4.1. Proses Produksi
Proses produksi untuk produk Blokset dan Okken secara garis besar hampir sama, yang membedakan adalah jenis part yang digunakan. Secara garis besar proses produksi pada line LV (Blokset dan Okken) dapat digolongkan menjadi 2 bagian, yaitu proses perakitan panel dan proses perakitan drawer.
Proses produksinya dapat dijabarkan sub bab di bawah ini.
4.1.1. Perakitan Panel
Merupakan proses produksi yang dilakukan pada panel. Proses-proses yang ada di bagian perakitan panel adalah sebagai berikut:
4.1.1.1. Mechanical Assembly
Merupakan proses awal dari produksi (membangun kerangka). Proses mechanical assembly meliputi:
a. Membangun kerangka frame dan mengencangkan mur baut dengan menggunakan kunci angin. Secara garis besar terdapat 3 ukuran panjang frame, yaitu 700mm, 400mm, dan 200mm. Terdapat 3 macam bentuk untuk jenis frame, yaitu 1 kolom, 2 kolom, dan 3 kolom.
b. Memasang asesoris yang ada pada frame, misal engsel, hig, dan busbar grounding dengan menggunakan mur dan baut.
c. Memasang cross member pada frame dengan menggunakan mur dan baut dan mengencangkan menggunakan kunci angin.
d. Memasang metal part yang lain, seperti separator, top plate, bottom plate, side plate, mounting plate, dan ventilation. Jumlah dan ukuran metal part yang digunakan pada tiap panel berbeda-beda tergantung dari desain dan jenis panel yang akan dibuat.
e. Memasang pintu dan komponen pendukungnya (kunci dan handel pintu).
Jumlah dan ukuran pintu tergantung dari desain.
f. Memasang top plate dan eye bolt pada top plate. Top plate yang dipasang tergantung dengan jenis Index Protection (IP) yang terdapat pada gambar spesifikasi.
4.1.1.2. Sub Assembly Vertical Busbar dan Bars for Terminating
Proses Sub Assembly Vertical Busbar dan Bars for Terminating hanya dilakukan jika jenis produk yang dibuat merupakan Blokset dengan tipe MCC.
Proses yang ada pada Sub Assembly Vertical Busbar dan Bars for Terminating meliputi:
a. Sub Assembly Vertical Busbar
• Memasang fixed bracket pada vertical busbar support.
• Memasang vertical busbar screen dan vertical busbar support fixation
• Memasang baut dan mur yang bertujuan untuk mengencangkan part yang dipasang pada vertical busbar support.
b. Bars for Terminating
• Memasang semua part-part yang digunakan dengan menggunakan rivet dan rivet gun.
4.1.1.3. Assembly Busbar
Kerangka panel yang telah dibangun di mechanical assembly kemudian dibawa ke area busbar untuk dilakukan proses assembly busbar. Proses yang ada pada assembly busbar meliputi:
a. Melakukan sub assembly support busbar. Jumlah support fixed bracket yang dirakit bervariasi tergantung dari jumlah busbar yang dipakai. Untuk produk Okken support yang digunakan berbeda dengan Blokset, Okken menggunakan double suport busbar sedangkan Blokset menggunakan support fixed bracket.
b. Memasang support pada panel sesuai dengan tempat yang telah ditentukan dengan cara melihat gambar panel.
c. Memasang busbar. Ukuran dan jenis busbar yang digunakan tergantung dari spesifikasi yang terdapat pada gambar panel. Terdapat 2 jenis lapisan busbar yaitu busbar tanpa lapisan dan lapisan busbar thin. Berdasarkan penggunaanya
terdapat 3 macam busbar, yaitu busbar horizontal, busbar vertical dan busbar connection.
d. Mengencangkan mur dan baut dengan menggunakan torsi. Besarnya torsi yang digunakan tergantung dari jenis baut yang dipakai. Semakin besar baut yang digunakan maka torsi yang diberikan juga harus semakin besar.
e. Memberi tanda merah pada baut yang telah ditorsi. Hal ini dilakukan dengan tujuan untuk memastikan bahwa semua baut telah ditorsi dan memudahkan dalam proses pengecekan oleh Final Quality Control (FQC).
4.1.1.4. Install Component
Setelah busbar selesai di-assembly maka kemudian akan dilakukan proses instal component. Proses pada install component meluputi:
a. Pemasangan rail mounting dan cable duct. Rail mounting digunakan sebagai tempat untuk install component dan cable duct digunakan sebagai tempat untuk memasukkan kabel pada panel sehingga terlihat rapi. Ukuran rail mounting dan cableduct yang digunakan bervariasi tergantung dari layout komponen yang ada pada gambar desain.
b. Pemasangan komponen-komponen yang ada. Jenis komponen yang dipasang sangat bervariasi tergantung dari BOM komponen yang ada pada gambar desain.
4.1.1.5. Wiring
Setelah semua komponen yang diperlukan selesai dipasang, maka kemudian akan dilakukan proses wiring. Proses wiring meliputi:
a. Pengukuran dan pemotongan kabel. Ukuran dan jenis kabel yang digunakan bermacam-macam tergantung dari spesifikasi yang terdapat pada gambar desain.
b. Pengupasan kabel yang bertujuan untuk membuang isolasi pada kabel.
c. Pemasangan schoen. Ada beberapa jenis schoen yang digunakan seperti schoen ring, schoen pipih, dll.
d. Crimping yang dilakukan agar schoen tidak mudah lepas dari kabel.
e. Pemasangan schoen pada komponen.
4.1.1.6. Final Quality Control (FQC)
Merupakan proses pengecekan secara menyeluruh pada panel.
Pengecakan yang dilakukan meliputi kesesuai panel dengan gambar desain, uji elektrik, dan penampilan visual panel.
4.1.1.7. Finishing.
Setelah selesai diperiksa semua maka akan dilakukan proses finishing.
Proses finishing meliputi:
a. Pemasangan metal part finishing, seperti tutup samping, tutup belakang, dan tutup atas.
b. Pemasangan label dan name plate pada panel.
c. Proses pembersihan panel yang dilakukan untuk memastikan tidak ada debu atau kotoran yang tertinggal pada panel.
4.1.2. Perakitan Drawer Panel
Drawer merupakan salah satu jenis komponen yang ada pada panel untuk tipe MCC. Proses-proses yang ada pada bagian perakitan drawer adalah:
4.1.2.1. Mechanical Assembly Drawer
Merupakan proses pembuatan kerangka drawer. Proses-proses yang ada dalam mechanical assembly drawer adalah:
Perakitan part-part yang di-assembly pada frame drawer dengan menggunakan rivet.
4.1.2.2. Install Component
a. Pemasangan rail mounting. Rail mounting digunakan sebagai tempat untuk install component. Ukuran rail mounting dan cable duct yang digunakan bervariasi tergantung dari layout komponen yang ada pada gambar desain.
b. Pemasangan komponen-komponen yang ada. Jenis komponen yang dipasang sangat bervariasi tergantung dari BOM komponen yang ada pada gambar desain.
