BAB III
PERANCANGAN
3.1 DESKRIPSI MESIN INSERT LABEL
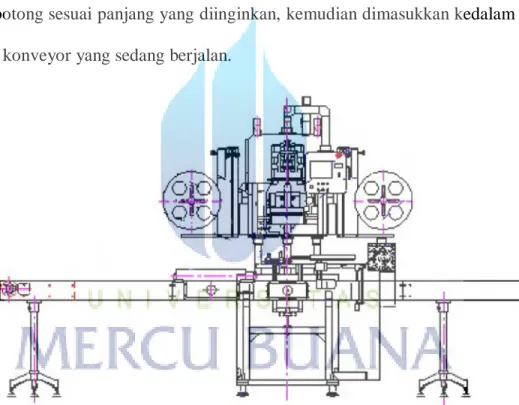
Mesin insert label adalah sebuah mesin yang digunakan untuk memasukkan label plastik ke bodi botol dengan spesifikasi khusus yaitu supply label dalam bentuk roll, dipotong sesuai panjang yang diinginkan, kemudian dimasukkan kedalam botol melalui konveyor yang sedang berjalan.
Gambar 3.1 Mesin Inserting Label
3.2 FLOWCHART KERJA MESIN
Label dalam bentuk roll ditempatkan dilet-off material dan ditarik oleh motor label supply. Label plastik melewati dancing roll sebagai buffer sementara sebelum ditarik oleh motor feeding. Kerja motor feeding sekuential dan berurutan terhadap
motor cutting, yaitu jika botol mengenai sensor insert maka proses insert label akan bekerja terus-menerus sampai tidak ada botol yang melewati sensor insert label. Gambar dibawah ini adalah flow chard kerja mesin insert label sebelum dan sesudah modifikasi: START ROLL LABEL SUPPLY LABEL DANCING ROLL ROLL FEEDING CUTTING LABEL ROLL INSERT END START ROLL LABEL SUPPLY LABEL DANCING ROLL CUTTING LABEL ROLL FEEDING ROLL INSERT END
Dari flow chart kerja mesin insert label diatas ada perubahan antara sebelum dan sesudah modifikasi, yaitu pada sekuensial proses feeding dan cutting. Flow chart kerja mesin sesudah modifikasi didahului proses cutting kemudian dilanjutkan ke feeding, perubahan ini untuk mendapatkan kestabilan posisi plastic saat di holder label sebelum proses insert di lakukan, karena pada proses sebelumnya label cenderung miring di holder karena hanya ditahan oleh dua buah plat berbentuk lidah.
3.3 KOMPONEN UTAMA MESIN 3.3.1 Let Off
Let off digunakan sebagai tempat kedudukan gulungan core label dan dipasang pada pillow block dengan diberi cluth brake system untuk mengatur jalannya roll label, sehingga pada saat tidak ditarik mempunyai tension yang tetap.
Gambar 3.3 Let Off Label plastik.
3.3.2 Motor Label Supply
Motor label supply adalah motor yang tugasnya menarik label dari let-off dengan menggunakan motor induksi 3 phasa yang dikontrol dengan inverter untuk pengaturan kecepatan dan sensor kontrol yang diletakkan di dancing roll untuk proses start-stopnya.
Gambar 3.4 Motor Label Supply.
3.3.3 Dancing Roll
Dancing roll berfungsi sebagai buffer label sementara sebelum label ditarik motor feeding. Ada 3 buah sensor optik yang terpasang dan berfungsi sebagai kontrol start-stop motor label supply dan kontrol pengaman untuk menghentikan mesin jika label supply habis. Dancing roll juga berfungsi menjaga tension plastic antara label supply dan roll feeding.
Gambar 3.5 Dancing roll sebagai buffer sementara.
Label plastik
Roll penjepit dengan pengerak motor
Label Supply
3.3.4 Holder
Holder berbentuk silinder terbuat dari bahan POM hitam yang dipasang beberapa buah bearing kecil dikiri kanannya sebagai tempat peletakkan holder ke roll feeding. Bagian atas terdapat plat memanjang sebagai guide label plastik sebelum masuk ke holder. Holder berfungsi untuk menyarungkan label pada saat proses feeding dan cutting.
