BAB III
PERHITUNGAN DAN PEMILIHAN BAHAN
3.1 Pertimbangan Sifat Bahan dan Desain Produk
Dalam pembuatan box tempat kertas ini produk yang di hasilkan diharapkan ringan, kuat, dan harga yang relatif murah Dalam perancangan ini dipilih plastik jenis polypropylene karena bahan tersebut sudah memenuhi syarat-syarat tersebut. Spesifikasi bahan polypropylene adalah sebagai berikut :
Massa jenis 0,915.10-3 gr/mm3 Tekanan injeksinya 100 – 120 MPa Tegangan tarik 4500 Psi = 31 MPa
Panas spesifik rata-rata 0,84 – 2,5 (kJ/kgK) Suhu proses 250 – 270 oC
Suhu cetakan 50 – 75 oC Penyusutan 1,0 – 2,5 %
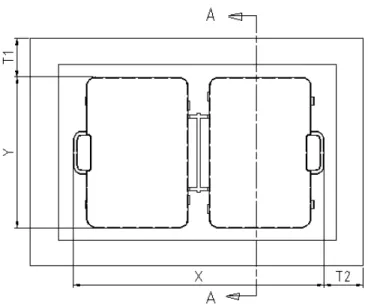
Di bawah ini merupakan desain produk box tempat kertas :
3.2 Perhitungan Volume Plastik Sekali Injeksi 3.2.1 Perhitungan Volume Produk
Gambar 3.2 Dimensi produk
Gambar 3.3 Gambar Produk
V1 V5 V4 V6 V3 V2
a. Volume 1
Gambar 3.4 Volume benda 1 Volume 1 ( V1 ) = 2 ( p x l x t )
= 2 ( 20 x 3 x 2 ) = 2400 ( mm3 ) b. Volume 2 dan Volume 3
Gambar 3.5 Volume benda 2 dan 3
Volume 2 ( V2 ) = [( 300 x 180 ) – 4 x ( 102 – ¼..102 ) ] x 1 = ( 54000 – 86 ) x 1
= 53914 ( mm3 )
Karena jumlahnya ada dua maka volume 2 menjadi 107828 ( mm3 ) Volume 3 ( V3 ) Va = ( 350 x 235 x 2 ) − [ 4 x ( 202 – ¼..202 ) x 2] – [ ( 80 x 10 ) + 2 x ( 52 – ¼..52 ) ] x 2 – [( 300 x 180 ) + 4 x ( 102 – ¼..102 ) ] x 2 = 164500 – 688 – 1621,5 – 108172 = 54018,5 ( mm 3 ) Vb = 4 x [ ¼..( 202 − 182 ) ] x ( 15 – 2 ) = 3102,32 ( mm3 )
Vc = 2 x ( 195 x 2 x 13 ) = 10140 ( mm3 ) Vd = 310 x 2 x 13 = 8060 ( mm3 ) Ve = 2 x [ ¼..( 102 − 82 ) ] x ( 15 – 2 ) = 747,76 ( mm3 ) Vf = 90 x 2 x 13 = 2340 ( mm3 ) Vg = 2 x ( 105 x 2 x 13 ) = 5460 ( mm3 ) Volume 3 ( V3 ) = Va + Vb + Vc + Vd + Ve + Vf + Vg = 54018,5 + 3102,32 + 10140 + 8060 + 747,76 + 2340 + 5460 = 83858,58 ( mm3 )
Karena jumlahnya ada dua maka volume 3 menjadi 167737,16 ( mm3 ) c. Volume 4
Gambar 3.6 Volume produk 4 Volume 4 ( V4 ) = 4 [ ( π. 1,52. 20 ) + ( 2. 1. 20 ) ]
= 725,2 ( mm2 ) d. Volume 5
Volume 5 = 2 x [ ( 20 x 2 x 8 ) + ( 20 x 8 x 2 ) ] = 1280 ( mm3 )
e. Volume 6
Gambar 3.8 Volume produk 5 Volume 6 ( V6 ) = Va = { [ 100 x 30 ] – [ ( 80 x 20 ) + 2 x ( 102 – ¼..102 ) ] – [ 2 x ( 202 – ¼..202 ] } x 2 = [ 3000 – ( 1600 + 43 ) – 172 ] x 2 = 2542 ( mm3 ) Vb = 4 x ( 10 x 2 x 8 ) = 640 ( mm3 ) Vc = 2 x [ ¼..( 102 − 82 ) ] x ( 10 – 2 ) = 452,16 ( mm3 ) Vd = 2 x [ ¼..( 202 − 182 ) ] x ( 10 – 2 ) = 954,56 ( mm3 ) Ve = 2 x ( 60 x 2 x 8 ) = 1920 ( mm3 ) Volume 6 ( V ) = Va + Vb + Vc + Vd + Ve = 2542 + 640 + 452,16 + 954,56 + 1920 = 6508,72 ( mm3 )
