ABSTRACT
CV. Tri Sapta Jaya is a company which moving the manufacture of aluminium molds. Company during the time have the simply production scheduling. During the time the company scheduling is by order. The concequences is makespan become longer.
As a growing company is suggested to have a production scheduling which can guarantee the continuity of production process. To overcome the problem a systematic and scheduling method is needed. In this observation the machine scheduling use Campbell Dudek and Smith (CDS) method because the production process uses more than two series machines.
The company’s production scheduling is in the sequence ZEVA, BOXER, E85, TL800, G600, ALFA, CAPUNG, IMPALA, YOSHIMURA (2 color), YOSHIMURA (3 color), Aluminium (1 color), Aluminium (2 color), Aluminium (4 color), Plastic, Plastic (gold), FUJI with 13550 minutes makespan. While according to the results of using CDS, production scheduling sequence that gives the smallest amount of time is Plastic, Plastic (gold), FUJI, ZEVA, BOXER, E85, TL800, G600, ALFA, CAPUNG, IMPALA, YOSHIMURA (2 color), YOSHIMURA (3 color), Aluminium (1 color), Aluminium (2 color), Aluminium (4 color) with 12895 minutes makespan. This conclude that using CDS Method can give more time efficiency 655 minutes.
Keywords: scheduling, Campbell Dudek Smith,makespan
ABSTRAK
CV Tri Sapta Jaya adalah perusahaan yang bergerak di bidang manufaktur dalam pembuatan cetakan dari aluminium. Perusahaan selama ini telah melakukan penjadwalan produksi secara sederhana. Selama ini penjadwalan pekerjaan berdasarkan prioritas datangnya pesanan. Akibatnya waktu proses penyelesaian produk secara keseluruhan akan menjadi semakin lama.
Sebagai perusahaan yang sedang berkembang maka dibutuhkan suatu penjadwalan produksi yang dapat menjamin kelangsungan proses produksi. Untuk mengatasi hal tersebut diperlukan suatu metode penjadwalan yang baik dan sistematis. Dalam penelitian ini metode penjadwalan yang akan digunakan adalah metode Campbell Dudek Smith (CDS), karena proses produksi perusahaan menggunakan lebih dari dua mesin seri.
Penjadwalan produksi yang dilakukan perusahaan adalah dengan urutan ZEVA, BOXER, E85, TL800, G600, ALFA, CAPUNG, IMPALA, YOSHIMURA (2 warna), YOSHIMURA (3 warna), Aluminium (1 warna), Aluminium (2 warna), Aluminium (4 warna), Plastik Biasa, Plastik (emas), FUJI dengan makespan 13550 menit. Sedangkan hasil perhitungan dengan menggunakan CDS, urutan penjadwalan produksi yang memberikan jumlah waktu terkecil adalah Plastik Biasa, Plastik (emas), FUJI, ZEVA, BOXER, E85, TL800, G600, ALFA, CAPUNG, IMPALA, YOSHIMURA (2 warna), YOSHIMURA (3 warna), Aluminium (1 warna), Aluminium (2 warna), Aluminium (4 warna) dengan makespan 12985 menit, sehingga menggunakan metode CDS akan diperoleh efisiensi waktu sebesar 655 menit.
