194
PENJADWALAN MESIN SCREW PRESS MENGGUNAKAN METODE INDIKATOR PADA PERUSAHAAN PERKEBUNAN
,
1,2Teknik Industri, Universitas Bina Darma, Indonesia
Email : Septariansyah0409@gmail. com+,Desi_Christofora@gmail. binadarma. ac. id2
Abstract
Scheduling is an important part of the production process before work goes down to the production floor. Poor scheduling system can prolong production completion time which in turn can reduce the quantity of production produced. In order to avoid extending the production completion time which in turn can reduce the quantity of production, one of the strategies that the company can do is scheduling and allocating resources of the screw press machine company is one of the main components in CPO (crude palm oil) extracting machines and using the indicator method .
Keywords: Screw press machine scheduling and indicator method
1. PENDAHULUAN
Penjadwalan merupakan bagian yang penting dari proses produksi sebelum pekerjaan turun ke lantai produksi. Sistem penjadwalan yang kurang baik dapat memperpanjang waktu penyelesaian produksi yang pada akhirnya dapat menurunkan kuantitas produksi yang dihasilkan. Guna menghindari perpanjangan waktu penyelesaian produksi yang pada akhirnya dapat menurunkan kuantitas produksi, salah satu strategi yang dapat dilakukan perusahaan adalah dengan penjadwalan dan pengalokasian sumber daya perusahaan. Dengan penjadwalan, maka perusahaan diharapkan dapat mengambil keputusan yang tepat dalam penjadwalan produksi sehingga didapatkan waktu penyelesaian produksi yang minimum dan permintaan dapat terpenuhi tepat waktu. Dalam industri manufaktur, penjadwalan memegang peranan penting dalam penentuan penggunaan mesin dalam suatu produksi. Dengan jumlah mesin dan pekerja yang terbatas, perusahaan harus dapat mengambil keputusan yang tepat mengenai pekerjaan yang mana yang harus diselesaikan terlebih dahulu. Penjadwalan dilakukan dengan tujuan agar produk dapat diselesaikan tepat waktu sesuai dengan spesifikasi yang telah ditetapkan, memaksimalkan produktivitas, meminimumkan waktu penyelesaian produksi, meningkatkan penggunaan mesin, serta mengurangi persediaan barang dalam proses. Saat ini sudah banyak perusahaan dalam bidang industri manufaktur yang bersaing untuk mendapatkan hasil yang terbaik bagi kepuasan konsumen. Hal ini menyebabkan perusahaan harus dapat mempertahankan kualitas dan ketepatan waktu penyelesaian produk pesanan pelanggan. Untuk dapat menyelesaikan produk pesanan tepat waktu maka perlu diperhatikan pengaturan penjadwalan mengenai penggunaan mesin serta pekerjaan yang akan dilaksanakan dalam kurun waktu tertentu. Penjadwalan (Pinedo, 2002).
Didefinisikan sebagai proses pengalokasian sumber daya untuk menampilkan sekumpulan pekerjaan pada jangka waktu yang telah ditetapkan. Definisi ini dapat diartikan sebagai penjadwalan merupakan sebuah fungsi pengambilan keputusan yaitu dalam menetapkan jadwal yang paling tepat, dan sebuah teori yang berisi sekumpulan prinsip dalam pengambilan keputusan. Menurut Pinedo permasalahan penjadwalan pekerjaan (job scheduling) memfokuskan pada bagaimana mengalokasikan sumber daya produksi yang terbatas (mesin) untuk melakukan proses pada serangkaian aktivitas pekerjaan (job) pada satu periode waktu dalam rangka mengoptimalkan fungsi tujuan tertentu.
Dengan adanya permasalahan penjadwalan tersebut perusahaan dihadapkan pada bagaimana perusahaan bisa mengambil keputusan produksi yang tepat untuk memenuhi permintaan produksi dengan kapasitas yang ada dan menyelesaikannya pada waktu tertentu yang telah ditetapkan oleh konsumen. Perusahaan harus mampu melakukan penilaian atas kinerja produksi dan pemenuhan pesanan, untuk melihat kondisi masalah dari usaha tersebut supaya dapat dirumuskan penjadwalan yang tepat sehingga produksi dapat diselesaikan tepat pada waktu pesanan. Jika tidak selesai sesuai waktu pesanan maka kinerja perusahaan belum maksimal yang berakibat kerugian pada perusahaan
Septariansyah, CH.Desi| 195 dengan konsumen yang merasa tidak puas karena tidak memenuhi waktu atau jumlah pesanan yang telah dilakukan.