Karena jumlahnya ada dua maka volume 6 menjadi 13017,44 ( mm3 )
Jadi volume total benda kerja adalah ( V total ) : Vtotal = V1 + V2 + V3 + V4 + V5 + V6
= 2400 + 107828 + 167737,16 + 725,2 + 1280 + 13017,44
Massa produk total
m = x V ………... (3.2) = 0,915 ( gr/cm3). 243,4626 ( cm3)
= 222,768 gr m 223 gr
Dengan menggunakan software Pro Engineer hasil analisis volume produk didapat 238280,53 ( mm3 ) dan massa produk 218,026 ( gr ). Proses di jelaskan pada BAB IV ).
3.2.2 Volume Sprue
Dalam perancangan ini diambil sprue dengan standar ACME Sprue Bushing Tipe SBC. Besarnya diameter sprue tergantung pada berat bahan yang diinjeksikan. Dimensi sprue dipengaruhi oleh massa produk sekali injeksi. Massa box tempat kertas 223 gr. Diameter atas sprue (d ) yangh dianjurkan 1 untuk produk dengan massa antara 100 – 400 gr adalah 6-8 mm (tabel 2.1) Dalam perancangan kali ini diambil nilai d =6mm 1
Tabel III.1 Ukuran diameter sprue Berat bahan yang
diinjeksikan ( gr ) Bahan yang diinjeksikan
Diameter sprue (mm) <100 Semua thermoplastik 4 – 6 100 – 400 Semua thermoplastik 6 – 8 400 – 1000 Semua thermoplastik 8 – 10 >1000 Semua thermoplastik 10 - 12
Dimensi Sprue Standart ACME tipe SBC adalah sebagai berikut : D = 12 mm Ø° = 3° H = 25 mm L = 100 mm T = 15 mm SR = 21 mm d1 = 6 mm a. L1 = L – SR = 100 – 21 = 79 [ mm ] b. tan 2 = 1 L a tan 1,5° = 79 a a = 79 tan 1,5° = 2,0687 [ mm ] c. d2 = 2a + d1 = 2 ( 2,0687 ) + 6 = 10,1374 [ mm ]
Diameter besar ( d2 ) diambil 10,2 [ mm ] Jadi volume plastik dalam sprue adalah Vsp = 12 .L1 ( d12 + d1.d2 + d22 ) = 12 79 . ( 62+ 6.10,2 + 10,22 ) = 20,6822 ( 36 + 61,2 + 104,04 ) = 4162,09 [ mm3 ] ... ( 3.3) 3.2.3 Volume Runner
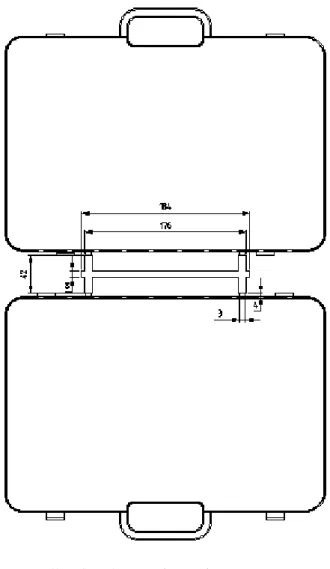
Bentuk runner yang akan dipakai adalah sebagai berikut :
Gambar 3.11 Dimensi Runner 1. Runner primer
Lebar runner atas (b) b = 10 mm Diameter (D) D = ) 15 1 ( tg b = ) 15 1 ( 10 tg = 7,89 mm 8 mm ... ( 3.4) Kedalaman (t) t = 1,1 D = 1,1 (8) = 8,8 mm
Lebar runner bawah (a) a = 0,75 D = 0,75 (8) = 6 mm Panjang runner ( L ) = 184 mm Volume Runner (Vr) Vr = a b(t) .L 2 = (8,8) .184 2 10 6 Vr = 12953,6 ( mm3) 2. Runner sekunder Panjang runner ( L ) = 34 mm Volume Runner (Vr) Vr = 2. a b(t) .L 2 = 2. (8,8) .34 2 10 6 Vr = 4787,2 ( mm3)
Jadi volume runner adalah : 12953,6 mm3 + 4787,2 mm3.
