PENGENDALIAN KUALITAS PRODUK DENGAN MENGGUNAKAN PETA KENDALI P MULTIVARIAT DI PT. TIRTA SIBAYAKINDO
Oleh:
Melisa Siregar NIM. 411230006 Program Studi Matematika
SKRIPSI
Diajukan Untuk Memenuhi Syarat Memperoleh Gelar Sarjana Sains
JURUSAN MATEMATIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS NEGERI MEDAN
iv
KATA PENGANTAR
Puji syukur kepada Tuhan Yang Maha Esa yang telah mencurahkan kasih
dan berkat-Nya sehingga skripsi ini dapat diselesaikan dengan baik. Skripsi ini
berjudul “Pengendalian Kualitas Produk Dengan Menggunakan Peta Kendali
p Multivariat di PT. Tirta Sibayakindo”. Skripsi ini disusun untuk memenuhi salah satu syarat memperoleh gelar Sarjana Sains di Universitas Negeri Medan.
Dalam kesempatan ini, penulis menyampaikan ucapan terima kasih kepada
berbagai pihak yang telah membantu dan mendukung dalam penyelesaian skripsi
ini, mulai dari pengajuan proposal penelitian sampai kepada penyusunan skripsi
antara lain kepada: Bapak Prof. Dr. Syawal Gultom, M.Pd., selaku Rektor
Universitas Negeri Medan, Bapak Prof. Drs. Motlan, M.Sc, P.hD., selaku Dekan
Fakultas Matematika dan Ilmu Pengetahuan Alam, Bapak Dr. Edy Surya, M.Si.,
selaku Ketua Jurusan Matematika, Bapak Drs. Yasifati Hia, M.Si., selaku
Sekretaris Jurusan Matematika, Bapak Dr. Pardomuan Sitompul, M.Si., selaku
Ketua Program Studi Matematika, ibu Dra. Nerli Khairani, M.Si selaku
Pembimbing skripsi yang telah banyak membimbing penulis dalam perkuliahan.
Kepada Ibu Dra. Hamidah Nasution, M.Si., Ibu Dr. Yulita Moliq Rangkuti, M.Sc.,
dan Ibu Arnah Ritonga, S.Si, M.Si., selaku dosen penguji yang telah banyak
memberikan masukan dan saran dalam penyusunan skripsi ini. Saya ucapkan
terima kasih kepada Ibu Yuni Siregar yang telah memberikan izin untuk
mengadakan penelitian di PT. Tirta Sibayakindo.
Teristimewa dan terkhusus penulis mengucapkan terima kasih dan hormat
kepada Ayahanda terkasih Harris Siregar dan Ibunda tercinta Rosmaida
Simanungkalit untuk semua kasih sayang, doa, perhatian, dan jerih payah
sehingga penulis dapat menyelesaikan studi dengan tepat waktu.
Serta abang tersayang Oktoriko Fernando Siregar, adik-adikku tercinta
Julianti Siregar dan Anas Tasya Amanda Siregar yang memberikan banyak
dukungan doa, dan motivasi kepada penulis. Kepada sahabat-sahabat Nondik
terkasih Silvia Deasy Saragih, Kristiani Aritonang, Sri Rejeki Tambunan,
v
Nainggolan, Valdo Exsaudi Pasaribu, Simson Hasudungan Panggabean, Denny
Pradana Wiguna, Wira Sanjaya, Violeta Asbari Daulay, Elvira Nanda Harahap,
Dian Gerhana Pane, Romiana Banjarnahor, Syakban Hayrian, Ahmad Fauzi, dan
semua matematika Nondik 2011 yang tidak bosan-bosannya menasehati,
membantu, dan mendukung serta memberi motivasi kepada penulis. Terima kasih
penulis sampaikan juga kepada teman seperjuangan Nurainun, Lydia Octriani,
Ferdinand Tampubolon, Syarto Mustofa, Lili Hariningrum, Mahyurani dan
teman-teman yang memberikan bantuan dan motivasi, serta selalu membantu
penulis dalam menyelesaikan skripsi ini. Terimakasih buat kawan-kawan se-kost,
Putri Readora, Hanna Manalu, Marina Siahaan, dan lain-lain yang banyak
mendoakan penulis dalam menyelesaikan skripsi ini. Terimakasih juga buat
sahabat-sahabat penulis Iyul Sri Dwi Cahyan Hulu, Elkana Situmorang, Lenny
Maria Debora Pakpahan yang tak jemu-jemunya memberi semangat dan doa
dalam menyelesaikan skripsi ini. Terima kasih kepada semua pihak yang tidak
dapat penulis sebutkam satu persatu yang selama ini memberikan dukungan,
semangat, motivasi, dan doa serta semua pihak yang turut membantu penyelesaian
skripsi ini.