4.1.2.3. Wiring
Setelah semua komponen yang diperlukan selesai dipasang, maka kemudian akan dilakukan proses wiring. Proses wiring meliputi:
a. Pengukuran dan pemotongan kabel. Ukuran dan jenis kabel yang digunakan bermacam-macam tergantung dari spesifikasi yang terdapat pada gambar desain.
b. Pengupasan kabel yang bertujuan untuk membuang isolasi pada kabel.
c. Pemasangan schoen. Ada beberapa jenis schoen yang digunakan seperti schoen ring, schoen pipih, dll.
d. Crimping yang dilakukan agar schoen tidak mudah lepas dari kabel.
e. Pemasangan schoen pada komponen.
4.1.2.4. Finishing
Proses finishing meliputi:
a. Pemotongan dan pemasangan long shaft.
b. Pemasangan label pada komponen.
c. Pemasangan drawer pada panel (sebelum proses FQC).
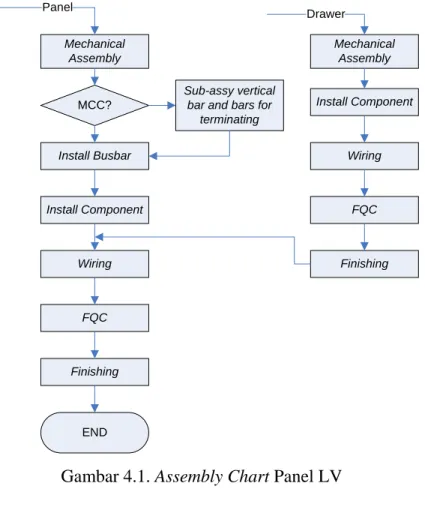
Mengenai proses produksi secara lebih jelas dapat dilihat pada Gambar 4.1.
Mechanical Assembly
Install Busbar MCC?
Install Component
Wiring
FQC
Finishing
Sub-assy vertical bar and bars for
terminating
Mechanical Assembly
Install Component
Wiring
FQC
Finishing Panel
END
Drawer
Gambar 4.1. Assembly Chart Panel LV
4.2. Data Kecacatan Awal
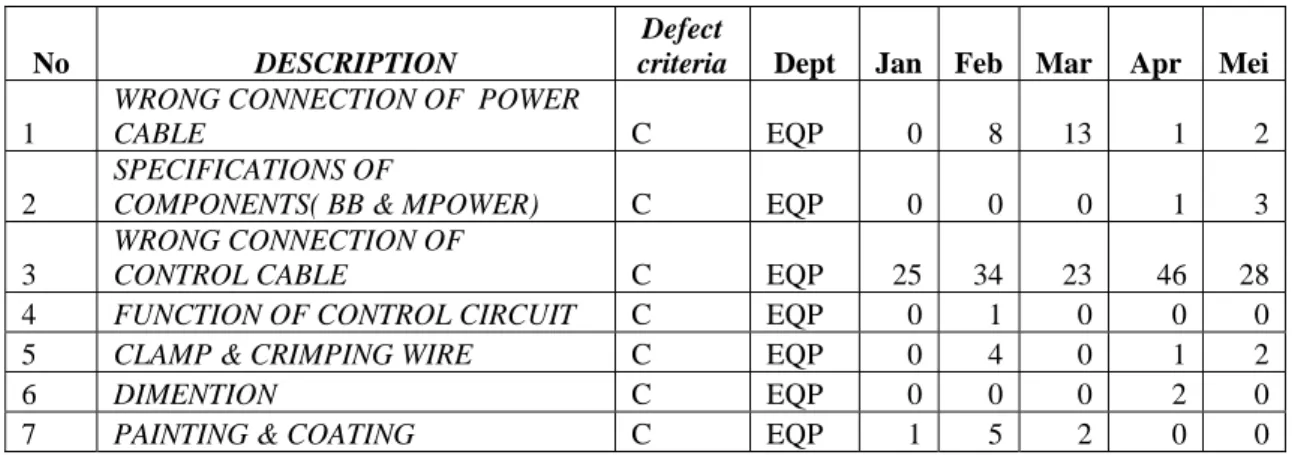
Berdasarkan pengamatan, dapat diketahui banyak terjadi jenis kecacatan yang terjadi. Berikut adalah tabel kecacatan berdasarkan pencatatan kecacatan selama bulan Januari - April 2009 yang dapat dilihat pada Tabel 4.1.
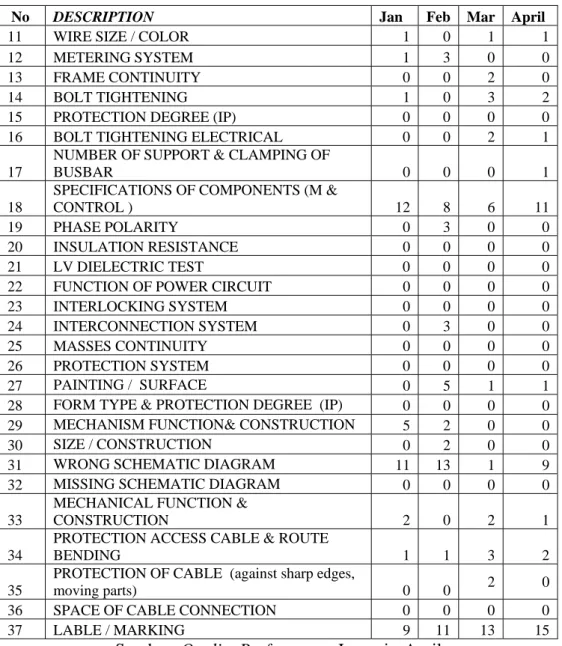
Tabel 4.1. Data Kecacatan Awal
No DESCRIPTION Jan Feb Mar April
1 CONNECTION OF POWER CABLE 0 8 13 1 2
SPECIFICATIONS OF COMPONENTS( BB &
MPOWER) 0 0 0 1
3 CONNECTION OF CONTROL CABLE 25 34 23 46 4 FUNCTION OF CONTROL CIRCUIT 0 1 0 0 5 CLAMP & CRIMPING WIRE 0 4 0 1
6 DIMENTION 0 0 0 2
7 PAINTING & COATING 1 5 2 0 8 DIMENTION & APPEARANCE OF BUSBAR 2 4 0 2 9 INSULATION RESISTANCE 0 1 0 0 10 MECHANISM FUNCTION 1 2 0 1
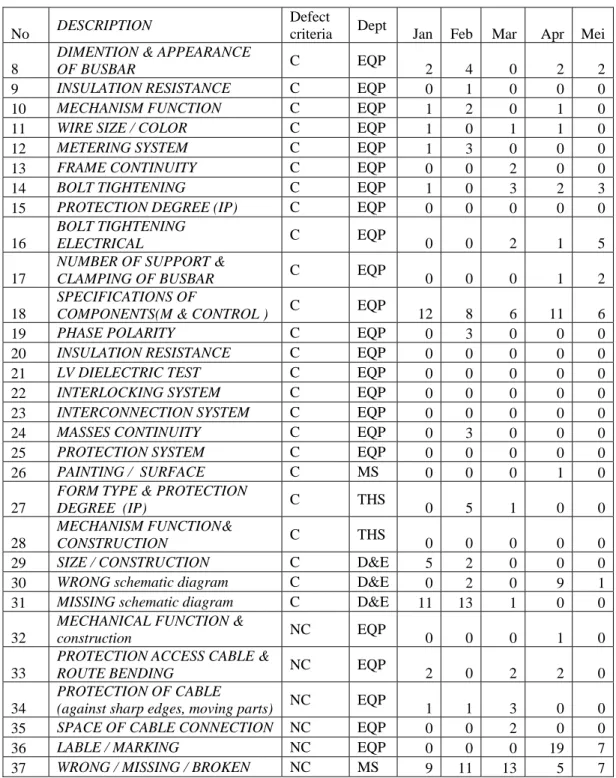
Tabel 4.1. Data Kecacatan Awal (lanjutan)
Sumber: Quality Performance Januari - April
Berdasarkan Tabel 4.1. kemudian dapat dibuat pareto untuk mengetahui kecacatan yang paling sering terjadi.