Mesin screw press kelapa sawit merupakan alat yang biasa digunakan dalam proses pemisahan minyak di mesin digester. Worm screw (kempa ulir) di mesin screw press adalah salah satu komponen utama pada mesin pengekstraksi CPO (crude palm oil) / minyak mentah sawit dari tandan buah segar.
Pabrik minyak kelapa sawit memproses bahan baku berupa buah sawit atau sering disebut tandan buah segar (TBS) menjadi minyak kelapa sawit CPO dan inti sawit ( palm kernel).
Sumber : Mesinpks Mesin Screw Press Tahun 2019 Gambar 1.1 Mesin Screw Press
Masalah penjadwalan sering muncul apabila terdapat sekumpulan tugas yang akan dikerjakan, bagaimana mengalokasikan tugas-tugas tersebut pada mesin, sehingga diperoleh suatu proses produksi yang terjadwal. Penjadwalan yang kurang direncanakan dengan baik dapat mengakibatkan waktu penyelesaian yang sering terlambat, masih terdapat jam kerja menganggur namun dilain waktu harus dilakukan kerja lembur untuk mengejar keterlambatan produksi pada saat yang bersamaan sumber daya tidak termanfaatkan dengan baik.
Berikut adalah contoh penelitian terdahulu yang relevan dan menjadi acuan pada penelitian ini.
Heri Wibowo (2017) dalam penelitiannya tentang “Penjadwalan produksi crude palm oil (cpo) dan kernel pada mesin digester dengan menggunakan metode indikator” di PT Kresna Duta Agroindo Jambi masih terdapat jam kerja menganggur namun di lain waktu harus dilakukan kerja lembur untuk mengejar keterlambatan produksi dikarenakan adanya mesin yang mengalami kerusakan.
Salah satu cara yang dapat dilakukan adalah dengan menjadwalkan mesin produksi, waktu perawatan mesin serta perencanaan waktu mulai dan selesainya produksi dengan mnyesuaikan jam kerja mesin yang tersedia.
tujuan dilakukan nya penelitian ini adalah sebagai berikut:
1. Menjadwalkan produksi crude palm oil 2. Menganalisa pemanfaatan mesin digester
Diawati Cucu (2015) jurnal yang berjudul “analisis penjadwalan produksi dengan menggunakan metode indikator untuk memaksimalkan kapasitas produksi di PT Dirado Bandung”
Tujuan dilakukan nya penelitian ini adalah sebagai berikut:
1. Menganalisis penjadwalan proses produksi mesin DWP (double winderpirn) yang dilakukan oleh PT. Dirado.
2. Menganalisis penerapan metode penjadwalan mesin DWP (double winderpirn) yang sebaiknya dilakukan oleh PT. Dirado.
Adapun langkah yang akan dilakukan untuk mencapai tujuan tersebut adalah:
1. Bahan baku yang dibutuhkan selalu tersedia
2. Data jumlah produksi yang digunakan yaitu rencana produksi untuk bulan Desember 2014
196 | Penjadwalan Mesin Screw Press Menggunakan Metode Indikator Pada Perusahaan Perkebunan
3. Kinerja operator dianggap sama, menggunakan rata – rata kinerja karyawan bulansebelumnya
4. Data mesin, data set up mesin, data laju produksi setiap mesin dan data waktu pemindahan antar mesin tidak berubah sama seperti rata – rata bulan sebelumnya
Yoeslan Ferly Felisia Yuliana (2014) jurnal yang berjudul “analisis penjadwalan mesin paralel dengan metode indikator dalam memenuhi permintaan.pesanan di PD permata jaya Bandung. Berdasarkan hasil pengumpulan data, observasi, analisis perhitungan serta pembahasan, penulis mengambil kesimpulan sebagai berikut:
1. Metode penjadwalan di PD Permata Jaya berdasarkan kepada kebiasaan menjadwalkan proses produksi menurut jenis kainnya di mesin yang sudah biasa memproduksi jenis kain tersebut. Contoh; jenis kain HG 90 biasanya dikerjakan di mesin “one giant” double. Bila selanjutnya ada permintaan pesanan jenis kain HG 90 maka akan dikerjakan kembali di mesin “one giant” double. Padahal jenis kain HG 90 sebenarnya bisa dikerjakan di mesin yang lain, misalnya “king knit”, tetapi karena sudah terbiasa dikerjakan di mesin “one giant” double maka tetap dikerjakan di mesin tersebut. Jadi, kecilsekali kemungkinan untuk satu jenis kain tertentu diproduksi di mesin yang lain, karena sudah mengikuti penjadwalan mesin sebelumnya.
