STUDI PENERAPAN METODE EVOLUTIONARY OPERATION (EVOP) DALAM UPAYA PERBAIKAN PROSES SECARA KONTINU
DI PKS PT. MULTIMAS NABATI ASAHAN
T U G A S S A R J A N A
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
oleh
H e l i s t o n S i n u r a t NIM. 050403095
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
STUDI PENERAPAN METODE EVOLUTIONARY OPERATION (EVOP) DALAM UPAYA PERBAIKAN PROSES SECARA KONTINU
DI PKS PT. MULTIMAS NABATI ASAHAN
T U G A S S A R J A N A
Diajukan Untuk Memenuhi Sebagian dari Syarat-syarat Penulisan Tugas Sarjana
oleh
H e l i s t o n S i n u r a t NIM. 050403095
Disetujui Oleh
Dosen Pembimbing I, Dosen Pembimbing II,
(Ir. Tanib S Tjolia, M. Eng) (Ir. Ukurta Tarigan, MT)
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat Tuhan Yang Maha Kuasa, yang telah memberikan rahmat dan karunia-Nya, sehingga penulis dapat menyelesaikan laporan Tugas Sarjana ini.
Tugas Sarjana merupakan salah satu syarat akademis yang harus dipenuhi untuk menyelesaikan studi di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara. Penulis melakukan penelitian di PT. Multimas Nabati Asahan, dengan judul penelitian “Studi Penerapan Metode Evolutionary
Operation (EVOP) dalam Upaya Perbaikan Proses Secara Kontinu di PKS PT.
Multimas Nabati Asahan ”.
Penulis menyadari masih banyak kekurangan dalam penulisan laporan ini, karena pengetahuan dan pengalaman penulis yang masih terbatas. Oleh karena itu, penulis mengharapkan kritik dan saran yang bersifat membangun untuk menyempurnakan laporan ini.
Akhir kata, penulis mengharapkan agar laporan Tugas Sarjana ini dapat memberikan manfaat baik bagi kita semua.
UNIVERSITAS SUMATERA UTARA, MEDAN PENULIS
UCAPAN TERIMAKASIH
Dalam penulisan Tugas Akhir ini penulis telah mendapatkan bimbingan dan bantuan dari berbagai pihak, baik berupa materil, spiritual, informasi maupun administrasi. Oleh karena itu sudah selayaknya penulis mengucapkan terima kasih kepada:
1. Orang Tua penulis (L. Manik) dan saudara-saudara penulis (Erisda br. Sinurat, Herita Juliana br. Sinurat, Evarida br. Sinurat, Udurma Rotua br. Sinurat, Imelda Rosari br. Sinurat) yang telah mendukung penulis dalam doa, dana dan semangat.
2. Ibu Ir. Khawarita Siregar, MT dan Bapak Ir. Ukurta Tarigan, MT selaku Ketua dan Sekertaris Departemen Teknik Industri Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas Sarjana ini dan dukungan serta perhatian yang diberikan kepada penulis.
3. Bapak Ir. Tanib S Tjolia, M. Eng selaku Dosen Pembimbing I dan Bapak Ir. Ukurta Tarigan, MT selaku Dosen Pembimbing II atas waktu, bimbingan, pengarahan, dan masukan yang diberikan kepada penulis selama penyelesaian Tugas Sarjana ini.
5. Bapak Aulia Ishak, ST, MT dan Bapak Ir. Sugih Arto Pujangkoro, MM selaku koordinator Tugas Akhir atas waktu, pengarahan dan masukan dalam penentuan bidang keilmuan dari usulan judul Tugas Sarjana.
6. Bapak Ir. A Jabbar M Rambe, M. Eng selaku dosen wali penulis, yang telah memberikan arahan dan bimbingan selama penulis mengikuti perkuliahan. 7. Pak Darma Syaputra selaku mentor lapangan selama melakukan penelitian di
PKS PT. Multimas Nabati Asahan.
8. Pak M. Sigalingging selaku Head Dept. PKS PT. Multimas Nabati Asahan, yang telah mengizinkan penulis melakukan penelitian.
9. Deasy Natalia Simarmata, ST selaku teman terdekat penulis yang senantiasa menemani, memberikan semangat, masukan selama penulisan laporan Tugas Sarjana ini.
10.Segenap staff pegawai Departemen Teknik Industri atas bantuan selama pengurusan kelengkapan administrasi dalam melaksanakan Tugas Sarjana ini. 11.Yogi M Siahaan selaku rekan diskusi dan berbagi informasi selama
- DAFTAR ISI -
BAB HALAMAN
HALAMAN JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... vi
DAFTAR TABEL . ... xi
DAFTAR GAMBAR . ... xvii
DAFTAR LAMPIRAN ... xxi
ABSTRAK ... xxii
I. PENDAHULUAN ... I-1 1.1. Latar Belakang ... I-1 1.2. Perumusan Masalah ... I-4 1.3. Tujuan dan Manfaat Penelitian ... I-4 1.4. Batasan dan Asumsi Penelitian ... I-5 1.5. Sistematika Penulisan Laporan ... I-6
- DAFTAR ISI (lanjutan) -
BAB HALAMAN
2.3. Organisasi dan Manajemen... II-3 2.3.1. Struktur Organisasi ... II-3 2.3.2. Jumlah Tenaga Kerja dan Jam Kerja ... II-4 2.3.3. Sistem Pengupahan dan Fasilitas Lainnya ... II-6 2.4. Standar Mutu Produk dan Bahan Baku ... II-7 2.5. Proses Produksi ... II-9 2.5.1. Penerimaan Buah ... II-9 2.5.2. Perebusan (Sterilizing) ... II-10 2.5.3. Pembantingan (Threshing) ... II-12 2.5.4. Pelumatan (Digesting) dan
- DAFTAR ISI (lanjutan) -
BAB HALAMAN
III. KERANGKA TEORITIS DAN
KERANGKA KONSEPTUAL ... III-1 3.1. Kerangka Teoritis ... III-1 3.1.1. Defenisi Efisiensi dan Kualitas ... III-1 3.1.2. Defenisi Proses dan Manajemen Proses ... III-4 3.1.3. Defenisi Variasi di dalam Proses ... III-7 3.1.4. Perbaikan Proses ... III-8 3.1.5. Desain Eksperimen dalam Konteks
Perbaikan Proses ... III-14 3.1.6. Evolutionary Operation (EVOP) ... III-16 3.1.7. Tinjauan Penelitian Terdahulu ... III-33 3.2. Kerangka Konseptual ... III-35
IV. METODOLOGI PENELITIAN
- DAFTAR ISI (lanjutan) -
BAB HALAMAN
4.5.2. Metode Pengumpulan Data ... IV-8 4.5.3. Metode Analisa Data ... IV-11
V. PENGUMPULAN DAN PENGOLAHAN DATA ... V-1 5.1. Pengumpulan Data Kondisi Awal ... V-1 5.2. Pengolahan Data Kondisi Awal ... V-9 5.2.1. Perhitungan Korelasi, Mean, Dispersi,
dan Kovarians ... V-9 5.2.2. Pengujian Multinormal ... V-13 5.2.3. Perbandingan Output Berdasarkan
- DAFTAR ISI (lanjutan) -
BAB HALAMAN
VI. ANALISIS DAN PEMBAHASAN HASIL ... VI-1 6.1. Analisis Hasil ... VI-1
6.1.1. Analisis Losses Akibat Kondisi
Operasi Saat Ini ... VI-1 6.1.2. Analisis Stabilitas Proses ... VI-3 6.1.3. Analisis Kapabilitas Proses ... VI-7 6.1.4. Analisis Penerapan EVOP ... VI-9 6.2. Pembahasan Hasil ... VI-21
VII. KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-3
- DAFTAR TABEL -
TABEL HALAMAN
1.1. Rekapitulasi Oil loss di Fiber s/d Oktober 2010 ... I-2 2.1. Jumlah Tenaga Kerja PKS PT. Multimas Nabati Asahan ... II-6 2.2. Derajat Kematangan Tandan Buah Sawit ... II-10 3.1. Klasifikasi Proses Berdasarkan Pengendalian
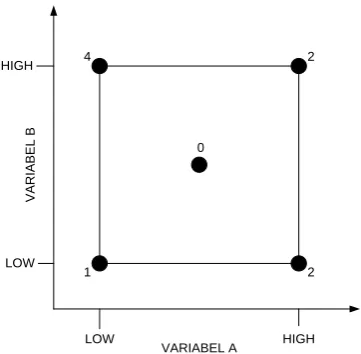
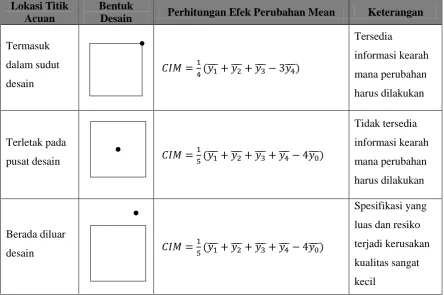
dan Kapabilitas ... III-11 3.2. Perhitungan Efek Perubahan Mean ... III-22 3.3. Contoh Perhitungan Rata-Rata ... III-23 3.4. Nilai dari fk,n
3.5. Analisis Efek ... III-31 ... III-26
3.6. Tinjauan Penelitian Terdahulu ... III-34 4.1. Kombinasi Level untuk Desain EVOP Fase 1 ... IV-5 4.2. Jumlah Siklus yang Dibutuhkan untuk Mendeteksi
(dengan Probabilitas 1-β, Menggunakan α – Level Test) Efek Utama yang Meningkatkan Standar Deviasi Proses
dari σ ke kσ pada Dua Faktor dan Tiga Faktor ... IV-6
4.3. Desain Pelaksanaan Percobaan Fase 1 ... IV-7 4.4. Pengumpulan Data Kondisi Awal ... IV-8 5.1. Parameter Produksi Crude Palm Oil (CPO) dan
- DAFTAR TABEL (lanjutan) -
TABEL HALAMAN