3.3.5 Roll Feeding
Feeding yaitu bagian yang berfungsi mensuplay label plastik untuk insert ke botol dengan panjang yang sudah ditentukan yaitu berdasar perbedaan warna atau berdasarkan ukuran panjang yang telah diset terlebih dahulu. Roll Feeding digerakkan oleh sebuah motor AC servo. Sequential jalannya yaitu pada saat botol melewati sensor insert maka motor feeding bekerja kemudian akan berhenti setelah sensor label mengenai posisi label transparan atau setelah setting panjang label terpenuhi.
3.3.6 Piringan Pisau
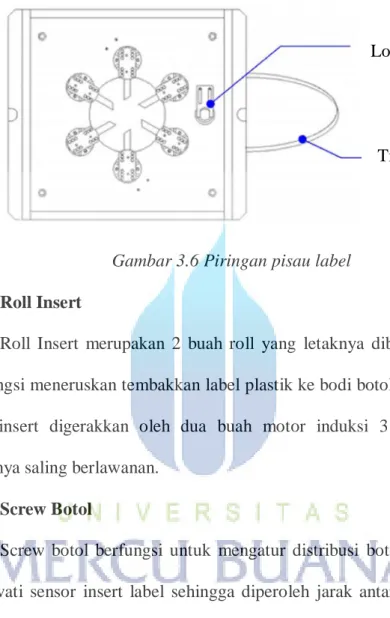
Piringan pisau yaitu bagian yang berfungsi untuk memotong label setelah proses sequential feeding selesai. Piringan pisau ini digerakkan oleh sebuah motor AC servo. Sequential jalannya yaitu bekerja setelah proses sequential feeding selesai dan akan berhenti setelah memotong label dan piringan pisau mengenai sensor. Didalam piringan pisau terdapat 4 atau 6 pasang pisau yang gerakkannya mengayun atau berputar 360 derajat,
tergantung bentuk dan kontruksi piringan. Gambar dibawah ini adalah piringan pisau dengan gerakan/ ayunannya 360 derajat.
Gambar 3.6 Piringan pisau label
3.3.7 Roll Insert
Roll Insert merupakan 2 buah roll yang letaknya dibawah holder yang berfungsi meneruskan tembakkan label plastik ke bodi botol setelah di potong. Roll insert digerakkan oleh dua buah motor induksi 3 phasa yang arah putarnya saling berlawanan.
3.3.8 Screw Botol
Screw botol berfungsi untuk mengatur distribusi botol pada saat akan melewati sensor insert label sehingga diperoleh jarak antar botol yang stabil dan sama. Jarak antar botol ini disebut pitch. Screw botol digerakkan oleh sebuah motor induksi 3 phasa. Bekerjanya screw botol berdasarkan interlogging antara dua buah sensor yaitu sensor blok dibagian depan conveyor dan sensor jam dibagian buffer.
Lock
Gambar 3.8 Screw untuk mengatur distribusi botol.
3.3.9 Conveyor
Conveyor yaitu bagian yang membawa botol untuk dilewatkan dibawah holder sehingga saat mengenai sensor insert maka label akan ditembakkan ke body botol sehingga botol terpasang label plastik. Conveyor ini digerakkan dengan menggunakan variable speed drive (Inverter) sehingga dapat dilakukan pengesettan baik accelerasi, speed maupun decelerasinya. Tujuan utamanya yaitu agar kecepatan insert label dapat diatur.
3.3.10 Heat Exchanger
Heat Exchanger adalah bagian terakhir dari proses yaitu pemanas
elektrik untuk memanaskan plastic sampai suhu tertentu tergantung jenis dan ketebalan plastic sehingga terjadi perubahan bentuk plastic dengan tujuan agar label yang sudah dimasukkan ke botol memegang botol.
3.4 SISTEM KONTROL INSERT LABEL LAMA
Pada mesin insert label yang lama menggunakan motor stepper sebagai penggerak motor feeding dan motor cutting sehingga kecepatan proses insert label tidak maksimal. Spesifikasi motor stepper yang digunakan adalah sebagai berikut:
2. Motor Stepper Feeding : Soyo, 2500RPM
3. Motor Stepper Cutting :Autonics, A16K-G268, 400 P/R, 2500RPM
4. Driver Stepper Feeding : Soyo, 110Vinput, 3phase
5. Driver Stepper Cutting : Autonics, MD2U-MD20, 2 phase 6. Controller Stepper : Autonics, Type PMC-1HS
7. Panjang Label : 100 mm, Untuk kemasan 80 ml 8. Jarak picth/transparant : 4 mm
Berdasarkan spesifikasi sebelum dimodifikasi didapat kecepatan maksimal inserting label ditampilkan pada Bab IV Sub bab 4.2.1 Data Pengujian sebelum Modifikasi.
