35
OPTIMASI SUPPLY CHAIN READY MIX CONCRETE PADA PERUSAHAAN PT X DI SURABAYA MENGGUNAKAN METODE METAHEURISTIK
Daniel Mulyono Kresnadi1 dan Doddy Prayogo2
1 Mahasiswa Program Studi Magister Teknik Sipil, Universitas Kristen Petra, Surabaya
2 Dosen Program Studi Magister Teknik Sipil, Universitas Kristen Petra, Surabaya
1 [email protected] 2 [email protected]
ABSTRAK: Perkembangan infrastruktur diikuti dengan peningkatan permintaan penggunaan ready-mix concrete (RMC). Kegagalan pengiriman RMC ke lokasi proyek secara tepat waktu mengakibatkan adanya waktu penundaan pada kinerja konstruksi bahkan beton yang dikirim menjadi tidak berguna jika melawati batas waktu pengerasan beton. Oleh karena itu, penelitian ini melakukan optimasi supply chain ready mix concrete berdasarkan data dari studi kasus sebuah batching plant di Surabaya menggunakan metode metaheuristik. Metode metaheuristik yang digunakan untuk penelitian ini adalah particle swarm optimization (PSO) and symbiotic organisms search (SOS). Penelitian ini juga membandingkan performa kedua algoritma tersebut, karena kedua algoritma tersebut telah terbukti efektif dalam menyelesaikan berbagai permasalahan optimasi. Objective function dari proses optimasi penelitian ini adalah mendapatkan total waktu tunggu paling minimum dari truk mixer. Hasilnya menunjukkan bahwa algoritma SOS memiliki performa yang lebih baik daripada algoritma PSO, dimana SOS mendapatkan waktu tunggu 1,68% lebih rendah terhadap algoritma PSO.
Kata kunci: ready mixed concrete, particle swarm optimization, symbiotic organisms search.
ABSTRACT: Infrastructure development is followed by an increase in demand for ready-mix concrete (RMC). Some failures in delivering RMC on time would delay construction performance or the truck would need to wait at the construction site, so the delivered concrete became useless if it exceeded the concrete setting time limit. This research optimizes the supply chain of ready-mix concrete based on real-time data from a batching plant in Surabaya by using the metaheuristic method. The metaheuristic method used in this research are particle swarm optimization (PSO) and symbiotic organisms search (SOS), and also compares the performance of both metaheuristic algorithms, because both algorithms have proven effective in solving various optimization problems. The objective function of this research is to minimize the total waiting times of mixer trucks. The results show that the SOS algorithm has better performance than the PSO algorithm, which gets 1,68% lower total waiting times against PSO algorithm.
Keywords: ready mixed concrete, particle swarm optimization, symbiotic organisms search.
36 1. PENDAHULUAN
Industri konstruksi masih menjadi pilar industri di negara berkembang, termasuk Indonesia.
Fokus pemerintah Indonesia di bidang ekonomi masih di persoalan infrastruktur, sehingga anggaran infrastruktur mengalami kenaikan 4,9 persen dari tahun sebelumnya. Beton merupakan material utama dan paling mendasar dalam bidang konstruksi, seperti bangunan komersial dan industri, rumah, infrastruktur, dan bangunan lainnya. Melihat perkembangan infrastruktur dan peningkatan permintaan penggunaan beton ready-mix concrete (RMC) menunjukkan pertumbuhan yang luar biasa pada industri ini. Menurut Pramudita (2020) seperti yang dikutip Yasa (2020), permintaan kebutuhan beton pracetak dan turunannya pada tahun ini yang diprediksi tumbuh sekitar 15-20 persen. Dengan banyak keunggulan dibandingkan beton mixed on-site, beton RMC telah menjalankan peran penting dalam meningkatkan kinerja konstruksi.
Namun keunggulan tersebut tidak selalu terealisasi. Hal tersebut disebabkan oleh kegagalan pengiriman RMC ke lokasi proyek secara tepat waktu yang mengakibatkan adanya waktu penundaan pada kinerja konstruksi bahkan beton yang dikirim menjadi tidak berguna jika melawati batas waktu pengerasan beton (Sarkar et al., 2019). Keterlambatan pengirimin bisa disebabkan oleh banyak faktor, seperti lamanya antrian truk saat pengisian di batching plant atau saat di lokasi proyek. Akan lebih efisien jika waktu yang terbuang percuma tersebut digunakan untuk melayani lokasi kontruksi lainnya. Selain itu jarak antar batching plant dan lokasi proyek juga menjadi faktor keterlambatan pengiriman.
Oleh karena itu dibutuhkan penyelesaian untuk menghindari keterlambatan pengiriman.
Umumnya dalam pengaturan jadwal dan urutan pengiriman cenderung menggunakan intuisi dan pengalaman kerja sebelumnya sebagai acuan. Namun, hal ini tidak menjamin terwujudnya suatu perencanaan pengiriman yang optimal. Hal ini mendorong para peneliti untuk menciptakan dan mengembangkan sejumlah metode untuk menghasilkan perencanaan yang efisien (Feng et al., 2004).