5.3. Data Operasional dan Losses Periode April 2010 ... V-4 5.4. Data Operasional dan Losses Periode Mei 2010 ... V-5 5.5. Data Operasional dan Losses Periode Agustus 2010 ... V-6 5.6. Data Operasional dan Losses Periode Oktober 2010 ... V-7 5.7. Data Spesifikasi Mesin Screw Press ... V-8 5.8. Koefisien Korelasi OLWB di Fiber dan Broken Nut ... V-10 5.9. Statistik Deskriptif dari Subset Data ... V-13 5.10. Worksheet Perhitungan Di2 dan qi
Subset Data Mesin 2 ... V-16
5.11. Worksheet Perhitungan Di2 dan qi
Subset Data Mesin 3 ... V-20
5.12. Worksheet Perhitungan Di2 dan qi
Subset Data Mesin 5 ... V-24
5.13. Worksheet Perhitungan Di4
5.14. Worksheet Perhitungan Statistik z ... V-36 ... V-31
5.15. Analisis Varians Multivariat Satu Arah ... V-38 5.16. Statistik Deskriptif dari Subset Data
Periode Maret s/d Mei 2010 ... V-40 5.17. Worksheet Perhitungan Kovarians
- DAFTAR TABEL (lanjutan) -
TABEL HALAMAN
5.18. Ringkasan Pengontrolan Mean dan Variabilitas Proses untuk Subset Data Mesin 2
Periode Maret s/d Mei 2010 ... V-46 5.19. Ringkasan Pengontrolan Mean dan Variabilitas
Proses untuk Subset Data Mesin 3
Periode Maret s/d Mei 2010 ... V-49 5.20. Data Percobaan Fase 1 ... V-60 5.21. Data Percobaan Fase 2 ... V-61 5.22. Data Respon Desain EVOP Fase 1 ... V-63
5.23. Worksheet Perhitungan Xl Desain EVOP Fase 1 ... V-63 5.24. Worksheet Perhitungan Xk Desain EVOP Fase 1 ... V-64 5.25. Worksheet Perhitungan Xlk Desain EVOP Fase 1 ... V-66 5.26. Analisa Varians Multivariat Dua Arah dari
Data Respon Desain EVOP Fase 1 ... V-69 5.27. Worksheet Perhitungan Rata-Rata Respon 1; Fase 1 ... V-73 5.28. Worksheet Perhitungan Rata-Rata Respon 2; Fase 1 ... V-74 5.29. Hasil Perhitungan Efek Desain EVOP Fase 1 ... V-75 5.30. Worksheet Perhitungan Standar Deviasi
- DAFTAR TABEL (lanjutan) -
TABEL HALAMAN
5.31. Hasil Perhitungan Batas Error 2 Sigma
Desain EVOP Fase 1 ... V-77 5.32. Worksheet EVOP Fase 1; Siklus 1 dari
Set Data Respon 1 ... V-78 5.33. Worksheet EVOP Fase 1; Siklus 1 dari
Set Data Respon 2 ... V-78 5.34. Worksheet EVOP Fase 1; Siklus 2 dari
Set Data Respon 1 ... V-79 5.35. Worksheet EVOP Fase 1; Siklus 2 dari
Set Data Respon 2 ... V-79 5.36. Data Respon Desain EVOP Fase 2 ... V-80
5.37. Worksheet Perhitungan Xl Desain EVOP Fase 2 ... V-81 5.38. Worksheet Perhitungan Xk Desain EVOP Fase 2 ... V-82 5.39. Worksheet Perhitungan Xlk Desain EVOP Fase 2 ... V-83 5.40. Analisa Varians Multivariat Dua Arah dari
- DAFTAR TABEL (lanjutan) -
TABEL HALAMAN
5.44. Worksheet Perhitungan Standar Deviasi
Desain EVOP Fase 2 ... V-92 5.45. Hasil Perhitungan Batas Error 2 Sigma
Desain EVOP Fase 2 ... V-92 5.46. Worksheet EVOP Fase 2; Siklus 1 dari
Set Data Respon 1 ... V-93 5.47. Worksheet EVOP Fase 2; Siklus 1 dari
Set Data Respon 2 ... V-93 5.48. Worksheet EVOP Fase 2; Siklus 2 dari
Set Data Respon 1 ... V-94 5.49. Worksheet EVOP Fase 2; Siklus 2 dari
Set Data Respon 2 ... V-94 6.1. Observasi yang Terdeteksi Sebagai Sinyal
Out of Control ... VI-4 6.2. Identifikasi Penyebab Proses Pengepresan
Tidak Stabil ... VI-5 6.3. Ringkasan Hasil Uji Kesamaan Mean
- DAFTAR TABEL (lanjutan) -
TABEL HALAMAN
- DAFTAR GAMBAR -
GAMBAR HALAMAN
2.1. Struktur Organisasi PKS PT. Multimas Nabati Asahan ... II-5 2.2. Grafik Sistem Perebusan Tiga Puncak ... II-11 2.3. Sistem Penanganan Limbah PKS
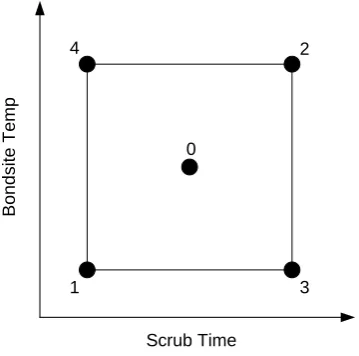
PT. Multimas Nabati Asahan ... II-44 3.1. Perbaikan Proses Menggunakan Teknik Statistika ... III-15 3.2. Pola Evolutionary Operation untuk Dua Variabel ... III-18 3.3. Suatu Rencana EVOP ... III-19 3.4. Pengaturan Kondisi Terbaik Saat Ini ... III-20 3.5. Layout dan Respon untuk 3 Siklus dari 1 Fase ... III-23 3.6. Sistem Umpan Balik EVOP ... III-28 3.7. Papan Informasi EVOP ... III-30 3.8. Kerangka Konseptual Penelitian ... III-37 4.1. Hubungan Anatar Variabel ... IV-2 4.2. Desain EVOP untuk Fase 1 ... IV-6 4.3. Penerapan Desain EVOP Fase 1 di Stasiun
- DAFTAR GAMBAR (lanjutan) -
GAMBAR HALAMAN
5.3. Scatter Diagram Subset Data Mesin 5 ... V-11 5.4. Q-Q Plot Subset Data Mesin 2 ... V-29 5.5. Q-Q Plot Subset Data Mesin 3 ... V-29 5.6. Q-Q Plot Subset Data Mesin 5 ... V-30 5.7. Peta Kontrol Hotelling T2
Subset Data Mesin 2) ... V-45 (Kontrol 1
5.8. Peta Kontrol M (Kontrol 1 Subset Data Mesin 2) ... V-45 5.9. Peta Kontrol Hotelling T2
Subset Data Mesin 2) ... V-46 (Kontrol 3
5.10. Peta Kontrol M (Kontrol 3 Subset Data Mesin 2) ... V-47 5.11. Peta Kontrol Hotelling T2
Subset Data Mesin 3) ... V-48 (Kontrol 1
5.12. Peta Kontrol M (Kontrol 1 Subset Data Mesin 3) ... V-48 5.13. Peta Kontrol Hotelling T2
Subset Data Mesin 3) ... V-49 (Kontrol 3
5.14. Peta Kontrol Hotelling T2
Subset Data Mesin 5) ... V-50 (Kontrol 1
5.15. Peta Kontrol M (Kontrol 1 Subset Data Mesin 2) ... V-50 5.16. Peta Kontrol Hotelling T2
- DAFTAR GAMBAR (lanjutan) -
GAMBAR HALAMAN
5.17. Peta Kontrol M (Kontrol 2 Subset Data Mesin 5) ... V-51 5.18. Peta Kontrol Hotelling T2
(Subset Data Mesin 2) ... V-53 Tahap 2
5.19. Peta Kontrol M Tahap 2 (Subset Data Mesin 2) ... V-53 5.20. Peta Kontrol Hotelling T2
(Subset Data Mesin 3) ... V-54 Tahap 2
5.21. Peta Kontrol M Tahap 2 (Subset Data Mesin 3) ... V-55 5.22. Peta Kontrol Hotelling T2
(Subset Data Mesin 5) ... V-56 Tahap 2
5.23. Peta Kontrol M Tahap 2 (Subset Data Mesin 5) ... V-57 5.24. Desain EVOP Fase 1 ... V-60 5.25. Desain EVOP Fase 2 ... V-61 6.1. Keterkaitan Analisis yang Dilakukan ... VI-1 6.2. Diagram Sebab Akibat Proses Pengepresan
Tidak Stabil ... VI-6 6.3. Desain EVOP Fase 1 dan Fase 2 ... VI-9 6.4. Interaksi antar Faktor Tekanan Konus dan Kecepatan
Screw Terhadap OLWB di Fiber pada Desain EVOP Fase 1 ... VI-14
6.5. Interaksi antar Faktor Tekanan Konus dan Kecepatan
6.6. Interaksi antar Faktor Tekanan Konus dan Kecepatan
Screw Terhadap OLWB di Fiber pada Desain EVOP Fase 2 ... VI-15
6.7. Pengaruh Faktor Tekanan Konus Terhadap OLWB di Fiber
pada Desain EVOP Fase 2 ... VI-16 6.8. Pengaruh Faktor Kecepatan Screw Terhadap OLWB di Fiber
pada Desain EVOP Fase 2 ... VI-17 6.9. Plot Permukaan dari Respon OLWB di Fiber ... VI-18 6.10. Plot Permukaan dari Respon Broken Nut ... VI-19 6.11. Penentuan Alokasi Titik Acuan ... VI-22 6.12. Perakitan Worm Screw, Press Cage,
- DAFTAR LAMPIRAN -
Lampiran 1. Critical values of the pearson product moment correlation coefficient
Lampiran 2. Small sample empirical critical values for multivariate kurtosis: lower value and upper value
Lampiran 3. Percentage points of the beta distribution Lampiran 4. Percentage points of the chi-square distribution Lampiran 5. Percentage points of the F distribution
Lampiran 6. Values of fk,n
Lampiran 7. Hasil pengujian MANOVA untuk set data kondisi awal Lampiran 8. Desain dan dimensi motor induksi
Lampiran 9. Daftar Puli dan Sabuk-V
Lampiran 10. Rekapitulasi Hasil Pengujian Sampel Press Cake Selama Periode Percobaan
ABSTRAK
Dalam upaya meningkatkan profitabilitas, perusahaan sering dihadapkan pada situasi dimana tindakan meningkatkan efisiensi justru berakibat pada pemborosan. Hal ini terjadi bilamana efisiensi dipandang bukan secara total atau menyeluruh melainkan bagian perbagian. Salah satu cara untuk meningkatkan efisiensi adalah menurunkan tingkat kerusakan produk untuk menambah output per satuan input.