Kata-kata kunci: penjadwalan produksi, Campbell Dudek Smith, Makespan
iii
1.2 Identifikasi Masalah ... 4
1.3 Maksud dan Tujuan Penelitian ... 6
1.4 Kegunaan Penelitian ... 7
1.5 Sistematika Penulisan ... 7
BAB II LANDASAN TEORI ... 9
2.1 Manajemen Operasi ... 9
2.2 Sepuluh Keputusan Strategis Manajemen Operasional ... 10
2.3 Pengertian Penjadwalan ... 12
2.4 Tujuan Penjadwalan ... 13
2.5 Istilah-istilah dalam Sistem Penjadwalan... 14
2.6 Ukuran Keberhasilan Penjadwalan ... 16
2.7 Klasifikasi Penjadwalan Produksi ... 16
2.8 Penjadwalan Satu Mesin ... 20
2.9 Penjadwalan Mesin Paralel ... 20
2.10 Penjadwalan Batch ... 22
iv
2.11 Johnson’s Rule ... 22
2.12 Metode CDS (Campbell Dudeck Smith) ... 23
2.13 Kerangka Pemikiran ... 26
BAB III OBJEK DAN METODE PENELITIAN ... 29
3.1 Profil Singkat Perusahaan ... 29
3.2 Struktur Organisasi Dan Uraian Tugas ... 30
3.3 Proses Produksi ... 35
3.4 Metode Penelitian ... 37
3.5 Teknik Pengumpulan Data ... 38
3.6 Jenis Data Penelitian ... 38
3.7 Pengolahan Data... 39
BAB IV HASIL PENELITIAN DAN PEMBAHASAN ... 40
4.1 Pengumpulan Data ... 40
4.2 Pengolahan Data... 42
4.3 Perhitungan Dengan Menggunakan Pendekatan Campbell Dudek Smith ... 43
4.4 Penjadwalan Menurut Kebijakan Perusahaan ... 54
v
DAFTAR GAMBAR
Gambar 2.1 Proses Flow Shop ... 17
Gambar 2.2 Proses Job Shop ... 18
Gambar 2.3 Proses Flexible Flow Shop ... 19
Gambar 2.4 Proses Re-entrant Flow Shop ... 19
Gambar 2.5 Kerangka Pemikiran ... 28
Gambar 3.1 Struktur Organisasi CV. Tri Sapta Jaya ... 31
Gambar 3.2 Flow Process Chart Proses Produksi Aluminium ... 36
Gambar 4.1 Gantt Chart Untuk K=1 ... 45
Gambar 4.2 Gantt Chart Untuk K=2 ... 49
Gambar 4.3 Gantt Chart Untuk K=3 ... 53
Gambar 4.4 Gantt Chart Waktu Proses Perusahaan ... 55
vi
DAFTAR TABEL
Tabel 1.1 Data Order dan Pengiriman TRI-WE dan WE Tahun 2013 ... 5
Tabel 3.1 Spesifikasi Produk CV. Tri Sapta Jaya ... 30
Tabel 4.1 Waktu Proses Setiap Produk di Setiap Mesin (menit) ... 41
Tabel 4.2 Waktu Proses Setiap Produk Dalam Menit ... 42
Tabel 4.3 Waktu Proses K=1 Dalam Menit ... 44
Tabel 4.4 Waktu Proses K=2 Dalam Menit ... 48
Tabel 4.5 Waktu Proses K=3 Dalam Menit ... 51
Tabel 4.6 Perbandingan Metode Penjadwalan Dalam Menit ... 56
1 Universitas Kristen Maranatha
BAB I
PENDAHULUAN
1.1 Latar Belakang
Industri aluminium adalah industri logam dasar terpenting selain industri
tembaga, besi dan baja yang dibutuhkan pada infrastruktur dan pendukung sektor
industri lainnya. Industri aluminium nasional pada tahun 2011 adalah sebesar 684
ribu ton per tahun. Konsumsi aluminium dalam negeri berupa aluminium ingot
primer, aluminium ingot sekunder, aluminium ekstrusi, sheet dan foil, telah
dipenuhi sebanyak 670 ribu ton pada tahun 2011. Konsumsi tersebut berasal dari
produksi dalam negeri sebesar 287 ribu ton dan sisanya dari impor sebesar 383
ribu ton. Mengingat besarnya nilai impor tersebut, Kementerian Perindustrian
terus berupaya mendorong pengembangan industri aluminium dalam negeri.
Seiring dengan perkembangan industri aluminium, persaingan antar
perusahaan menjadi semakin ketat. Perusahaan harus bisa melakukan produksi
secara terus menerus untuk bisa memenuhi kebutuhan konsumen. Perusahaan bisa
melakukan kegiatan produksi, apabila penjadwalan proses produksi dibuat secara
efektif untuk mencapai tujuan yang telah ditentukan. Tujuan perusahaan adalah
untuk memperoleh laba dari produksi yang dihasilkannya. Untuk mencapai tujuan
tersebut ada beberapa faktor yang akan mempengaruhi tujuan tersebut dan
perusahaan harus bisa menangani faktor-faktor tersebut. Salah satu faktor tersebut
adalah masalah kelancaran proses produksi. Dalam menjalankan proses produksi
2 Universitas Kristen Maranatha
jangan sampai terjadi keterlambatan produksi yang diakibatkan oleh proses
produksi tidak efektif sehingga kemungkinan besar dapat mengurangi kepuasan
pada pelanggan, maka harus dilakukan perencanaan penjadwalan produksi secara
baik.