: 17740,8 ( mm3 ) ... ( 3.5)
3.2.4 Volume Gate
Gate yang digunakan adalah tipe side gate dengan penampang berbentuk segi empat. Volume gate merupakan volume balok.
Panjang (b) = 4 mm Lebar (a ) = 3 mm Tinggi = 2,5 mm Jumlah = 4 buah Vg = [ 4 x 3 x 2,5 ] x 4 = 120 ( mm3 ) ... ( 3.6)
3.2.5 Perhitungan Volume Total Pastik
Dari perhitungan diatas didapat bahwa volume plastik sekali injeksi adalah : Vtot = Vbk + Vs + Vr + Vg
= 238280,53 + 4162,09 + 17740,8 + 120 = 260303,42 ( mm3 )
= 260,3 ( cm3 )
Massa plastik yang diinjeksikan m = Vt x
= 260,3.x 0,915 = 238,17 ( gr )
m 239 gr ... ( 3.7)
3.3 Perhitungan Gaya Klem
Gaya injeksi adalah gaya akibat tekanan plastik pada permukaan cavity. Penginjeksian tersebut berlangsung pada saat cetakan dalam kondisi tertutup, kondisi tersebut dapat berlangsung secara sempurna bila gaya clamping lebih besar dari gaya injeksi yang ditimbulkan.
Tekanan injeksi pada permukaan cavity menghasilkan gaya injeksi yang besarnya
Fk = Atot x Pinj ………..…... (3.8)
(Dym,1979 : 44) Keterangan :
Fk = Gaya injeksi yang menekan cetakan ( N )
Pinj = Tekanan internal injeksi ( N/mm )
Gambar 3.13 Luas Proyeksi Produk Luas I (AI) = 2 ( 20 x 10 ) = 400 ( mm2 ) Luas II (AII) = 2 x{ [ 350 x 235 ] – [ 4 x ( 202 – ¼..202 ) ] – [ ( 80 x 10 ) + 2 x ( 52 – ¼..52 ) ] } = 2 x [ 82250 – 344 – ( 800 + 10,75 ) ] = 2 x 81095,25 = 162190,5 ( mm2 )
Luas III (AIII) = 2 x { [ 100 x 30 ] – [ ( 80 x 20 ) + 2 x ( 102 – ¼..102 ) ]
– [ 2 x ( 202 – ¼..202 ] } = 2 x [ 3000 – ( 1600 + 43 ) – 172 ] = 2370 (mm2 ) Luas I Luas II Luas III Luas IV Luas v
Luas IV (AIV) = 2 ( 20 x 3 ) = 120 ( mm2 )
Luas V (AV) = 4 x ( 20 x 4 ) = 320 ( mm2 )
Luas proyeksi sprue ( Aps ) Aps = ¼ x x d2
= ¼ x 3,14 x 62. = 28,26 ( mm2 ) Luas proyeksi runner ( Apr )
Apr = ( p x l ) + 2.( p x l ) = ( 184 x 8 ) + 2. ( 34 x 8) = 1472 + 544
= 2016 ( mm2 ) Luas proyeksi gate (Apg)
Apg = ( p x l ) x 4 = ( 3 x 4 ) x 4 = 48 ( mm2 )
Dari perhitungan di atas didapatkan bahwa luas proyeksi total adalah : Atot = AI + AII + AIII + AIV + AV + Aps + Apr + Apg
= 400 + 162190,5 + 2370 + 120 + 320 + 28,26 + 2016 + 48 = 167495,76 ( mm2 )
Untuk bahan polypropylene Pinj yang diijinkan antara 70 – 120 N/mm2.