PKS PT. Multimas Nabati Asahan merupakan perusahaan yang bergerak dibidang pengolahan kelapa sawit menjadi crude palm oil (CPO) dan palm kernel (PK). Perusahaan saat ini sedang mengalami permasalahan dimana upaya meningkatkan kualitas PK melalui perubahan kondisi operasi mesin screw press seperti menaikkan kecepatan screw di unit proses pengepresan justru berakibat pada menurunnya efisiensi ekstraksi CPO dan life span dari komponen worm
screw.
Berdasarkan situasi diatas, maka akan dilakukan suatu kajian untuk menyelidiki efektivitas dari kebijakan tersebut serta mengembangkan suatu rancangan perbaikan proses melalui penerapan evolutionary operation (EVOP). Di dalam bidang desain eksperimen, EVOP telah dikenal secara luas sebagai suatu teknik yang telah dikembangkan hingga dapat diaplikasikan secara langsung di lantai produksi tanpa harus menambah jumlah produk yang berada dibawah spesifikasi teknis. Penelitian ini, diawali dengan mengidentifikasi variabel proses yang berpengaruh lalu menganalisis sumber variasi proses, melakukan studi kapabilitas proses hingga menemukan kondisi optimum operasi.
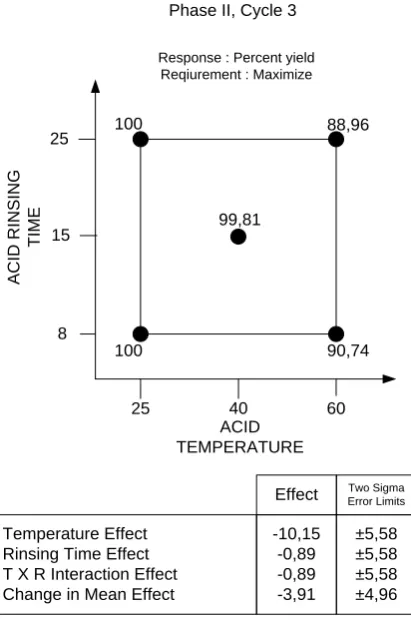
Dari analisis dan pembahasan yang telah dilakukan maka diperoleh beberapa hasil yakni karakteristik losses seperti oil loss di fiber dan broken nut diketahui memiliki hubungan negatif kuat sebesar 0,894; menaikkan level kecepatan screw akan meningkatkan wear rate pada worm screw; kondisi operasi di mesin screw press 2, 3, dan 5 hanya berpengaruh signifikan terhadap oil loss di fiber; kesalahan teknisi dan ketidakstabilan variasi kualitas massa digesting berpotensi mengakibatkan proses pengepresan menjadi tidak stabil; indeks kapabilitas proses pengepresan periode Agustus dan Oktober sebesar 1,2898; kecepatan screw merupakan faktor yang paling mempengaruhi terjadinya oil loss di fiber; penerapan EVOP yang telah dilakukan selama dua fase dan dua siklus dengan menggunakan desain 22 faktorial yang melibatkan faktor seperti tekanan konus dan kecepatan screw, belumlah memperlihatkan daerah yang menunjukkan optimisasi terhadap respon OLWB di fiber dan broken nut. Sehingga perlu untuk melakukan studi penerapan EVOP kembali di unit proses pengepresan.
Kata Kunci: Process Improvement, Design of Experiment (DOE), Evolutionary Operation
BAB I
PENDAHULUAN
1.1. Latar Belakang
Pabrik Kelapa Sawit (PKS) PT. Multimas Nabati Asahan merupakan salah satu unit pabrik yang dimiliki oleh PT. Multimas Nabati Asahan. Unit pabrik ini bergerak di bidang pengolahan kelapa sawit yang bertujuan untuk memperoleh minyak sawit kasar (Crude Palm Oil) dan inti sawit (Palm Kernel) yang akan diolah selanjutnya oleh Dept. Refinery dan Dept. Palm Kernel Plant dalam memenuhi kebutuhan konsumen. Bahan baku yang digunakan adalah buah kelapa sawit yang termasuk dalam varietas dura dan tenera yang berasal dari perkebunan rakyat. Tahapan pengolahan kelapa sawit yang diterapkan adalah perebusan, pembantingan, pelumatan dan pengepresan, pemurnian minyak dan pengolahan biji.
laporan produksi bulanan sampai dengan Oktober 2010 yang menunjukkan bahwa masih belum tercapainya target losses yang telah ditetapkan tersebut dengan dibuktikan oleh oil loss di fiber yang terjadi pada Maret, April, Mei, Agustus, dan Oktober masih sebesar 0,52 % (lihat Tabel 1.1).
Tabel 1.1. Rekapitulasi Oil loss di Fiber s/d Oktober 2010
Month
Banyak permasalahan yang menjadi penyebab fenomena diatas, salah satunya adalah kebijakan yang diambil dalam meningkatkan kualitas inti sawit khususnya karakteristik broken kernel dengan melakukan penurunan kategori
broken nut yang terjadi di stasiun digester/screw press. Langkah operasional yang
dan profitability perusahaan. Adanya dugaan kurang efektifnya kebijakan tersebut membuat perlunya dilakukan suatu kajian dalam mengetahui sumber variasi yang terjadi hingga kaitannya dengan kapabilitas proses, dan pengaruh perubahan kondisi operasi terhadap oil loss di fiber dan broken nut. Sehingga didapatkan kondisi operasi yang optimum dengan tetap mengingat batasan pembebanan yang diizinkan pada mesin. Dan juga kondisi ini haruslah bisa mendukung perbaikan proses secara kontinu.
Banyak metode yang dapat digunakan dalam menentukan kondisi optimum operasi melalui perubahan level terhadap variabel proses yang berpengaruh dengan tidak menambah jumlah produk yang berada diluar spesifikasi teknis. Salah satunya adalah evolutionary operation (EVOP). Ada dua isu penting yang melatarbelakangi penelitian ini untuk menggunakan metode EVOP. Pertama, adanya pendapat bahwa proses harus berjalan tidak hanya untuk menghasilkan produk, tetapi juga informasi bagaimana produk itu dapat diperbaiki kualitasnya (George E P Box; 1969). Metode ini didasarkan pada filosofi dasar itu sehingga perbaikan proses secara kontinu dapat dilakukan. Kedua, EVOP cukup sederhana tetapi sangat baik dan telah dikembangkan sehingga dapat diaplikasikan secara langsung di lantai produksi dan dapat dilaksanakan oleh karyawan operasional sendiri.
1.2. Perumusan Masalah
Berdasarkan uraian latar belakang di atas, maka akan dirumuskan masalah yang akan dipecahkan melalui penelitian ini adalah.
1. Apakah perlu melakukan perubahan kondisi operasi untuk meningkatkan efisiensi proses ?
2. Apakah perubahan kondisi operasi memberikan pengaruh signifikan terhadap
losses yang terjadi?
3. Bagaimana menentukan kondisi operasi yang optimum guna mendukung perbaikan proses secara kontinu ?
1.3. Tujuan dan Manfaat Penelitian
Tujuan umum dilakukannya penelitian ini adalah membuat suatu rancangan perbaikan proses secara kontinu. Tujuan khusus penelitian ini adalah sebagai berikut :
1. Menentukan model perbaikan proses secara kontinu yang dapat diaplikasikan di unit pengepresan.
2. Menentukan variabel proses yang paling berpengaruh terhadap losses yang terjadi.
3. Memperoleh kondisi optimum operasi.
referensi bagi perusahaan dalam meningkatkan produktivitas dan keunggulan kompetitifnya secara berkelanjutan untuk menghadapi persaingan industri saat ini.
1.4. Batasan dan Asumsi Penelitian
Penelitian ini dilakukan dengan batasan-batasan tertentu, agar tidak menyimpang dari tujuan yang ingin dicapai. Batasan-batasan yang digunakan pada penelitian ini adalah:
1. Percobaan hanya dilakukan pada saat proses produksi berlangsung.
2. Metode pengambilan dan pengujian sampel adalah metode yang digunakan perusahaan.
3. Perubahan kondisi operasi hanya dilakukan pada mesin screw press yang dinyatakan terkendali secara statistik (stabil).
4. Pengambilan dan pengujian sampel press cake dilakukan oleh karyawan
quality control.
5. Perubahan yang dilakukan pada mesin screw press akibat dari perubahan kondisi operasi dilakukan oleh karyawan bagian maintenance.
6. Penyesuaian yang dilakukan pada mesin digester akibat dari perubahan kondisi operasi di mesin screw press dilakukan oleh karyawan bagian
maintenance.