Semoga skripsi ini bermanfaat dan menambah wawasan bagi kita semua.
Akhir kata, penulis mengucapkan terima kasih.
Medan, Agustus 2015
Penulis,
iii Kemasan (ADMK) yang menempatkan kualitas sebagai salah satu bagian dari strategi perusahaan. Ada beberapa permasalahan yang dihadapi perusahaan diantaranya masalah kualitas pada produk air minum dalam kemasan merek AQUA kemasan 240 ml yang tidak memenuhi spesifikasi. Penelitian ini bertujuan untuk mengetahui apakah proses produksi telah terkendali secara statistik, menganalisa jenis cacat yang paling mendominasi pada proses produksi, menemukan penyebab terjadinya cacat, dan mengetahui faktor-faktor yang mempengaruhi tingkat kecacatan pada proses produksi AQUA kemasan 240 ml. Penelitian ini mengamati 5 jenis cacat yaitu cacat cup, cacat lid, cacat volume, sliding mesin, dan kotor air yang mungkin timbul. Untuk mengatasinya, maka pada penelitian ini digunakan metode peta kendali p multivariat dengan data bulan Desember 2014 digunakan untuk fase I dan data bulan Januari 2015 digunakan untuk fase II. Peta kendali p multivariat pada fase I menggambarkan kondisi yang terkendali karena menyebar secara random, dan batas kendali pada fase I cocok digunakan pada fase II sehingga peta kendali pada fase II menggambarkan kondisi yang terkendali juga. Dengan menggunakan diagram pareto maka dapat diketahui frekuensi jenis cacat yang lebih dominan daripada jenis cacat yang lainnya yaitu cacat lid. Dengan menggunakan diagram sebab-akibat dapat diketahui faktor-faktor yang berpengaruh terhadap ketidakstabilan produk yaitu mesin, metode, manusia, dan lingkungan.
vi
2.1.2 Pengertia Kualitas 9
2.1.3 Pengertian Pengendalian Kualitas 11
2.1.4 Tujuan Pengendalian Kualitas 12
2.2 Faktor-Faktor Yang Mempengaruhi Kualitas 13
2.3 Pendekatan Pengendalian Kualitas 15
vii
4.2.1 Mengumpulkan Data Kecacatan Produk 35
4.2.2 Mengklasifikasikan Jenis-Jenis Cacat Produk 36
4.2.3 Membagi Data Menjadi Dua Fase 36
4.2.4 Diagram Pareto 37
4.2.5 Diagram Sebab-Akibat 40
4.2.6 Analisis Proses Produksi Dengan Menggunakan Peta Kendali
viii
DAFTAR GAMBAR
Halaman Gambar 1.1.1 Peta Kendali p Multivariat Pada Fase I 5
Gambar 1.1.2 Peta Kendali p Multivariat Pada Fase II 6
Gambar 2.4.1 Peta Kendali (Control Chart) 20
Gambar 2.4.2.1 Bentuk-bentuk Penyimpangan 21
Gambar 2.5.1 Diagram Pareto 29
Gambar 2.6.1 Diagram Sebab-Akibat 30
Gambar 4.2.4.1 Diagram Pareto untuk Jenis Cacat Bulan Desember 2014 38
Gambar 4.2.4.2 Diagram Pareto untuk Jenis Cacat Bulan Januari 2015 38
Gambar 4.2.5.1 Diagram Sebab-akibat pada Cacat Cup 41
Gambar 4.2.5.2 Diagram Sebab-akibat pada Cacat Lid 42
Gambar 4.2.5.3 Diagram Sebab-akibat pada Cacat Volume 43
Gambar 4.2.5.4 Diagram Sebab-akibat pada Sliding Mesin 43
Gambar 4.2.5.5 Diagram Sebab-akibat pada Kotor Air 44
Gambar 4.2.6.1.1 Peta Kendali p Multivariat Pada Fase I 49
Gambar 4.2.6.1.2 Peta Kendali p Univariat Jenis Cacat Cup Fase I 50
Gambar 4.2.6.1.3 Peta Kendali p Univariat Jenis Cacat Lid Fase I 50