(Johannaber, 1983 : 50 ) Dari aplikasi plastic advisor pada Software ProEngineer tekanan aktual untuk proses injeksi untuk produk ini adalah 103,22 ( N/mm2 ) (dijelaskan pada BAB IV). Besarnya tekanan injeksi yang digunakan dalam perancangan cetakan box tempat kertas ini adalah 110 ( N/mm2 ).
Jadi gaya pengekleman adalah :
Fc = Atot x Pinj
= 167495,76 x 110 = 18424533,6 N = 18424,5336 KN
x T
T
T
Fc ≈ 18500 KN
Gaya klem digunakan untuk menentukan jenis mesin injeksi yang akan digunakan dipakai dalam pembuatan box tempat kertas. Mesin yang akan digunakan dalam perancangan ini adalah mesin injeksi JAZZMOLD tipe JMF – 1900 T – A dengan gaya klem 19000 ( KN ).
3.4 Perhitungan Tebal Cavity Insert
Dinding cavity akan mengalami defleksi akibat adanya tekanan injeksi. Defleksi maksimum yang diijinkan adalah max 0,00254[mm]
Gambar 3.14 Penampang Cavity insert
Tebal Cavity Insert (T) dapat dihitung dengan menggunakan persamaan sebagai berikut : Ac = 2 ( X.T ) + 2 ( Y.T ) + ( 4.T2 ) Ac = n vk t Fc ………... (3.9) (Dym, 1979 : 46 ) Keterangan :
Ac = Luas penampang kontak minimum cavity (mm2) Fc = Gaya klem yang diberikan Mesin JAZZ MOLD (N) t = Tegangan tarik ijin (N/mm2)
n = Jumlah cavity
Fc
vk = Angka keamanan
Persamaan diatas digunakan untuk mencari nilai T dengan menggunakan penyelesaian dari persamaan parabola :
aX2 + bX + c = 0
X dan Y merupakan ukuran dimensi dari proyeksi rongga cetakan dan T1
merupakan tebal Cavity Insert. Bahan cavity insert yang digunakan dalam perancangan cetakan box tempat kertas ini adalah STAVAX ESR (Assab steels) atau setara dengan M 310 (Bohler) dengan kekerasan 215 [HB], tegangan tarik 720 [N/mm2]. Faktor keamanan yang digunakan adalah 8, dengan jumlah cavity 2 buah. Fc = 19000 ( KN ) Ac = 2 720 8 19000000 = 105555,56 ( mm2 ) Dengan demikian tebal cavity adalah :
2 ( X.T ) + 2 ( Y.T ) + ( 4.T2 ) = Ac 2 x ( 580.T ) + 2 x ( 350.T ) + ( 4.T2 ) = 105555,56 1160.T + 700.T + 4.T2 = 105555,56 4T2 + 1860.T – 105555,56 = 0 T = a ac b b 2 4 . 2 T =
4 . 2 105555,56 4 . 4 1860 1860 2 T = 4 . 2 03 , 2269 1860 T = 51,13 ( mm )Tebal cavity insert ( T ) minimum adalah 51,13 (mm), dalam perancangan ini tebal cavity insert yang digunakan adalah 52 (mm).
3.5 Perhitungan Jarak Cavity Insert dengan Cavity Plate
Dimensi cavity insert ditentukan berdasarkan dimensi cavity insert, yang ditambah dengan T1, T2 dan T3.