7. Pembahasan hasil tidak dilakukan dari segi analisis biaya hanya berdasarkan pada analisis statistik saja.
1. Rasio TBS olah kategori varietas dura dan tenera antara 1: 1,3 s/d 1: 1. 2. Proporsi fiber terhadap TBS adalah 13,01 %.
3. Proporsi nut terhadap TBS adalah 13,99 %. 4. Level signifikansi yang digunakan adalah 0,05.
1.5. Sistematika Penulisan Laporan
Tugas Sarjana ini terdiri atas bagian awal, bagian utama dan bagian akhir.
1. Bagian Awal
Bagian awal dari laporan Tugas Sarjana ini mencakup halaman sampul depan, halaman judul, halaman pengesahan, sertifikasi evaluasi Tugas Sarjana, keputusan sidang kolokium, abstrak, kata pengantar, ucapan terima kasih, daftar isi, daftar tabel, daftar gambar, dan daftar lampiran.
2. Bagian Utama
a. BAB I (Pendahuluan)
Menguraikan latar belakang, perumusan masalah, tujuan dan manfaat penelitian, batasan dan asumsi penelitian, serta sistematika penulisan laporan. b. BAB II (Gambaran Umum Perusahaan)
c. BAB III (Kerangka Teoritis dan Kerangka Konseptual)
Memaparkan mengenai tinjauan teori, hasil penemuan dari peneliti terdahulu dan kerangka konseptual.
d. BAB IV (Metodologi Penelitian)
Memaparkan lokasi penelitian, jenis penelitian, variabel penelitian, defenisi operasional dan teknik pengukuran, desain penelitian, metode pengumpulan data, dan metode analisa data.
e. BAB V (Pengumpulan dan Pengolahan Data)
Memuat data-data yang dikumpulkan meliputi data kondisi awal dan data hasil percobaan juga memuat proses pengolahan data dan hasil pengolahan data. f. BAB VI (Analisis dan Pembahasan Hasil)
Analisis dan pembahasan ditulis untuk menjelaskan atau memberi keterangan berdasarkan temuan yang ada pada hasil pengolahan data. Akan dijelaskan juga semua hasil yang relevan dengan masalah, tujuan penelitian. g. BAB VII (Kesimpulan dan Saran)
Memaparkan kesimpulan dari hasil penelitian ini serta rekomendasi saran-saran yang perlu bagi perusahaan dan perbaikan penelitian ini di masa yang akan datang.
3. Bagian Akhir
BAB II
GAMBARAN UMUM PERUSAHAAN
3.1. Sejarah Perusahaan
PT. Multimas Nabati Asahan adalah salah satu perusahaan swasta berbadan hukum perseroan terbatas dan termasuk dalam Wilmar Group. PT. Multimas Nabati Asahan terdiri dari unit pengolahan minyak sawit kasar (Dept.
Refinery), unit pengolahan inti sawit (Dept. Palm kernel Plant), dan unit
pengolahan kelapa sawit (Dept. PKS) yang dikelola secara terpisah.
PT. Multimas Nabati Asahan terletak di Kuala Tanjung Kecamatan Sei Suka, Kabupaten Asahan. Sebelah barat berbatasan dengan PT. Inalum, sebelah timur berbatasan dengan PT. Bakrie Plantation, sebelah utara berbatasan dengan Selat Malaka, dan sebelah selatan berbatasan dengan Desa Alay.
PT. Multimas Nabati Asahan awalnya hanya mendirikan satu Plant
Refinery dengan kapasitas 1500 ton perhari dan mulai berproduksi pada 9
September 1996. Untuk mengantisipasi permintaan pasar yang terus meningkat maka pada tahun 1999, PT. Multimas Nabati Asahan mendirikan plant kedua dengan kapasitas 1000 ton perhari. Plant Refinery ini terdiri dari beberapa stasiun, yaitu, refined deodorized palm oil, refined bleached deodorized stearin, refined
bleached deodorized olein, dan palm fatty acid destilat.
Multimas Nabati Asahan mendirikan pabrik kelapa sawit (PKS) yang berlokasi di areal perusahaan itu sendiri.
Pabrik Kelapa Sawit (PKS) PT. Multimas Nabati Asahan didirikan tahun 2004. Pembangunan pabrik dimulai tahun 2004 dengan kapasitas 60 mt. ffb/hr dan selesai pembangunan tahun 2005. Oktober 2005 pabrik mulai beroperasi sebagai langkah awal, dilakukan trial run, pemanasan perlahan-lahan, individual tes, dan pembersihan.
3.2. Ruang Lingkup Bidang Usaha
PKS PT. Multimas Nabati Asahan bergerak dalam bidang pengolahan kelapa sawit menjadi minyak sawit kasar (Crude Palm Oil) dan inti sawit (Palm
Kernel). Kelapa sawit yang diolah termasuk dalam varietas dura dan tenera
berasal dari perkebunan rakyat. Hasil sampingan proses pengolahan kelapa sawit seperti serat, cangkang dan serat tandan kosong digunakan untuk bahan bakar boiler. PKS PT. Multimas Nabati Asahan memiliki kapasitas olah 1200 mt. ffb/days. Konsep pengolahan kelapa sawit yang diterapkan masih tetap pada tahapan proses seperti perebusan, pembantingan, pengepresan, pemurnian minyak dan pemisahaan inti sawit.
dihasilkan, diolah kembali oleh perusahaan itu sendiri menjadi minyak goreng dan minyak inti pada unit pengolahan yang berbeda.
3.3. Organisasi dan Manajemen 2.3.1. Struktur Organisasi
Struktur organisasi PKS PT. Multimas Nabati Asahan akan ditunjukkan pada Gambar 2.1. Jenis struktur organisasi yang digunakan adalah struktur organisasi campuran antara struktur organisasi lini dan fungsional. Struktur organisasi lini adalah suatu struktur organisasi di mana wewenang dan kebijakan pimpinan atau atasan dilimpahkan pada satuan-satuan organisasi di bawahnya menurut garis vertikal. Sedangkan struktur organisasi fungsional adalah struktur organisasi di mana organisasi diatur berdasarkan pengelompokan aktivitas dan tugas yang sama untuk membentuk unit-unit kerja seperti produksi, operasi, pemasaran, keuangan, personalia, dan sebagainya yang memiliki fungsi yang terspesialisasi. Spesialisasi di sini akan memberikan efisiensi kerja yang lebih tinggi lagi. Disebut juga fungsional karena suatu bagian dapat berhubungan dengan anggota maupun kepala bagian secara langsung.
logistik. Hal ini menunjukkan bahwa tiap-tiap bagian dibuat terpisah berdasarkan fungsinya masing-masing, karena urusan proses berbeda dengan urusan logistik dan ruang lingkup maintenance berbeda dengan ruang lingkup yang ada pada laboratorium.
Factory Coordinator
Mills Head
(Dept. PKS) Mill Head Mill Head
Shift II Ass Spv
Foreman Foreman Foreman Foreman Foreman Foreman Foreman QC Foreman Effluent
Operator Operator Operator Operator Operator Operator - Sample boy - Analis
Gambar 2.1. Struktur Organisasi PKS PT. Multimas Nabati Asahan
2.3.2. Jumlah Tenaga Kerja dan Jam Kerja
Tenaga kerja yang berkerja di PKS PT. Multimas Nabati Asahan berjumlah 113 orang yang terdiri dari staff, non staff (karyawan SKU B, Karyawan SKU H) ditambahkan dengan karyawan kontraktor yang berasal dari pusat jasa tenaga kerja swasta yang ada di sekitar lokasi perusahaan. Adapun rincian jumlah keseluruhan tenaga kerja di PKS PT. Multimas Nabati Asahan pada saat ini dapat dilihat pada Tabel 2.1.
Jam kerja yang diberlakukan bagi setiap karyawan adalah dengan pembagian jam kerja menjadi 2 shift selama 7 hari kerja dalam seminggu kecuali hari minggu yaitu sebagai berikut:
1. Shift I : Pukul 08.00 WIB – 16.00 WIB 2. Shift II : Pukul 16.00 WIB – 00.00 WIB 3. Minggu : Pukul 16.00 WIB – 00.00 WIB
Karyawan di bagian kantor masa kerja selama 6 hari kerja dalam seminggu kecuali hari minggu dengan jam kerja kantor adalah sebagai berikut : 1. Senin - Kamis
Pukul 08.00 WIB – 12.00 WIB : Jam Kerja Pukul 12.00 WIB – 14.00 WIB : Jam Istirahat
Pukul 14.00 WIB – 16.30 WIB : Jam Kerja setelah Istirahat 2. Sabtu
Tabel 2.1. Jumlah Tenaga Kerja PKS PT. Multimas Nabati Asahan
No Jabatan Jumlah Orang
1 Mills Head 1
2 Asisten Mills 1
3 Supervisor 4
4 Asisten Supervisor 6
5 Foreman 8
6 Operator 47
7 Teknisi 14
8 Analis 4
9 Sampel Boy 5
10 Kontraktor 23
Total 113
Sumber : PKS PT. Multimas Nabati Asahan
2.3.3. Sistem Pengupahan dan Fasilitas Lainnya
Upah yang diberikan oleh PT. Multimas Nabati Asahan kepada karyawan adalah di atas Upah Minimum Regional (UMR) sesuai dengan peraturan pemerintah. Tenaga kerja yang berkerja di PT. Multimas Nabati Asahan terdiri dari 90 orang karyawan yang berasal dari rekrutmen perusahaan dan 23 orang yang berasal dari kontraktor. Pemberian upah pada setiap pekerja kontrak dilakukan oleh pihak perusahaan kontraktor sendiri.
Sistem pengupahan yang berlaku untuk karyawan PT. Multimas Nabati Asahan, yaitu:
2. Pekerja dapat manerima seluruh upah selama satu bulan kerja dalam dua tahap pembayaran, yaitu pada minggu ke dua dalam setiap bulannya, pekerja dapat menerima setengah dari upah pokok ditambah dengan overtime dan dikurangi dengan pajak penghasilan.