2. Perhitungan penjadwalan mesin paralel dengan menggunakan metode indikator diperoleh nilai total idle time sebesar 161.080 menit atau kurang lebih 123 hari
Septa Riansyah (2019) dalam penelitian tentang “ penjadwalan mesin screw press menggunakan metode indikator di PT perkebunan nusantara VII Sungai Niru “ Penelitian ini bertujuan untuk menjadwalkan mesin screw press stasiun kempa pada produksi crude palm oil.
Adapun langkah yang akan dilakukan untuk mencapai tujuan tersebut adalah : 1.Penentuan kapasitas mesin-mesin produksi
2.Menghitung waktu proses produksi yang diperlukan 3.Menghitung nilai indikator
4.Penugasan mesin dan penjadwalan produksi
Metode indikator merupakan suatu alat dalam metode penugasan yang bertujuan mengatasi penjadwalan penugasan pekerjaan dengan membandingkan nilai keseluruhan dengan nilai terkecil untuk menghasilkan penjadwalanyang optimal. Metode indikator ini digunakan untuk menentukan penugasan terhadap suatu mesin dari beberapa mesin yang tersedia, namun dengan kapasitas dan waktu operasi yang berbeda. Metode penjadwalan ini dapat diterapkan pada perusahaan yang mesin produksinya bersifat paralel dengan kapasitas yang berbeda serta dengan batas waktu penyelesaian tertentu untuk melakukan suatu proses pekerjaan.Adapun data – data yang diperlukan dalam penjadwalan dengan metode indikator ini adalah permintaan, data jumlah mesin screw press, data kapasitas masing – masing mesin screw press, jam kerja yang tersedia dan jadwal perawatan mesin.
Langkah – langkah pengerjaan menggunakan metode indikator dalam penjadwalan penugasan pekerjaan adalah sebagai berikut :
1. Penentuan Kapasitas Mesin – Mesin Produksi
Kapasitas mesin merupakan kemampuan mesin untuk dapat memproduksi atau memproses suatu produk, kapasitas dapat dinyatakan unit/jam, jumlah/jam, ton/jam, kg/jam, dan lain – lain
2. Menghitung Waktu Proses Produksi Yang Diperlukan
Waktu proses yang diperlukan adalah jumlah waktu yang diperlukan untuk memproses dan memproduksi suatu order, rumus perhitungannya dapat dinyatakan sebagai berikut : (Prasetya,2009)
Waktu proses jam = volume / kapasitas …….. 2.1 Rumus Waktu Proses Produksi 3. Menghitung Nilai Indikator
Nilai indikator merupakan nilai yang didapat dari pembagian jam operasi mesin dengan jam operasi mesin terkecil, nilai indikator dapat diperoleh dengan rumus : (Nizomtrs,2013)
Septariansyah, CH.Desi| 197 Nilai indikator = waktu proses mesin / waktu proses terkecil ……. 2.2 Rumus Nilai Indikator
4. Penugasan Mesin Dan Penjadwalan Produksi