Peranan penjadwalan produksi dalam mengawasi proses produksi cukup
penting. Kesalahan dalam menyusun penjadwalan produksi tidak hanya
mempengaruhi fungsi pengawasan akan tetapi juga mempengaruhi hal-hal lain
seperti menambah biaya produksi, menambah waktu menganggur mesin, dan
mengakibatkan keterlambatan pekerjaan dalam proses produksi karena batas
waktu penyelesaian pekerjaan terlampaui.
Unsur penting dalam penjadwalan adalah sumber daya (resources) yang
dikenal dengan daya mesin dan tugas-tugas (tasks) yang dikenal dengan pekerjaan
(jobs), untuk dapat melakukan penjadwalan dengan baik, maka waktu proses kerja
setiap mesin serta jenis pekerjaan (job) yang akan dijadwalkan perlu diketahui.
Dengan penjadwalan produksi yang baik tentunya mesin-mesin yang digunakan
dapat dioperasikan sesuai kapasitas yang dimiliki dan memperkecil kemungkinan
timbulnya waktu yang tidak produktif dari mesin-mesin yang digunakan,
meskipun belum tentu mesin tersebut dioperasikan sebatas kapasitas maksimum,
namun setidaknya dengan suatu penjadwalan produksi yang baik maka hasil
produksi relatif lebih tinggi.
Penjadwalan produksi berfungsi untuk membuat agar arus produksi dapat
3 Universitas Kristen Maranatha
dikatakan bahwa penjadwalan produksi dilakukan agar mesin-mesin dapat bekerja
sesuai dengan kapasitas yang ada dan biaya yang seminimal mungkin, serta
kuantitas produk yang diinginkan sesuai waktu yang telah ditentukan.
Berdasarkan urutan produksi, penjadwalan memiliki dua tipe yaitu penjadwalan
tipe job shop dan tipe flow shop. Penjadwalan flow shop merupakan pola aliran
dari N buah job yang melalui proses yang sama (searah). Salah satu metode
penjadwalan dengan tipe flow shop adalah Campbell Dudek and Smith (CDS).
Metode ini digunakan apabila jumlah mesin yang digunakan untuk menyelesaikan
suatu job lebih dari tiga mesin.
CV Tri Sapta Jaya adalah perusahaan yang bergerak di bidang manufaktur
dalam pembuatan cetakan dari aluminium dengan sistem anodizing. Permasalahan
yang dihadapi perusahaan selama ini adalah lamanya waktu proses penyelesaian
produk yang diperlukan untuk membuat suatu produk. Perusahaan memproduksi
16 produk yang diproses melalui 4 mesin seri. Perencanaan dan penjadwalan
produksi dilakukan perusahaan secara sederhana. Selama ini tidak berdasarkan
metode penjadwalan tertentu, hanya berdasarkan urutan order pesanan yang
masuk terlebih dahulu. Dampak yang terlihat jelas adalah besarnya makespan
dalam sistem produksi tersebut.
Tujuan dilakukan penjadwalan ini adalah untuk meminimasi waktu yang
dibutuhkan untuk menyelesaikan keseluruhan proses produksi. Adanya proses
produksi yang memerlukan waktu siklus yang cukup panjang menyebabkan
besarnya nilai makespan. Peneliti melihat bahwa makespan di perusahaan dapat
4 Universitas Kristen Maranatha
yang dapat digunakan untuk meminimasi makespan dan menghasilkan solusi yang
mendekati optimal dengan adalah metode Campbell Dudek and Smith (CDS).
Karena pola aliran produksi job perusahaan melalui jalur yang sama dan memiliki
lebih dari 3 mesin seri.