Dalam beberapa tahun terakhir, penggunaan algoritma metaheuristik semakin meningkat karena performanya yang sudah teruji mampu menyelesaikan berbagai masalah optimasi yang rumit. Algoritma particle swarm optimization (PSO) diperkenalkan oleh Eberhart dan Kennedy pada tahun 1995, merupakan algoritma optimasi yang meniru proses yang terjadi dalam kehidupan populasi burung dan ikan dalam bertahan hidup. Algoritma PSO sudah terbukti digunakan untuk menyelesaikan berbagai macam persoalan optimasi yang ada (Juneja & Nagar, 2016). PSO memiliki potensi besar untuk digunakan dalam berbagai sistem kehidupan nyata karena fleksibilitas dan keserbagunaannya.
Algoritma Symbiotic Organisms Search (SOS) yang pertama kali ditemukan oleh Cheng &
Prayogo (2014) mensimulasikan perilaku interaktif (simbiosis) yang terlihat di antara organisme di alam. Dalam beberapa penelitian SOS terbukti mampu untuk menghasilkan solusi yang lebih baik dibanding algoritma metaheuristik lainnya di berbagai macam bidang (Prayogo, et al. 2018). Menurut Sarkar et al. (2019), optimasi supply chain ready mix concrete merupakan problem optimasi yang cukup rumit dan membosankan bagi praktisi pabrik RMC, sehingga perlu dikembangkan menggunakan metode optimasi yang efisien untuk mampu menyelesaikan permasalahan yang ada. Untuk itulah, penggunaan algoritma PSO dan SOS
37 diharapkan mampu untuk menemukan solusi dari optimasi model pengiriman RMC yang efisien yang kemudian bisa diaplikasikan di perusahaan RMC PT X di Surabaya.
2. TINJAUAN PUSTAKA
2.1. Ready Mix Concrete (Beton Siap Pakai)
Beton siap pakai menurut Limanto (2014) adalah beton yang pencampurannya tidak dilakukan di area proyek, melainkan beton dicampur di pabrik ready-mix concrete (RMC) dan dikirim ke area proyek dalam keadaan adonan beton. Bahan dasar RMC pun sama seperti beton pada umumnya.
2.2. Batching Plant
Menurut Departemen Pekerjaan Umum (2007), batching plant merupakan peralatan produksi beton yang dalam pengoperasiannya mencampur material (agregat, semen, admixture, dan air), melalui suatu proses aliran material dalam komponen utama batching plant yang berlangsung secara bersamaan dengan pengaturan waktu yang telah teratur, sehingga dicapai siklus waktu produksi yang efektif dengan kualitas beton yang baik sesuai dengan job mix yang ditentukan.
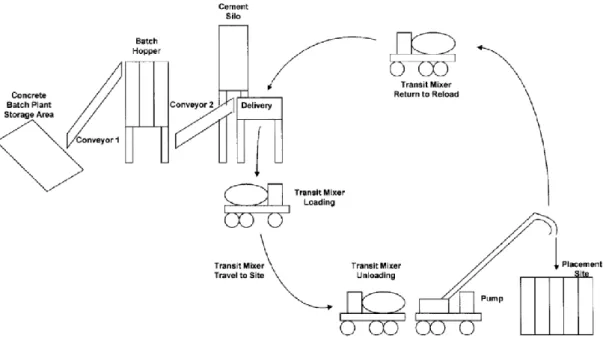
Zayed dan Halpin (2001) melakukan penelitian yang berfokus pada supply chain yang optimal di batching plant dan efisiensi alokasi sumber daya dengan meminimalkan durasi dan biaya pengiriman. Struktur model penelitian ditunjukkan pada Gambar 1. Produksi RMC melibatkan penyebaran tenaga kerja dan sumber daya, penanganan bahan baku yang membentuk beton, transportasi bahan ke batching plant, dan penyimpanan bahan di batching plant. Umumnya setiap pabrik memiliki satu ground hopper, satu storage hopper, tiga weighing hopper (untuk agregat, semen, dan air), dan satu mixer.
Gambar 1. Siklus Ready Mix Concrete di Batching Plant. (Zayed dan Halpin, 2001)
38
Ground Hopper
Hopper ini terletak di tanah, dan terhubung kepenyimpanan hopper dengan. Seorang operator mengemudikan kendaraan untuk membawa pasir dan agregat ke ground hopper. Kemudian, conveyor belt mengangkut bahan-bahan ini ke storage hopper.
Storage Hopper
Hopper ini terdiri dari empat kompartemen untuk menyimpan pasir dan agregat yaitu pasir, pasir M, agregat 10 mm, dan agregat 20 mm.