3.5 PERANCANGAN SISTEM KONTROL INSERT LABEL BARU
Pada perancangan mesin insert label baru ini menggunakan motor AC servo Mitsubishi sebagai penggerak motor feeding dan motor cutting menggantikan penggerak motor stepper dengan tujuan peningkatan kecepatan proses insert label. Spesifikasi sistem yang digunakan adalah sebagai berikut:
1. PLC : Mitsubishi FX2n-60MT
2. Motor Servo Feeding : Mitsubhisi HK-KFS700A, 3000RPM 3. Motor Servo Cutting : Mitsubhisi HK-KFS400A, 3000RPM 4. Driver Servo Feeding : MRJ2S700
5. Driver Servo Feeding : MRJ2S400 6. Controller Servo : FX2n 10GM
8. Jarak picth/transparant : 4 mm
Untuk mendapatkan proses inserting label dengan kecepatan inserting lebih dari 500 bpm dengan menggunakan komponen diatas, maka perlu dianalisa kebutuhan system yaitu karakteriktik komponen dan setting parameter yang diperlukan sehingga proses inserting label dapat berjalan sesuai rancangan. Adapun parameter system dan karakteristiknya adalah sebagai berikut:
a) Forcing Start atau Stop Kontroller FX2n 10GM membutuhkan 20 milidetik
b) Output maksimal pulse generator Kontroller FX2n 10 GM sampai dengan 200 KHz
c) Accelerasi minimal driver Servo dapat di setting sampai 1 milidetik d) Decelerasi maksimal driver Servo dapat di setting sampai 1 milidetik e) Resolution encoder pada motor servo Mitsubishi mencapai 131072
pulse/revolution.
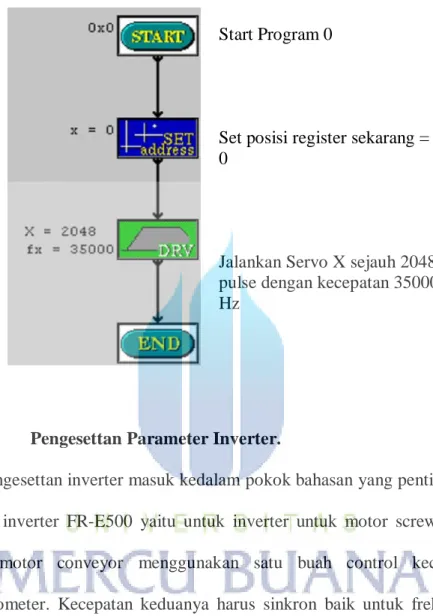
Dari data mekanik (gear ratio) pada saat modifikasi, yaitu untuk menarik label sepanjang 100mm membutuhkan 180 derajat putar roll feeding dan 180 derajat putar motor servo feeding. Sedangkan derajat putar dan kecepatan servo cutting adalah tetap yaitu 2048 pulse dengan kecepatan 35 KHz. Nilai 2048 pulse adalah sebanding dengan 180 derajat putar servo dengan menggunakan pulse multiplying factor ( Electronic gear).
Karena motor cutting cukup berputar 180 derajat untuk sekali potong maka nilai
1. CMX : Electronic Gear Numerator ( Parameter no 3) = 32 2. CDV : Electronic Gear Denominator ( Parameter no 4 ) = 1 Begitupun untuk bagian motor servo feeding, untuk meningkatkan kecepatan maka nilai CMX ( Parameter no 3) = 64, dan CDV ( Parameter no 4 ) = 1 atau setengah kali kepresisian motor servo cutting.
Untuk mendapatkan kecepatan insert minimal 500 bpm maka kecepatan system yang dibutuhkan sebagai berikut:
a) 500 bpm = 500 botol per menit
b) 1 cycle proses insert label membutuhkan waktu
60 detik/ 500 bpm=0,12 detik/botol = 120 milidetik/botol
c) Forcing Start/stop controller yang dibutuhkan untuk satu proses cycle insert = 20 milidetik
d) Jika accelerasi dan decelerasi motor cutting dan feeding di set 1mili detik maka total acc & dec = 4 milidetik
e) Kecepatan cutting disetting tetap untuk semua jenis label seperti perhitungan diatas yaitu 2048pulse/ 35KHz = 58,5 milidetik
f) Maka sisa waktu yang digunakan untuk servo feeding untuk berputar 180 derajat = (120 – 20 – 4 – 58,5) milidetik = 37,5 milidetik
g) Berdasarkan setting parameter CMX dan CDV motor feeding yaitu = 64 maka untuk mendapatkan 180 derajat putar membutuhkan 1024 pulse.