Gambar 3.15 Penampang Cavity Plate
3.5.1 Jarak Cavity Insert Hingga Sisi Luar Samping Cavity Plate ( T1 )
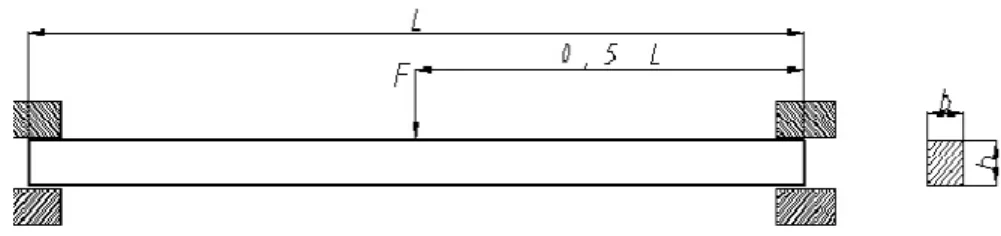
Untuk mencari jarak dinding cavity adalah dengan mengasumsikan cavity sebagai batang dengan dijepit pada kedua sisinya dengan beban terpusat ditengah dan dihitung dengan menggunakan rumus defleksi maksimum yang terjadi pada plate yang besarnya adalah :
Sehingga : EI WL . 192 3 max (Dym,1979 : 46) Dimana :
max = Defleksi maksimal (yang diperbolehkan = 0,00254 mm ) W = Beban ( N )
E = Modulus elastisitas baja ( 2,1 x 105 N/mm2 ) L = Jarak antar penyangga ( mm )
I = Momen inersia ( mm4 ) I = 12 3 bh Dimana : b : Lebar ( mm ) h (T1) : Tinggi ( mm )
Gambar 3.16 Diagram benda bebas
Dengan demikian jarak T1 adalah W = Ap x Pinj = ( 265 x 18 ) x 110 = 524700 ( N ) I = max 3 . . 192E WL = 00254 , 0 ). 10 . 1 , 2 .( 192 265 . 524700 5 3 = 9534423,63 I = 12 3 bh h = T1 = 3 12. b I = 3 265 9534423,63 . 12 = 75,58 ( mm )
Jadi jarak dinding cavity insert hingga sisi luar samping cavity plate ( T1 ) adalah 76 (mm).
3.5.2 Jarak Cavity Insert Hingga Sisi Samping Luar Cavity Plate ( T2 )
Perhitungan ( T2 ) sama dengan perhitungan pada T1 yakni cavity dipandang sebagai tumpuan jepit dikedua sisinya dan beban terpusat ditengah.
EI WL . 192 3 max (Dym,1979 : 46)
Maka jarak T2 adalah W = Ap x Pinj = [ 350 x 18 ) x 110 = 693000 ( N ) I = max 3 . . 192E WL = 00254 , 0 ). 10 . 1 , 2 .( 192 350 . 693000 5 3 = 29012364,67 I = 12 3 bh h = T2 = 3 12. b I = 3 350 67 , 29012364 . 12 = 99,82 ( mm )
Jadi jarak dinding cavity insert hingga sisi luar samping cavity plate ( T2 ) adalah 100 (mm). Mengingat biaya dan standar mould ACME MB
SA 5070 pada prakteknya ( T2 ) adalah 60 (mm)
3.5.3 Jarak dinding cavity insert hingga sisi luar bagian bawah ( T3 )
4 2 3 3 max 056 , 1 0284 , 0 L xI I L ET xW (Dym, 1979 : 50) Dimana :
max = Defleksi maksimal (yang diperbolehkan = 0,00254 mm ) W = Beban ( N )
L = Lebar cavity ( mm ) I = Panjang cavity ( mm )
Jarak T3 adalah : W = Ap x Pinj = ( 265 x 350 ) x 110 = 10202500 ( N ) 4 2 3 3 max L I x 1,056 I L ET x W 0,0284 δ 4 2 3 3 5 265 350 x 1,056 350 265 .T 2,1.10 10202500 x 0,0284 0,00254 T3 = 3 172714 , 0 289751 = 118,82 mm = 119 ( mm )
3.6 Perhitungan Dimensi Cavity
Lebar cavity plate L = 2.T1 + Y
= ( 2 .76 ) + 350 = 502 mm Panjang cavity plate
P = 2.T2 + X
= ( 2 . 100 ) + 580 = 780 mm
Tebal cavity plate
T = T3 + Tinggi Produk = 119 + 18 = 137 mm
Sesuai dengan standar ACME kode MDC tipe SA – 5070 untuk mold base two plate sistem tebal plat yang tersedia adalah 120 mm dengan dimensi panjang dan lebar 700 x 500 mm.