Mesin yang memiliki nilai indikator terkecil adalah mesin yang akan digunakan untuk memproduksi permintaan dengan syarat bahwa menyesuaikan jadwal perawatan mesin dan waktu yang tersedia dapat memenuhi waktu yang dibutuhkan mesin untuk memproses dan menyelessaikan permintaan, namun jika waktunya tidak memenuhi maka permintaan dapat dialokasikan pada mesin yang nilai indikatornya lebih besar dari mesint ersebut dan begitu seterusnya
2. METODE PENELITIAN
Adapun langkah yang akan dilakukan untuk mencapai tujuan tersebut adalah:
1.Penentuan kapasitas mesin-mesin produksi
2.Menghitung waktu proses produksi yang diperlukan 3.Menghitung nilai indikator
4.Penugasan mesin dan penjadwalan produksi
3. HASIL DAN PEMBAHASAN 3.1 Pengumpulan Data
Pengumpulan data merupakan suatu kegiatan yang dilakukan untuk mendapatkan data-data yang dibutuhkan dalam suatu penelitian atau tugas akhir. Data ini akan menjadi masukan ( input ) pada tahap pengolahan data. Adapun data- data yang diperoleh dari penelitian ini adalah data primer. Adapun
tahap pengumpulan data primer dilakukan dengan cara sebagai berikut : a. Wawancara
Wawancara dilakukan dengan cara tanya jawab secara lisan dengan pihak-pihak yang berkompeten tentang penjadwalan mesin pada PT Perkebunan Nusantara VII Sungai Niru agar menghasilkan penjadwalan yang optimal
b. Observasi
Data-data diperoleh dengan cara melakukan pengamatan dan pencatatan aspek-aspek yang tampak dalam objek penelitian. Berikut data hasil penelitian yang dilakukan pada PT Perkebunan Nusantara VII Sungai Niru
3.1.1 Data Kapasitas Mesin
Screw Press
Berikut ini merupukan data kapasitas mesin screw press yang disampaikan oleh karyawawan PT Perkebunan Nusantara VII Sungai Niru. Adapun datanya dapat dilihat pada tabel 3.1 sebagai berikut :
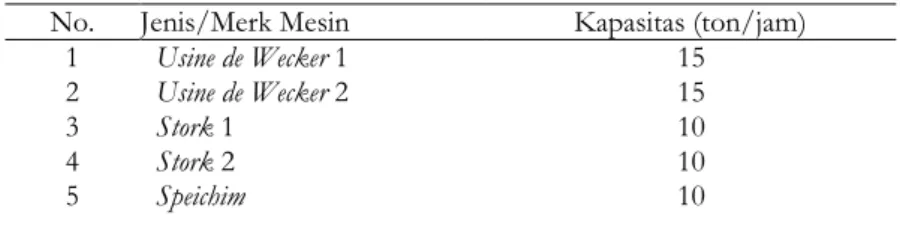
Tabel 3.1 Kapasitas Mesin Screw Press
Sumber : Data Yang Diolah
No. Jenis/Merk Mesin Kapasitas (ton/jam)
1 Usine de Wecker 1 15
2 Usine de Wecker 2 15
3 Stork 1 10
4 Stork 2 10
5 Speichim 10
198 | Penjadwalan Mesin Screw Press Menggunakan Metode Indikator Pada Perusahaan Perkebunan
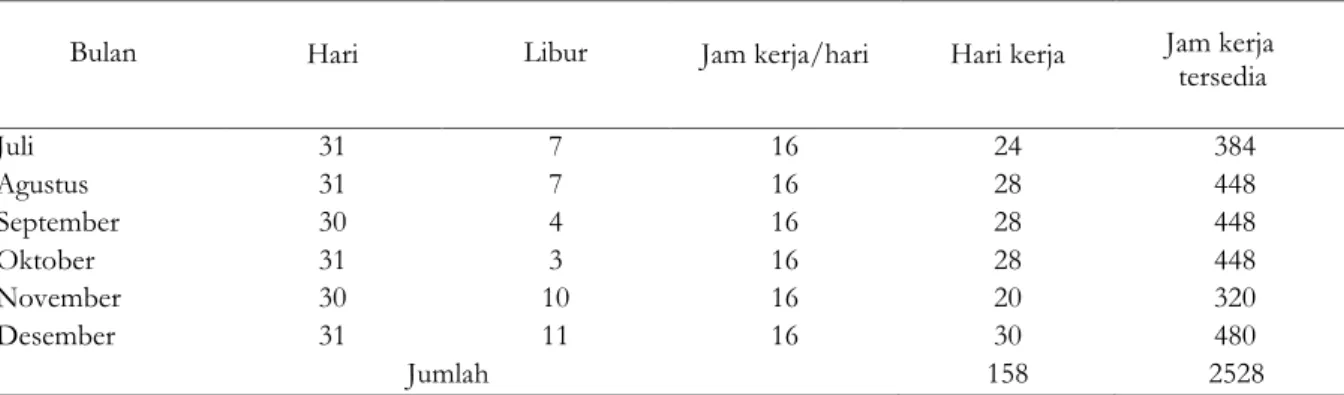
3.1.2 Data Jam Kerja Tersedia Veriode Juli – September 2018Berikut ini merupukan data jam kerja tersedia veriode Juli – September 2019 PT Perkebunan Nusantara VII Sungai Niru. Adapun datanya dapat dilihat pada tabel 3.2 sebagai berikut :
Tabel 3.2 Jam kerja Tersedia
Sumber : Data Yang Diolah
3.2 Pengolahan Data
Pengolahan data adalah tindak lanjut dari kegiatan pengumpulan data yang kemudian dilakukannya pengolahan data. Setelah dilakukan pengumpulan data, data yang dianggap atau masih mentah perlu ditindaklanjuti dan dilakukan pengolahan sehingga menjadi informasi yang kemudian dapat digunakan menjawab tujuan dari penelitian yang dilakukan.