4.2.1. Pareto
Berikut adalah pareto untuk mengetahui tingkat kecacatan yang paling sering terjadi di line produksi LV.
No DESCRIPTION Jan Feb Mar April
11 WIRE SIZE / COLOR 1 0 1 1 12 METERING SYSTEM 1 3 0 0 13 FRAME CONTINUITY 0 0 2 0 14 BOLT TIGHTENING 1 0 3 2 15 PROTECTION DEGREE (IP) 0 0 0 0 16 BOLT TIGHTENING ELECTRICAL 0 0 2 1 17
NUMBER OF SUPPORT & CLAMPING OF
BUSBAR 0 0 0 1
18
SPECIFICATIONS OF COMPONENTS (M &
CONTROL ) 12 8 6 11 19 PHASE POLARITY 0 3 0 0 20 INSULATION RESISTANCE 0 0 0 0 21 LV DIELECTRIC TEST 0 0 0 0 22 FUNCTION OF POWER CIRCUIT 0 0 0 0 23 INTERLOCKING SYSTEM 0 0 0 0 24 INTERCONNECTION SYSTEM 0 3 0 0 25 MASSES CONTINUITY 0 0 0 0 26 PROTECTION SYSTEM 0 0 0 0 27 PAINTING / SURFACE 0 5 1 1 28 FORM TYPE & PROTECTION DEGREE (IP) 0 0 0 0 29 MECHANISM FUNCTION& CONSTRUCTION 5 2 0 0 30 SIZE / CONSTRUCTION 0 2 0 0 31 WRONG SCHEMATIC DIAGRAM 11 13 1 9 32 MISSING SCHEMATIC DIAGRAM 0 0 0 0 33
MECHANICAL FUNCTION &
CONSTRUCTION 2 0 2 1
34
PROTECTION ACCESS CABLE & ROUTE
BENDING 1 1 3 2
35
PROTECTION OF CABLE (against sharp edges,
moving parts) 0 0 2 0 36 SPACE OF CABLE CONNECTION 0 0 0 0 37 LABLE / MARKING 9 11 13 15
CONNECTION OF CONTROL CABLE LABLE / MARKING
SPECI FI CATI ONS OF COMPONENTS (M & CONTROL ) WRONG SCHEMATI C DI AGRAM
CONNECT IO N OF POWER CABLE DIM ENTI ON & APPEARANCE OF BUSBAR
PAI NT ING & COATING MECHANISM FUNCTI ON& CONSTRUCT ION
PAINTING / SURF ACE
PROTECTI ON ACCESS CABLE & RO UT E BENDING BOLT TIGHTENING
CLAMP & CRI MPING WI RE MECHANI CAL FUNCTI ON & CONST RUCT IO N
MECHANISM FUNCTION METERI NG SYSTEM BOLT TIGHTENING ELECTRICAL
INTERCONNECTI ON SYSTEM PHASE POLARITY Others
128 48 37 34 22 8 8 7 7 7 6 5 5 4 4 3 3 3 15
36 14 10 10 6 2 2 2 2 2 2 1 1 1 1 1 1 1 4
36 50 60 70 76 78 81 82 84 86 88 90 91 92 93 94 95 96 100
0 100 200 300
0 20 40 60 80 100
Defect Count Percent Cum %
Percent
Count
Pareto Chart for C1
Gambar 4.2. Diagram Pareto Kecacatan
Dengan menggunakan prinsip 80-20, dari gambar diatas dapat diketahui bahwa 80% kecacatan terjadi karena wrong connection of control cable (36,15%), lable/marking (13,55%) specification of component (10,45%), dan wrong schematic diagram (9,60%). Penyebab terjadinya kecacatan dapat diketahui dengan membuat diagram sebab akibat untuk jenis kecacatan utama.
4.2.2. Diagram Sebab Akibat
Penyebab – penyebab terjadinya kecacatan dapat diketahui dengan menggunakan diagram sebab akibat.
4.2.2.1. Wrong connection of control cable
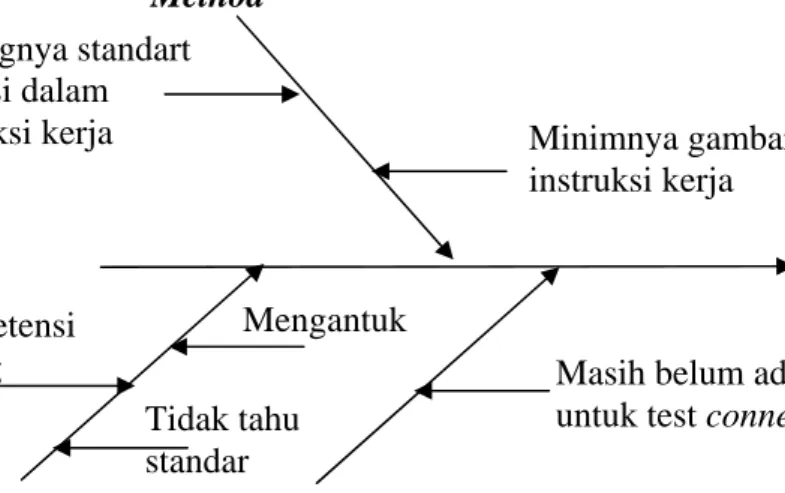
Kecacatan wrong connection of control cable disebabkan karena adanya kesalahan dalam melakukan proses wiring. Kesalahan yang terjadi dapat berupa kesalahan dalam proses crimping (tidak sesuai dengan standar), kesalahan melakukan wiring poin to poin (proses menghubungkan kabel dari komponen ke terminal). Penyebab terjadinya kecacatan dapat dilihat pada Gambar 4.3.
Gambar 4.3. Diagram Sebab Akibat Wrong Connection of Control Cable
Kecacatan untuk wrong connection of control cable disebabkan oleh:
a. Tools
Penyebab kecacatan dilihat dari segi tools yang digunakan adalah:
• Masih belum ada tools yang dapat digunakan untuk membantu operator mengetahui apakah koneksi kabel yang dilakukan sudah tepat atau tidak b. Man
Penyebab kecacatan dilihat dari segi man yang melakukan proses produksi adalah:
• Kompetensi yang kurang dari operator karena PT Scheineder Indonesia belum menentukan skill yang harus dimiliki operator dalam melakukan proses wiring.