Pada pembebanan terhadap support plate, pembebanan yang terjadi adalah pembebanan merata yang dianggap sebagai konstruksi beam yang di ikat (di klem) pada kedua ujungnya.
Gambar 3.17 Support Plate
Tebal Support plate dicari dengan menggunakan rumus sebagai berikut : 2 2 l I x E x x C n Fk ……….. ( 3.10) Keterangan : Fk = Gaya pengekleman = 18424533,6 N n = Jumlah support plate = 1
E = Modulus elastisitas = 2,1.105 N/mm2 l = Panjang = 700 mm b = Lebar = 500 mm I = Momen inersia ( mm4 ) C = Konstanta ( diambil 0,25 ) 2 5 2 550 I x 2,1.10 x x 0,25 1 18424533,6 18424533,6 = 2,07 .I I = 8900740,87 mm4 700 500 300 d W
I = 12 b.h3 h = 3 700 12 . 8900740,87 = 53,43 mm.
Tebal support plate yang digunakan adalah standar ACME tipe MDC SA 5070 dengan tebal 50 [mm].
3.8 Perhitungan Injection Time
Waktu yang diperlukan untuk sekali injeksi adalah Injection high timer + Injection hold timer + solidification time ( Waktu pendinginan ) + waktu membuka dan menutup cetakan.
(Dym,1979 : 268) Gambar 3.18 Grafik Waktu Injeksi
3.8.1 Injection High Timer
Injection High Time adalah waktu pengisian cairan plastik ke rongga cetakan. Injection high time dapat dicari melalui data mesin JAZZ MOLD tipe JMF – 1900 T – A yang digunakan, yaitu :
Shot Weight = 6071 [gr] Diameter Screw = 120 [mm] Injection Rate = 893 [gr/s] Shot Size = 6672000 [mm3]
a. Debit plastik ( Qout) Qout = [ / ] 10 . 915 , 0 893 . 3 3 mm s rate inj = 975956,28 [mm3/s] b. Luas Screw (A)
A = . 2 4 D = 0,785 . 1202 = 11304 [mm2] c. Kecepatan Injeksi Vinj = A Qout = 11304 28 , 975956 = 86,33 [m/s] d. Jarak maju screw
Injection stroke = A size shot. = 11304 6672000 = 590,23 [mm] 590 [mm]
Waktu yang dibutuhkan dalam satu kali injeksi adalah :
ti = v stroke inj. = 33 , 86 590 = 6,834 [s] 6,8 [s] ……….. ( 3.11)
3.8.2 Injection Time Holder
Injection Time Hold adalah waktu yang digunakan untuk menahan tekanan injeksi sampai gate membeku sempurna. Waktu penahanan biasanya diatur minimal 5 detik (Dym, 1987 : 267), dalam perancangan ini digunakan waktu penahanan 6 [s], waktu membuka dan menutup 6 [s],waktu pendinginan 5 [s].