Gambar 4.2.6.1.4 Peta Kendali p Univariat Jenis Cacat Volume Fase I 51
Gambar 4.2.6.1.5 Peta Kendali p Univariat Jenis Sliding Mesin Fase I 51
Gambar 4.2.6.1.6 Peta Kendali p Univariat Jenis Kotor Air Fase I 52
x
DAFTAR LAMPIRAN
Halaman Lampiran 1. Data Produksi dan Produk Cacat AQUA berkemasan
240 ml pada bulan Desember 2014 – Januari 2015 60
Lampiran 2. Data Fase I pada Bulan Desember 2014 62 Lampiran 3. Data Fase II pada Bulan Januari 2015 63 Lampiran 4. Tabel hasil perhitungan proporsi dari masing-masing
cacat pada fase I 64
Lampiran 5. Perhitungan penaksir parameter pada fase I 65 Lampiran 6. Perhitungan statistik sampling pada fase I 66 Lampiran 7. Gambar hasil Peta Kensali p pada fase I 68 Lampiran 8. Tabel hasil perhitungan proporsi dari masing-masing
cacat pada fase II 71
Lampiran 9. Perhitungan penaksir parameter pada fase II 72 Lampiran 10. Perhitungan statistik sampling pada fase II 74 Lampiran 11. Gambar hasil Peta Kendali p pada fase II 76
BAB I PENDAHULUAN 1.1 Latar Belakang Masalah
Setiap usaha dalam persaingan tinggi selalu berkompetisi dengan industri
yang sejenis. Agar bisa memenangkan kompetisi, pelaku bisnis harus memberikan
perhatian penuh terhadap kualitas produk. Perhatian pada kualitas memberikan
dampak positif kepada bisnis melalui dua cara yaitu dampak terhadap biaya-biaya
produksi dan dampak terhadap pendapatan. Salah satu tujuan perusahaan adalah
meningakatkan laba terutama dari kegiatan operasinya. Strategi bisnis untuk
meningkatkan keunggulan bersaing dapat dilakukan melalui usaha peningkatan
kualitas.
Kualitas produk merupakan faktor utama yang tak bisa ditawar lagi oleh
perusahaan, sehingga dapat memenuhi suatu kebutuhan atau produksi terhadap
batas-batas spesifikasi serta menjadi pertimbangan mutlak bagi konsumen untuk
memilih barang dan jasa yang mereka kehendaki karena kualitas menjadi salah
satu faktor penentu dalam menjaga loyalitas konsumen (Riarso, 2013).
Kualitas telah menjadi bagian yang penting dalam setiap proses produksi.
Strategi yang dapat menjamin kualitas adalah strategi yang mampu menjaga
kestabilan proses untuk meminimalis produk cacat. Kualitas adalah keseluruhan
ciri dan karakteristik produk atau jasa yang kemampuannya dapat memuaskan
kebutuhan, baik yang dinyatakan tegas maupun tersamar. Kualitas tidak terlepas
dari manajemen kualitas yang mempelajari setiap area dari manajemen operasi
dari perencanaan produk dan fasilitas, sampai penjadwalan dan memonitor hasil.
Selain itu, kualitas memerlukan suatu proses perbaikan terus-menerus (continuous
improvement process) yang dapat diukur, baik secara individual, organisasi,
korporasi maupun tujuan kinerja nasional (Ariani, 2005:4).
Pengendalian kualitas adalah aktivitas keteknikan dan manajemen dimana
aktivitas tersebut dapat diukur dari spesifikasi kualitas produk yang ada,
2
yang sesuai apabila ada perbedaan antara penampilan yang sebenarnya dan yang
standar.
