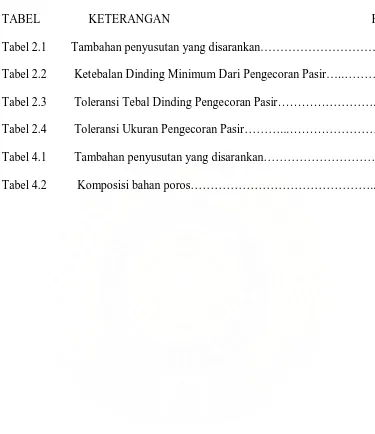
2.3.4. Penentuan Penambahan Penyelesaian Mesin
Sumber :.Surdia dan chijiiwa ( 1986 )
Gambar 2.2. Tambahan Penyelesaian Mesin Untuk Coran Baja Cor
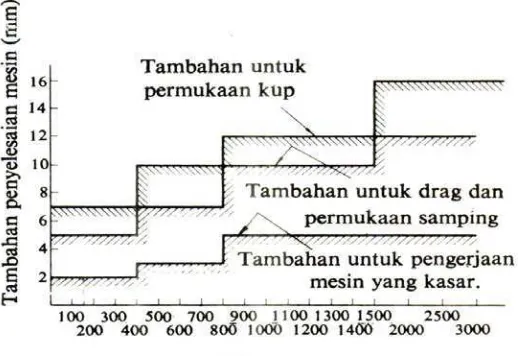
2.3.5. Macam-Macam Pola
1. Pola pejal yaitu pola yang biasa dipakai, dimana bentuknya hampir serupa dengan bentuk coran. Pola pejal ini terdiri dari :
a. Pola tunggal. Bentuknya serupa dengan corannya.
b. Pola belahan. Pola ini dibelah ditengah untuk memudahkan pembuatan cetakan.
c. Pola tengah. Pola ini dibuat untuk membuat cetakan dimana kup dan dragnya simetris terhadap permukaan pisah.
Pola tunggal Pola Belahan
Pola setengah
Sumber :.Surdia dan chijiiwa ( 1986 )
Gambar 2.3. Macam-Macam Pola Pejal
2. Pola pelat pasang. Merupakan pelat dimana pada kedua belahnya ditempelkan pola demikian juga saluran turun, pengalir, saluran masuk dan penambah, biasanya dibuat dari logam dan plastik.
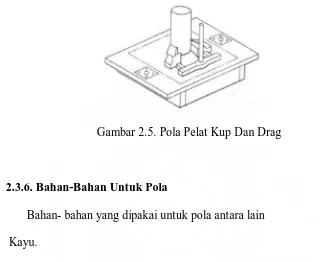
3. Pola pelat kup dan drag. Pola diletakkan pada dua pelat demikian juga saluran turun, pengalir, saluran masuk, dan penambah. Pelat tersebut adalah pelat kup dan drag. Kedua pelat dijamin oleh pena agar bagian atas dan bawah dari coran menjadi cocok.
Gambar 2.5. Pola Pelat Kup Dan Drag
2.3.6. Bahan-Bahan Untuk Pola
Bahan- bahan yang dipakai untuk pola antara lain 1. Kayu.
Kayu yang umum dipakai untuk pembuatan pola adalah kayu Saru, Jati, Aras, pinus, mahoni. Pemilihan kayu tergantung pada macam dan ukuran pola, jumlah produksi, dan lamanya dipakai. Kayu dengan kadar air lebih dari 14 % tidak dapat dipakai karena akan terjadi pelentingan yang, disebabkan perubahan kadar air dari kayu.
2. Resin sintesis.
3. logam
Bahan yang dipakai untuk pola logam adalah besi cor. Umumnya digunakan besi cor kelabu, karena sangat tahan aus, tahan panas dan tidak mahal. Kadang- kadang besi cor liat dipakai agar lebih kuat. Paduan tembaga juga sering dipakai untuk pola cetakan kulit agar dapat memanaskan cetakan yang tebal secara merata.
Aluminium adalah ringan dan mudah diolah, sehingga sering dipakai untuk pola atau pola untuk mesin pembuat cetakan. Baja harus dipakai untuk pena atau pegas sebagai bagian dari pola yang memerlukan keuletan.
2.3.7. Pembuatan Pola
2.3.7.1. Perhatian Pada Pembuatan Pola
Setelah menentukan jenis pola, maka gambar dibuat. Pola dibagi menjadi pelat bulat, silinder, setengah lingkaran, segi empat siku, paralel epipidium, atau pelat biasa menurut bentuk dari setiap bagian pola.
2.4. Rencana Pengecoran
2.4.1. Istilah – istilah dan fungsi dari Sistem Saluran
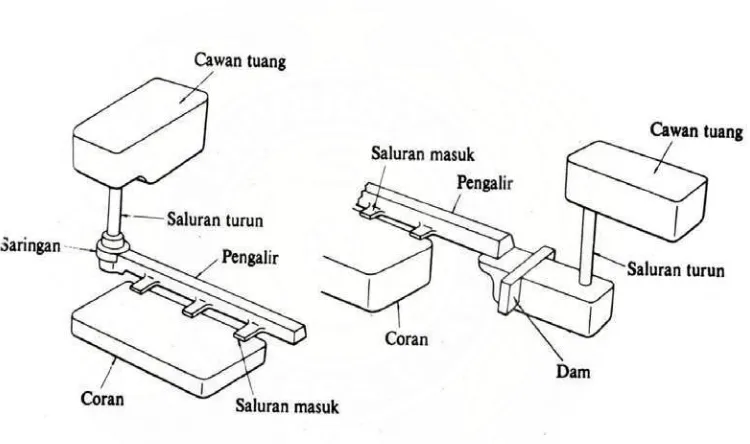
Sistem saluran adalah jalan masuk cairan logam yang dituangkan kedalam rongga cetakan. Cawan tuang merupakan penerima cairan logam langsung dari ladel. Saluran turun adalah saluran yang pertama membawa cairan logam dari cawan tuang kedalam pengalir dan saluran masuk. Pengalir adalah saluran yang membawa logam cair dari saluran turun ke bagian – bagian yang cocok pada cetakan. Saluran masuk adalah saluran yang mengisikan logam cair dari pengalir ke dalam rongga cetakan.