3.2.1 Perhitungan Waktu Proses Produksi
Perhitungan waktu proses produksi diperlukan untuk menyelesaikan produksi pada tiap- tiap mesin produksi. Data yang diperlukan dalam penghitungan ini adalah kapasitas mesin produksi dan data permintaan minyak bulan Juli - Desember tahun 2018. perhitungan waktu proses produksi pada permintaan minyak tanggal 01 Juli 2019 sebanyak 5915 ton TBS :
Waktu proses produk (jam) = 5915 ton / 60 ton = 98.58 jam
Waktu proses produk ( hari ) = 95.25 / 16 jam = 6.16 hari = 6 hari
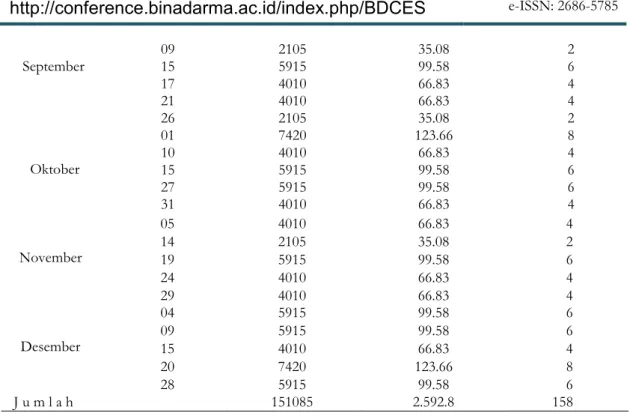
Perhitungan waktu proses produksi selengkapnya dapat dilihat pada tabel 3.3 Tabel 3.3 Waktu Proses Produksi Bulan dan Tanggal
TBS (Ton) Waktu Proses (Jam) Waktu Proses (Hari) Juli
01 5915 98.58 6
08 4010 66.83 4
13 5915 99.58 6
21 7420 123.66 8
Agustus
03 7420 123.66 8
12 5915 99.58 6
19 4010 66.83 4
24 4010 66.83 4
31 5915 99.58 6
05 5915 99.58 6
08 4010 66.83 4
Bulan Hari Libur Jam kerja/hari Hari kerja Jam kerja
tersedia
Juli 31 7 16 24 384
Agustus 31 7 16 28 448
September 30 4 16 28 448
Oktober 31 3 16 28 448
November 30 10 16 20 320
Desember 31 11 16 30 480
Jumlah 158 2528
Septariansyah, CH.Desi| 199 September
09 2105 35.08 2
15 5915 99.58 6
17 4010 66.83 4
21 4010 66.83 4
26 2105 35.08 2
Oktober
01 7420 123.66 8
10 4010 66.83 4
15 5915 99.58 6
27 5915 99.58 6
31 4010 66.83 4
Sumber : Hasil Penelitian
4.2.2 Perhitungan Waktu Proses Produksi Mesin
Screw Press
Setelah melakukan perhitungan waktu proses produksi selanjutnya peneliti melakukan perhitungan waktu produksi untuk mesin screw press. perhitungan waktu proses produksi mesin screw press pada permintaan 7420 ton TBS :
Waktu proses produksi UW 1 (jam) = 7420 ton / 15 = 494 jam Perhitungan waktu proses produksi selengkapnya dapat dilihat pada tabel 3.4
Tabel 3.4 Waktu Proses Produksi
No. TBS (Ton) Waktu Proses Mesin (Jam)
UW 1 UW 2 ST 1 ST 2 SP
1 7420 494 494 742 742 742
2 5915 394 394 591.5 591.5 591.5
3 4010 267 267 401 401 401
4 2105 140 140 210.5 210.5 210.5
Sumber : Hasil Pengolahan
Pada tabel perhitungan proses produksi tiap mesin screw press terlihat bahwa waktu pemprosesan terkecil tiap permintaan adalah pada mesin UW 1 (Usine de Wecker 1) dan mesin UW 2 (Usine de Wecker 2) karena kedua mesin tersebut memiliki kapasitas olah TBS yang paling besar dari tiga mesin screw press lainnya.
4.2.3 Perhitungan Nilai Indikator
Nilai indikator merupakan nilai yang didapat dari pembagian jam operasi mesin dengan jam operasi mesin terkecil. Perhitungan nilai indikator pada mesin dalam memproses 7420 ton TBS.
Waktu proses mesin yang dibandingkan adalah 494 jam (UW 1), 494 jam (UW 2), 742 jam (ST 1), 742 jam (ST 2), 742 jam (SP). Dari kelima waktu proses mesin tersebut diperoleh waktu proses mesin terkecil yaitu 494 jam. Sehingga untuk menghitung nilai indikator masing-masing mesin dilakukan dengan membandingkan waktu proses kelima mesin dengan 494 jam. Perhitungan nilai indikator mesin selengkapnya dapat dilihat pada tabel 4.5.