Silo semen dan tangki penyimpanan air
Silo semen dan tangki penyimpanan air terletak di atas mixer. Semen dibuang ke hopper penimbangan semen untuk diukur beratnya. Kemudian, semen dilepaskan ke mixer melalui gravitasi. Demikian pula, air dibuang ke mixer melalui hopper penimbangan air.
Weighing hopper
Ada tiga jenis hopper penimbangan. Hopper penimbangan Semen dan air terletak di bawah silo semen dan tangki air, dan di atas mixer. Desain ini memastikan bahwa, setelah penimbangan, semen dan air dibuang langsung ke mixer karena gravitasi. Di sisi lain, hopper penimbangan agregat menimbang pasir dan agregat lalu menggunakan conveyor belt untuk memindahkannya ke mixer.
Mixer
Mixer menerima semua komponen untuk membuat campuran beton ready mix. Dengan berputar secara konstan, mixer memastikan bahwa komponen dicampur secara merata dan menyeluruh. Menggunakan amp-meter, operator di ruang kendali batching plant menentukan apakah campuran terlalu kering atau terlalu basah, sehingga operator dapat membuat penyesuaian yang diperlukan sebelum melepaskannya ke truk mixer.
2.3. Supply Chain Ready Mix Concrete
Supply chain menurut Pujawan dan Mahendrawathi (2010) adalah jaringan perusahaan- perusahaan yang secara bersama-sama bekerja untuk menciptakan dan menhantarkan suatu produk ke tangan pemakai akhir. Perusahaan-perusahaan tersebut biasanya termasuk supplier, pabrik, distributor, toko atau ritel, serta perusahaan-perusahaan pendukung seperti perusahaan jasa logistik.
Dalam struktur model yang ditunjukkan pada Gambar 2.(a), alur kerja di dalam batching plant RMC diwakili oleh material yang masuk melalui dua tempat yaitu material di hopper dan material di mixer. Sedangkan siklus truk mixer diwakili oleh truk mixer berjalan melalui delapan tempat, seperti yang terlihat pada Gambar 2.(b). Saat menerima job order, truk mixer dalam keadaan standby menjadi keadaan siap diposisikan. Lalu, mereka diposisikan di bawah mixer dan menunggu untuk dimuat di antrian truk di plant. Truk mixer meninggalkan plant setelah mengambil beton yang dimuat dan lulus pengujian slump. Truk mixer melakukan pengiriman (mengangkut) ke lokasi konstruksi. Setelah tiba, truk mixer menunggu untuk giliran mereka unloading. Setelah unloading selesai, mereka kembali ke plant setelah menyelesaikan pekerjaan mereka.
39 Gambar 2. (a) Alur Material di Batching Plant, (b) Siklus Truk Mixer. (Park et al., 2011)
2.4. Variabel Optimasi Supply Chain Ready Mix Concrete
Variabel yang digunakan dalam proses optimasi supply chain ready mix concrete adalah pola urutan pengiriman truk mixer. Variabel yang digunakan dapat dilihat pada Tabel 1.
Tabel 1. Contoh Pola Urutan Pengiriman Truk Mixer ke Proyek-i
Dispatching 1 2 3 4 5 6 7 8
Sequence 1 1 2 2 3 1 1 3 2
Sequence 2 2 3 1 2 2 3 1 1
: : : : : : : : :
Sequence n 3 3 1 2 1 2 1 2
Keterangan:
- angka 1 pada sequence berarti rute dari batching plant ke lokasi proyek 1, dst - n adalah maksimum iterasi
Adanya upper bound dan lower bound bertujuan untuk membatasi variabel random. Upper bound atau batas atas adalah batas maksimum lokasi proyek yang akan dikirim, sedangkan lower bound atau batas bawah adalah batas minimum lokasi proyek yang akan dikirim. Untuk penelitian ini karena jumlah lokasi proyek adalah tiga, maka nilai upper bound adalah 3 (tiga) dan nilai lower bound adalah 1 (satu).
2.5. Constraint Optimasi Supply Chain Ready Mix Concrete
Dalam optimasi supply chain ready mix concrete, dibutuhkan suatu batasan atau constraint.
Batasan tersebut digunakan untuk memastikan bahwa pola urutan yang dihasilkan dari proses optimasi tidak mengalami kegagalan. Constraint berupa waktu tunggu kedatangan truk
40 (waiting time) di lokasi proyek harus kurang dari waktu buffer yang diizinkan. Jika ada pola urutan yang melanggar constraint tersebut, maka urutan tersebut diberikan penalti sebesar 60 menit. Selain itu, kapasitas truk mixer dan jumlah truk juga terbatas. Constraint yang digunakan dirumuskan dalam Persamaan (1).