Sumber :.Surdia dan chijiiwa ( 1986 )
Gambar 2.6. Istilah-Istilah Sistem Pengisian
2.4.2. Bentuk dan bagian – bagian Sitem Saluran 1. Saluran Turun.
mungkin. Saluran turun dibuat dengan melubangi cetakan dengan menggunakan suatu batang atau dengan memasang bumbung tahan panas.
2. Cawan tuang
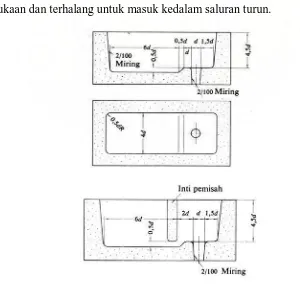
Cawan tuang berbentuk corong dengan saluran turun dibawahnya. Konstruksinya harus tidak dapat dilalui oleh kotoran yang terbawa dalam logam cair. Oleh karena itu cawan tuang tidak boleh terlalu dangkal.
Cawan tuang dilengkapi dengan inti pemisah, dimana logam cair dituangkan disebelah kiri saluran turun. Dengan demikian inti pemisah akan menahan terak atau kotoran , sedangkan logam bersih akan lewat di bawahnya kemudian masuk ke saluran turun. Terkadang satu sumbat ditempatkan pada jalan masuk dari saluran turun agar aliran dari logam cair pada saluran masuk cawan tuang selalu terisi. Dengan demikian kotoran dan terak akan terapung pada permukaan dan terhalang untuk masuk kedalam saluran turun.
Sumber :.Surdia dan chijiiwa ( 1986 )
3. Pengalir
Pengalir biasanya mempunyai irisan seperti trapesium atau setengah lingkaran, sebab irisan demikian mudah dibuat pada permukan pisah dan juga pengalir mempunyai luas permukaan terkecil untuk satu luasan tertentu, sehingga lebih efektif untuk pendinginan yang lambat.
Logam cair dalam pengalir masih membawa kotoran yang terapung terutama pada permulaan penuangan, sehingga harus dipertimbangkan untuk membuang kotoran tersebut. Ada beberapa cara untuk membuang kotoran tersebut yaitu sebagai berikut :
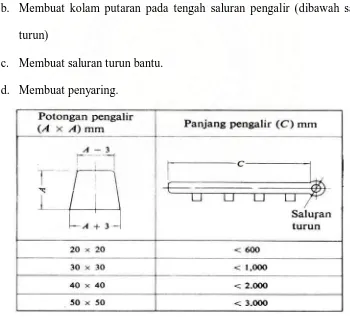
a. Perpanjangan pemisah dibuat pada ujung saluran pengalir
b. Membuat kolam putaran pada tengah saluran pengalir (dibawah saluran turun)
c. Membuat saluran turun bantu. d. Membuat penyaring.
Sumber :.Surdia dan chijiiwa ( 1986 )
Sumber :.Surdia dan chijiiwa ( 1986 )
Gambar 2.9. Perpanjangan pengalir 4. Saluran masuk
Saluran masuk dibuat dengan irisan yang lebih kecil daripada irisan pengalir, agar dapat mencegah kotoran masuk kedalam rongga cetakan. Bentuk irisan yang membesar kearah rongga cetakan untuk mencegah terkikisnya cetakan.
Sumber :.Surdia dan chijiiwa ( 1986 )
Gambar 2.10. Sistem saluran masuk
2.4.3. Sistem Saluran Untuk Coran Besi Cor
1. Tentukan waktu tuang T sesuai dengan jumlah berat logam cair yang dituang W, dengan menggunakan diagram empiris seperti berikut.
Sumber :.Surdia dan chijiiwa ( 1986 ) Gambar 2.11. Diagram Laju Penuangan
2. Tentukan volume penungan Q persatuan waktu dari jumlah berat yang
dituang W, waktu T dan berat jenis . Q =
γ
T W
………(7.71)
3. Volume tuang Q persatuan waktu adalah perkalian luas irisan darisaluran masuk A dan kecepatan rat-rata dari logam V dihitung dari tinggi saluran H
dengan persamaan V = C 2gh. yaitu, dimana g = percepatan gravitasi =
980 cm / dtk2 C = koefisien aliran 0,5 – 0,6 untuk saluran yang rumit, 0,9 – 1,0 untuk saluran sederhana. ………..(7.71) 4. Kalau saluran masuk lebih dari dua ukuran saluran masuk adalah luas irisan A
5. Ukuran saluran turun dan pengalir ditentukan dari jumlah luas irisan saluran masuk. Untuk besi cor perbandingan antara luas irisan saluran turun, luas irisan saluran pengalir, luas irisan saluran masuk diambil 1: 0,9 : 0,8 atau 1 : 0,75 : 0,5. Tetapi untuk saluran bawah mempunyai saluran masuk yang lebih besar diambil 1 : 1,1 : 1,2 atau 1 : 1,25 : 1,5.
2.4.4. Sistem Saluran untuk Coran Baja
Sistem saluran untuk coran baja ditentukan hampir sama seperti basi cor. Penuangan baja tuang sering dipakai ladel penuangan bawah. Luas saluran turun dibuat lebih besar dari pada luas nozel dari ladel untuk mencegah meluapnya logam cair, luas pengalir dibuat lebih kecil dari pada luas saluran turundan luas saluran masuk dibuat lebih kecil dari luas saluran pengalir, untuk menjamin mudahnya aliran logam cair masuk kecetakan.
Luas saluran turun = (1,4 – 1,5) x Luas nozel.
Luas saluran turun : luas pengalir : luas saluran masuk = 1 :(1,5 – 2) : (2 – 4).