PT. Multimas Nabati Asahan menyediakan beberapa fasilitas yang dibutuhkan guna meningkatkan kesejahteraan dari karyawan. Fasilitas-fasilitas yang diberikan berupa:
1. Pemberian tunjangan hari raya, bonus tahunan.
2. Pendaftaran asuransi seperti Jamsostek dan asuransi lainnya.
3. Pelayanan kesehatan di rumah sakit yang telah ditunjuk oleh perusahaaan. 4. Tersedianya sarana transportasi untuk para karyawan.
3.4. Standar Mutu Produk dan Bahan Baku
Standar mutu produk yang dihasilkan PKS PT. Multimas Nabati Asahan, yaitu:
FFA CPO : < 3,00 %
Kadar air CPO : < 0,18 % Kadar kotoran CPO : < 0,015 % FFA Kernel : < 1,00 % Kadar air Kernel : < 7,00 % Kadar kotoran Kernel : < 7,00 %
Bahan baku yang digunakan di PKS PT. Multimas Nabati Asahan adalah kelapa sawit yang berasal dari perkebunan rakyat. Kelapa sawit milik perkebunan rakyat termasuk dalam varietas dura dan tenera. Tenera merupakan hasil persilangan antara dura dengan pesifera. Berdasarkan ketebalan cangkang dan daging buah varietas dura dan tenera dapat dibedakan. Dura memiliki tebal cangkang 2-8 mm, tidak terdapat lingkaran serabut pada bagian luar cangkang, daging buah realtif tipis 35-50 % terhadap buah, inti besar dan rendemen minyak 16-18 %. Sedangkan tenera memiliki tebal cangkang sangat tipis 0,5-4 mm, daging buah sangat tebal 60-96 %, terdapat lingkaran serabut disekeliling cangkang, dan rendemen minyak 22-24 %.
Bahan penolong yang digunakan di PKS PT. Multimas Nabati Asahan adalah air dan Kalsium Karbonat (CaCO3). Penggunaan air yang tinggi
menyebabkan pemilihan lokasi pembangunan pabrik selalu dicari yang potensi airnya cukup memadai. Air sangat diperlukan untuk proses pengolahan sebagai sumber uap dan air panas. Fungsi utama uap yang dihasilkan di boiler digunakan sebagai pembangkit listrik, proses perebusan, dan proses pelumatan. Fungsi utama air panas adalah memudahkan proses pemurnian minyak sawit. Sedangkan Kalsium Karbonat digunakan untuk memisahkan inti sawit dari cangkang dengan memanfaatkan perbedaan berat jenis di claybath.
3.5. Proses Produksi
tahapan produksi, yaitu: penerimaan buah, perebusan, pembantingan, pelumatan dan pengepresan, pengolahan biji dan pemurnian minyak sawit.
2.5.1. Penerimaan Buah
Hasil pemanenan tandan buah sawit (TBS) dari perkebunan rakyat diangkut ke pabrik dengan menggunakan truk. Lalu dilakukan penimbangan untuk mengetahui jumlah TBS yang diterima. Penimbangan dilakukan dengan menggunakan jembatan timbang. Berat bersih TBS yang diterima didapat dengan menghitung selisih antara berat truk beserta isinya dengan berat truk dalam keadaan kosong. Kemudian TBS dibawa ke stasiun sortasi. TBS disortir untuk mengetahui kematangan buah. Hal ini dilakukan karena buah milik perkebunan rakyat memiliki varietas dan tingkat kematangan yang berbeda-beda. Tingkat kematangan TBS yang diterima di pabrik seperti yang ditunjukkan pada Tabel 2.2. Selesai disortir, TBS kemudian dimasukkan ke dalam loading ramp dengan menggunakan loader untuk memudahkan pengisian ke dalam lori. Lantai
loading ramp dibuat dari plate baja dengan kemiringan 270 dan mempunyai 52 pintu. Pintu dari setiap ruangan dibuka secara mekanis dengan menggunakan tenaga hidrolik. Adapun cara kerja pengisian lori adalah:
1. Pintu loading ramp dibuka satu persatu supaya TBS dapat masuk ke dalam lori. Satu unit lori berkapasitas sekitar 10,5 mt TBS.
2. Lori yang sudah penuh ditarik dan diposisikan dengan menggunakan capstan,
Tabel 2.2. Derajat Kematangan Tandan Buah Sawit Fraksi Derajat Kematangan Jumlah Brondolan
00 Sangat Mentah Tidak ada brondolan lepas 0 Mentah 12,5 % dari permukaan luar 1 Kurang Matang 12,5%-25% dari permukaan luar 2 Matang I 25%-50% dari permukaan luar 3 Matang II 50%-75% dari permukaan luar 4 Lewat Matang 75%-100% dari permukaan luar 5 Sangat Matang Buah dalam ikut membrondol
Sumber: PKS PT. Multimas Nabati Asahan
2.5.2. Perebusan (Sterilizing)
Perebusan dilakukan dengan menggunakan Sterilizer. Sterilizer adalah bejana uap tekan untuk merebus TBS dengan menggunakan uap dari BPV (Back
Pressure Vessel). Kapasitas tiap Sterilizer adalah 6 lori dengan tekanan kerja 3,5
kg/cm2 dan temperatur 120 – 1400C. Proses perebusan berlangsung 76 menit. Sistem perebusan yang digunakan sistem perebusan tiga puncak.
0
Gambar 2.2. Grafik Sistem Perebusan Tiga Puncak
Keterangan gambar:
Tujuan dari proses perebusan adalah:
1. Merusak enzim lipase yang menstimulir pembentukan FFA. 2. Menguraikan kadar air dalam buah.
4. Menghidrolisa zat-zat karbohidrat yang berada sebagai koloid di dalam protoplasma menjadi glukosa yang dapat larut dan menghasilkan tekanan osmotis yang membantu memecahkan dinding sel sehingga minyaknya dapat keluar.
5. Memperlunak daging buah sehingga memudahkan proses pelumatan (digesting).
6. Mempermudah proses pembantingan (threshing).
2.5.3. Pembantingan (Threshing)
Pembantingan bertujuan untuk melepaskan buah dari tandan (bunch). Pembantingan dilakukan dengan menggunakan 3 unit thresher. Jenis thresher yang digunakan adalah thresher with shaft yang memiliki striper. Cara kerja
thresher adalah berputar dengan kecepatan 23-25 rpm, kemudian TBS ikut
berputar dan terangkat hingga jatuh terbanting. Dengan proses ini terjadi berulang-ulang maka buah lepas dari tandan.
Pembantingan pertama dilakukan di thresher pertama dan kedua. Buah yang terlepas jatuh ke under thresser conveyor melalui kisi-kisi thresher untuk diangkut ke proses pelumatan (digesting). Sedangkan tandan terdorong keluar dan jatuh ke empty bunch scrapper untuk diangkut ke crusher. Crusher berfungsi mencabik janjangan untuk memperkecil losses buah sawit. Tandan yang telah tercabik kemudian masuk ke thresher ketiga untuk dibanting kembali. Tandan kosong yang terdorong keluar jatuh empty bunch scrapper untuk diangkut ke
2.5.4. Pelumatan (Digesting) dan Pengepresan (Pressing)
Pelumatan (digesting) bertujuan untuk melumatkan buah hingga hancur dan terpisah dari biji (nut). Sedangkan pengepresan (pressing) bertujuan untuk menekan daging buah yang hancur hingga keluar minyak. Pelumatan dilakukan dengan menggunakan digester. Jenis digester yang digunakan vertical digester.
Digester adalah bejana silinder yang di dalamnya terdapat pisau-pisau pengaduk
(stirring arms) sebanyak enam tingkat yang terikat pada poros dan digerakkan oleh motor listrik. Cara kerja digester adalah buah yang masuk ke dalam digester akan dilumatkan oleh pisau-pisau (long arm dan short arm) yang berputar. Setelah dilumatkan kemudian didorong keluar oleh pisau pendorong (expeller arm) menuju proses pengepresan. Untuk memudahkan proses pelumatan digester dialirkan uap dan air panas agar temperatur buah tetap 90-95 0C.
Beberapa hal yang perlu diperhatikan dalam digesting adalah : 1. Pengisian digester harus penuh atau ¾.
2. Kebocoran minyak dihindari.
3. Frekuensi pengadukan yang tidak terlalu tinggi sehingga minyak tidak banyak tergenang.
4. Perawatan terhadap keran-keran dan pisau-pisau digester.
Proses pengepresan bertujuan untuk memisahkan minyak dari daging buah. Pengepresan dilakukan secara kontinu dengan menggunakan twin screw
press. Proses pemisahan terjadi akibat putaran dari worm screw yang memiliki
perbedaan ruang antar screw untuk mendesak daging buah hancur ke arah
maka aliran itu akan tertahan di adjusting cone. Worm screw berada di dalam
press cage yang memiliki 32000 lubang (⊘ = 4 mm) di seluruh dinding agar
minyak dapat keluar dan melalui oil outlet akan dialirkan ke oil gutter. Dan celah yang terbentuk antara adjusting cone dan press cage adalah 6 mm. Ukuran ini didapat pada saat mesin tidak sedang beroperasi.
2.5.5. Pengolahan Biji (Kernel Plant)
Pengolahan biji bertujuan untuk memperoleh inti sawit yang sesuai dengan standar mutu produk yang ditetapkan. Pengolahan biji terdiri dari beberapa proses sebagai berikut:
1. Penguraian cake
Penguraian cake bertujuan untuk memudahkan pemisahan biji dari serat. Penguraian cake dilakukan dengan menggunakan cake breaker conveyor. Cara kerja cake breaker conveyor adalah mengurai cake dengan cara berputar sambil mendorong cake untuk dipisahkan antara biji dan serabut di depericarper. Cake
breaker conveyor terdiri dari talang yang berisi pedal-pedal yang melekat pada
poros. Di dalam talang dilakukan pemanasan dengan injeksi uap sehingga cake akan menjadi kering dan mudah terurai.