Constraint: ABDi ≥ |WTi| untuk WTi < 0 (1)
Pi = 0, jika memenuhi constraint; Pi = 60, jika melanggar constraint di mana:
ABDi = buffer time lokasi proyek untuk truk ke-i (menit) WTi = Waktu menunggu truk ke-i di lokasi proyek (menit) Pi = Waktu penalti truk ke-i (menit)
2.6. Objective Function Optimasi Supply Chain Ready Mix Concrete
Objective function merupakan suatu rumusan berupa sebuah fungsi yang digunakan untuk menggambarkan suatu nilai tujuan dari proses optimasi. Tujuan dalam penelitian ini adalah mendapatkan waktu tunggu paling minimum. Objective function yang digunakan dirumuskan dalam Persamaan (2).
Objective function: f(𝑋) = ∑WTi (2)
di mana:
f(𝑋) = Objective function
WTi = Waktu menunggu truk ke-i di lokasi proyek (menit)
Mendapatkan waktu tunggu paling minimum dilakukan melalui beberapa tahap perhitungan, yaitu perhitungan waktu keberangkatan truk dari batching plant, perhitungan simulasi waktu keberangkatan, perhitungan waktu kedatangan di lokasi proyek, perhitungan waktu mulai pengecoran, perhitungan waktu keluar truk dari lokasi proyek, perhitungan waktu keluar truk dari lokasi proyek, dan perhitungan waktu kembali truk di batching plant.
Final objective function merupakan formula yang digunakan untuk mengeliminasi hasil yang tidak memenuhi constraint yang ada. Final objective function tersebut dapat dirumuskan dalam Persamaan (3).
Final objective function: F (𝑋) = (𝑋) + ∑Pi (3)
di mana:
F (𝑋) = Final objective function
Pi = Waktu penalti truk ke-i (menit)
2.7. Particle Swarm Optimization (PSO)
Algoritma PSO diperkenalkan oleh Eberhart dan Kennedy (1995), merupakan algoritma optimasi yang meniru proses yang terjadi dalam kehidupan populasi burung dan ikan dalam bertahan hidup. Dalam PSO, kawanan diasumsikan mempunyai ukuran tertentu dengan setiap partikel posisi awalnya terletak disuatu lokasi yang acak dalam ruang multidimensi.
Setiap partikel diasumsikan memiliki dua karakteristik yaitu posisi dan kecepatan. Setiap partikel bergerak dalam ruang atau space tertentu dan mengingat posisi terbaik yang pernah dilalui atau ditemukan terhadap sumber makanan atau nilai fungsi objektif. Setiap partikel menyampaikan informasi atau posisi terbaiknya kepada partikel yang lain dan menyesuaikan
41 posisi dan kecepatan masing masing berdasarkan informasi yang diterima mengenai posisi yang bagus tersebut.
2.8. Symbiotic Organisms Search (SOS)
Algoritma SOS yang pertama kali ditemukan oleh Cheng & Prayogo (2014) mensimulasikan perilaku interaktif (simbiosis) yang terlihat di antara organisme di alam. Organisme jarang hidup dalam isolasi karena ketergantungan pada spesies lain untuk kelangsungan hidupnya.
SOS mengaplikasikan tiga jenis simbiosis yang paling umum, yaitu: simbiosis mutualisme, komensalisme, dan parasitisme. Dalam simbiosis mutualisme, dua organisme acak dipilih untuk berinteraksi secara mutualisme yang diharapkan dapat meningkatkan nilai kedua fitness value organisme tersebut. Hal serupa terjadi pada simbiosis komensalisme, hanya saja organisme kedua tidak mendapatkan keuntungan maupun kerugian dari hasil interaksi tersebut. Fase parasitisme adalah hubungan antara organisme dimana satunya memperoleh keuntungan, sementara yang lain mengalami kerugian.
3. METODOLOGI PENELITIAN
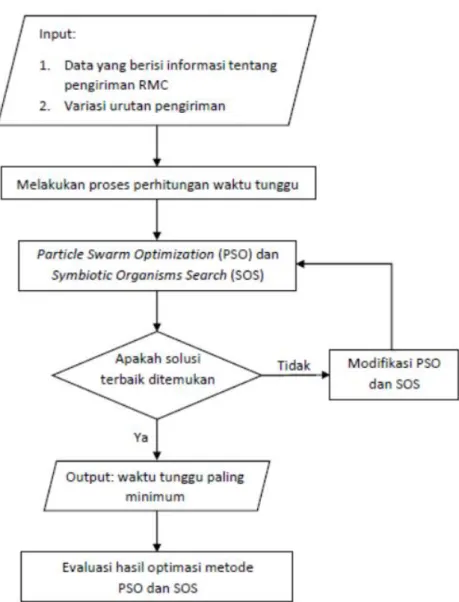
Optimasi supply chain ready mix concrete yang terlihat pada Gambar 3 dilakukan dengan bantuan MATLAB R2017b dan menggunakan dua metode metaheuristik, yaitu PSO dan SOS.