Sumber :.Surdia dan chijiiwa ( 1986 )
2.4.5. Penambah
2.4.5.1. Istilah-Istilah Dari Penambah Dan Fungsinya
Penambah adalah memberi logam cair untuk mengimbangi penyusutan dalam pembekuan coran, sehingga penambah harus membeku lebih lambat dari pada coran, Kalau penambah terlalu besar maka persentase terpakai akan dikurangi , dan kalau penambah terlalu kecil akan terjadi rongga penyusutan. Karena itu penambah harus mempunyai ukuran yang cocok.
Penambah digolongkan menjadi dua macam yaitu ; penambah samping dan penambah atas. Penambah samping merupakan penambah yang dipasang disamping coran, dan langsung dihubungkan dengan saluran turun dan pengalir, sangat efektif dipakai untuk coran ukuran kecil dan menengah. Penambah atas merupakan penambah yang dipasang diatas coran , biasanya berbentuk silinder dan mempunyai ukuran besar.
Sumber :.Surdia dan chijiiwa ( 1986 )
2.4.5.2. Penambah Untuk Coran Baja
Baja cor mempunyai titik cair yang tinggi dan koefisien penyusutan yang besar, disamping itu pembekuannya terjadi dalam waktu yang singkat, sehingga irisan penambah untuk baja cor harus besar. Penambah dipasang diatas saluran masuk, pada tempat tertinggi dari coran pada bagian yang paling tebal. Banyaknya penambah ditentukan menurut rumus berikut.
Banyaknya Penambah =
bah jarakpenam x
an usdisediak enambahHar
ianDimanaP PanjangBag
2
Dimana pecahan dibulatkan menjadi satu. Jarak penambah ditentukan dari tebal coran seperti gambar berikut.
Sumber :.Surdia dan chijiiwa ( 1986 )
Gambar 2.14. Hubungan Tebal Coran Dan Jarak Pengisian
Perbandingan volume penambah dan volume coran didasarkan pada
T L
P+
dimana: P = panjang coran, L = lebar coran, T = tebal coran. Perbandingan
Sumber :.Surdia dan chijiiwa ( 1986 )
Gambar 2.15. Kurva Pellini
Tinggi penambah (h) ditentukan berdasarkan diameter penambah (d) sesuai dengan persamaan berikut:
H = (1,5 ± 0,2) x D untuk penambah bentuk silinder H = (2,0 ± 0,2) x jari-jari kecil untuk penambah bentuk ellips
2.5. Pasir Cetak
2.5.1. Syarat-syarat Pasir Cetak
Pasir cetak yang baik harus memenuhi syarat – syarat sebagai berikut : 1. Mempunyai sifat mampu bentuk sehingga mudah dalam pembuatan
2. Permeabilitas yang ditentukan. Udara yang ada dalam cetakan waktu penuangan harus dikeluarkan melalui rongga – rongga diantara butir – butir pasir.
3. Distribusi besar butiran pasir yang direncanakan. 4. Tahan terhadap temperatur logam yang dituang.
5. Komposisi yang cocok. Dalam pasir cetak diharapkan tidak terkandung bahan – bahan lain yang mungkin menghasilkan gas atau larut dalam logam.
6. Mampu dipakai kembali.
2.6. Pembuatan Cetakan
2.6.1. Pembuatan Cetakan Dengan Tangan
Pembuatan cetakan dengan tangan dari pasir basah dilakuka n denganurutan sebagai berikut :
1. Papan cetakan diletakkan pada lantai yang rata dengan pasir yang tersebar rata.
2. Pola dan rangka cetakan untuk drag diletakkan diatas papan cetakan. Usahakan ketebalan pasir 30 – 50 mm. letak saluran turun ditentukan lebih dahulu.
3. Pasir muka yang telah diayak ditaburkan untuk menutupi permukaan pola dalam rangka cetak. Lapisan pasir muka dibuat setebal 30 mm (Gbr.1). 4. Pasir cetak ditimbun diatasnya dan dipadatkan dengan penekanan. Setelah
5. Cetakan dibalik dan diletakkan pada papan cetakan, dan setengah pola lainnya bersama-sama cetakan untuk kup dipasang diatasnya, kemudian bahan pemisah ditaburkan dipermukaan pisah dan dipermukaan pola (Gbr.3).
6. Batang saluran turun atau pola untuk penambah dipasang, kemudian pasir muka dan pasir cetak dimasukkan didalam rangka cetakan dan dipadatkan (Gbr.4). Selanjutnya kup disahkan dari drag dan diletakkan mendatar pada papan cetakan (Gbr.5).
7. Pengalir dan saluran, dibuat dengan mempergunakan spatula. Pola untuk pengalir dan saluran, dipasang yang sebelumnya bersentuhan dengan pola utama, jadi tidak perlu dibuat dengan spatula (Gbr.6). Pola diambil dari cetakan, dengan jarak inti yang cocok pada rongga cetakandan kemudian kup dan drag ditutup (Gbr.7).
2.6.2 Bentuk standar dan ukuran coran
Ukuran coran harus ditentukan sedemikian sehingga coran mudah dibuat. Dinding yang sangat tipis membuat coran yang tidak baik, maka tebal minimum harus dipilih sesuai dengan bahannya. Pada Tabel 2.2 menunjukkan tebal minimum dari coran pasir.
Lubang berinti dari suatu coran harus diperhatikan mengenai bentuk, ukuran dan panjangnya. Untuk lubang yang sempit dan panjang, inti akan terpanaskan lanjut dan terjadi fusi, maka gas dari pasir akan membentuk rongga udara. Oleh karena itu lubang inti sebaiknya tidak terlalu panjang dan sempit.
Tabel 2.2. Ketebalan dinding minimum dari pengecoran pasir
Bahan Ukuran Coran (mm)
2.6.3 Ketelitian ukuran coran
2.6.3.1. Toleransi Ukuran dan Tebal Dinding
Ukuran coran akan menyimpang oleh karena adanya penyimpangan dari pola pada pembuatan cetakan, ketidaktelitian pada pemasangan inti dan variasi penyusutan volume dari coran dan sebagainya. Oleh karena itu ukuran coran akan mempunyai kesalahan sampai tingkat tertentu yang harus diperkenankan dengan satu pembatasan toleransi. Pada Tabel 2.3 menunjukkan toleransi ukuran untuk coran besi kelabu dan coran dengan cetakan pasir.