• Adanya operator yang mengantuk. Hal ini disebabkan karena terkadang operator harus bekerja sampai pagi (20.00 WIB – 08.00 WIB) sehingga memunculkan kemungkinan tersebut.
• Operator masih belum mengetahui secara jelas tentang standar proses produksi yang ada.
c. Method
Penyebab kecacatan dilihat dari segi methode adalah:
• Kurangnya standart operasi dalam instruksi kerja yang dapat membantu operator untuk mengetahui cara melakukan proses produksi yang benar.
• Minimnya gambar yang ada dalam instruksi kerja.
Wrong Connection of Control Cable
Man Tools
Method
Masih belum ada tools untuk test connection Mengantuk
Kompetensi kurang
Minimnya gambar dalam instruksi kerja
Tidak tahu standar Kurangnya standart operasi dalam instruksi kerja
4.2.2.2. Marking
Kecacatan marking adalah salah satu jenis kecacatan dimana terdapat perbedaan antara label yang tertera pada gambar dengan label yang ada pada panel.
Gambar 4.4. Diagram Sebab Akibat Wrong Marking
Kecacatan untuk marking disebabkan oleh:
a. Man
Penyebab kecacatan dilihat dari segi man yang melakukan proses produksi adalah:
• Operator salah membaca kode label yang ada pada gambar
• Adanya operator yang mengantuk. Hal ini disebabkan karena terkadang operator harus bekerja sampai pagi (20.00 WIB – 08.00 WIB) sehingga memunculkan kemungkinan tersebut.
• Operator salah membuat label
• Operator salah memasang label pada panel.
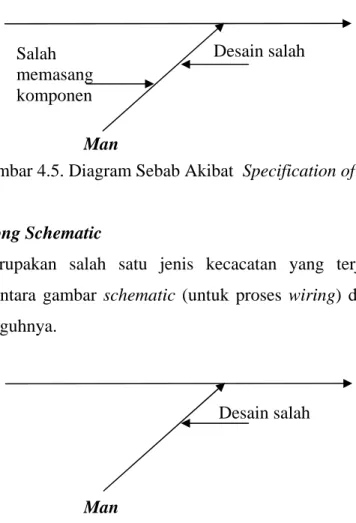
4.2.2.3. Specification of Component
Kecacatan specification of component terjadi karena adanya perbedaan antara gambar dengan BOM atau kesalah operator dalam melakukan pemasangan komponen pada panel. Penyebab terjadinya kecacatan dapat dilihat pada Gambar 4.4.
Marking
Man
Mengantuk Salah membaca
gambar
Salah membuat label
Gambar 4.5. Diagram Sebab Akibat Specification of Component
4.2.2.4. Wrong Schematic
Merupakan salah satu jenis kecacatan yang terjadi karena adanya perbedaan antara gambar schematic (untuk proses wiring) dengan kondisi panel yang sesungguhnya.
Gambar 4.6. Diagram Sebab Akibat Wrong Schematic
Setelah dianalisa penyebab-penyebab terjadinya kecacatan, kemudian akan dilakukan analisa solusi-solusi yang dapat diterapkan untuk mengurangi tingkat kecacatan.
4.3. Langkah Perbaikan
Berdasarkan hasil analisa dari diagram sebab akibat di atas, akan diambil langkah-langkah perbaikan untuk mengurangi tingkat kecacatan yang ada. Berikut merupakan usulan perbaikan berdasarkan diagram sebab akibat yang telah dibuat, dapat dilihat pada sub bab sebagai berikut:
Specification of Component
Man
Desain salah Salah
memasang komponen
Wrong schematic
Man
Desain salah
4.3.1. Usulan Perbaikan untuk Wrong Connection of Control Cable
Berdasarkan analisa diagram sebab akibat, penyebab terjadinya kecacatan dibedakan menjadi tiga faktor, yaitu faktor man, tools, dan method.
Usulan perbaikan yang dibuat juga berdsarkan diagram sebab akibat:
Penyebab banyak terjadinya kecacatan dari segi man adalah kurang kompetensi operator dalam melakukan proses produksi. Perusahaan belum mempunyai standart kemampuan yang harus dimiliki oleh operator untuk melakukan proses produksi. Kompetensi operator dapat ditingkatkan dengan proses re-training. Proses re-training dilakukan secara bertahap. Selain itu re- training juga bertujuan untuk menambah pengetahuan operator mengenai proses produksi.
Penyebab banyak terjadinya kecacatan dari segi tools adalah tidak adanya tools yang dapat digunakan untuk membantu operator untuk melakukan koneksi kabel kontrol. Permasalahan tersebut dapat diatasi dengan cara membeli tools yang baru yang dapat digunakan untuk membantu operator mendeteksi kesalahan dalam melakukan wiring.
Terdapat dua usulan untuk mengatasi kecacatan dilihat dari segi method, yaitu dengan membuat work instruction yang baru dan merubah urutan proses produksi. Perbaikan yang diutamakan dalam penelitian ini adalah membuat work instruction yang nantinya akan digunakan untuk mendukung penyebab dari faktor man dan method. Usulan perbaikan membeli tools baru akan dilakukan setelah mendapatkan persetujuan dari pihak yang berwenang karena untuk membeli tools diperlukan biaya yang cukup besar. Usulan mengenai pembuatan work instruction akan dijelaskan pada sub-sub bab di bawah ini:
a. Membuat work instruction yang baru
Work instruction yang ada di dalam perusahaan kurang jelas. Hal ini dikarenakan dalam work instruction belum disebutkan secara jelas mengenai poin-poin yang penting dalam melakukan proses produksi. Work instruction yang ada untuk produk Okken masih belum dapat menggambarkan bagaimana cara melakukan proses produksi, oleh karena itu akan dibuat suatu work instruction yang baru baik untuk produk Blokset maupun Okken. Total ada 25 work instruction yang telah dibuat dengan rincian 14 work instruction untuk Blokset
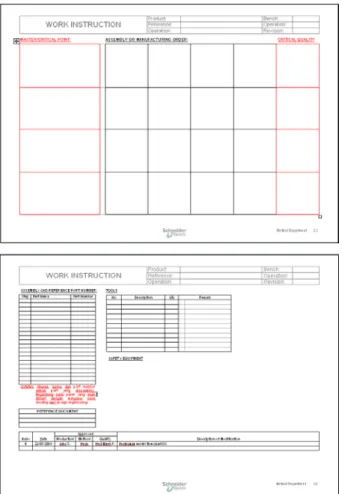
dan 11 work instruction untuk Okken. Penyusunan work instruction yang baru akan menggunakan format baru, seperti yang dapat dilihat pada Gambar 4.7.
Gambar 4.7. Format Work Instruction
Berikut adalah beberapa hal yang terdapat dalam work instruction yang baru:
• Product : menjelaskan tentang jenis produk LV yang akan di-assembly
• Reference : merupakan penomoran dokumen untuk mempermudah proses pencarian data.
• Operation : menunjukkan tentang jenis proses produksi (nama work station)
• Bench : menjelaskan tentang tempat proses produksi (work station)
• Operation : menjelaskan tentang urutan-urutan proses
• Revision : menunjukkan tentang info revisi work instruction.