2. Pemisahan biji dari serat dan kotoran
Pemisahan biji dari serat dilakukan dengan menggunakan depericarper.
depericarper berfungsi untuk memisahkan biji dari serat. Depericarper terdiri
coloumn dikarenakan oleh daya hisapan blower. Biji yang berat jenisnya lebih
besar jatuh ke dalam nut polishing drum, sedangkan serat kering terhisap ke dalam
fibre cyclone kemudian jatuh ke fuel conveyor melalui air lock.
Pemisahan biji dari gumpalan serat dan kotoran dilakukan menggunakan
nut polishing drum. Biji akan terpisah karena putaran polishing drum dengan
kecepatan 32 rpm yang memliki striper dan lubang diseluruh dinding. Sehingga selama biji melewati polishing drum, gumpalan serat dan kotoran akan terpisah dan biji akan jatuh ke nut botom cross conveyor.
Pemisahan biji kosong dari gumpalan serat dan kotoran seperti batu atau kayu dilakukan dengan menggunakan destoner system. Destoner system terdiri dari kolom pemisah (separating coloumn) dan shell cyclone. Pemisahan yang terjadi di separating coloumn dikarenakan perbedaan berat jenis dan daya hisapan
blower. Batu akan jatuh ke tempat penampungan, gumpalan serat akan jatuh ke
cake breaker conveyor dan biji kosong akan masuk ke shell hopper melalui air
lock.
3. Pengeraman biji
Biji dari nut botom cross conveyor diangkut ke top wet nut conveyor dengan menggunakan nut elevator. Proses penyebaran biji-biji yang masuk ke nut
silo dilakukan menggunakan top wet nut conveyor. Lalu dilakukan proese
dilengkapi dengan fibrating feeders, kegunaannya adalah untuk mengatur biji yang akan masuk ke pemecah biji (ripple mill).
4. Pemecahan biji
Pemecahan biji dilakukan dengan menggunakan ripple mill. Pemecahan biji bertujuan untuk memisahkan inti sawit dari cangkang. Ripple mill terdiri dari
rotaring rotor dan stationary plate (ripple pad). Rotating rotor berfungsi sebagai
alat pemecah, sedangkan stationary plate berfungsi sebagai landasan biji. Rotating
rotor terdiri dari 30 batang rotor (riplle bar) yang terbuat dari high carbon steel.
Dimana, 15 batang dipasang di bagian dalam dan 15 batang lagi di bagian luar.
Stationary plate (ripple pad) merupakan plate bergerigi tajam dan terbuat dari
high carbon steel.
5. Pemisahan inti sawit dari biji pecah, cangkang pecah dan kotoran
Pemisahan inti sawit dari cangkang dilakukan dengan menggunakan
Light Tenera Dust Separating (LTDS). Inti sawit dan cangkang dari ripple mill
diangkut dengan cracked mixture elevator ke LTDS. Di LTDS inti sawit, cangkang ringan dan kotoran seperti debu dipisahkan berdasarkan berat jenis dengan menggunakan daya hembusan LTDS fan. Di mana pecahan cangkang ringan dan kotoran ringan akan terdorong masuk ke dalam shell hopper dan inti sawit akan jatuh ke vibrating grade melalui air lock.
6. Pemisahan inti sawit dari cangkang pecah
Pemisahan inti sawit dari pecahan cangkang dilakukan dengan menggunakan claybath. Prinsip kerja Claybath adalah menggunakan kalsium karbonat (CaCO3) dan pelarut air untuk memisahkan inti sawit dari pecahan
cangkang berdasarkan perbedaan berat jenis. Campuran kalsium karbonat memiliki berat jenis 1,13-1,15. Karena berat jenis inti sawit lebih kecil dibandingkan campuran kalsium karbonat dan berat jenis cangkang pecah lebih besar dari campuran kalsium karbonat, maka inti sawit akan terapung dan masuk ke vibrating screen kernel. Sedangkan cangkang pecah akan tenggelam dan masuk ke vibrating screen shell.
Inti sawit akan dibawa ke kernel silo melalui wet kernel conveyor lalu
wet kernel elevator dan top wet kernel conveyor. menuju kernel silo. Sedangkan
cangkang pecah akan dibawa ke shell hopper menggunakan wet shell conveyor. 7. Pengeringan Kernel
2.5.6. Pemurnian Minyak (Clarification)
Pemurnian minyak bertujuan untuk memperoleh minyak sawit kasar yang sesuai dengan standar mutu produk yang ditetapkan. Pemurnian minyak terdiri dari beberapa proses sebagai berikut:
1. Pemisahan minyak dari sludge dan pasir
Pemisahan minyak dari sludge dan pasir dilakukan dengan menggunakan modifikasi sandtrap tank. Prinsip kerja sandtrap tank adalah tangki berbentuk silinder yang pada bagian dasarnya berbentuk kerucut. Fungsinya untuk mengendapkan pasir dan sludge yang terkandung di dalam minyak kasar.
Sandtrap tank yang telah dimodifikasi ini terdiri dari tiga ruang yaitu:
- Ruang pertama : untuk penampungan minyak kasar dari oil gutter.
- Ruang kedua : merupakan ruang pemisahan. Minyak yang mempunyai berat jenis lebih kecil dari sludge dan pasir akan berada dibagian paling atas akan dialirkan ke vibrating screen, sedangkan sludge dan pasir yang mempunyai berat jenis lebih besar dari pada minyak akan masuk ke ruang ketiga melalui lubang bawah pemisah.
- Ruang ketiga : ruang penampungan sludge sebelum dialirkan ke reclaimed
tank 2 lalu dialirkan ke oil tank untuk diendapkan
2. Penyaringan minyak
Penyaringan minyak dilakukan dengan menggunakan vibrating screen. Fungsinya adalah untuk menyaring kotoran-kotoran berupa serat-serat atau kotoran lainnya dari minyak. Vibrating screen terdiri dari dua buah saringan kawat dengan ukuran saringan atas 20 mesh dan saringan bawah 40 mesh. Benda-benda padat berupa cake yang disaring pada saringan ini dikembalikan ke fruit
elevator untuk diproses kembali. Sedangkan minyak dari vibrating screen
ditampung dalam tangki minyak kasar (crude oil tank). 3. Pemanasan minyak
Pemanasan minyak bertujuan untuk memudahkan proses pemisahan di
sand cyclone dan mengendapkan kotoran. Pemanasan minyak dilakukan dengan
menggunakan tangki minyak kasar (crude oil tank). Cara kerja Crude Oil Tank adalah melakukan penambahan panas dengan injeksi uap. Temperatur yang diharapkan 90-950C.
4. Pemisahan minyak dari partikel padat
pengeluaran menuju sludge pit. Partikel dengan ukuran atau kerapatan yang lebih kecil keluar melalui bagian atas cyclone melalui pusat yang bertekanan rendah menuju sludge distribution 1. Input bagi decanter adalah minyak yang ada di sludge distribustion 1 dengan tujuan untuk memisahkan minyak dari slurry. Cara kerja decanter adalah memisahkan slurry menjadi tiga fasa seperti dua diantaranya cairan tak dapat tercampur dan berbeda massa jenisnya serta fasa padat. Dua cairan yang tak dapat dicampur akan dialirkan ke sludge drain tank lalu ke reclaimed tank 1 untuk diendapkan kembali. Sedangkan fasa padat dialirkan ke sludge pit.
5. Pemurnian minyak
Input dari pemurnian minyak ini adalah minyak yang dialirkan ke oil
tank yang merupakan hasil pengendapan di reclaimed tank 1 dan 2. Pemurnian
minyak dilakukan dengan menggunakan oil purifier dengan tujuan untuk mengurangi kadar air hingga 0,3 – 0,4 % , kadar kotoran hingga 0,01 – 0,15 % dan temperatur 90-950C.
6. Pengeringan minyak
Pengeringan minyak dilakukan dengan menggunakan vacum dryer.
Vacum dryer berfungsi untuk mengurangi kadar air hingga 0,1 – 0,15 % dan kadar
kotoran hingga 0,013 - 0,015 %. Prinsip kerja vacum dryer adalah minyak dari oil
purifier di pompa ke dalam tangki umpan (float tank), dalam tangki umpan ini
Bagian dalam atas tabung hampa udara terdapat enam buah spray nozzle yang menyemprotkan minyak pada permukaan pelat deflektor yang berbentuk pilem tipis. Minyak yang keluar dari spray nozzle berbentuk pancaran halus (spray) dan kabut, kemudian jatuh secara gravitasi dan membentur pelat deflektor sehingga terjadi pengkabutan yang kedua kali. Selagi minyak berbentuk kabut kandungan air akan mudah menguap dan dihisap keluar oleh pompa hampa udara. Minyak yang telah dikeringkan selanjutnya jatuh ke dasar tabung pengering dan langsung dihisap dengan pompa ke bulk storage tank (BST).
Vacum dryer juga dilengkapi dengan sebuah level kontrol yang
dihubungkan ke dalam tabung hampa udara. Berfungsi untuk mengontrol ketinggian level minyak. Minyak yang di umpan ke dalam tabung hampa udara jika kurang dari minyak yang dihisap keluar, level kontrol ini otomatis membuka katupnya sehingga minyak re-sirkulasi kembali ke tabung melalui pipa by-pass. 7. Penampungan minyak sawit kasar (CPO)
Penampungan minyak sawit kasar (CPO) sebelum pengiriman ke Dept.