November
05 4010 66.83 4
14 2105 35.08 2
19 5915 99.58 6
24 4010 66.83 4
29 4010 66.83 4
Desember
04 5915 99.58 6
09 5915 99.58 6
15 4010 66.83 4
20 7420 123.66 8
28 5915 99.58 6
J u m l a h 151085 2.592.8 158
200 | Penjadwalan Mesin Screw Press Menggunakan Metode Indikator Pada Perusahaan Perkebunan
Nilai indikator mesin UW 1 = 494 / 494 = 1Perhitungan nilai indikator mesin screw press selengkapnya dapat dilihat pada tabel 3.5 Tabel 3.5. Nilai Indikator Mesin Screw Press
No
. Jenis/Merk Mesin Kapasitas (ton/jam)
Waktu Proses Mesin (Jam) Nilai
Indikator
7420 5915 4010 2105
1 Usine de Wecker 1 15 494 394 267 140 1
2 Usine de Wecker 2 15 494 394 267 140 1
3 Stork 1 10 742 591.5 401 210.5 1.5
4 Stork 2 10 742 591.5 401 210.5 1.5
5 Speichim 10 742 591.5 401 210.5 1.5
Sumber : Hasil Pengolahan
4.2.4 Penjadwalan Mesin
Screw Press
Mesin yang memiliki nilai indikator terkecil adalah mesin yang akan digunakan untuk memproduksi permintaan dengan syarat bahwa menyesuaikan jadwal perawatan mesin dan waktu yang tersedia dapat memenuhi waktu yang dibutuhkan mesin untuk memproses dan menyelessaikan permintaan, namun jika waktunya tidak memenuhi maka permintaan dapat dialokasikan pada mesin yang nilai indikatornya lebih besar dari mesin tersebut dan begitu seterusnya. Penjadwalan mesin screw press selengkapnya dapat dilihat pada tabel 3.6
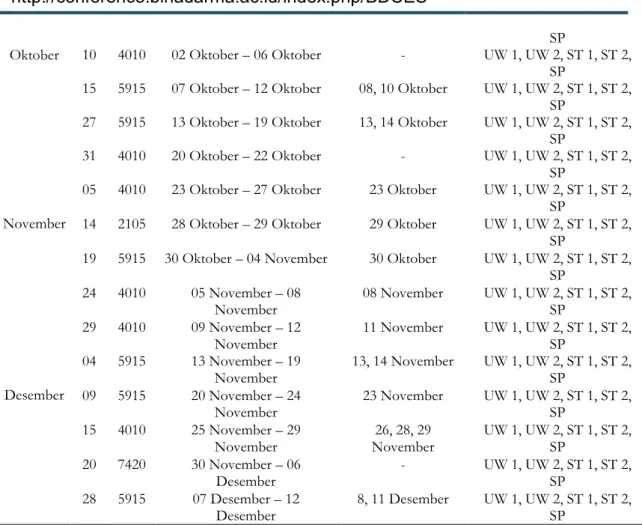
Tabel 3.6 Hasil Penjadwalan Mesin Screw Press Bulan dan
Tanggal
TBS
(Ton) Waktu
Produksi
Tanggal Perawatan
Alokasi Mesin
Juli
01 5915 01 Juli – 06 Juli 01, 06 Juli UW 1, UW 2, ST 1, ST 2, SP
08 4010 07 Juli – 10 Juli 07 Juli UW 1, UW 2, ST 1, ST 2, SP
13 5915 11 Juli – 16 Juli - UW 1, UW 2, ST 1, ST 2,
SP
21 7420 17 Juli – 24 Juli 21 Juli UW 1, UW 2, ST 1, ST 2, SP
Agustus
03 7420 25 Juli - 07 Agustus 06 Agustus UW 1, UW 2, ST 1, ST 2, SP
08 5915 08 Agustus – 11 Agustus 11 Agustus UW 1, UW 2, ST 1, ST 2, SP
18 4010 12 Agustus – 15 Agustus 12 Agustus UW 1, UW 2, ST 1, ST 2, SP
24 4010 16 Agustus – 20 Agustus - UW 1, UW 2, ST 1, ST 2, SP
31 5915 21 Agustus – 26 Agustus - UW 1, UW 2, ST 1, ST 2, SP
September
05 5915 27 Agustus – 01 September 28 Agustus UW 1, UW 2, ST 1, ST 2, SP
08 4010 02 September – 05 September
- UW 1, UW 2, ST 1, ST 2, SP
09 2105 06 September – 07 September
07September UW 1, UW 2, ST 1, ST 2, SP
15 5915 08 September – 14 September
08, 12, 13 September
UW 1, UW 2, ST 1, ST 2, SP
17 4010 15 September – 17 September
- UW 1, UW 2, ST 1, ST 2, SP
21 4010 18 September – 21 September
- UW 1, UW 2, ST 1, ST 2, SP
26 2105 22 September – 23 September
22 September UW 1, UW 2, ST 1, ST 2, SP
01 7420 24 September – 01 Oktober 27, 28 September UW 1, UW 2, ST 1, ST 2,