Dalam proses produksi, tidak mungkin lepas dari kecacatan produk bahkan
mungkin kegagalan produksi. Kecacatan produk atau kegagalan produksi akan
memiliki dampak yang cukup besar bagi perusahaan. Jika nilai dari harganya atau
nilai secara material, maka produk yang cacat tentu saja bernilai lebih rendah
daripada produk yang bagus. Tidak hanya itu, kecacatan produk juga akan
berdampak pada citra perusahaan oleh konsumen. Oleh karena itu, perusahaan
harus dapat mengurangi kecacatan produk atau bahkan menghilangkan produk
yang cacat.
Namun, meskipun proses produksi telah dilaksanakan dengan baik, pada
kenyataannya seringkali masih ditemukan ketidaksesuaian antara produk yang
dihasilkan dengan yang diharapkan, dimana kualitas produk yang dihasilkan tidak
sesuai dengan standar, atau dengan kata lain produk yang dihasilkan mengalami
kerusakan/cacat produk. Hal tersebut disebabkan adanya
penyimpangan-penyimpangan dari berbagai faktor, baik yang berasal dari bahan baku, tenaga
kerja maupun kinerja dari fasilitas-fasilitas mesin yang digunakan dalam poses
produksi tersebut. Agar supaya produk yang dihasilkan tersebut mempunyai
kualitas sesuai dengan standar yang ditetapkan perusahaan dan sesuai dengan
harapan konsumen, maka perusahaan harus melakukan kegiatan yang berdampak
pada kualitas yang dihasilkan dan menghindari banyaknya produk yang
rusak/cacat ikut terjual ke pasar.
Salah satu aktifitas dalam menciptakan kualitas agar sesuai standar adalah
dengan menerapkan sistem pengendalian kualitas yang tepat, mempunyai tujuan
dan tahapan yang jelas, serta memberikan inovasi dalam melakukan pencegahan
dan penyelesaian masalah-masalah yang dihadapi perusahaan. Kegiatan
pengendalian kualitas dapat membantu perusahaan mempertahankan dan
meningkatkan kualitas produknya dengan melakukan pengendalian terhadap
tingkat kerusakan produk (product defect) sampai pada tingkat kerusakan nol
3
Banyak sekali metode yang membahas mengenai kualitas dengan
karakteristiknya masing-masing. Untuk mengukur seberapa besar tingkat
kerusakan produk yang dapat diterima oleh suatu perusahaan dengan menentukan
batas toleransi cacat produk yang dihasilkan tersebt dapat menggunakan metode
pengendalian kualitas dengan menggunakan alat bantu statistik yaitu peta kendali
p multivariat, dimana pada proses produksi dikendalikan kualitasnya mulai dari
awal produksi, pada saat proses produksi berlangsung sampai dengan produk jadi.
Sebelum dilempar ke pasar, produk yang telah diproduksi diinspeksi terlebih
dahulu, dimana produk yang baik dipisahkan dengan yang jelek, sehingga produk
yang dihasilkan jumlahnya berkurang.
Pengendalian kualitas dengan alat bantu statistik bermanfaat pula
mengawasi tingkat efisiensi. Jadi dapat digunakan sebagai alat untuk mencegah
kerusakan dengan cara meolak (reject) dan menerima (accept) berbagai produk
yang dihasilkan mesin, sekaligus upaya efisiensi. Dengan menolak/menerima
produk, berarti bisa juga sebagai alat untuk mengawasi proses produksi sekaligus
memperoleh gambaran kesimpulan tentang spesifikasi produk yang dihasilkan
secara populasi umum. Bila gambaranya baik, berarti proses produksi dapat
berlansung terus karena hasil produknya baik (Suyadi Prawirosentono, 2007).