• Master / Critical Poin : berisi tentang penjelasan lebih lanjut bagaimana tentang proses (cara) melakukan suatu proses produksi
• Assembly or Manufacturing Order : menggambarkan tentang urutan- urutan proses produksi dalam suatu work station.
• Critical Quality : menjelaskan tentang standar penerimaan barang / proses produksi.
• Part Number : menunjukkan nomor part yang akan di-assembly sehingga memudahkan dalam proses produksi.
• Tools : Menjelaskan nama-nama / gambaran tools yang akan digunakan dalama proses produksi dalam suatu work station.
• Safety Equipment : menjelaskan tentang peralatan perlengkapan yang harus ada / digunakan dalam menjalankan proses produksi dalam suatu work station.
• Reference Document : menjelaskan tentang petunjuk lebih lanjut dalam melakukan proses produksi.
• Tanda Tangan Pengesahan : menjelaskan bahwa work instruction yang telah dibuat mendapatkan persetujuan dari pihak yang bersangkutan.
Proses-proses poduksi yang ada di dalam work instrcution yang baru akan dijelaskan pada sub bab 4.4.
b. Perubahan urutan proses produksi
Proses pemasangan label komponen dilakukan pada saat finishing. Jika proses pemasangan label komponen dilakukan pada saat finishing, operator mengalami kesulitan untuk melakukan proses wiring. Operator kesulitan untuk mengidentifikasi komponen mana yang harus dilakukan proses wiring (jika terdapat banyak komponen yang sama). Hal ini dapat menyebabkan operator untuk melakukan kesalahan dalam melakukan koneksi ke komponen.
Permasalahan tersebut dapat diatasi dengan mengganti urutan proses pemasangan label komponen yang sebelumnya dilakukan pada saat finishing, akan dilakukan setelah proses pemasangan komponen. Hal ini dilakukan untuk mempermudah operator dalam melakukan wiring. Pemasangan label setelah pemasangan komponen akan membuat operator lebih mudah untuk mengidentifikasi komponen mana yang harus dilakukan proses wiring dan dapat
mempercepat proses wiring karena operator tidak akan kesulitan untuk mengidentifikasi komponen yang akan dilakukan proses wiring.
4.3.2. Usulan Perbaikan untuk Marking
Seringkali operator melakukan kesalahan dalam memberikan marking/
label pada komponen-komponen. Untuk mengatasi permasalahan ini cara yang dapat dilakukan adalah proses marking/ labeling hanya dilakukan pada jam kerja pertama. Hal ini dapat meminimalkan kesalahan dalam membuat label yang disebabkan karena operator mengantuk.
4.3.3. Usulan Perbaikan untuk Specification of Component
Selama ini sering terjadi kesalahan, dimana Bill of Material (BOM) yang tertera pada gambar tidak sesuai dengan gambar single line (gambar untuk wiring). Permasalahan tersebut diatasi dengan meningkatkan ketelitian, khususnya bagian desain harus lebih memperhatikan hasil desainnya . Tidak ada usulan secara khusus yang dapat dilakukan karena jenis kecacatan ini murni disebabkan oleh kesalahan desain dalam membuat gambar dan menentukan BOM.
4.3.4. Usulan Perbaikan untuk Wrong Schematic
Schematic merupakan gambar yang berisikan tentang alur dari proses wiring. Tidak ada usulan yang secara khusus dapat dilakukan. Bagian desain perlu lebih memperhatikan proses pembuatan gambar sehingga dapat mengurangi kecacatan yang terjadi karena kesalahan gambar / desain.
4.4. Urutan Proses Produksi
Berikut adalah urutan – urutan produksi yang ada dalam work instruction yang baru:
4.4.1. Blokset
Proses produksi Blokset akan dibagi menjadi dua bagian, yaitu panel dan drawer.
4.4.1.1. Panel
Proses-proses produksi yang langsung berhubungan dengan panel dapat dikelompokkan menjadi beberapa work station. Berikut adalah proses-proses produksi yang ada dalam tiap work instruction yang baru:
a. Work Station 1 Frame Assembly
Proses frame assembly adalah proses perakitan kerangka panel beserta dengan metal part yang ada pada panel. Berikut adalah urutan proses produksinya:
• Ambil side frame
• Pasang horizontal cross member
• Pasang side frame
• Pasang hig dan support busbar grounding
• Pasang vertilation cross member
• Pasang vertical cross member
• Pasang ventilation
• Pasang top plate dan engsel
• Pasang bottom plate
• Pasang side plate
• Pasang mounting plate
• Pasang separator
• Pasang support ventilation cross member
• Pasang pintu, kunci, dan handle pintu
• Pasang top cover dan eye bolt
b. Work Station 2 Sub-Assy Suppot Vertical Busbar & Bars for Terminating Khusus untuk panel jenis MCC terdapat proses assembly support busbar.
Support ini nantinya akan digunakan sebagai tempat pemasangan busbar.
Berikut adalah urutan proses produksinya:
• Ambil left / right vertical busbar support (Sup-Assy Supp. Vertical Busbar)
• Pasang fixed bracket
• Pasang vertical busbar screen
• Pasang vertical busbar support fixation
• Pasang baut dan fixing baut
• Pasang left / right vertical busbar support
• Ambil intermediete separator (Assy. Bars for Terminating)
• Pasang intermediete separator support
• Pasang drawer cam latch guide shaft
• Pasang frein pour detrompage
• Pasang support exe prise
• Pasang microswitch exit position
• Pasang drawer insert guide
c. Work Station 3 Assembly Horizontal Busbar
Pada work station ini panel yang sudah lengkap metal partnya kemudian akan dilakukan proses pemasangan busbar. Berikut adalah urutan proses produksinya:
• Ambil fixed bracket for busbar
• Pasang captive nut
• Pasang baut 6x160, M6, dan ring gigi (Fix dengan kunci pas)
• Pasang insulating busbar
• Pasang support busbar ke panel
• Pasang busbar dan support busbar
• Busbar Grounding
• Pasang busbar grounding
• Pasang baut, mur, dan ring (fixing dengan torsi) d. Work Station 3 Assembly Vertical Busbar
Setalah horizontal busbar sudah terpasang maka akan dilakukan pemasangan vertical busbar pada panel. Berikut adalah urutan proses produksinya:
• Ambil fixed bracket for busbar (PCC)
• Pasang captive nut
• Pasang baut 6x160, M6, dan ring gigi (Fix dengan kunci pas)
• Pasang insulating busbar
• Pasang support busbar ke panel
• Pasang busbar dan support busbar
• Pasang support vertical busbar pada panel (MCC)
• Pasang busbar dan baut pada support vertical busbar
• Pasang insulating pipe
• Pasang shiftening nut dan mobile bracket
• Pasang busbar outgoing
• Pasang busbar grounding (grounding)
• Pasang baut, mur, dan ring (fixing dengan torsi) e. Work Station 4A Install Component Pintu dan Cubicle
Setelah semua busbar selesai dipasang maka akan dilakukan proses pemasangan komponen. Komponen yang dipasang sangat bervariasi sesuai gambar. Berikut adalah urutan proses produksinya:
• Pasang cable duct dan rail omega
• Pasang MCB
• Pasang fuse carrier
• Pasang power supply
• Pasang contactor
• Pasang relay
• Pasang ACE
• Pasang Z-CT
• Pasang thermostat
• Pasang label pada komponen
f. Work Station 4 Wiring Pintu dan Cubicle
Setelah semua komponen terpasang maka akan dilakukan proses wiring.