Input parameter serta informasi lainnya tentang pengiriman truk mixer ke lokasi proyek (jumlah truk, jumlah lokasi proyek pengiriman, jarak antara batching plant dan lokasi proyek, waktu perjalanan truk, waktu pencampuran beton, waktu pengecoran, dan waktu buffer yang diijinkan). Variabel dalam penelitian ini berupa urutan pengiriman truk ke lokasi proyek yang berbeda. Constraint berupa waktu tunggu kedatangan truk (waiting time) di lokasi proyek harus kurang dari waktu buffer yang diizinkan. Output yang dihasilkan berupa total waktu tunggu yang paling minimum dan urutan pengiriman truk mixer.
Proses perhitungan waktu tunggu dilakukan dengan menggunakan persamaan sebagai berikut:
IDTi = Min (SCT - TDGi), jika i =1 (4)
IDTi = IDT(i-1) + MD, jika i = 2 < N (5)
SDTi = IDT, jika i ≤ c (6)
SDTi = Min (TBBi + MD), jika c < i ≤ N (7) TACi = SDT + TDGi (8)
PTFi = SCT, untuk pengiriman pertama di tiap lokasi (9) PTFi = LT(i-1), untuk pengiriman selanjutnya di tiap lokasi (10)
WTi = PTF - TACi (11)
LTi = TACi + WTi + CD; jika WTi ≥ 0 (12)
LTi = TACi + CD; jika WTi < 0 (13)
TBBi = LTi + TDBi (14) di mana:
IDTi = Waktu keberangkatan truk ke-i dari batching plant SCT = Waktu mulai pengecoran lokasi proyek
TDGi = Waktu perjalanan truk ke-i dari batching plant ke lokasi proyek MD = Waktu mixing beton di batching plant
i = Urutan pengiriman pesanan truk mixer
N = Jumlah total pengiriman truk mixer yang diperlukan untuk lokasi proyek
42 SDTi = Simulasi waktu keberangkatan truk ke-i
c = Jumlah truk yang tersedia di batching plant TBBi = Waktu kembali truk ke-i di batching plant TACi = Waktu kedatangan truk ke-i di lokasi proyek PTFi = Waktu mulai pengecoran truk ke-i
LTi = Waktu keluar truk ke-i dari lokasi proyek WTi = Waktu tunggu truk ke-i di lokasi proyek CD = Waktu pengecoran di lokasi proyek
TDBi = Waktu perjalanan truk ke-i dari lokasi proyek ke batching plant
Gambar 3. Diagram Alir Proses Optimasi Supply Chain Ready Mix Concrete
Langkah selanjutnya adalah menjumlahkan semua waktu tunggu yang positif dan penalti.
Waktu tunggu yang negatif berarti terjadi delay dalam pengecoran (truk terlambat tiba di lokasi proyek). Jika waktu tunggu yang negatif lebih besar dari buffer time, maka diasumsikan sebagai hambatan, sehingga diberi penalti sebesar 60 menit.
43 4. HASIL DAN DISKUSI
4.1. Studi Kasus Penelitian
Penelitian ini menggunakan data yang didapatkan dari perusahaan RMC PT X di Surabaya, dimana terdapat 1 batching plant yang melakukan supply chain ready mix concrete kepada 3 lokasi proyek yang berbeda seperti pada Gambar 4.
Gambar 4. Peta Lokasi Batching Plant dan Proyek untuk Studi Kasus: (1) Rumah Sakit RKZ, (2) Jembatan Sawunggaling, dan (3) SD Muhammadiyah 4.
Pada Gambar 4, batching plant PT X terletak di Jalan Dupak Rukun Tambak Mayor no. 145 Surabaya. Total truk mixer yang tersedia di batching plant adalah sebanyak 22 truk yang memiliki kapasitas maksimum 7 m3. Batching plant ini mulai beroperasi pukul 8:00 dan waktu untuk mixing adalah 3 menit per truk. Untuk Proyek (1) adalah Rumah Sakit RKZ Surabaya yang terletak di Jalan Diponegoro no. 51 dan memiliki kebutuhan 90 m3 beton atau 13 truk kapasitas maksimum 7 m3. Proyek (2) adalah Jembatan Sawunggaling yang terletak di Jalan Pulo Tegal Sari no. 9 dan perjalanan yang berjarak 9 km melalui Jalan Arjuno dan Jalan Diponegoro. Proyek (2) memiliki kebutuhan 170 m3 beton atau 25 truk kapasitas maksimum 7 m3. Proyek (3) adalah Ahmad Dahlan Plaza (ADP) SD Muhammadiyah 4 yang terletak di Jalan Pucang Anom no. 93 perjalanan yang berjarak 8,9 km melalui Jalan Walikota Mustajab dan Jalan Dharmawangsa. Proyek (3) ini memiliki kebutuhan 150 m3 beton atau 22 truk
2
3
1
44 kapasitas maksimum 7 m3. Data yang dijadikan parameter input lainnya meliputi: total truk berjalan (i), kebutuhan truk mixer tiap proyek (k), jam dimulainya tiap proyek, waktu pengecoran tiap proyek (CD), Waktu perjalanan truk ke tiap proyek (TDG), waktu perjalanan truk dari proyek (TDB), dan buffer time (ABD) akan dijabarkan pada Tabel 2.