PT. Tirta Sibayakindo adalah perusahaan yang bergerak di bidang industri
air minum dalam kemasan (ADMK). Saat ini PT. Tirta Sibayakindo memproduksi
dan memasarkan air minum bermerk AQUA dan VIT. Adapun kemasan yang
diproduksi dengan merk Aqua, yaitu botol kemasan dan tutup ulir untuk kemasan
600 ml dan kemasan 1500 ml, gelas plastik/cup untuk kemasan 240 ml, dan
kemasan galon (19 liter). Sedangkan untuk produk yang bermerk VIT hanya
untuk kemasan galon. Dalam bisnisnya PT. Tirta Sibayakindo mempunyai misi
untuk memproduksi air minum beserta kemasannya dengan kualitas tinggi, halal,
aman dikonsumsi, melalui proses yang ramah lingkungan dengan memperhatikan
upaya tindakan pencegahan pencemaran, selalu memperbaiki dan meningkatkan
kualitas dalam rangka memenuhi dan memuaskan kebutuhan serta harapan
pelanggan dalam segala aspek. Sehingga salah satu konsekuensi dalam strategi
4
Dalam wawancara dengan salah satu karyawan di PT. Tirta Sibayakindo,
dikatakan bahwa dalam produksi yang dilakukan terkadang dihasilkan produk
yang cacat pada kemasan produk dalam jumlah yang berbeda tiap harinya,
terutama pada kemasan 240 ml. Sedangkan dalam pengolahan airnya, PT. Tirta
Sibayakindo tetap memproses air yang digunakan walaupun air dari sumbernya
sudah layak minum sebelum proses, untuk meyakinkan bahwa air nya benar-benar
hegienis dan sehat. PT. Tirta Sibayakindo juga menerapkan teknologi in line
process, dimana proses air dan pembuatan botol/cup dilakukan secara bersamaan.
Sistem ini mempunyai keunggulan, kebersihan produk lebih terjaga karena faktor
campur tangan manusia dalam proses dapat diminimalkan, sehingga air di PT.
Tirta Sibayakindo ini sudah terkendali dengan baik. Kita mengetahui bahwa
pengendalian kualitas merupakan hal yang sangat penting. Oleh karena itu,
peneliti ingin mengetahui apakah proses produksi di PT. Tirta Sibayakindo ini
telah terkendali secara statistik atau tidak terutama pada air minum AQUA
berkemasan 240 ml.
Peta kendali p multivariat adalah jenis peta kendali atribut yang digunakan
untuk mengendalikan kualitas produk selama proses produksi yang tidk dapat
diukur tetapi dapat dihitung sehingga kualitas produk dapat dibedakan dalam
karakteristik baik atau buruk, berhasil atau gagal, juga dapat digunakan untuk
menganalisa banyaknya barang yang ditolak yang ditemukan dalam pemeriksaan
atau sederetan pemeriksaan terhadap total barang yang diperiksa. Peta kendali p
multivariat ini memiliki perbedaan dalam penggunaannya dibanding dengan peta
kendali lainnya. Perbedaan tersebut adalah peta kendali p multivariat ini
digunakan untuk menganalisis produk yang mengalami kerusakan dan tidak dapat
diperbaiki lagi, sedangkan peta kendali yang lain seperti peta kendali c dan u
digunakan untuk menganalisis produk yang mengalami cacat atau ketidaksesuaian
dan masih dapat diperbaiki.
Penelitian ini akan dilakukan dengan mencatat jumlah cacat pada
masing-masing unit sampel pada setiap jenis cacat yang telah diklasifikasikan menjadi
beberapa kategori. Dengan menggunakan peta kendali p multivariat maka dapat
6
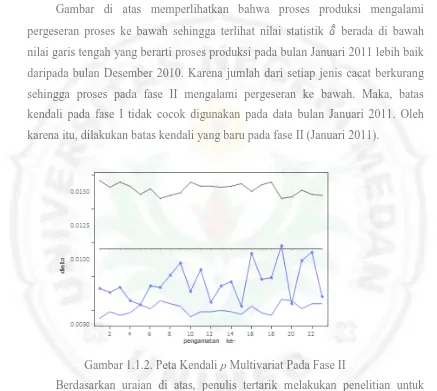
Gambar di atas memperlihatkan bahwa proses produksi mengalami
pergeseran proses ke bawah sehingga terlihat nilai statistik ̂ berada di bawah
nilai garis tengah yang berarti proses produksi pada bulan Januari 2011 lebih baik
daripada bulan Desember 2010. Karena jumlah dari setiap jenis cacat berkurang
sehingga proses pada fase II mengalami pergeseran ke bawah. Maka, batas
kendali pada fase I tidak cocok digunakan pada data bulan Januari 2011. Oleh
karena itu, dilakukan batas kendali yang baru pada fase II (Januari 2011).