Waktu sekali siklus injeksi :
t = Inj. High time + Inj. Hold time + waktu membuka dan menutup + waktu pendinginan (Gastrow,1983: 27) t = 6,8 + 6 + 6 + 5 [s]
= 23,8 [s] 24 [s]
3.9 Perhitungan Sistem Pendinginan 3.9.1 Panas Total Yang Harus Dibuang (Q)
G i n Q .. [kj/jam] ………... .. (3.12) (Gastrow, 1983 : 7) Keterangan : i = Selisih Enthalpy [j/kg]
G = Massa plastik dalam sekali injeksi [kg] n = Jumalah injeksi tiap jam
= t 3600 = 24 3600 = 150 siklus / jam
Besarnya Enthalpy dari beberapa jenis plastik dapat dilihat dalam grafik berikut ini :
(Gastrow, 1983 : 7) Gambar 3.19 Grafik temperatur entalphy
Selain itu dapat pula langsung diperoleh dari tabel berikut ini : Tabel III.2 Tabel Perbedaan Enthalpy plastik
No Bahan Enthalpy (kj/kg) 1 Polystyrene 360 2 Acetal 418 3 Acetat 418 4 Polypropylene 448 5 LDPE 604 6 HDPE 721 7 Nylon 6 627 (Irvin, 1973 : 154) Q = n.i.G = 150 [siklus/jam] . 448 [kj/kg] . 0,218 [kg] = 14649,6 [kj/jam]
3.9.2 Panas Yang Tebuang Secara Alamiah
Panas yang terbuang secara alamiah dari cetakan adalah perpindahan panas secara konveksi atau karena pengaruh lingkungan. Untuk menghitung perpindahan panas yang terbuang secara alamiha ini dapat digunakan rumus sebagai berikut : Q1 = .A.(t2mt0) Untuk 0C < t2m < 300C didapat : Q1 = 4,1868.A. 3 / 4 0 2 2 ) ( 300 360 25 , 0 t t t m m (Gastrow, 1983 : 8) Dimana :
Q1 = Panas yang terbuang sacara alamiah [ KJ/kg ]
= Koefisien perpindahan kalor [ 2
. . Cm jam KJ ] m
t2 = Suhu rata- rata cetakan = 60C
0
t = Suhu udara keliling = 25C A = Luas permukaan cetakan [m2]
Luas permukaan cetakan merupakan luas permukaan yang mengalirkan panas dari cetakan ke udara luar.
A = 2.Aclp + 2.Acp + Asp + Asb Aclp = Luas clamping plate
= 2.(TW.L + TW.T + T.L) TW = W + 50 W = lebar cetakan L = Panjang cetakan = 2. (550 .700 + 550.45 + 45.700)
= 882500 [mm2] Acp = Luas cavity plate
= 2.(W.L +A.W + A.L)
= 2.(500. 700 + 120.500 + 120.700) = 988000 [mm2]
Asp = Luas support plate = 2.(W.L + W.U + U.L)
= 2.(500.700 + 500.60 + 60.700) = 844000 [mm2]
Asb = Luas spacer block = 4 (C.L + C.W + W.L) = 4 (110.700 + 110.500 + 500.700) = 1928000 [mm2] A = 882500 + 988000 + 844000 + 1928000 = 4642500 [mm2] = 4,6 [m2] Jadi Q1 = (4,1868). (4,6). 3 / 4 ) 25 60 .( 300 60 360 25 , 0 = 1540,68 [KJ/jam]
3.9.3 Panas Yang Dipindahkan tiap Jam
Panas yang dipindahkan tiap jam dapat dicari dengan rumus : Q2 = Q - Q1
= 14649,6 – 1540,68 = 13108,92 [KJ/jam]
Panas yang dipindahkan tiap jam tersebut terdiri dari perpindahan panas secara konveksi (antar lelehan plastik terhadap cetakan maupun antar bagian cetakan ke udara luar), dan perpindahan panas secara konduksi (antar bagian cetakan).
Dapat dikatakan bahwa Q2 = Qkonveksi + Q konduksi
3.9.4 Perpindahan Panas secara Konveksi
Perpindahan panas konveksi adalah perpindahan panas yang disebabkan oleh perbedaaan temperatur karena gerakan-gerakan molekul pada fluida. Dalam hal ini panas mengalir dari lelehan plastik ke bagian - bagian cetakan (Qkonveksi 1) dan dari bagian bagian cetakan ke udara luar.