Tabel 2.3 Toleransi tebal dinding pengecoran pasir
Bahan Mutu
Sumber :.Surdia dan chijiiwa ( 1986 )
2.6.3.2. Toleransi Untuk Ukuran Panjang
Tabel 2.4 Toleransi ukuran pengecoran pasir
Sumber :.Surdia dan chijiiwa ( 1986 )
2.6.3.3. Lapisan Cetakan
Setelah pola ditarik dari cetakan, grafit atau bubuk mika yang dicampur air dioleskan atau disemprotkan kepermukaan cetakan, dengan tujuan :
• Mencegah fusi dan penetrasi logam.
• Mendapatkan permukaan coran yang halus.
• Membuang pasir inti dan pasir cetak dengan mudah pada waktu
pembongkaran.
• Menghindari cacat akibat pasir.
Untuk mencapai maksud diatas bahan berlapis harus mempunyai sifat-sifat sebagai berikut:
a. Sifat tahan panas untuk dapat menerima temperatur penuangan. b. Pelapis setelah kering harus kuat, tidak rusak karena logam. c. Tebal pelapis yang cukup agar mencegah penetrasi logam. d. Gas yang ditimbulkan harus sedikit.
2.7. Perlengkapan Cetakan 1. Pemberat
Dalam penuangan logam cair kedalam cetakan, kup mengalami daya apung karena logam cair. Maka diperlukan pemberat yang diletakkan diatas kup untuk mencegahnya tengakatnya kup. Pemberat dihitung menurut rumus:
Berat : W = k P A (kgf) …....…(7.108)
Dimana : P = Tekanan dinamik dari logam pada permukaan pisah (kgf/cm2) A = Luas irisan ongga cetakan.(cm2)
k = Faktor keamanan 1,5 – 2,0
P = h ……….(7.109) Dimana : = Berat jenis logam cair
h = Tinggi saluran turun diatas permukaan pisah
2.8. Peleburan Logam
2.8.1. Kontruksi Tanur Induksi Frekunsi Rendah Jenis Krus.
Gambar 2.17. Tanur Induksi Jenis Krus
2.9. Penuangan Logam 2.9.1. Ladel Penuangan
Logam cair yang dialirkan dari tanur diterima oleh ladel dan kemudian dituangakan kedalam cetakan. Ladel terdiri dari ladel jenis gayung, ladel jepitan pembawa, ladel yang dapat dimiringkan dengan tuas tangan dengan kapasitas 10 – 20 kg, ladel yang dapat dimiringkan dengan roda gigi dengan kapasitas 200 – 1000 kg. Ladel dibuat dari pelat baja dan bagian dalamnya dilapisi bahan tahan api. Bahan tahan api untuk ladel dengan kapasitas dibawah 500 kg dibuat dari pasir silika. Lempung tahan api, dan bata tahan api bekas dengan perbandingan campuran 1,2 : 1,2 : 1 ditambah air 10 – 15 %.
2.9.2. Pengerjaan Penuangan 2.9.2.1. Pengeringan Ladel
2.9.2.2. Pembuangan Terak
BAB III
PERENCANAAN POROS
Poros adalah salah satu komponen mesin yang meneruskan daya dan putaran. Pada turbin air jenis Francis daya dan putaran yang diteruskan berasal dari roda jalan (runner) yang berputar akibat pergerakan air yang mengenai runner tersebut. Putaran dari runner diteruskan oleh poros ke generator yang selanjutnya dimanfaatkan oleh generator untuk menghasilkan tenaga listrik.
Bahan, ukuran (dimensi) poros harus disesuaikan dengan daya, putaran dan pembebanan yang dialami oleh poros. Berdasarkan pertimbangan tersebut maka poros harus dapat menahan semua beban yang bekerja padanya.
3.1.Perhitungan Dimensi Poros
3.1.1 Berdasarkan Daya dan Putaran
Poros yang direncanakan digunakan pada turbin Francis tipe horizontal adalah untuk meneruskan putaran 330 rpm diharapkan mampu menghasilkan daya sebesar 710 KW. Dari data di atas dapat dihitung momen puntir yang dialami poros yaitu :
MT = 9,74 x 105 x
n Pd
………(6.7)
Dimana : Pd = Daya yang ditransmisikan poros (KW) n = Putaran (rpm)
Mt = 9,74 x 105 x 330 710
= 20,95 x 105 Kg.mm.
Dari momen puntir maka akan dapat dihitung ukuran diameter poros yaitu
dimana : σb= Kekuatan tarik bahan ( Kg / mm2 ) sf1 = faktor keamanan bahan (6,0)
sf2 = faktor keamanan untuk poros (1,3 – 3,0 ), dipilih 2.
Pada perencanaan ini bahan dipilih dari Baja cor, dengan kekutan tarik 90 Kg / mm2 dan kadar karbon 0,35 %.
• Dipilih diameter Poros tingkat I = 150 mm, dengan pertimbangan
penggunaan pasak sebagai pengunci.
• Untuk diameter tingkat II kita gunakan ketentuan dari tabel dibawah ini :
Tabel 3.1. Ukuran diameter poros
Maka dari tabel diatas dapat kita tentukan diameter tingkat II untuk poros yang akan dirancang adalah ( 150 + 20 ) mm = 170 mm
Untuk menghitung jari-jari fillet dapat kita cari dengan menggunakan persamaan:
3.1.2. Perhitungan Dimensi Poros Berdasarkan Gaya – Gaya yang Bekerja. Selain bardasarkan besarnya daya dan putaran yang ditransmisikan oleh poros, dimensi poros juga dapat dihitung berdasarkan besarnya momen lentur dan momen puntir yang dialami poros.
a. Momen Lentur
Momen lentur yang terjadi pada poros adalah akibat berat roda jalan (runner) yang dipasang pada salah satu sisi dari poros. Besarnya momen lentur yang terjadi adalah berat runner dikali dengan jaraknya terhadap tumpuan yang
terdekat.