Gambar 1.1.2. Peta Kendali p Multivariat Pada Fase II
Berdasarkan uraian di atas, penulis tertarik melakukan penelitian untuk
mengetahui sejauh mana pengendalian kualitas produk dan faktor-faktor penyebab
cacat terjadi pada proses produksi di PT. Tirta Sibayakindo. Untuk itu penulis
melakukan penelitian dengan judul: “Pengendalian Kualitas Produk Dengan
Menggunakan Peta Kendali P Multivariat di PT. Tirta Sibayakindo” 1.2 Rumusan Masalah
Berdasarkan latar belakang masalah, maka yang menjadi permasalahan
dalam penelitian ini adalah:
1. Jenis cacat apa saja yang paling mendominasi pada proses produksi AQUA
berkemasan 240 ml di PT. Tirta Sibayakindo.
2. Faktor-faktor apa saja yang mempengaruhi tingkat kecacatan pada proses
7
3. Bagaimana pengendalian kualitas produk AQUA berkemasan 240 ml di PT.
Tirta Sibayakindo menggunakan peta kendali p multivariat.
1.3 Batasan Masalah
Agar pembahasan masalah tidak menyimpang dari pokok permasalahan
maka perlu diadakan pembatasan-pembatasan masalah, yakni sebagai berikut:
1. Penelitian difokuskan hanya pada produk AQUA berkemasan 240 ml.
2. Data yang digunakan adalah data produk cacat dari Desember 2014-Januari
2015.
3. Penelitian menampilkan pengendalian kualitas AQUA dengan menggunakan
peta kendali p multivariat, diagram pareto, dan diagram sebab-akibat.
4. Data hasil produksi AQUA berkemasan 240 ml yang tidak mengalami produk
cacat tidak dibahas.
5. Faktor biaya tidak dibahas.
1.4 Tujuan Penelitian
Berdasarkan permasalahan sebelumnya, maka tujuan dari penelitian ini
adalah:
1. Mengetahui jenis cacat yang paling mendominasi pada proses produksi AQUA
berkemasan 240 ml.
2. Mengetahui faktor-faktor yang mempengaruhi tingkat kecacatan pada proses
produksi AQUA berkemasan 240 ml.
3. Untuk mengetahui apakah proses produksi AQUA berkemasan 240 ml di PT.
Tirta Sibayakindo telah terkendali secara statistik dengan menggunakan peta
kendali p multivariat.
1.5 Manfaat Penelitian
Dengan diadakannya penelitian ini diharapkan dapat memberi manfaat
sebagai berikut:
1. Bagi peneliti: merupakan media belajar untuk memecahkan masalah besar
8
ilmu yang diperoleh di bangku kuliah, dan menambah pengetahuan di bidang
Pengendalian Kualitas dan penerapannya pada perusahaan.
2. Bagi perusahaan: mencoba menerapkan teori Peta Kendali p Multivariat yang
digunakan sebagai pengendali kualitas pada PT. Tirta Sibayakindo dan hasil
penelitian ini memberikan masukan agar dapat mengambil langkah dan
keputusan guna melakukan persiapan dan perbaikan demi kemajuan
perusahaan tersebut serta memberikan gambaran dan harapan yang mantap
terhadap perusahaan tersebut, dengan konsep peta kendali p multivariat
perusahaan dapat meningkatkan upaya/strategi yang efektif dalam menekan
BAB V
SIMPULAN DAN SARAN
4.1 Simpulan
Berdasarkan hasil pengolahan data, maka dapat disimpulkan bahwa:
1. Terdapat dua variabel yang memiliki cacat yang tinggi dibandingkan
variabel yang lain yaitu cacat lid dan cacat cup telah melebihi
angka kumulatif 80% akibat dari kerja mesin yang tidak bekerja dengan
baik dan para pegawai yang tidak disiplin.
2. Faktor-faktor yang menyebabkan jenis cacat lid dan cacat cup antara lain
terdapat komponen mesin yang aus dan pengaturan mesin yang kurang
sesuai, pemberhentian mesin secara tiba-tiba, operator belum ditraining
ulang dan kurang fokus dalam bekerja sehingga tidak melaksanakan
tugasnya sesuai dengan prosedur, susunan bahan baku yang kurang sesuai,
serta metode atau prosedur kurang dijalankan dengan baik.