Berikut adalah urutan proses produksinya:
• Ukur dan potong kabel (pre-wiring kabel kontrol)
• Masukkan kabel dalam selongsong
• Pasang marker pada kabel
• Kupas kabel dengan tang kupas
• Pasang schoen dan lakukan proses crimping
• Ukur dan potong kabel (pre-wiring kabel power)
• Masukkan kabel dalam selongsong
• Pasang marker pada kabel
• Kupas kabel dengan tang kupas
• Pasang schoen dan lakukan proses crimping
• Pasang kabel pada komponen (wiring)
• Pasang kabel ties
• Atur sudut pembengkokan kabel
• Naikkan selongsong kabel dan ikat dengan kabel ties
• Masukkan ujung kabel satunya pada komponen yang lain g. Work Station 4B Assembly Busbar Connection
Proses pemasangan busbar connection akan dilakukan jika proses wiring telah selesai dilakukan. Berikut adalah urutan proses produksinya:
• Ambil fixed bracket for busbar
• Pasang captive nut
• Pasang baut 6x160, M6, dan ring gigi (Fix dengan kunci pas)
• Pasang busbar connection, support busbar, dan fixing semua baut dan mur h. Work Station 5 Final Quality Control
Merupakan pengecekan terhadap hasil produksi berdasarkan form auto control FQC.
i. Work Station 6 Finishing
Panel yang sudah diperiksa oleh tim FQC maka akan dilakukan proses finishing. Berikut adalah urutan proses produksinya:
• Pasang cover samping
• Pasang cover belakang
• Pasang cover depan
• Pasang label pada frame
• Cek logo
• Pasang name plate
• Cek legend plate
• Cek busbar marking
• Bersihkan panel dengan vacuum cleaner
4.4.1.2. Drawer
Proses-proses produksi yang berhubungan dengan drawer dikelompokkan menjadi beberapa work station. Berikut adalah proses-proses produksi yang ada dalam tiap work instruction yang baru:
a. Work Station 1 Mechanical Assembly
Proses mechanical assembly adalah proses dimana kerangka drawer mulai dibentuk. Berikut adalah urutan proses produksinya:
• Siapkan base plate drawer
• Pasang support du roullment dan bearing dengan menggunakan rivet gun 6
• Pasang equere blocus du tiro dengan menggunakan rivet 6
• Pasang frein pour detrompain dengan menggunakan rivet 6
• Pasang support moble dan bague pour levier menggunakan rivet 6
• Pasang drawer slipper pada bagian bawah frame dengan menggunakan rivet 6
• Pasang du socle dan support microswitch
• Pasang shim dengan menggunakan rivet 3
• Pasang support microswitch pada frame menggunakan rivet 3
• Pasang nut M20x1,5 H9
• Pasang driving of microswitch dan frein du tiroir
• Pasang bague lavier dan drawer locking cam
• Pasang aligment drawer b. Work Station 2 Install Component
Pada drawer tidak terdapat busbar sehingga setelah pembuatan kerangka selesai akan langsung dipasang komponen. Berikut adalah urutan proses produksinya:
• Ganti cover NS dan siapkan komponen yang lain
• Pasang rail omega pada mounting plate
• Pasang mounting plate pada frame drawer
• Pasang NS dan relay pada mounting plate
• Pasang fuse
• Pasang travo
• Pasang label pada komponen c. Work Station 3 Pre-Wiring
Proses pre-wiring dilakukan dengan tujuan untuk mempercepat proses produksi. Berikut adalah urutan proses produksinya:
• Ukur dan potong kabel dengan menggunakan tang potong (pre-wiring kabel kontrol)
• Pasang kabel marker
• Kupas kabel dengan tang kupas
• Pasang schoen dan lakukan proses crimping
• Pasang kabel pada socket male
• Ukur dan potong kabel dengan menggunakan tang potong (pre-wiring kabel power)
• Pasang kabel marker
• Kupas kabel dengan tang kupas
• Pasang schoen dan lakukan proses crimping
• Pasang kabel kontrol pada outgoing plug
• Ukur dan potong kabel dengan menggunakan tang potong (pre-wiring kabel power
• Pasang kabel marker
• Kupas kabel dengan tang kupas
• Pasang schoen dan lakukan proses crimping
• Pasang kabel pada socket male d. Work Station 3 Wiring
Setelah proses pre-wiring selesai maka akan dilanjutkan ke proses wiring.
Berikut adalah urutan proses produksinya:
• Pasang socket male pada drawer (kabel kontrol)
• Crimping ujung kabel yang lain
• Pasang pada komponen
• Pasang kabel ties dan atur sudut pembengkokan kabel
• Pasang kabel power pada incoming (kabel power)
• Pasang kabel ougoing
• Pasang kabel plug outgoing dan pasang kabel ties
• Pasang kabel pada komponen pakai baut dan mur (kabel power)
• Pasang kabel ties
• Kencangkan baut dan mur pada komponen dan beri garis merah e. Work Station 4 Finishing
Drawer yang telah selesai kemudian akan dilakukan proses finishing. Berikut adalah urutan proses produksinya
• Pasang moveable bushing
• Ukur dan potong longshaft dengan menggunakan gergaji besi
• Beri ujung long shaft pelumas anti karat
• Pasang long shaft pada NS
• Pasang drawer pada panel
4.4.2. Okken
Proses produksi Okken akan dibagi menjadi dua bagian, yaitu panel dan drawer.