Untuk menghitung dimensi runner, perlu dihitung beberapa bagian dari runner tersebut, antara lain :
1. Diameter sisi masuk
W = 110 kg ⁄ m3 x D1 x g
W = 110 kg ⁄ m3 x 0,82 m x 9,81 m ⁄s2 W = 884,86 N = 90,188 kg
Maka momen lentur yang terjadi adalah : ML = W x l = 884,86 x 0,5 = 442,43 Nm
b. Momen torsi
Momen torsi terjadi akibat gaya dorong yang diberikan oleh air terhadap sudu runner. Dari data diperoleh sudu air masuk 30,4 0, kecepatan air masuk 12,17 m/s, kapasitas aliran air 4,81 m3/s.
Besarnya gaya yang diberikan oleh air pada sudu runner adalah : F = x v x q
Dimana : = Massa jenis air 998,2 kg/m3 pada suhu 20 0 C v = Kecepatan air masuk = 12,17 m/s
q = Kapasitas air pada masing – masing sudu runner
= 14
81 , 4
= 0,34 m3/s
maka : F = 998,2 x 12,17 x 0,34 = 4130,35 N Besar gaya kearah horizontal adalah :
Fh = F cos 30,4 0 = 4130,35 x 0,8625 = 3562,43 N
Gaya horizontal inilah yang menimbulkan momen torsi, sedangkan gaya kearah vertikal dapat diabaikan, karena saling meniadakan dengan gaya vertikal dari sudu lain pada arah yang berlawanan.
MT = Fh x
Jadi total momen torsi yang ditimbulkan oleh air adalah : MTtot = Z x MT
= 14 x 1460,59 = 20448,26 Nm
3.1.3. Gaya Radial pada Poros.
Gaya radial yang dialami oleh poros terdiri dari berat komponen yang membebani poros (runner atau roda berjalan) dan barat poros itu sendiri.
Berat poros dapat dihitung dengan persamaan :
Wp = ⋅
Dengan menggunakan persamaan diatas maka dapat dihitung berat masing – masing tingkat poros yaitu :
W1 =
Dengan demikian dapat diketahui berat total poros adalah 2.086,58 N, dan Berat runner adalah 884,86 N.
3.2.Ukuran Poros
Dari hasil perhitungan diatas dan dari data yang didapat dari lapangan, maka diperoleh dimensi poros, bahan dan data-data lain yang diperlukan untuk tahap perancangan selanjutnya.
Data-data :
• Bahan : Baja cor dengan kadar karbon 0,35%
• Kekuatan tarik bahan = 90 kg/mm2
• Dimensi poros yang dirancang adalah sebagai berikut :
• Jari-jari fillet ( R ) : 10 mm
• Berat poros ( Wp )
- Berat poros bagian 1 ( Wp1 ) : 933,92 N - Berat poros bagian 2 ( Wp2 ) : 685,46 N - Berat poros bagian 3 ( Wp3 ) : 467,2 N
3.3. Simulasi elemen hingga permukaan poros hasil perencanaan 3.3.1. Permukaan defleksi akibat beban pada poros.
Besarnya beban yang bekerja pada poros mengakibatkan poros tersebut mengalami yang namanya defleksi. Besarnya defleksi masih dalam batas aman. Untuk lebih jelasnya ditunjuk pada gambar dibawah ini.
Dengan memasukkan nilai beban yang bekerja pada poros, menggunakan perangkat lunak komersil di dapatlah hasil nya seperti gambar dibawah ini.
PERENCANAAN CETAKAN
Dalam tulisan ini poros turbin akan dibuat dengan cara pengecoran. Cara pengecoran dipilih karena menggunakan teknologi yang lebih sederhana, jumlah produk yang dibuat sedikit, dan biaya produksi lebih murah dibanding dengan cara-cara yang lain. Pengecoran dilakukan sesuai dengan permintaan konsumen. Ukuran dan bentuk produk yang akan dibuat telah ditentukan oleh konsumen terlebih dahulu. Jadi dalam pengecoran ini yang dilakukan adalah membuat cetakan serta prosesnya.
Untuk pengecoran Poros turbin digunakan bahan baku Baja cor anti karat, dengan kekuatan tarik 90 Kg / mm2, dan coran yang mengalami cacat atau disebut baja sekrap (reject), yang mencakup sekrap dari luar dan return (sisa proses) serta serpih geram.
Dalam membuat cetakan poros turbin juga dibutuhkan pasir. Dalam hal ini pasir yang digunakan adalah pasir silika. Pasir cetak harus betul-betul bersih dari segala jenis kotoran. Ukuran butir pasir yang digunakan pada pengecoran ini bervariasi antara 0,05 – 2 mm dan pasir ini dapat dipakai barulang ulang.
4.1 Pembuatan Pola
Karena coran menyusut pada saat pembekuan dan pendinginan maka perlu dipersiapkan penambahan untuk penyusutan. Besarnya penyusutan sering tidak isotropis, sesuai dengan bahan coran, bentuk, tempat, tebal atau ukuran coran, dan kekuatan inti. Tabel berikut memberikan harga-harga angka penambahan penyusutan.
Tabel 4.1. Tambahan penyusutan yang disarankan Tambahan penyusutan Bahan
8 / 1000 Besi cor, baja cor tipis
9 / 1000 Besi cor, baja cor tipis yang banyak menyusut. 10 / 1000 Sama dengan atas dan Aluminium
12 / 1000 Paduan aluminum, bronze, baja cor ( tebal 5-7 mm ) 14 / 1000 Kuningan kekuatan tinggi, baja cor.
16 / 1000 Baja cor ( tebal lebih dari 10 mm )
20 / 1000 Coran baja yang besar
25 / 1000 Coran baja besar dan tebal Sumber: surdia dan chiijiwa ( 1986 )
Sumber: surdia dan chiijiwa ( 1986 )
Gambar 4.1 Tambahan penyelesaian mesin untuk coran baja
Maka untuk pembuatan pola perlu dipertimbangkan beberapa hal.
Langkah-langkah yang diperlukan untuk merancang pola adalah : 1. Menenentukan permukaan pisah untuk kup dan drag.