Refinery dilakukan di storage tank (ST). CPO harus selalu dipanaskan dengan
cara dipasang pipa pemanas dengan uap dan temperatur di dalamnya diatur 50– 550C agar minyak tidak membeku dan untuk menghindarkan kenaikan kadar FFA. 8. Penampungan sludge
9. Pengambilan minyak kembali
Penampungan ini bertujuan untuk mengambil minyak kembali karena kadar minyak yang masih terkandung 0,1-0,3 % didalam sludge. Minyak yang berada dibagian atas akan dipompakan ke sludge distribution 2 lalu dipompakan kembali ke sludge separator untuk memperoleh minyak dan memperkecil oil
losses. Minyak akan dipompakan ke reclaimed tank 1 sedangkan buangan dari
hasil pemisahan akan dialirkan ke colling pond.
3.6. Mesin dan Peralatan 2.6.1. Mesin Produksi
Mesin produksi adalah semua peralatan yang memerlukan penggerak, yang digunakan dalam proses produksi. Adapun mesin produksi yang ada di PKS PT. Multimas Nabati Asahan untuk tiap stasiunnya adalah sebagai berikut.
a. Stasiun Penerimaan
1. Loading Ramp c.w Hydrolic System
Fungsi : Tempat penimbunan sementara dan pemindahan TBS ke lori Jumlah : 3 unit (24 pintu, 14 pintu, 14 pintu)
Ukuran : p = 10200 mm, l = 5300 mm, kemiringan = 270 Kapasitas : 146 ton TBS
Elektromotor : Daya (55 kw ) b. Stasiun Perebusan
1. Capstan
Jumlah : 4 unit Model : Flender Ukuran Head : d = 610 mm
Line Pull : 20 lbs
Bollard rate : 300.000 lbs
Elektromotor : Daya (5,5 hp ; 20 rpm) 2. Transfer Carriage
Fungsi : Memindahkan lori dari satu rail track ke rail track lainnya Jumlah : 2 unit
Kapasitas : 2 lori/angkut
Elektromotor : Daya (11kw; 23 A; 1450 rpm; 380 v) 3. Condesate Pump
Fungsi : Memompakan air kondensat dari sterilizer ke fat fit Jumlah : 2 unit
Model : 3 N6
Flow : 22 m3/jam
Elektromotor : Daya(11 kw ; 2950 rpm) 4. Sterilizer
Fungsi : Merebus buah untuk menonaktifkan enzim lipase yang menyebabkan naiknya asam lemak bebas, memudahkan lepasnya buah dari tandannya, melunakkan daging buah dan mengurangi kadar air
Jumlah : 2 unit
Ukuran : p = 3300 mm, d = 1200 mm, tebal = 16mm Tekanan Kerja: 3,0 kg/cm2
Tekanan Uji : 6,5 kg/cm2 Kapasitas : 6 lori/siklus c. Stasiun Pembantingan 1. Cage Tippler
Fungsi : Menuangkan TBS masak dari lori ke hopper Jumlah : 2 unit
Kapasitas : 1 lori/siklus
Elektromotor : Daya (3 hp ; 5 A ; 940 rpm ; 380 v) 2. Fruit Bunch Scrapper
Fungsi : Mengangkut TBS masak dari hopper ke auto feeder Jumlah : 2 line
Kapasitas : 60 ton/ jam
Elektromotor : Daya (5,5 kw ; 29 rpm) 3. Thresher
Fungsi : Melepaskan atau memisahkan buah dari janjangan Jenis : Tresher with shaft
Jumlah : 3 unit
Ukuran : p = 4000 mm, d = 2000 mm Kecepatan : 23-25 rpm
Elektromotor : Daya (11kw; 23A; 1450 rpm; 380 v) 4. Under Thresher Conveyor
Fungsi : Mengangkut buah dari thresher ke bottom cross conveyor Type : screw
Jumlah : 3 unit Ukuran : d = 537 mm Kapasitas : 26 mc/ h
Elektromotor : Daya (5,5 kw ; 29 rpm) 5. Empty Bunch Conveyor To Crusher
Fungsi : Mengangkut janjangan dari thresher ke crusher. Type : screpper
Jumlah : 1 line Kapasitas : 26 mc/ h
Elektromotor : Daya (5,5 kw ; 29 rpm) 6. Bunch Crusher
Fungsi : Mencabik-cabik janjangan Jumlah : 1 unit
Ukuran Roda : 310 mm
Dimensi : 2050 mm; 1000 mm; 1380 mm Kapasitas : 6 ton/jam
Elektromotor : Daya (30 kw ; 35 rpm) 7. Horizontal Empty Bunch Scrapper
Type : screpper Jumlah : 1 line Kapasitas : 26 mc/ h
Elektromotor : Daya (5,5 kw ; 29 rpm) 8. Bottom Cross Conveyor
Fungsi : Mengangkut buah dari under thresher conveyor ke fruit
elevator
Type : screw Jumlah : 1 line Ukuran : d = 537 mm Kapasitas : 26 mc/ h
Elektromotor : Daya (5,5 kw ; 29 rpm) d. Stasiun Pengepresan
1. Fruit Bunch Elevator
Fungsi : Mengangkut buah dari bottom cross conveyor ke top cross
conveyor
Jumlah : 2 line Kapasitas : 30 ton/ jam
Elektromotor : Daya (5,5 kw ; 29 rpm) 2. Top Cross Conveyor
Fungsi : Mendistribusikan buah dari fruit elevator ke digester Type : screw
Ukuran : d = 537 mm Kapasitas : 26 mc/ h
Elektromotor : Daya (5,5 kw ; 29 rpm) 3. Digester
Fungsi : Untuk melumatkan buah hingga hancur Model : LD 3500
Jumlah : 5 unit
Ukuran : t = 3200 mm, d = 1200 mm Berat : 5500 kg
Kecepatan : 10-15 rpm Volume : 3500 l Tekanan uap : 3,5 kg/cm2 Elektromotor : Daya (30 pk) Buatan/ Tahun: Malaysia/ 2005 4. Twin Screw Press
Fungsi : Untuk memisahkan minyak kasar (crude oil) Jumlah : 5 unit
Ukuran : p = 5150 mm, l = 1560 mm Kapasitas : 15-18 ton/jam
e. Stasiun Pengolahan Biji 1. Cake Breaker Conveyor
Fungsi : Untuk mengeringkan dan mengurai cake Type : screw
Jumlah : 1 unit
Ukuran : p = 17000 mm, d = 537 mm Kapasitas : 26 mc/ h
Elektromotor : Daya (5,5 kw; 29 rpm) 2. Depericarper
- Separating Coloumn
Fungsi : Ruang pemisah antara serat dan biji Jumlah : 1 unit
Ukuran : t = 17000 mm, d = 1270 mm
Electro blower: Daya (11kw; 23A; 1450 rpm; 380 v)
Buatan/ Tahun: PT. Sumatera Raya Sari Indonesia/ 2000 - Nut Polyshing Drum
Fungsi : Untuk membersihkan serat yang melekat pada biji Jumlah : 1 unit
Ukuran : p = 7480 mm, d = 1270 mm Kecepatan : 32 rpm
Kapasitas : 6 ton/jam
3. Wet Nut Conveyor
Fungsi : Mendistribusikan biji dari nut polyshing drum ke destoner
system
Type : screw Jumlah : 1 unit Ukuran : d = 537 mm Kapasitas : 26 mc/ h
Elektromotor : Daya (5,5 kw ; 29 rpm) 4. Destoner System
Fungsi : Untuk memisahkan biji dari batu, dan biji kosong Jumlah : 1 unit
Ukuran : t = 17000 mm, d = 700 mm
Electro blower: Daya (11kw; 23A; 1450 rpm; 380 v)
5. Nut Grading Drum
Fungsi : Untuk memisahkan biji menurut besar diameternya Jumlah : 1 unit
Ukuran : p = 1570 mm, d = 700 mm Kecepatan : 1420 rpm
Kapasitas : 16 ton/jam
Elektromotor : Daya (4 kw; 9,4 A; 940 rpm; 380 v) Buatan/ Tahun: PT. Sumatera Raya Sari Indonesia/ 2000 6. Ripple Mill
Jumlah : 2 unit Kecepatan : 1440 rpm Kapasitas : 3 ton/jam
Elektromotor : Daya ( 15 hp; 22,6 A; 2935 rpm; 380 v) Merk : Teco Elec dan Mech
7. Craked Mixture Conveyor
Fungsi : Mendistribusikan craked mixture dari ripple mill ke craked
mixture elevator
Type : screw Jumlah : 1 line Ukuran : d = 537 mm Kapasitas : 26 mc/ h
Elektromotor : Daya (5,5 kw ; 29 rpm) 8. Craked Mixture Elevator
Fungsi : Mengangkut biji dari craked mixture Conveyor ke LTDS 1 Jumlah : 1 line
Kapasitas : 6 ton/ jam
Elektromotor : Daya (5,5 kw; 29 rpm) 9. Light Tenera Dust Separating (LTDS)
Fungsi : Memisahkan inti sawit utuh dari pecahan cangkang Jumlah : 1 unit
Electro fan : Daya (11 kw; 23A; 1450 rpm; 380 v) 10.Claybath
Fungsi : Memisahkan inti sawit dari pecahan cangkang Jumlah : 2 unit
Buatan/ Tahun: PT. Sumatera Raya Sari Indonesia/ 2000
- Pump
Elektromotor: Daya ( 10 kw; 15,33 A; 1440 rpm; 380 v)
- Screening
Ukuran : p = 1070 mm, d = 700 mm 11.Wet Kernel Conveyor
Fungsi : Mendistribusikan inti sawit dari hydrocyclone ke wet kernel
elevator
Type : screw Jumlah : 1 line Ukuran : d = 537 mm Kapasitas : 26 mc/ h
Elektromotor: Daya (5,5 kw ; 29 rpm) 12.Wet Kernel Elevator
Fungsi : Mengangkut inti sawit dari wet kernel conveyor ke kernel
distribution conveyor
Jumlah : 1 line Kapasitas : 6 ton/ jam
13.Top Wet Kernel Conveyor