4.4.2.1. Panel
Proses-proses produksi yang lansung berhubungan dengan panel dapat dikelompokkan menjadi beberapa work station. Berikut adalah proses-proses produksi yang ada dalam tiap work instruction yang baru:
a. Work Station 1 Mechanical Assembly
Proses pembuatan kerangka Okken tergantung dari type panel yang akan dibuat. Terdapat 2 type produk Okken yaitu PCC dan MCC. Berikut adalah urutan proses produksinya
• Pasang cross member pada side frame (PCC)
• Pasang side frame dan fixing baut dan mur
• Pasang plinths
• Pasang horizontal cross member
• Pasang top plate
• Pasang F2 horizontal busbar
• Pasang bottom plate
• Pasang horizontal separation
• Pasang side plate
• Pasang mounting plate
• Pasang support cable
• Pasang support main busbar
• Pasang crossing horizontal busbar screen
• Pasang bottom support
• Pasang cross member pada side frame (MCC)
• Pasang side frame dan fixing baut dan mur
• Pasang plinths
• Pasang horizontal cross member
• Pasang top plate
• Pasang F2 horizontal busbar
• Pasang bottom plate
• Pasang lateral flages
• Pasang bottom wedge
• Pasang form dan vertical busbar support
• Pasang side plate, mounting plate dan separator
• Pasang crossing horizontal busbar screen
• Pasang bottom support
• Pasang outgoing support
b. Work Station 3 Assembly Busbar PCC
Setelah semua metal part terpasang pada panel kemudian akan dilakukan proses pemasangan busbar. Busbar yang dipasang adalah horizontal busbar, vertical busbar dan busbar connection. Berikut adalah urutan proses produksinya:
• Pasang horizontal busbar (horizontal busbar)
• Pasang busbar marking
• Pasang busbar outgoing (outgoing)
• Pasang insulating sleeves
• Pasang busbar marking dan baut
• Pasang support busbar pada panel (main busbar)
• Pasang busbar double support
• Pasang ACB
• Ganti connection pada ACB
• Pasang busbar double support pada bottom plate
• Pasang support
• Pasang busbar connection
• Pasang insulating sleeve pada busbar connection
• Pasang vertical busbar
• Pasang screw support dan double support
• Pasang cover
• Pasang busbar connection dan crossmember
• Pasang busbar connection
• Pasang busbar grounding
• Fixing baut dan mur c. Work Station 3 Busbar MCC
Setelah semua metal part terpasang pada panel kemudian akan dilakukan proses pemasangan busbar. Busbar yang dipasang adalah horizontal busbar, vertical busbar dan busbar connection. Berikut adalah urutan proses produksinya:
• Pasang horizontal busbar (horizontal busbar)
• Pasang busbar marking
• Pasang busbar outgoing (outgoing)
• Pasang insulating sleeves
• Pasang busbar marking dan baut
• Pasang vertical busbar (vertical busbar)
• Pasang busbar connection
• Pasang busbar grounding
d. Work Station 4A Install Component Pintu dan Cubicle
Setelah busbar terpasang maka akan dilakukan proses pemasangan komponen.
Berikut adalah urutan proses produksinya:
• Pasang higs dan pintu pada panel
• Pasang komponen pada pintu
• Pasang rail omega pada panel
• Pasang auxiliary busduct pada panel
• Pasang katalis
• Pasang fuse, MCB, thermostat, dan terminal
• Pasang relay
• Pasang exhouse fan
• Pasang travo
• Pasang heater
e. Work Station 4A Wiring Pintu dan Component
Komponen-komponen yang sudah terpasang pada panel akan dilakukan proses wiring. Berikut adalah urutan proses produksinya:
• Ukur dan potong kabel dengan menggunakan tang potong (pre- wiring kabel kontrol)
• Pasang kabel marker
• Kupas kabel dengan tang kupas
• Pasang schoen dan lakukan proses crimping
• Ukur dan potong kabel dengan menggunakan tang potong (pre- wiring kabel power)
• Pasang kabel marker
• Kupas kabel dengan tang kupas
• Pasang schoen dan lakukan proses crimping
• Pasang kabel pada komponen (wiring kontrol)
• Pasang kabel ties
• Atur sudut pembengkokan kabel
• Naikkan selongsong kabel dan ikat dengan kabel ties
• Masukkan ujung kabel satunya pada komponen yang lain
• Pasang kabel pada dan kencangkan baut dan beri garis merah (wiring power)
• Rapikan kabel, pasang kabel ties, dan potong sisa kabel ties f. Work Station 5 Final Quality Control
Merupakan pengecekan terhadap hasil produksi berdasarkan form auto control FQC.
g. Work Station 6 Finishing
Panel yang sudah diperiksa oleh tim FQC maka akan dilakukan proses finishing. Berikut adalah urutan proses produksinya:
• Pasang cover samping
• Pasang cover belakang
• Pasang label sesuai dengan gambar
• Pasang name plate
• Cek busbar marking
• Bersihkan panel dengan vacuum cleaner
4.4.2.2. Drawer
Proses-proses produksi yang berhubungan dengan drawer dikelompokkan menjadi beberapa work station. Berikut adalah proses-proses produksi yang ada dalam tiap work instruction yang baru:
a. Work Station 1 Mechanical Assembly
Proses-proses produksi yang berhubungan dengan drawer dikelompokkan menjadi beberapa work station. Berikut adalah proses-proses produksi yang ada dalam tiap work instruction yang baru:
• Pasang moving part drawer accecoris
• Assembly frame drawer
• Fixing baut dengan menggunakan torsi
• Potong bagian device yang tidak diperlukan
• Pasang device pada frame
• Pasang connection support
• Pasang connection support pada frame
• Fixing baut dengan menggunakan torsi angin
• Pasang drawer position mech. Frame
• Pasang mech. Lock
• Pasang top barrier
b. Work Station 2 Install Component
Setelah kerangka drawer selesai dibuat maka akan dilakukan proses pemasangan komponen. Berikut adalah urutan proses produksinya:
• Pasang fuse carrier dan auxiliary socket
• Pasang NS
• Pasang support busbar outgoing
• Pasang GS 1
• Pasang LC 1
• Pasang relay
• Pasang kunci dan rotary handle pada pintu
• Pasang ampermeter
• Pasang LMTC unit dan lampu indikator
• Pasang fuse switch
• Pasang label komponen c. Work Statiun 3 Wiring
Setelah semua komponen selesai dipasang akan dilakukan proses wiring.
Sebelum proses wiring akan dilakukan proses pre-wiring terlebih dahulu.
Berikut adalah urutan proses produksinya:
• Ukur dan potong kabel (pre-wiring)
• Pasang marker
• Kupas kabel dengan tang kupas
• Pasang schoen dan lakukan proses crimping
• Pasang kabel pada komponen (Wiring Kontrol)
• Pasang kabel ties
• Atur sudut pembengkokan kabel
• Naikkan selongsong kabel dan ikat dengan kabel ties
• Masukkan ujung kabel satunya pada komponen yang lain
• Pasang kabel pada dan kencangkan baut dan beri garis merah (wiring power)
• Rapikan kabel, pasang kabel ties, dan potong sisa kabel ties
d. Work Station 4 Finishing
Drawer yang telah selesai kemudian akan dilakukan proses finishing. Berikut adalah urutan proses produksinya
• Ukur dan potong long shaft dengan gergaji besi
• Beri ujung long shaft pelumas anti karat
• Pasang long shaft pada NS
• Beri grease pada ujung busbar outgoing
• Pasang drawer pada panel
4.5. Hasil Implementasi
Implementasi dilakukan selama bulan Mei. Teknik yang digunakan untuk implementasi adalah dengan memberikan work instruction yang baru kepada departemen produksi dan juga menempatkan work instruction yang baru di line produksi agar dapat dibaca oleh operator. Bagian produksi harus memberikan pengetahuan mengenai work instruction yang baru lewat proses re-training untuk memastikan bahwa operator mengerti mengenai work instruction yang bar dan untuk memastikan bahwa work instruction benar-benar dijalankan oleh operator, diperlukan kerja sama dari bagian produksi untuk memastikan bahwa operator telah mengerti dan menjalankan work instruction yang telah dibuat.
Berikut adalah daftar kecacatan setelah dilakukan implementasi solusi - solusi yang diberikan selama satu bulan (selama bulan Mei), yang dapat dilihat pada Tabel 4.2.