2. Menentukan letak pola, agar pola mudah dilepas dari rongga cetak. 3. Menentukan tambahan dimensi untuk mengatasi penyusutan. 4. Menentukan tambahan dimensi untuk mengatasi proses permesinan
bila diperlukan.
Dimensi dari pola yang akan digunakan dihitung sebagai berikut : Untuk poros tingkat I :
• Diameter
d1p = 150 + 1000
16
x 150 + 2 + 5 = 159,4 mm.
• Panjang
l1p = 700 + 1000
16
Untuk poros tingkat II :
• Diameter
d2p = 170 + 1000
16
x 170 +2 +5 = 179,72 mm.
• Panjang
l2p = 400 + 1000
16
x 400 + 3 + 10 = 419,4 mm.
Untuk poros tingkat III :
• Diameter
d3p = 150 + 1000
16
x 150 +2 +5 = 159,4 mm.
• Panjang
l3p = 350 + 1000
16
x 350 + 3 + 10 = 368,4 mm.
Berdasarkan perhitungan diatas maka bentuk pola dapat digambarkan sebagai berikut :
4.2 Persiapan cetakan
Setelah ukuran pola ditentukan, kemudian dibuat perencanaan cetakan. Cetakan yang direncanakan adalah cetakan kup dan drag. Ukuran –ukuran cetakan disesuaikan dengan ukuran dan bentuk cawan tuang, saluran turun, pengalir dan ketebalan pasir. Langakah-langkah yang dilakukan dalam pembuatan cetakan adalah :
1. Pengolahan pasir cetak
Sebelum pasir digunakan, pertama kali dilakukan pengayakan terhadap pasir yang akan digunakan untuk mendapatkan pasir yang bersih . Pasir yang akan digunakan dimasukkan kedalam mesin pengaduk (mixer) dan dilakukan pengadukan beberapa saat. Kemudian dilakukan penambahan water glass sebagi bahan pengikat, dimana komposisi yang diizinkan 3 – 6 % dari pasir yang akan digunakan, dalam hal ini diambil 5 %
2. Pembuatan cetakan kup dan drag
Pembuatan cetakan dilakukan dengan menggunakan rangka cetak yang terbuat dari kayu dan berbentuk bujur sangkar. Rangka cetakan ini terdiri dari kup dab drag. Pembuatan cetakan ini dilakukan dengan urutan sebagai berikut :
a. Pertama-tama pola diletakkan pada rangka drag
b. Pola ditaburi dengan powder (tambahan pemisah), dalam hal ini menggunkan tepung kanji, yang bertujuan untuk mempermudah pengangkatan pola.
d. Kemudian pola diangkat dan diletakkan pada rangka kup. Didalam kup ini diletakkan saluran turun, penambah dan cawan tuang. Pengerasan cetakan kup ini dilakukan seperti pengerasan pada drag. Kemudian diangkat.
e. Kemudian cetakan kup dan drag disatukan.
4.3. Sistem saluran
Logam cair yang dituang kedalam cetakan harus direncanakan melalui jarak yang sesingkat mungkin. Sistem saluran adalah saluran untuk menyalurkan logam cair dari saluran tuang masuk kerongga cetakan.
4.3.1. Saluran turun
Sebelum membuat saluran tuang perlu terlebih dahulu diketahui berat coran yang akan dikerjakan, karena ukuran sistem saluran ini disesuaikan dengan berat coran.
l1p = adalah panjang pola tingkat I l2p = adalah panjang pola tingkat II l3p = adalah panjang pola tingkat III
Maka berat total coran adalah : W = Wp1 + Wp2 + Wp3
Berdasarkan berat coran dan disesuaikan dengan tabel maka diperoleh : a. Diameter saluran turun adalah 40 mm
b. Tinggi saluran turun adalah 5 . d = 5 x 40 = 200 mm
v = Kecepatan rata-rata tuang dari logam (m/s)
C = koefisien aliran yaitu 0,9-1,0 untuk saluran sederhana
h = tinggi saluran turun (m)
= 0,9 2×9,81×0,2
= 1,782 m/s
Volume penuangan persatuan waktu ( Q )
Q = v x a
Dimana :
4.3.2. Cawan Tuang
Sebelum cairan logam mengalir masuk ke saluran turun, logam cair ini terlebih dahulu masuk ke cawan tuang. Cawan tuang biasanya berbentuk corong atau cawan dengan saluran turun dibawahnya. Ukuran cawan tuang tergantung pada diameter saluran turun. Berdasarkan diameter saluran turun, maka ukuran cawan tuang dapat diketahui yaitu :
1. Panjang cawan tuang = 6d + 0,5d + 2d + 1,5d
= 6(40) + 0,5(40) + 2(40) + 1,5(40) = 400 mm
2. Lebar cawan tuang = 4 x d = 4 x 40 = 160 mm 3. Kedalaman cawan tuang
• Yang terdalam = 5 x d
= 5 x 40 = 200 mm
• Yang terdangkal = 4.5 x d
= 4,5 x 40 =180 mm
Gambar 4.3. Cawan tuang dan ukurannya
4.3.3. Saluran Pengalir
Saluran pengalir menghubungkan saluran turun dengan saluran masuk. Ukuran saluran pengalir disesuaikan dengan ukuran saluran turun dengan perbandingan :
Luas saluran turun : luas pengalir 1 : 1.5 – 2 dipilih 1 : 1.5.
Dengan demikian luas pengalir adalah Ap =
5 , 1
40 4 14 , 3
5 , 1
2
x Ast
= ………..(7.13)
= 837,758 mm2
Gambar 4.4. Penampang Pengalir
Dari gambar dapat dihitung ukuran penampang pengalir yaitu :
(
) (
)
Luas saluran turun : luas saluran masuk adalah 1: 2 – 4, dipilih 1: 3 maka luas saluran masuk adalah:
Asmtotal =
jumlah saluran masuk yang direncanakan adalah tiga (3) buah. Maka luas masing – masing saluran masuk adalah:
Saluran pengalir yang direncanakanberbentuk bujur sangkar. Maka ukuran sisi
dari saluran masuk adalah: Ssm = 139,63=11,816 mm.