Fungsi : Mendistribusikan inti sawit dari ke kernel silo Type : screw
Jumlah : 1 line Ukuran : d = 537 mm Kapasitas : 26 mc/ h
Elektromotor: Daya (5,5 kw ; 29 rpm) 14.Dry Wet Kernel Conveyor
Fungsi : Mendistribusikan inti sawit dari dry kernel ke kernel transport
fan
Type : screw Jumlah : 1 line Ukuran : d = 537 mm Kapasitas : 26 mc/ h
Elektromotor: Daya (5,5 kw ; 29 rpm) 15.Kernel Transport Fan
Fungsi : Mendistribusikan inti sawit dari kernel silo ke kernel bunker Jumlah : 1 unit
Kapasitas : 26 mc/ h
Elektromotor : Daya (5,5 kw ; 29 rpm) 16.Fibre Shell Conveyor
Jumlah : 1 unit Ukuran : d = 537 mm Kapasitas : 26 mc/ h
Elektromotor : Daya (5,5 kw ; 29 rpm) f. Stasiun Pemurnian Minyak
1. Vibrating Screen
Fungsi : Menyaring serat dan kotoran dari minyak kasar Model : VS70
Jumlah : 2 unit
Ukuran : d = 1800 mm
Penggerak : 1500 rpm(2 seperasi)
Elektromotor : Daya (5,5 pk; 3 fasa; 50 Hz; 380 v) Buatan/ Tahun: PT. Sumatera Raya Sari Indonesia/ 2000 2. Sentrifusi Minyak (Oil Purifier)
Fungsi : Memurnikan minyak yang berasal dari oil tank Jumlah : 2 unit
Ukuran : t = 700 mm, d = 400 mm Kecepatan : 1450 rpm
Kapasitas : 6 ton /jam
Buatan/ Tahun: PT. Sumatera Raya Sari Indonesia/ 2000 3. Purifier Feed Pump
Model : 3 N6
Flow : 22 m3/jam
Elektromotor : Daya(11 kw ; 2950 rpm) 4. Pengeringan Minyak (Vacum Drier)
Fungsi : Mengurangi kadar air dalam minyak Jumlah : 1 unit
Kapasitas : 9 ton /jam
Elektromotor : Daya (15 kw; 22,5 A; 1440 rpm; 380 v) 5. Dried Oil Pump
Fungsi : Memompakan minyak dari vacum drier ke storage tank. Jumlah : 1 unit
Model : SK
Speed : 2825 rpm
Flow : 27 m3/jam
Elektromotor : Daya(1,1 kw) 6. Sand Cyclone
Fungsi : Memisahkan partikel padat Jumlah : 3 unit
Kapasitas : 30 ton /jam
Elektromotor : Daya (15 kw; 22,5 A; 1440 rpm; 380 v)
7. Precleaner Pump
Model : SK
Speed : 2825 rpm
Flow : 27 m3/jam
Elektromotor : Daya(11 KW) 8. Decanter
Fungsi : Memisahkan fasa cair dan padat Jumlah : 2 unit
Kapasitas : 20-30 ton TBS /jam Kecepatan bowl
Max. : 3500 rpm Elektromotor : Daya (60 kw) Berat kotor : 6400 kg
Buatan/ Tahun: Malaysia/ 2007 9. Sludge Centrifuge Separator
Fungsi : Memisahkan minyak dari sludge Jumlah : 2 unit
Kapasitas : 10 ton /jam
Elektromotor : Daya (15 kw; 22,5 A; 1400 rpm; 380 v) Buatan/ Tahun: Malaysia/ 2007
10.Reclaimed Oil Pump
Fungsi : Memompakan minyak dari collect tank ke centrifugal
separator
Model : SK
Speed : 2825 rpm
Flow : 27 m3/jam
Elektromotor : Daya(11 kw)
2.6.2. Peralatan (Equipment)
Peralatan produksi adalah semua peralatan yang tidak memerlukan penggerak yang digunakan dalam proses produksi. Adapun penjelasan mengenai peralatan produksi yang ada di PKS PT. Multimas Nabati Asahan untuk tiap stasiun adalah sebagai berikut.
a. Stasiun Penerimaan 1. Jembatan Timbang
Fungsi : Menimbang berat TBS yang diangkut dengan truk. Kapasitas : 50 ton
2. Lori
Fungsi : Pengangkut TBS dari Loading Ramp ke sterilizer dan cage
tippler
Kapasitas : 10,5 ton TBS 3. Rail Track
b. Stasiun Perebusan 1. Trolley/canti lever
Fungsi : Landasan jalur lori yang menghubungkan mesin sterilizer dengan rail track
2. Back Pressure Vessel (BPV)
Fungsi : Menampung steam yang akan didistribusikan ke seluruh proses c. Stasiun Pengepresan
1. Oil Gutter
Fungsi : Talang minyak yang akan di proses di sand trap tank 2. Sand Trap Tank
Fungsi : Memisahakan minyak dengan pasir e. Stasiun Pengolahan Biji
1. Nut Silo
Fungsi : Tempat pengeraman biji yang akan di pecah 2. Kernel Silo
Fungsi : Memanaskan kernel untuk mengurangi kadar airnya 3. Kernel Bunker
Fungsi : Tempat penyimpanan sementara kernel yang akan dikirim 4. Shell Hopper
Fungsi : Tempat penyimpanan cangkang 5. Fibre Hopper
f. Stasiun Pemurnian Minyak 1. Crude Oil Tank
Fungsi : Menampung minyak yang akan dialirkan ke CS tank 2. Sludge Distribution 1 dan 2
Fungsi : Memanaskan, mengencerkan dan mengendapkan sludge 3. Oil Tank
Fungsi : Menampung minyak dari reclaimed tank 1 dan 2 4. Sludge Drain Tank
Fungsi : Menampung sludge yang akan diolah kembali di purifier 5. Hot Water Tank
Fungsi : Menampung air panas dari dearator tank
2.7. Utilitas
Yang dimaksud utilitas disini adalah merupakan unit pembantu produksi yang tidak terlibat secara langsung sebagai bahan baku, tetapi penunjang proses agar produksi dapat berjalan lancar. Utilitas yang terdapat pada PKS PT. Multimas Nabati Asahan antara lain sebagai berikut:
1. Unit Pemeliharaan
PKS PT. Multimas Nabati Asahan menetapkan program pemeliharaan seperti General Maintenance dan Preventif Maintenance secara harian, mingguan, bulanan dan tahunan agar pabrik dapat beroperasi sesuai dengan yang diharapkan. Pemeliharaan yang dilakukan unit ini mencakup pemeliharaan mesin dan peralatan pabrik, instalasi listrik, pemeliharaan unit pengolahan limbah, serta penyediaan dan perawatan suku cadang pabrik.
2. Laboratorium
Laboratorium berfungsi untuk menetapkan mutu produk akhir maupun hasil dari setiap stasiun kerja. Selain hasil proses tersebut juga dianalisa kadar rendemen CPO dan inti sawit sebagai informasi untuk mengevaluasi kinerja pemasok. Analisa-analisa yang dilakukan di laboratorium PKS PT. Multimas Nabati Asahan antara lain meliputi :
a. Analisa terhadap kualitas produk
Analisa ini meliputi pemeriksaan terhadap persentasi FFA, air, kotoran, Dobi, Qarotene yang terkandung dalam CPO dan pemeriksaan terhadap persentasi air, kotoran, inti pecah, FFA, dan kandungan minyak dalam inti sawit. b. Analisa terhadap oil losses dan kernel losses
c. Analisa terhadap Ekstraksi
Analisa ini meliputi perhitungan terhadap persentasi dari rata-rata ekstraksi minyak, rata-rata ekstraksi minyak, efisiensi ektraksi minyak, efisiensi ekstraksi kernel.
3. Unit Penanganan Limbah
Sistem penanganan limbah cair (waste) yang dihasilkan dari proses produksi PKS PT. Multimas Nabati Asahan dapat dilihat pada Gambar 2.3.
2.8. Safety and Fire Protection
Safety and Fire Protection yang ada di PKS PT. Multimas Nabati Asahan
didukung oleh sarana dan prasarana yang disediakan oleh perusahaan. Adapun sarana dan prasarana tersebut antara lain:
1. Keamanan
Petugas keamanan bekerja secara bergantian yang dibagi atas 3 shift dalam waktu 24 jam. Kegiatan keamanannya dilaksanakan oleh Satuan Pengaman (Satpam).
2. Keselamatan
Kegiatan keselamatan kerja dilengkapi peralatan kerja pendukung yang minimal seperti sarung tangan, kaca mata pelindung, baju pelindung kimia, sepatu boot karet, sepatu safety, penutup telinga dan helm.
3. Kondisi Lingkungan Kerja
19
2. MIXING/ACIDIVICATION POND I 1200 M3
3. MIXING/ACIDIVICATION POND II 1200 M3
4. NETRALIZATION / RETENTION POND 3280 M3
5. ANAEROBIC DIGESTER I 1300 M3
6. ANAEROBIC DIGESTER II 1300 M3
7. ANAEROBIC DIGESTER III 1300 M3
8. PREMARY CLARIFIER 250 M3
9. ANAEROBIC DIGESTER IV 800 M3
10. ANAEROBIC DIGESTER V 800 M3
11. ANAEROBIC DIGESTER VI 800 M3
12. SECONDARY CLARIFIER 250 M3
13. TERTIARY CLARIFIER 250 M3
14. MINI POND 15. FISH POND 1250 M3
16. BLOWER MECHINE 17. FAT PIT TANK 18. SLURRY POND 1650 M3
19.POLISHING POND 2650 M3