Tabel 2. Parameter Input pada Studi Kasus Optimasi Supply Chain Ready Mix Concrete\
Site Starting time of site
CD (minutes)
Traveling time (minutes) ABD
(minutes) k (trucks)
TDG TDB
1 8:30 25 22 22 30 13
2 8:30 30 25 25 20 25
3 9:00 20 25 25 15 25
4.2. Hasil Penelitian
Pada penelitian ini telah dilakukan proses optimasi supply chain ready mix concrete sebanyak 30 kali run dengan menggunakan algoritma PSO dan SOS. Tujuan dari optimasi supply chain ready mix concrete adalah menghasilkan waiting time yang terbaik. Masing-masing dari algoritma dalam 1 kali run terdiri dari 100 iterasi dengan menggunakan populasi sebesar 100.
Dari ketiga puluh run optimasi dicatat hasil terbaik, terburuk, median, rata-rata, dan standar deviasi. Tabel 3 menunjukkan perbandingan hasil optimasi supply chain ready mix concrete yang diperoleh dari algoritma PSO dan SOS untuk memperoleh hasil waiting time yang paling optimal.
Tabel 3. Waktu Tunggu dari Hasil Optimasi Supply Chain Ready Mix Concrete dengan Menggunakan Algoritma PSO dan SOS
PSO SOS
Terbaik (jam) 101.313 100.863 Terburuk (jam) 109.229 106.128 Median (jam) 105.661 103.656 Rata-Rata (jam) 105.203 103.576 Standar Deviasi 2.18496 1.25618
Berdasarkan Tabel 3 dapat dilihat di hasil terbaik, algoritma SOS menghasilkan waiting time yang lebih rendah yaitu sebesar 100,863 jam dibandingkan algoritma PSO yang sebesar 101,313 jam. Hal ini menunjukkan bahwa algoritma SOS mampu menghasilkan hasil optimasi supply chain ready mix concrete yang lebih akurat. Hasil perhitungan dengan waktu tunggu terbaik dari algoritma SOS ditunjukkan pada Lampiran 1. Untuk hasil terburuk, algoritma SOS juga mampu menghasilkan waiting time yang lebih rendah yaitu sebesar 106,128 jam dibandingkan algoritma PSO yang sebesar 109,229 jam. Untuk hasil median, algoritma SOS juga mampu menghasilkan waiting time yang lebih rendah yaitu sebesar 103,656 jam dibandingkan algoritma PSO yang sebesar 106,661 jam.
Dari rata-rata 30 kali run percobaan, dari hasil rata-rata, diperoleh bahwa algoritma SOS memiliki hasil rata-rata yang lebih baik sebesar Rp 103.576 jam dibandingkan algoritma PSO yang sebesar 105.203 jam. Algoritma SOS memiliki performa yang stabil dengan standar deviasi sebesar 1.256 jam, sedangkan algoritma PSO menunjukkan hasil dengan standar deviasi sebesar 2.185 jam. Jadi, kesimpulan dari Tabel 3, algoritma SOS lebih konsisten
45 dibandingkan dengan algoritma PSO berdasarkan unggulnya di lima kriteria, yaitu hasil nilai terbaik, nilai terburuk, nilai median, nilai rata-rata, dan standar deviasi. Gambar 5 menunjukkan grafik konvergensi perbandingan hasil optimasi supply chain ready mix concrete yang diperoleh dari hasil run median algoritma PSO dan SOS.
Gambar 5. Grafik Konvergensi Hasil Run Median Optimasi Supply Chain Ready Mix Concrete.
Grafik konvergensi dalam penelitian ini menggunakan run median karena median berada di antara performa paling baik dan paling buruk, sehingga representatif dalam menunjukkan performa kedua algoritma. Dapat dilihat pada Gambar 5, grafik konvergensi menggunakan dua algoritma optimasi, algoritma SOS mampu menemukan waiting time lebih rendah pada iterasi yang pertama yaitu sebesar 108,328 jam, sementara PSO menghasilkan waiting time lebih tinggi yaitu sebesar 110,008 jam. Namun, pada iterasi ke-5, algoritma PSO mampu menghasilkan waiting time lebih rendah yaitu sebesar 108.294 jam, sementara di iterasi yang sama algoritma SOS menghasilkan waiting time sebesar 108.328 jam. Pada iterasi ke-16 dan seterusnya, algoritma PSO memberikan hasil waiting time yang konstan sebesar 105.595 jam.