Septariansyah, CH.Desi| 201 Oktober
SP
10 4010 02 Oktober – 06 Oktober - UW 1, UW 2, ST 1, ST 2, SP
15 5915 07 Oktober – 12 Oktober 08, 10 Oktober UW 1, UW 2, ST 1, ST 2, SP
27 5915 13 Oktober – 19 Oktober 13, 14 Oktober UW 1, UW 2, ST 1, ST 2, SP
31 4010 20 Oktober – 22 Oktober - UW 1, UW 2, ST 1, ST 2, SP
November
05 4010 23 Oktober – 27 Oktober 23 Oktober UW 1, UW 2, ST 1, ST 2, SP
14 2105 28 Oktober – 29 Oktober 29 Oktober UW 1, UW 2, ST 1, ST 2, SP
19 5915 30 Oktober – 04 November 30 Oktober UW 1, UW 2, ST 1, ST 2, SP
24 4010 05 November – 08 November
08 November UW 1, UW 2, ST 1, ST 2, SP
29 4010 09 November – 12 November
11 November UW 1, UW 2, ST 1, ST 2, SP
Desember
04 5915 13 November – 19 November
13, 14 November UW 1, UW 2, ST 1, ST 2, SP
09 5915 20 November – 24 November
23 November UW 1, UW 2, ST 1, ST 2, SP
15 4010 25 November – 29 November
26, 28, 29 November
UW 1, UW 2, ST 1, ST 2, SP
20 7420 30 November – 06 Desember
- UW 1, UW 2, ST 1, ST 2, SP
28 5915 07 Desember – 12 Desember
8, 11 Desember UW 1, UW 2, ST 1, ST 2, SP
Sumber : Hasil Pengolahan
Hasil dari penjadwalan mesin screw press, diketahui jam kerja mesin yang diperlukan untuk memproses seluruh permintaan periode Juli–Desember 2019. Jam kerja mesin diperlukan dapat dilihat pada tabel 3.7.
Tabel 3.7. Jam Kerja Mesin
No. Bulan Waktu (Jam) Jumlah
(Jam)
UW 1 UW 2 ST 1 ST 2 SP
1 Juli 384 384 384 384 384 1920
2 Agustus 448 448 448 448 448 2240
3 September 448 448 448 448 448 2240
4 Oktober 448 448 448 448 448 2240
5 November 320 320 320 320 320 1600
6 Desember 432 432 432 432 432 2160
Jumlah (Jam) 2480 2480 2480 2480 2480 12400
Sumber : Hasil Pengolahan
Setelah didapat jumlah jam kerja mesin screw press selanjutnya adalah menghitung nilai utilitas mesin. Perhitungan utilitas mesin :
Utilitas mesin UW1 = 2480 / 2528 x 100 = 98.10 %
Utilitas masing-masing mesin screw press selama enam bulan pada periode Juli -Desember 2019 disajikan pada tabel 3.8.
Tabel 3.8 Utilitas Mesin Screw Press
No. Jenis/Merk Mesin Jam Kerja
(jam)
Jam Tersedia (jam)
Utilitas Mesin (%)
1 Usine de Wecker 1 2480 2528 98.10
2 Usine de Wecker 2 2480 2528 98.10
202 | Penjadwalan Mesin Screw Press Menggunakan Metode Indikator Pada Perusahaan Perkebunan
Sumber : Hasil PengolahanSetelah didapat utilitas mesin screw press selanjutnya adalah menghitung nilai utilitas lims mesin pada bulan Juli – Desember .
Perhitungan Utilitas lima mesin screw press :
Utilitas bulan Juli = 1920 / 1920 x 100 = 100 %
Utilitas bulan Desember = 2160 / 2400 x 100 % = 90 %
Utilitas lima mesin screw press pada bulan Juli – Desember 2019 disajikan pada table 3. 9.