Berdasarkan hal-hal yang telah diungkapkan di atas, penulis tertarik untuk
melakukan penelitian sebagai bahan penulisan dan penyusunan skripsi dengan
judul: “Penjadwalan Produksi Untuk Meminimalisasi Waktu Proses Produksi
Dengan Metode Campbell Dudek and Smith/CDS (Studi Kasus Pada CV Tri
Sapta Jaya, Bandung)”
1.2 Identifikasi Masalah
Pembuatan cetakan dari aluminium dengan sistem anodizing telah
menghasilkan berbagai macam produk dengan masing-masing spesifikasi yang
telah ditetapkan perusahaan. Keuntungannya sistem ini adalah anti vandalisme,
anti luntur dan anti karat. Produk yang dihasilkan antara lain ZEVA, BOXER,
E85, TL800, G600, ALFA, CAPUNG, IMPALA, YOSHIMURA (2 warna),
YOSHIMURA (3 warna), TRI-WE (Aluminium 1 warna, Aluminium 2 warna,
Aluminium 4 warna), WE (Plastik Biasa, Plastik emas), FUJI.
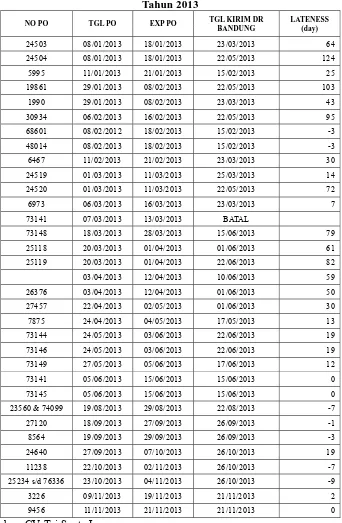
Peneliti menampilkan data produk TRI-WE dan WE sebagai perwakilan
semua produk hanya untuk menunjukkan bahwa sering terjadi keterlambatan
dalam perusahaan. Berikut ini merupakan data penerimaan order dari konsumen
5 Universitas Kristen Maranatha
Tabel 1.1
Data Order dan Pengiriman TRI-WE dan WE Tahun 2013
NO PO TGL PO EXP PO TGL KIRIM DR BANDUNG
LATENESS (day)
24503 08/01/2013 18/01/2013 23/03/2013 64
24504 08/01/2013 18/01/2013 22/05/2013 124
5995 11/01/2013 21/01/2013 15/02/2013 25
19861 29/01/2013 08/02/2013 22/05/2013 103
1990 29/01/2013 08/02/2013 23/03/2013 43
30934 06/02/2013 16/02/2013 22/05/2013 95
68601 08/02/2012 18/02/2013 15/02/2013 -3
48014 08/02/2013 18/02/2013 15/02/2013 -3
6467 11/02/2013 21/02/2013 23/03/2013 30
24519 01/03/2013 11/03/2013 25/03/2013 14
24520 01/03/2013 11/03/2013 22/05/2013 72
6973 06/03/2013 16/03/2013 23/03/2013 7
73141 07/03/2013 13/03/2013 BATAL
73148 18/03/2013 28/03/2013 15/06/2013 79
25118 20/03/2013 01/04/2013 01/06/2013 61
25119 20/03/2013 01/04/2013 22/06/2013 82
03/04/2013 12/04/2013 10/06/2013 59
26376 03/04/2013 12/04/2013 01/06/2013 50
27457 22/04/2013 02/05/2013 01/06/2013 30
7875 24/04/2013 04/05/2013 17/05/2013 13
73144 24/05/2013 03/06/2013 22/06/2013 19
73146 24/05/2013 03/06/2013 22/06/2013 19
73149 27/05/2013 05/06/2013 17/06/2013 12
73141 05/06/2013 15/06/2013 15/06/2013 0
73145 05/06/2013 15/06/2013 15/06/2013 0
23560 & 74099 19/08/2013 29/08/2013 22/08/2013 -7
27120 18/09/2013 27/09/2013 26/09/2013 -1
8564 19/09/2013 29/09/2013 26/09/2013 -3
24640 27/09/2013 07/10/2013 26/10/2013 19
11238 22/10/2013 02/11/2013 26/10/2013 -7
25234 s/d 76336 23/10/2013 04/11/2013 26/10/2013 -9
3226 09/11/2013 19/11/2013 21/11/2013 2
9456 11/11/2013 21/11/2013 21/11/2013 0
Sumber: CV. Tri Sapta Jaya
6 Universitas Kristen Maranatha
Dari data di atas terlihat bahwa terdapat banyak pesanan konsumen yang
mengalami keterlambatan. Perencanaan dan penjadwalan produksi dilakukan
perusahaan selama ini tidak berdasarkan metode penjadwalan tertentu, hanya
berdasarkan urutan order pesanan yang masuk terlebih dahulu. Karena proses
produksinya untuk menghasilkan suatu produk akhir harus melewati lebih dari
satu mesin secara berurutan, maka metode penjadwalan yang digunakan adalah
metode Campbell Dudek Smith (CDS). Dari uraian di atas dapat diidentifikasikan
masalah sebagai berikut:
1. Bagaimana penjadwalan produksi yang dilakukan perusahaan pada saat ini?
2. Bagaimana penjadwalan produksi dengan menggunakan metode Campbell
Dudek Smith?
3. Berapa besar efisiensi waktu yang diperoleh setelah menggunakan metode
Campbell Dudek Smith?
1.3 Maksud dan Tujuan Penelitian
Sesuai dengan permasalahan yang telah diidentifikasi sebelumnya, maka
tujuan penelitian ini adalah sebagai berikut:
1. Mengetahui penjadwalan produksi yang dilakukan perusahaan saat ini.
2. Mengetahui penjadwalan produksi dengan metode Campbell Dudek Smith.
3. Mengetahui efisiensi waktu yang diperoleh setelah menggunakan metode
7 Universitas Kristen Maranatha
1.4 Kegunaan Penelitian
Hasil penelitian ini diharapkan dapat memberikan manfaat bagi berbagai
pihak, antara lain:
1. Bagi Perusahaan
Dapat dijadikan masukan dalam menentukan penjadwalan produksi
perusahaan.
2. Bagi penulis
Menambah wawasan dan pengetahuan mengenai penjadwalan produksi, serta
mampu merumuskan masalah-masalah yang ada baik di bagian manajemen
maupun di lapangan
3. Bagi masyarakat dan rekan-rekan mahasiswa
Dengan adanya penelitian ini diharapkan masyarakat dan rekan-rekan
mahasiswa dapat menyadari manfaat dan pentingnya penjadwalan produksi
dalam sebuah perusahaan.
1.5 Sistematika Penulisan
Untuk memberikan gambaran tentang isi skripsi ini secara keseluruhan,
maka penulis membagi menjadi 6 bagian sebagai berikut:
BAB I : PENDAHULUAN
Bab ini berisi latar belakang pemilihan judul dimana perusahaan mengalami
permasalahan dalam hal penjadwalan. Berdasarkan latar belakang yang ada,
penulis mengidentifikasi masalahnya. Untuk menjawab masalah yang ada
8 Universitas Kristen Maranatha
penelitian yang akan memberikan kegunaan bagi peneliti, perusahaan dan
pihak lain.
BAB II : LANDASAN TEORI
Bab ini menjelaskan dan menguraikan teori-teori dan metode-metode yang
berhubungan dengan permasalahan dalam melakukan penelitian oleh penulis,
serta terdapat kerangka pemikiran.
BAB III : OBJEK DAN METODE PENELITIAN
Bab ini berisi tentang gambaran secara umum perusahaan dan kegiatan
perusahaan yang menjadi objek penelitian, teknik pengumpulan data serta
metode penelitian yang digunakan.
BAB IV : HASIL PENELITIAN DAN PEMBAHASAN
Pada bab ini akan dibahas mengenai pengumpulan data, yaitu data-data yang
diperoleh dari hasil pengamatan dan wawancara dengan pihak perusahaan,
kemudian dianalisis untuk mengatasi masalah yang ada di perusahaan.