4.3.5. Saluran Penambah
Tebal coran yang paling besar adalah 179,72 mm (poros tingkat II), dengan menyesuaikan dengan grafik maka diperoleh jarak pengisian (JP) = 416,2 mm. Untuk poros tingkat I dan tingkat III dengan ketebalan 159,4 mm maka jarak pengisian(JP) adalah 416,2 mm. banyaknya penambah untuk masing – masing tingkat poros dapat dihitung sebagai berikut :
1. Poros tingkat I
Tidak diperlukan penambah karena panjang poros lebih kecil dari jarak pengisian. Sebelum menghitung perbandingan volume penambah dengan volume coran
maka harus terlebih dahulu dihitung faktor bentuk yaitu :
Volume penambah (Vp) = 0,67 x Volume coran
Dengan menganggap diameter saluran adalah d maka tinggi saluran penambah
= 9581083,8 mm3
Gambar 4.5. Bentuk Pemberat
4.5. Pembuatan Cetakan Pasir
Pasir cetak yang digunakan untuk bahan cetakan adalah pasir silika. Ukuran pasir yang digunakan adalah bervariasi antara 0,05 – 2 mm. banyaknya pasir yang digunakan dalam pembuatan poros turbin ini ± 30 kg. Cetakan dibuat dengan memadatkan pasir yang telah dicampur bahan perekat dan pengerasan dilakukan dengan menambah gas CO2 yang bertekanan 98,04 kPa.
Pada pembuatan poros turbin ini dibuat dengan menggunakan cetakan kup dan drag. Didalam cetakan kup terdapat pola benda kerja dan semua saluran logam cair, baik itu cawan tuang, saluran turun, pengalir, salran masuk dan penambah.
4.6. Peleburan Logam Coran
Logam coran dalam proses pengecoran ini di lebur dalam tanur listrik jenis krus frekuensi rendah. Menurut konstruksinya tanur induksi mempunyai satu krus yang dikelilingi oleh lilitan-lilitan (kumparan) yang terdiri dari pelat berlapis banyak yang berfungsi untuk memusatkan fluks magnet, sehingga arus induksi yang melalui kumparan menyebabkan timbulnya medan elektro magnetik yang merata kesegala arah.
Tanur ini hanya mempunyai satu ruangan yaitu daerah krus untuk tempat mencairkan logam dan sekaligus menjadi tempat logam yang akan dicairkan. Atau dengan kata lain logam cair dan logam yang akan dicairkan terdapat dalam ruangan yang sama. Bagian atas dari tanur ini terbuka lebar, sehingga memudahkan pengisian logam yang akan dilebur.
Proses peleburan dimulai dengan memasukkan sekrap baja. Setelah sekrap baja mencair, kemudian dimasukkan potongan-potongan baja. Setelah seluruh potongan baja ini mencair secara homogen diperiksa komposisinya, bila komposisi dari logam cair telah sesuai dengan yang diharapkan dan temperaturnya telah mencapai temperatur yang diharapkan (1630 – 1650 0 C) maka logam cair telah dapat dituang.
4.7. Unsur Paduan Dalam Material
4.7.1. Pengaruh Unsur Paduan Terhadap Sifat Material yang Digunakan 1. Karbon (C)
menurunkan keliatan dan meningkatkan sifat kehantaran (konduktivitas), mampu tempa, dan mampu las.
2. Silikon (Si)
Kadar silikon dalam baja turur menentukan banyaknya karbon yang terlarut (terikat ) dalam besi dan berapa banyak yang berbentuk grafit (kabon bebas) setelah mencapai kesetimbangan. Pengaruh silikon terhadap sifat mekanik adalah kenaikan silikon akan menaikkan kekuatan tarik, meningkatkan kekerasan, mengurangi elongasi, dan menurunkan kekutan impak.
3. Sulfur (S)
Sulfur merupakan unsur yang tidak dikehendaki dalam baja paduan, tetapi unsur ini sangat sulit untuk dihilangkan, oleh karena itu selama proses peleburan selalau diusahakan untuk mengikat sukfur tersebut. Sulfur menurunksn sifat mekanis baja terutama keliatan, mampu las, dan tahan karat. Sulfur juga menimbulkan perubahan struktur kristal sehingga titk cair dari baja meningkat, juga menyebabkan baja menjadi getas.
4. Posfor (P)
Posfor biasanya terdapat dalam baja. Dalamjumlah yang kecil akan menyebar dalam larutan padat, tetapi dalam jumlah yang besar akan membentuk steadite (Fe3P). Posfor mengurangi kelarutan karbon dan memperbanyak sementit, akibatnya baja akan menjadim keras dan rapuh.
5. Nikel (Ni)
yang baik untuk heatment (laku panas), kekerasan tinggi dan liat pada temperatur tinggi.
6. Molibdenum (Mo)
Penambahan unsur ini biasanya dipadukan dengan Cr dan Ni. Penambahan unsur ini meningkatkan sifat yang baik untuk proses laku panas, kekerasan tinggi dan liat pada temperatur tinggi.
4.7.2. Komposisi Logam
Bahan baku untuk logam cair yang digunakan dalam proses pengecoran poros ini adalah sekrap baja tambahan dengan potongan-potongan baja. Setelah seluruh baja dan potongan-potongan baja ini mencair, komposisi dari logam cair diukur dengan menggunakan Spectrometer. Komposisi logam cair dalam tanur harus diketahui sebelum dilakukan penuangan, sehingga dapat diketahui apakah komposisi logam cair sudah sesuai dengan yang diinginkan. Komposisi logam cair dalam tanur dan yang diinginkan diberikan pada tabel berikut :
Tabel 4.2. Komposisi bahan poros
Unsur Paduan % pada tanur % yang diinginkan Penambahan
Karbon (C) 0,2 0,4 0,2
Silikon (Si) 0,4 0,65 0,25
Nikel (Ni) 1 1,5 0,5
Mangan (Mn) 1 1,4 0,4
Krom (Cr) 0,74 1 0,26
Sulfur (S) 0,03 0,03 _
Posfor (P) 0,03 0,03 _
Sumber:PT.Baja pertiwi
Sisa dari komposisi adalah besi (Fe)
Untuk mencapai persentase paduan sesuai dengan yang diinginkan, maka perlu ditambahkan unsur paduan berupa senyawa besi dengan unsur paduan yang akan ditambahkan dengan jumlah unsur yang diperlukan dalam senyawa itu diketahui sehingga dapat dihitung berapa banyak senyawa besi yang akan ditambahkan supaya diperoleh persentase yang diinginkan.