h) Maka besarnya frekuensi motor feeding adalah 1024 pulse/0,0375= 27,3 KHz
3.5.1 Sistem Konfigurasi Mesin
System konfigurasi menggambarkan hubungan antara system kontrol dan aktuator dalam bahasa gambar sebelum design kontrol sebuah mesin dibuat. Sistem konfigurasi ini bersifat umum artinya hanya menampilkan global part yang akan digunakan. System konfigurasi mesin insert label dibagi dalam beberapa bagian yang meliputi:
a) Pemrograman Human Machine Interface (HMI) b) Pembuatan Program PLC
c) Pembuatan Program Modul Posisi FX2n-10GM d) Pengesettan Parameter Inverter.
3.3.5.1 Pemrograman HMI Mesin Insert Label
Tujuan penggunaan HMI pada mesin inserting label adalah memberikan kemudahan bagi operator untuk pengoperasian mesin meliputi seting timer start-stop motor supply label, setting timer start-start-stop mesin karena block atau jam botol pada conveyor, setting kecepatan motor feeding, setting jarak langkah
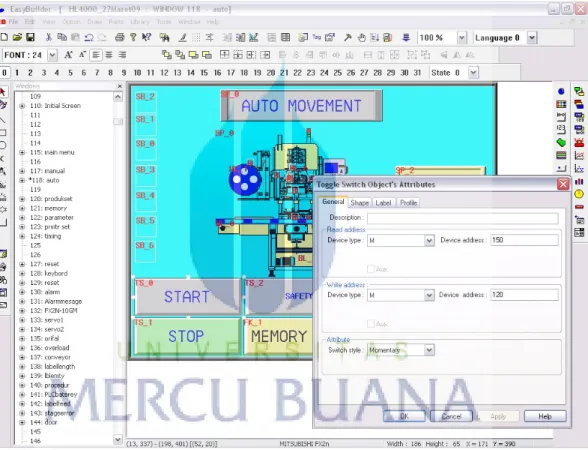
motor feeding, monitoring kecepatan mesin, alarm system dan status mesin. Dengan menggunakan software EasyBuilder program HMI dibuat. Yang dilakukan HMI meliputi force register, read register dan read/ write register. Pada Gambar dibawah ini adalah pemrograman HMI dengan menggunakan EasyBuilder dan pemakaian toggle switch untuk pembacaan register M150 dan force register M120.
Gambar 3.9 Pemrograman HMI dengan EasyBuilder.
Setelah program selesai dibuat, program dapat didownload langsung ke MMI atau disimulasikan dulu baik secara offline (tidak terhubung dengan PLC) maupun online (terhubung langsung dengan PLC) dan program harus disimpan
3.3.5.2 Pemrograman PLC Mitsubishi FX2n-64MT
Pemrograman PLC dibuat berdasarkan flowchart kerja mesin menggunakan
software Melsoft GX Developer Versi 7. Penulisan program menggunakan ladder
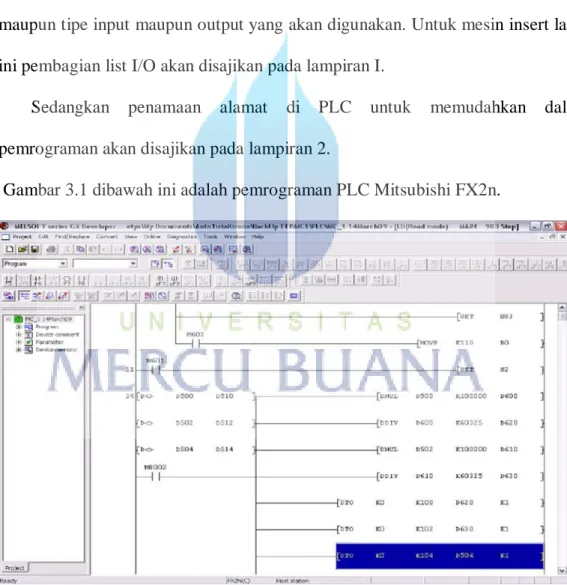
diagram, sedangkan tipe PLC FX2n-64MT merupakan series FX2n dengan jumlah input output 64 buah dan type output transistor. Sebelum sebuah tipe PLC dipilih, maka perlu adanya pembuatan dan pembagian list I/O dan gambaran penamaan alamat di PLC. Pembagian list I/O bertujuan untuk mengetahui jumlah maupun tipe input maupun output yang akan digunakan. Untuk mesin insert label ini pembagian list I/O akan disajikan pada lampiran I.