Pada iterasi ke-67, SOS menghasilkan waiting time yang lebih rendah yaitu sebesar 105,167 jam dibandingkan PSO yang sebesar 105,595 jam. Algoritma SOS terus mengalami penurunan sampai pada iterasi ke-80 mampu menghasilkan waiting time yang konstan sebesar 103.545 jam. Jadi, kesimpulan dari grafik konvergensi pada Gambar 5, Algoritma SOS memiliki kinerja yang lebih unggul dibangdingkan algoritma, dimana di awal dan akhir iterasi memberikan hasil waiting time yang lebih rendah (lebih optimal).
103 104 105 106 107 108 109 110 111 112
1 5 9 13 17 21 25 29 33 37 41 45 49 53 57 61 65 69 73 77 81 85 89 93 97
Waiting Time (jam)
Iterasi ke-n
PSO SOS
46 5. KESIMPULAN
Peneliti telah membandingkan performa optimasi supply chain ready mix concrete dari dua buah algoritma metaheuristik, yaitu PSO dan SOS dengan meninjau satu studi kasus. Dari hasil optimasi, algoritma SOS lebih unggul dalam melakukan optimasi dibandingkan algoritma PSO. Algoritma SOS lebih unggul dibandingkan dengan algoritma PSO berdasarkan lima kriteria, yaitu nilai terbaik, nilai terburuk, nilai median, nilai rata-rata, dan standar deviasi. Dari grafik konvergensi dapat dilihat meskipun algoritma SOS lebih lambat memberikan hasil yang konvergen, tetapi algoritma ini mampu memberikan hasil optimasi yang paling optimal pada akhir iterasi, sedangkan PSO belum mampu memberikan hasil optimal di akhir iterasinya.
Performa algoritma SOS dapat dikatakan lebih unggul dalam penelitian ini untuk menemukan hasil waktu tunggu yang paling minimum yaitu sebesar 1,68% lebih rendah terhadap algoritma PSO.
6. DAFTAR REFERENSI
Cheng, M.Y., & Prayogo, D. (2014). Symbiotic Organisms Search: A New Metaheuristic Optimization Algorithm. Computers & Structures, 139, 98-112.
Departemen Pekerjaan Umum (2007), Modul Pelatihan Operator Batching Plant (Batching Plant Operator).
Feng, C.W., Cheng, T.M., & Wu, H.T. (2004). Optimizing the Schedule of Dispatching RMC Trucks through Genetic Algorithms. Automation in Construction, 13(3), 327-340.
Juneja, M., & Nagar, S.K. (2016). Particle Swarm Optimization Algorithm and Its Parameters:
a Review. In 2016 International Conference on Control, Computing, Communication and Materials (ICCCCM), 1-5.
Kennedy, J., & Eberhart, R. (1995). Particle Swarm Optimization. In Proceedings of ICNN'95- International Conference on Neural Networks, 4, 1942-1948.
Limanto, S. (2014). Analisa Waktu Pengecoran pada Lantai Empat Proyek Gedung Sekolah di Surabaya. In Seminar Nasional Teknik Sipil IV Universitas Muhhammadiyah Solo (UMS). http://repository.petra.ac.id/id/eprint/16569
Park, M., Kim, W.Y., Lee, H.S, & Han, S. (2011). Supply Chain Management Model for Ready Mixed Concrete. Automation in Construction, 20(1), 44-55.
Pujawan, I. N. & Mahendrawathi E.R. (2010). Supply Chain Management (2nd ed.). Guna Widya.
Sarkar, D., Gohel, J., & Dabasia, K. (2019). Optimization of Ready Mixed Concrete Delivery for Commercial Batching Plants of Ahmedabad, India. International Journal of Construction Management, 1-20.
Zayed, T.M., & Halpin, D. (2001). Simulation of Concrete Batch Plant Production. Journal of Construction Engineering and Management, 127(2), 132-141.
Yasa, A. (2020, February 1). Permintaan Meningkat, Wika Beton Pacu Kapasitas Produksi.