4.7.3. Penambahan Beberapa Unsur Paduan
Penambahan penambahan unsur paduan dihitung dengan persamaan:
Massa Paduan = xMassa am
Unsur karbon diperoleh dengan memasukkan arang kemiri yang mengandung kadar karbon 60 % (massa).
• Kadar Karbon yang diinginkan 0,4 %
• Kadar kabon dalam tanur 0,2 %
• Kandungan karbon dalam arang kemiri 60 %
• Arang kemiri yang dibutuhkan :
Unsur silikon diperoleh dengan menambahkan Fe-Si dengan kadar
Unsur Mn ditambahkan dengan jalan menambahkan FeMn dengan kadar Mn 76 %.
Unsur krom diperoleh dengan menambahkan FeCr yang mengandung Krom
4.9. Penyelesaian Hasil Cetakan
Setelah seluruhnya logam cair yangb terdapat dalam rongga cetakan membeku maka cetakan dapat dibongkar, kemudian hasil coran drdinginkan dalam ruangan terbuka. Logam hasil coran yang telah dingin kemudian dikerjakan dengan mesin untuk memperoleh ukuran sesuai dengan yang telah direncanakan.
BAB V
ANIMASI PENUANGAN LOGAM
Dimensi didapat berdasarkan daya dan putaran. Setelah didapat, kemudian cetakan dirancang berdasarkan dimensi tersebut. Setelah semua selesai masuklah ke tahap selanjutnya, yaitu proses penuangan. Pada proses penuangan inilah akan dibuat simulasinya. Simulasi penuangan logam ini dibuat dengan menggunakan perangkat lunak komersil dan tidak memperhitungkan parameter-parameter seperti kecepatan aliran, tinggi saluran turun, luas saluran pengalir dll. Dibawah ini akan diperlihatkan gambar-gambarnya.
Gambar 5.2 Logam cair mengalir
BAB VI
KESIMPULAN DAN SARAN
6.1. Kesimpulan
Dari pembahasan dan perhitungan dari bab-bab sebelumnya dapat diambil kesimpulan antara lain :
1. Bahan yang digunakan untuk pengecoran poros adalah Baja cor dengan kadar karbon 0.35 % dengan kekuatan tarik 90 Kg / mm2, yang dikeraskan dengan pengerasan kulit.
2. Diameter poros :
• Diameter poros tingkat I 150 mm.
• Panjang poros tingkat I 700 mm
• Diameter tingkat II 170 mm.
• Panjang poros tingkat II 400 mm
• Diameter tingkat III 150 mm.
• Panjang poros tingkat III 350 mm
3. Bahan pola yang digunakan adalah kayu jelutung, oleh karena kayu ini mudah dibentuk. Sedangkan pola yang digunakan adalah pola pejal dengan jenisnya pola setengah. Tambahan penyusutan yang diambil sesuai dengan bahan baku yaitu baja cor sebesar 1,6% dengan tambahan pemesinan sebesar 5 mm.
• Berat coran = 252,9 kg
• Temperatur liquid = 15800 C
• Temperatur tanur = 17000 C
• Temperatur tuang = 16500 C
• Waktu tuang = 12,18 detik
• Ukuran cawan tuang
Panjang = 400 mm
Lebar = 160 mm
Kedalaman yang terdalam = 200 mm Kedalaman yang terdangkal = 180 mm
• Ukuran saluran turun
Diameter = 40 mm
Tinggi = 200 mm
• Saluran pengalir
Jumlah = 1 buah
Luas = 837,758 mm2
• Saluran masuk
Jumlah = 3 buah
Luas = 139,63 mm2
• Penambah
Jumlah = 2 buah
Diameter = 420,7 mm
Tinggi = 715,19 mm Tinggi = 712,81 mm
4. Dimensi pola :
• Diameter poros tingkat I 159,4 mm.
• Panjang poros tingkat I 724,2 mm
• Diameter tingkat II 179,72 mm.
• Panjang poros tingkat II 419,4 mm
• Diameter tingkat III 159,4 mm.
• Panjang poros tingkat III 368,4 mm
8. Berat pemberat adalah 735,96 kg
9. Tanur yang digunakan untuk melebur baja adalah tanur induksi jenis krus dengan kapasitas dapur 1,5 ton yang mampu mencairkan logam hingga suhu 1550 0 C.
11. Proses penuangan logam cair dilakukan pada suhu 1630 – 16500 C, dimana kecepatan penuangan sebesar 1,782 m/detik dan waktu penuangan selama 12,18 detik.
6.2. Saran
DAFTAR PUSTAKA
1. Avner H. Sidney, 1974, Introduction To Physical Metallurgy, Second Edition, Mc. Graw – Hill, USA.
2. Hari Amanto, Daryanto, 1999, Ilmu Bahan, PT. Erlangga, Jakarta.
3. J. Gerin Sylvia, 1972, Cast Metals Technology, Addison – Wesley Company Inc, USA.
4. Joseph E. Shigley, Larry D. Mitchell, 1983, Perencanaan Teknik Mesin, Jilid I, Edisi Keempat, PT. Erlangga, Jakarta.
5. R.L. Agarwal, T.R Banga, Tahil Manghnani, !987, Foundry Engineering, Fourth Edition, Khanna Publishers, New Delhi.
6. Sularso, Kiyokatsu Suga, 1994, Dasar – Dasar Perencanaan dan Pemilihan Elemen Mesin, Cetakan Kedelapan, PT. Pradya Paramita, Jakarta.
7. Tata Surdia, Chijiwa Kenji, 1996, Teknik Pengecoran Logam, Cetakan Ketujuh, PT. Pradya Paramita, Jakarta.