Tabel 4.2. Tabel Kecacatan Akhir
No DESCRIPTION
Defect
criteria Dept Jan Feb Mar Apr Mei 1
WRONG CONNECTION OF POWER
CABLE C EQP 0 8 13 1 2
2
SPECIFICATIONS OF
COMPONENTS( BB & MPOWER) C EQP 0 0 0 1 3
3
WRONG CONNECTION OF
CONTROL CABLE C EQP 25 34 23 46 28
4 FUNCTION OF CONTROL CIRCUIT C EQP 0 1 0 0 0
5 CLAMP & CRIMPING WIRE C EQP 0 4 0 1 2
6 DIMENTION C EQP 0 0 0 2 0
7 PAINTING & COATING C EQP 1 5 2 0 0
Tabel 4.2. Tabel Kecacatan Akhir
No DESCRIPTION Defect
criteria Dept
Jan Feb Mar Apr Mei 8
DIMENTION & APPEARANCE
OF BUSBAR C EQP
2 4 0 2 2
9 INSULATION RESISTANCE C EQP 0 1 0 0 0
10 MECHANISM FUNCTION C EQP 1 2 0 1 0
11 WIRE SIZE / COLOR C EQP 1 0 1 1 0
12 METERING SYSTEM C EQP 1 3 0 0 0
13 FRAME CONTINUITY C EQP 0 0 2 0 0
14 BOLT TIGHTENING C EQP 1 0 3 2 3
15 PROTECTION DEGREE (IP) C EQP 0 0 0 0 0
16
BOLT TIGHTENING
ELECTRICAL C EQP
0 0 2 1 5 17
NUMBER OF SUPPORT &
CLAMPING OF BUSBAR C EQP
0 0 0 1 2 18
SPECIFICATIONS OF
COMPONENTS(M & CONTROL ) C EQP
12 8 6 11 6
19 PHASE POLARITY C EQP 0 3 0 0 0
20 INSULATION RESISTANCE C EQP 0 0 0 0 0
21 LV DIELECTRIC TEST C EQP 0 0 0 0 0
22 INTERLOCKING SYSTEM C EQP 0 0 0 0 0
23 INTERCONNECTION SYSTEM C EQP 0 0 0 0 0
24 MASSES CONTINUITY C EQP 0 3 0 0 0
25 PROTECTION SYSTEM C EQP 0 0 0 0 0
26 PAINTING / SURFACE C MS 0 0 0 1 0
27
FORM TYPE & PROTECTION
DEGREE (IP) C THS
0 5 1 0 0 28
MECHANISM FUNCTION&
CONSTRUCTION C THS
0 0 0 0 0
29 SIZE / CONSTRUCTION C D&E 5 2 0 0 0
30 WRONG schematic diagram C D&E 0 2 0 9 1 31 MISSING schematic diagram C D&E 11 13 1 0 0 32
MECHANICAL FUNCTION &
construction NC EQP
0 0 0 1 0 33
PROTECTION ACCESS CABLE &
ROUTE BENDING NC EQP
2 0 2 2 0 34
PROTECTION OF CABLE
(against sharp edges, moving parts) NC EQP
1 1 3 0 0
35 SPACE OF CABLE CONNECTION NC EQP 0 0 2 0 0
36 LABLE / MARKING NC EQP 0 0 0 19 7
37 WRONG / MISSING / BROKEN NC MS 9 11 13 5 7
Sumber: Quality Performance Januari – Mei
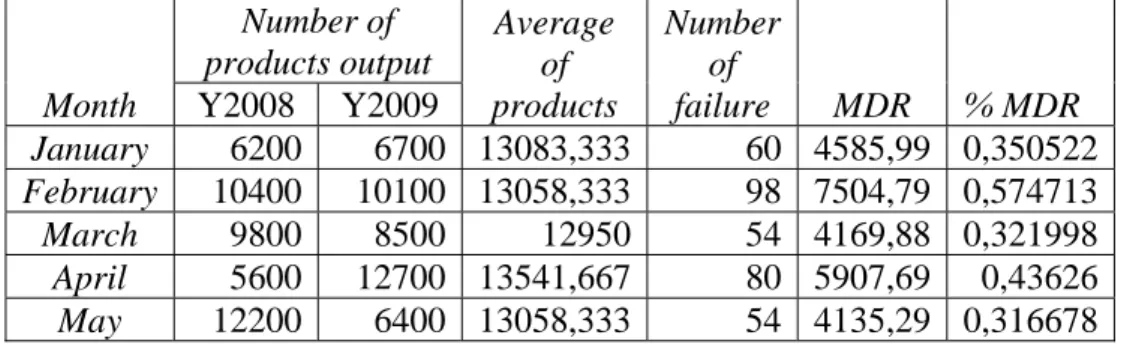
Berdasarkan Tabel 4.2. kemudian akan dibuat Manufacturing Defect Rate (MDR) untuk mengetahui tingkat kecacatan dibandingkan dengan output rata-rata produksi LV. Nilai MDR didapatkan dengan membandingkan jumlah
kecacatan yang terjadi dengan rata-rata output. Nilai output dan besarnya MDR dapat dilihat pada Tabel 4.3.
Tabel 4.3. Manufacturing Defects Rate
Month
Number of products output
Average of products
Number of
failure MDR % MDR Y2008 Y2009
January 6200 6700 13083,333 60 4585,99 0,350522 February 10400 10100 13058,333 98 7504,79 0,574713
March 9800 8500 12950 54 4169,88 0,321998
April 5600 12700 13541,667 80 5907,69 0,43626 May 12200 6400 13058,333 54 4135,29 0,316678
Sumber: Quality Manufacturing Defects Rate
Berdasarkan perhitungan, didapatkan bahwa MDR telah berkurang 11%
dari tingkat MDR awal, dari 42% menjadi 31%. Grafik penuruanan MDR dapat dilihat pada Gambar 4.8.
Perbandingan MDR
0.42087322
0.31667825
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4 0.45
MDR awal MDR akhir
Gambar 4.8. Manufacturing Defects Rate
Berdasarkan hasil tersebut akan dilakukan uji proporsional untuk mengetahui hasil dari implementasi yang telah dilakukan. Hipotesis awal untuk uji adalah:
2 0 : 1
−
− = P
P H
2 1: 1
−
− > P P H
Tolak H jika 0 Z0 >Zα
Dengan menggunakan Rumus 2.1. maka akan didapatkan
12530 52633
34 , 0 12530 42
, 0 52633
+
× +
= ×
−
p
−
p = 0,4
Dengan menggunakan Rumus 2.2. maka akan didapatkan
⎟⎠
⎜ ⎞
⎝
⎛ +
−
= −
12530 1 52633 ) 1
4 , 0 1 ( 4 , 0
31 , 0 42 , 0 Z0
Z = 22,591 0
Dengan α=5%, dan Z0,05= 1,645, maka Zo > Zα sehingga tolak H 0
Berdasarkan hasil perhitungan uji proporsi dapat disimpulkan bahwa tingkat kecacatan pada data awal lebih besar daripada tingkat kecacatan setelah dilakukan implementasi. Hal ini berarti implementasi usulan perbaikan telah menurunkan tingkat kecacatan secara signifikan.