Tabel 3.9. Utilitas Lima Mesin Screw Press Pada Bulan Juli–Desember 2019
No. Bulan Jam Kerja
(jam)
Jam Tersedia (jam)
Utilitas Mesin (%)
1 Juli 1920 1920 100
2 Agustus 2240 2240 100
3 September 2240 2240 100
4 Oktober 2240 2240 100
5 November 1600 1600 100
6 Desember 2160 2400 90
Utilitas Rata-rata (%) 98.33
Sumber : Hasil Pengolahan
Berdasarkan uraian pembahasan di atas, hasil penjadwalan produksi mesin screw press menunjukan bahwa waktu proses masing-masing mesin screw press pada bulan Juli – Desember 2019 tidak memiliki lembur, karena permintaan telah terpenuhi dan tidak melewati batas waktu.
Jam kerja menggangur mesin screw press yang ada dari tanggal 28 Desember 2019 jam kerja ke 7 hingga 31 Desember 2019 dikarenakan telah terpenuhinya seluruh permintaan pada periode Juli – Desember 2019. Hal ini tidak sepenuhnya membuat perusahan merugi, karena dapat dialokasikan untuk memenuhi permintaan minyak periode selanjutnya. Penjadwalan produksi mesin screw press dengan metode indikator berdasarkan prioritas kapasitas mesin terbesar dengan tetap memperhatikan efisiensi sumber daya yang ada. Mesin screw press UW1 dan UW2 menjadi prioritas job dalam penjadwalan karena memiliki kapasitas yang terbesar dibandingkan ketiga mesin screw press yang lain. Hasil dari penjadwalan mesin screw press, diketahui jam kerja mesin yang digunakan dalam proses produksi. Jam kerja mesin yang diperoleh digunakan untuk menghitung persentase utilitas mesin. Persentase utilitas Pada mesin UW1, UW2, ST1, ST2 dan SP memiliki utilitas mesin yang sama sebesar 98.10 %,. Persentase utilitas lima mesin screw press periode Juli - November 2019 memiliki persentase utilitas mesin yang sempurna yaitu 100%, karena bulan Juli sampai November 2019 kelima mesin tidak mengalami waktu menganggur.
Sedangkan pada bulan Desember 2019 persentase utilitas kelima mesin hanya sebesar 90%, karena proses produksi hanya sampai tanggal 28 Desember 2019, hal ini disebabkan pada bulan Desember mesin- mesin screw press tidak sepenuhnya beroperasi, karena seluruh permintaan CPO periode Juli - Desember 2019 telah terpenuhi.
5.1 Kesimpulan
Berdasarkan hasil pengolahan data pada bab sebelumnya dan tujuan yang ingin dicapai maka dapat disimpulkan sebagai berikut:
1. Usulan penjadwalan produksi mesin screw press sudah optimal, terlihat dari jam kerja lima mesin screw press periode Juli - Desember 2019 sebanyak 12.400 jam dan jam kerja tersedia periode Juli -Desember sebanyak 12.640 jam. Artinya terdapat selisih jam kerja sebanyak 240 jam, yang merupakan jam menganggur karena telah terpenuhinya semua permintaan, sehingga penjadwalan dengan metode indikator sudah baik.
3 Stork 1 2480 2528 98.10
4 Stork 2 2480 2528 98.10
5 Speichim 2480 2528 98.10
Utilitas Rata-rata (%) 98.10
Septariansyah, CH.Desi| 203 2. Utilitas lima mesin screw press dari hasil pembahasan data periode Juli - Desember 2019 mencapai rata-rata 98,10%, sedangkan utilitas per bulan dari kelima mesin screw press mencapai rata- rata 98,33%.
3. Keterlamabatan waktu proses produksi CPO selama ini disebabkan kerusakan mesin screw press yang terjadi saat proses produksi berlangsung sehingga kapasitas olah produksi berkurang dan jam kerja lembur tidak dapat dihindari
5.2 Saran
Dari hasil penelitian dan pengolahan data maka dengan ini peneliti menyumbangkan beberapa saran yang mungkin dapat menjadi bahan pertimbangan bagi pengembangan penelitian selanjutnya yaitu :
1. Selalu lakukan perawatan mesin guna menghindarari kerusakan pada mesin
2. Sistem penjadwalan produksi yang telah dirancang sebaiknya dilakukan pemeliharaan secara berkala agar kinerja sistem dapat terjaga dengan baik
REFERENSI
[1] Pinedo. 2002. Penjadwalan Mesin Edisi Pertama. Yogyakarta : Graha Ilmu.
[2] Prasetya, Hery dan Fitri Lukiastuti. 2009. Manajemen Operasi Edisi Pertama. Yogyakarta : Media Pressindo.
[3] Nizomtrs. 2013. Metode Indikator. Jakarta : Salemba Empat.