3. Proses produksi AQUA berkemasan 240 ml pada fase I, yaitu proses pada
bulan Desember 2014 berdasarkan peta kendali p multivariat sudah
terkendali, dengan Batas Kendali Atas (BKA) = 0,000304, Garis Tengah
(GT) = 0,000038, dan Batas Kendali Bawah (BKB) = 0. Batas-batas kendali
tersebut juga cocok digunakan untuk bulan Januari 2015 (fase II), dan
didapatkan bahwa proses produksi data fase tersebut terkendali secara
statistik, sehingga dapat digunakan sebagai batas kontrol standar produksi
produk AQUA berkemasan 240 ml untuk pengontrolan berikutnya.
4.2 Saran
Berdasarkan kesimpulan yang diperoleh, maka penulis ingin memberikan
saran kepada perusahaan dan peneliti lain yang ingin melakukan penelitian di
bidang yang sama, antara lain:
1. Perusahaan harus memperbaiki atau melakukan perawatan mesin-mesin
yang sudah memiliki masa pakai lebih dari masa pakai yang ditetapkan dan
57
2. Perusahaan perlu meningkatkan pengembangan sumber daya manusia
berupa training, peningkatan terhadap pekerja, pengawasan bahan material,
dan meningkatkan disiplin kerja melalui pengawasan dan peraturan yang
tegas.
3. Pada penulisan ini hanya dilakukan analisis kecacatan pada AQUA
berkemasan 240 ml saja. Peneliti lain dapat menambahkan produksi
kecacatan pada kemasan 330 ml, 600 ml,1500 ml, dan galon 19 liter, serta
dapat menambahkan metode-metode yang lainnya agar memperkuat hasil
DAFTAR PUSTAKA
Ahyari, A. 1990. Manajemen Produksi Perencanaan Sistem Produksi Edisi Keempat Jilid Kedua. BPFE: Yogyakarta
Ariani, D.W. 2005. Pengendalian Kualitas Statistik (Pendekatan Kuantitatif dalam Manajemen Kualitas). ANDI: Yogyakarta
Assauri, S. 1999. Manajemen Produksi Dan Operasi Edisi Keempat. LPFUI: Jakarta
Cozzucoli, P.C. 2009. Process Monitoring With Multivariat p Control Chart. Journal of Quality, Statistics, and Reliability. Volume 2009
Feigenbaum, A. 1992. Kendali Mutu Terpadu Edisi Ketiga. Erlangga: Jakarta
Gaspersz, V. 2003. Metode Analisis Untuk Peningkatan Kualitas. Gramedia Pausaka Utama: Jakarta
Heizer, J and Barry Render. 2006. Operations Management (Manajemen Operasi). Jakarta: Salemba Empat
Johnson, R.A. 2000. Probability And Statistic For Engineers Sixth Edition. Pearson Prentice-Hall: USA
Johnson, R.A and Wichern, D.W. 2007. Applied Multivariat Statistical Analysis Sixth Edition. Pearson Prentice Hall: USA
Montgomery, D.C. 1995. Pengantar Pengendalian Kualitas Statistik. Gajah Mada University Press: Yogyakarta
Mukhopadhyay, S. 2008. Measurement And Instrumentation. Ane Books Pvt. Ltd.: New Delhi
Octavia,T., Prajogo,D.I., Prabudy,L.M. 2000. Studi Tentang Peta Kendali p Yang Distandarisasi Untuk Proses Pendek Kualitas. Jurnal Teknik Industri, Vol. 2 No. 1: Hal. 53-64
Primastuti, N.B., Sudarno., Suparti. 2014. Pengontrolan Kualitas Produk Menggunakan Metode Diagram Kontrol Multivariat np (Mnp) Dalam Usaha Peningkatan Kualitas. Jurnal Gaussian, Vol. 3 No.1: Hal. 111-120
59
Riarso, I.R., Aridinanti, L., Mashuri, M. 2013. Pengendalian Kualitas Proses Produksi Tube Plastik Di PT. X Menggunakan Peta Kendali P Multivariat. Jurnal Sains Dan Seni Pomits, Vol. 2, No.1: Hal. 95-99
Tjiptono, F. 2005. Prinsip-Prinsip Total Quality Service. ANDI: Yogyakarta
Walpole, R.E and Myers, R.H. 1995. Ilmu Peluang dan Statistika untuk Insinyur dan Ilmuwan Edisi Keempat. ITB: Bandung
Wood, B.E. 1999. Manajemen Produksi dan Operasi Edisi Keenam Jilid Kedua.