BAB V : SIMPULAN DAN SARAN
Bab ini berisi penarikan kesimpulan yang diperoleh dari hasil analisis yang
telah dilakukan dan memberikan saran-saran kepada perusahaan sebagai
58 Universitas Kristen Maranatha
BAB V
SIMPULAN DAN SARAN
5.1 Simpulan
Dari hasil analisis yang telah dilakukan sebelumnya, maka dapat diambil
kesimpulan yaitu:
1. Penjadwalan yang dilakukan oleh CV. Tri Sapta Jaya selama ini hanya
berdasarkan penerimaan order dengan makespan 13550 menit
2. Penjadwalan produksi dengan menggunakan CDS adalah dengan urutan
Plastik Biasa, Plastik (emas), FUJI, ZEVA, BOXER, E85, TL800, G600,
ALFA, CAPUNG, IMPALA, YOSHIMURA (2 warna), YOSHIMURA (3
warna), Aluminium (1 warna), Aluminium (2 warna), Aluminium (4 warna)
dengan makespan 12985 menit.
3. Dengan menggunakan metode CDS, maka perusahaan dapat memperoleh
efisiensi waktu sebesar 655 menit.
5.2 Saran
Berdasarkan hasil penelitian dan kesimpulan di atas, maka terdapat
beberapa saran yang dapat dikemukakan untuk meminimalisasi waktu proses
59 Universitas Kristen Maranatha
1. Perusahaan perlu mempertimbangkan untuk menerapkan metode CDS dalam
proses produksinya, karena dengan menggunakan metode CDS menghasilkan
makespan yang lebih pendek.
2. Perusahaan sebaiknya lebih memperluas perhatiannya pada masalah
penjadwalan agar lebih mencerminkan kondisi yang aktual di lapangan
seperti ketersediaan mesin, keterbatasan kapasitas dan waktu transportasi
DAFTAR PUSTAKA
Arman, Hakim, Nasution, dan Yudha Prasetyawan. (2008). Perencanaan Dan Pengendalian Produksi. Edisi 1. Graha Ilmu, Yogyakarta.
Askin, Ronald G and Goldberg, Jeffrey B. (2003). Design And Analysis Of Lean Production Systems. John Wiley & Sons, Inc, Singapore.
Harding, H.A. (1984). Manajemen Produksi. Balai Pustaka, Jakarta
Heizer, Jay., and Render, Barry. (2008). Operation Management. 9th ed. Pearson Education, New Jersey.
Heizer, Jay., and Render, Barry. (2010). Manejemen Operasi. Edisi 9. Salemba 4, Jakarta.
Krajewski, Lee J., Larry P. Ritzman, and Manoj K. Malhotra. (2007). Operations Management: Processes and Value Chains. Edisi 8. Pearson Prentice-Hall,Inc, New Jersey.
Meredith, Jack R. & Shafer, Scott M. (2011). Operation Management. 4th Edition. John Wiley & Sons (Asia) Pte Ltd, Asia.
Raturi, Amitabh S., and James R. Evans. (2005). Principles of Operation Management. Edition International Student. Thomson Corporation, South-Western.
Rosnani, Ginting. (2007). Sistem Produksi. Edisi Pertama. Graha Ilmu, Yogyakarta.
Rosnani, Ginting. (2009). Penjadwalan Mesin. Edisi Pertama. Graha Ilmu, Yogyakarta.
Russell, R. S., and Taylor, B. W. (2006). Operations Management : Quality
Competitiveness In A Global Environment. Hoboken, New Jersey.
Schroeder, R.G., Susan Meyer Goldstein & M. Johnny Rungtusanatham. (2011). Operation Management: Contemporary Concept and Cases. 2nd Edition. Mc Graw Hill International Edition, New York.
Stevenson, William J. (2007). Operations Management. 9th Edition. McGraw-Hill/Irwin, New York.
Stevenson, William J. & Sum Chee Chuung. (2010). Operations Management: An Asian Perspective. Mc Graw Hill Ryerson, Ltd. New York.
Sugiyono. (2011). Metode Penelitian Pendidikan. Alfabeta, Bandung.
Suliyanto. (2009). Metode Riset Bisnis. Andi Offset, Yogyakarta
Teguh, Baroto. (2002). Perencanaan dan Pengendalian Produksi. Cetakan Pertama. Ghalia Indonesia, Jakarta.