Sedangkan penamaan alamat di PLC untuk memudahkan dalam pemrograman akan disajikan pada lampiran 2.
Gambar 3.1 dibawah ini adalah pemrograman PLC Mitsubishi FX2n.
Bagian terpenting pemrograman PLC pada mesin insert label ini adalah proses start-stop, setting kecepatan dan setting jarak motor AC servo baik feeding maupun cutting karena membutuhkan respon waktu yang cepat dan semuanya termonitor melalui program PLC. Ketika modul posisi FX2n-10GM terhubung dengan PLC FX2n maka PLC dapat memberikan perintah atau membaca memori register dari modul FX2n-10GM. Function atau perintah di PLC menggunakan instruksi FROM dan TO. Penjelasan instruksi FROM dan TO adalah sebagai berikut:
Gambar dibawah ini adalah contoh pembacaan dan penulisan memori register modul FX2n-10GM dengan menggunakan program PLC.
Gambar 3.11 Pembacaan dan Penulisan memori register modul posisi FX2n-10GM dengan menggunakan program PLC.
Dari contoh diatas pembacaan register modul posisi di PLC dalam bentuk bit dan word yaitu M200 sampai dengan M215 dan memori register D0. Sedangkan penulisan/perintah register dari PLC ke modul posisi pada memori register M300 sampai dengan M315. Penjelasan dari memori register yang dibaca dan ditulis PLC, yaitu ada pada pemrograman modul control posisi FX2n-10GM seperti Gambar 3.2 dan Gambar 3.3 dibawah ini.
Gambar 3.11 Penulisan memori register modul posisi FX2n-10GM dengan menggunakan program PLC.
3.3.5.3 Pemrograman Modul Kontrol Posisi FX2n-10GM
Dengan tambahan modul motion kontrol FX2n-10GM maka sebuah motor AC servo Mitsubishi dapat dijalankan menggunakan PLC Mitsubhisi melalui perintah pembacaan dan penulisan memori register pada program PLC sehingga operasional motor meliputi kecepatan, start-stop, dan posisi motor dapat terprogram. Pemrograman di PLC harus sesuai dengan pemrograman pada modul posisi FX2n-10GM. Pemrograman modul FX2n-10GM menggunakan software SWOD5-FXVPS-E dengan bahasa pemrograman flow chart. Gambar dibawah ini adalah pemrograman FX2n-10GM dengan software
SWOD5-FXVPS-E. Sedangkan setting parameter servo menggunakan software
Gambar dibawah ini adalah contoh pemrograman FX2n-10GM pada bagian cutting mesin insert label.
3.3.5.4 Pengesettan Parameter Inverter.
Pengesettan inverter masuk kedalam pokok bahasan yang penting karena ada 2 buah inverter FR-E500 yaitu untuk inverter untuk motor screw dan inverter untuk motor conveyor menggunakan satu buah control kecepatan yaitu potensiometer. Kecepatan keduanya harus sinkron baik untuk frekuensi rendah maupun tinggi, karena menentukan kedudukan botol di conveyor. Ketidak sinkronan kedua inverter ini menyebabkan botol akan terdorong maju atau tertahan oleh screw sehingga kestabilan proses inserting label akan terganggu terutama untuk kecepatan tinggi.
Start Program 0
Set posisi register sekarang = 0
Jalankan Servo X sejauh 2048 pulse dengan kecepatan 35000 Hz
frekuensi berdasarkan penguatan tegangan. Sehingga keduanya mempunyai hubungan seberapa besar input tegangan yang masuk, akan menentukan frekuensi keluaran inverter.
Setting bias tegangan pada potensiometer dihasilkan dari pengukuran kecepatan conveyor dan screw dengan bantuan tacho meter.
Sedangkan setting tegangan yang dilakukan yaitu pada parameter inverter dan cara pengesetannya adalah ada pada lampiran.
3.6 PERANCANGAN WIRING DIAGRAM
Wiring/circuit diagram adalah gambaran detail rangkaian dari semua peralatan yang dihubungkan satu dengan lainnya menggunakan pengkabelan. Detail wiring diagram untuk mesin insert label ditampilkan pada lampiran.