Bisnis Online. https://market.bisnis.com/read/20200201/192/1196259/permintaan- meningkat-wika-beton-pacu-kapasitas-produksi-
47 Lampiran 1: Hasil Optimasi Supply Chain Ready Mix Concrete dengan Waktu Tunggu Terbaik
i 1 2 3 4 5 6 7 8 9 10
IDT 8:05 8:08 8:11 8:14 8:17 8:20 8:23 8:26 8:29 8:32
Seq 2 2 1 2 3 3 1 2 3 3
SDT 8:05 8:08 8:11 8:14 8:17 8:20 8:23 8:26 8:29 8:32 TAC 8:30 8:33 8:33 8:39 8:42 8:45 8:45 8:51 8:54 8:57 PTF 8:30 9:00 8:30 9:30 9:00 9:20 8:58 10:00 9:40 10:00
ABD 20 20 30 20 15 15 30 20 15 15
WT 0 27 -3 51 18 35 13 69 46 63
LT 9:00 9:30 8:58 10:00 9:20 9:40 9:23 10:30 10:00 10:20 TBB 9:25 9:55 9:20 10:25 9:45 10:05 9:45 10:55 10:25 10:45
i 11 12 13 14 15 16 17 18 19 20
IDT 8:35 8:38 8:41 8:44 8:47 8:50 8:53 8:56 8:59 9:02
Seq 1 2 2 2 2 3 3 3 3 2
SDT 8:35 8:38 8:41 8:44 8:47 8:50 8:53 8:56 8:59 9:02 TAC 8:57 9:03 9:06 9:09 9:12 9:15 9:18 9:21 9:24 9:27 PTF 9:23 10:30 11:00 11:30 12:00 10:20 10:40 11:00 11:20 12:30
ABD 30 20 20 20 20 15 15 15 15 20
WT 26 87 114 141 168 65 82 99 116 183 LT 9:48 11:00 11:30 12:00 12:30 10:40 11:00 11:20 11:40 13:00 TBB 10:10 11:25 11:55 12:25 12:55 11:05 11:25 11:45 12:05 13:25
i 21 22 23 24 25 26 27 28 29 30
IDT 9:05 9:08 9:11 9:14 9:17 9:20 9:23 9:26 9:29 9:32
Seq 2 1 3 2 3 2 1 1 2 3
SDT 9:05 9:08 9:23 9:28 9:48 9:48 9:58 10:08 10:13 10:28 TAC 9:30 9:30 9:48 9:53 10:13 10:13 10:20 10:30 10:38 10:53 PTF 13:00 9:48 11:40 13:30 12:00 14:00 10:13 10:45 14:30 12:20
ABD 20 30 15 20 15 20 30 30 20 15
WT 210 18 112 217 107 227 -7 15 232 87 LT 13:30 10:13 12:00 14:00 12:20 14:30 10:45 11:10 15:00 12:40 TBB 13:55 10:35 12:25 14:25 12:45 14:55 11:07 11:32 15:25 13:05
i 31 32 33 34 35 36 37 38 39 40
IDT 9:35 9:38 9:41 9:44 9:47 9:50 9:53 9:56 9:59 10:02
Seq 2 1 2 3 3 2 3 2 2 2
SDT 10:28 10:38 10:48 10:58 11:08 11:28 11:28 11:48 11:58 12:08 TAC 10:53 11:00 11:13 11:23 11:33 11:53 11:53 12:13 12:23 12:33 PTF 15:00 11:10 15:30 12:40 13:00 16:00 13:20 16:30 17:00 17:30
ABD 20 30 20 15 15 20 15 20 20 20
WT 247 10 257 77 87 247 87 257 277 297 LT 15:30 11:35 16:00 13:00 13:20 16:30 13:40 17:00 17:30 18:00 TBB 15:55 11:57 16:25 13:25 13:45 16:55 14:05 17:25 17:55 18:25
48 Lampiran 1: Hasil Optimasi Supply Chain Ready Mix Concrete dengan Waktu Tunggu Terbaik (sambungan)
i 41 42 43 44 45 46 47 48 49 50
IDT 10:05 10:08 10:11 10:14 10:17 10:20 10:23 10:26 10:29 10:32
Seq 2 3 2 2 1 1 1 1 1 1
SDT 12:28 12:58 13:28 13:58 11:10 11:35 12:00 12:28 12:48 13:08 TAC 12:53 13:23 13:53 14:23 11:32 11:57 12:22 12:50 13:10 13:30 PTF 18:00 13:40 18:30 19:00 11:35 12:00 12:25 12:50 13:15 13:40
ABD 20 15 20 20 30 30 30 30 30 30
WT 307 17 277 277 3 3 3 0 5 10
LT 18:30 14:00 19:00 19:30 12:00 12:25 12:50 13:15 13:40 14:05 TBB 18:55 14:25 19:25 19:55 12:22 12:47 13:12 13:37 14:02 14:27
i 51 52 53 54 55 56 57 58 59 60
IDT 10:35 10:38 10:41 10:44 10:47 10:50 10:53 10:56 10:59 11:02
Seq 3 3 3 3 2 3 3 3 2 2
SDT 13:28 13:48 14:08 14:28 14:28 14:58 15:28 15:58 16:28 16:58 TAC 13:53 14:13 14:33 14:53 14:53 15:23 15:53 16:23 16:53 17:23 PTF 14:00 14:20 14:40 15:00 19:30 15:20 15:43 16:13 20:00 20:30
ABD 15 15 15 15 20 15 15 15 20 20
WT 7 7 7 7 277 -3 -10 -10 187 187
LT 14:20 14:40 15:00 15:20 20:00 15:43 16:13 16:43 20:30 21:00 TBB 14:45 15:05 15:25 15:45 20:25 16:08 16:38 17:08 20:55 21:25