Qkonveksi 1 = h.A (t f tw) Keterangan :
h = koefisien perpindahan panas konveksi ( h = 1549 kj/m2hC ) A = Luas area cetakan (dianggap sebagai luasan bidang)
w
t = temperatur rata-rata cetakan (t = 60C ) w
f
t = temperatur rata-rata lelehan plastik (tf = 260C )
(Johannaber,1983 : 236-237) A = t x l = 50 x 500 [mm2] = 25000 [mm2] = 25 x 103 [m2] Qkonveksi 1 = 1549 . (25 x 103) . (260 – 60) = 7745 [ kJ/jam]
Sedangkan untuk perpindahan panas konveksi dari bagian cetakan ke udara luar dapat dihitung dengan rumus sebagai berikut :
Qkonveksi 2 = h.A (t ) w tl Keterangan : l t = temperatur lingkungan (t = 25C) l Qkonveksi 2 = 1549 . (25 x 103) . (60-25) = 1355,75 [kJ/jam]
Gambar 3.20 Perpindahan Panas Konveksi
3.9.5 Perpindahan Panas secara Konduksi
Perpindahan panas secara konduksi adalah pepindahan panas yang terjadi karena perbedaan temperatur antara molekul molekul yang berupa padatan karena letaknya yang berdekatan. Dalam hal ini terjadi antara bagian-bagian cetakan itu sendiri
Q2 = Qkonveksi + Q konduksi Sehingga : Q konduksi = Q2 - Qkonveksi = 13108,92 – (7745+ 1355,75) = 4008,17 [kJ/jam]\ Kv 1 Kv 2
3.9.6 Kecepatan Fluida Pendingin
Air yang mengalir dalam cetakan adalah turbulen yang mempunyai bilangan Reynold antara 3000-6000. Air pendingin masuk cetakan 25C dengan viskositas kinematis 1 x 106 m2/s, untuk produk dengan ketebalan (2 - 3 ) mm dan diameter saluran pendingin (10– 12) mm. Dalam perancangan ini diambil 12 mm, sehingga kecepatan aliran pendingin (w) adalah :
w = d v . Re [m/s] ... (3.13) (Gastrow, 1983 ; 10) Keterangan : Re = Bilangan Reynold = 5000
v = Viskositas kinematis air pada t = 25C v = 0,85. 106 m2/s w = Kecepatan aliran pendingin
d = diameter lubang pendingin d = 0,012 [m]
Sehingga : w = 2 01 , 0 10 . 85 , 0 . 5000 6 = 0,354 [m/s] Debit air pendingin :
S = 2830 x d2 x w
= 2830 x 0,0122 x 0,354 = 0,1443 [m3/s ]
(Gastrow, 1983 : 10 ) Gambar 3.21 Viskositas Kinematis Air
3.9.7 Perhitungan Panjang Saluran Pendingin
Panjang saluran pendingin cetakan harus diperhitungkan dengan tepat agar diperoleh proses pendinginan yang stabil dan sesuai denagn suhu kerja cetakan dalam proses injeksi.
Panjang minimal saluran pendingin adalah :
L = ) ( )) 015 , 0 ( 1 ( 78 , 14 5 4 5 2 m m m t t t s d Q ……... (3.14) (Gastrow, 1983 : 11) Keterangan :
L = Panjang saluran pendingin [m] Q2 = Panas rata-rata cetakan [kJ/jam] d = diameter saluran pendingin [m]
S = Debit air [m3/s ]
m
t5 = Suhu air pendingin sebelum proses pendinginan [25C]
m
t4 = Suhu rata-rata cetakan [60C]
L = ) 25 60 ( )) 25 015 , 0 ( 1 ( 1443 , 0 78 , 14 012 , 0 13108,92 = 1,53263 [m] = 1532,63 [mm]
3.9.8 Perhitungan Jarak Lubang Pendingin
Jarak antara permukaan produk dengan lubang pendingin sangat berpengaruh terhadap proses pendinginan cetakan. jarak pusat lubang pendingin dengan permukaan dicari dengan rumus perhitungan sebagai berikut :
c = 2 s/d 3.d (Gastrow, 1983 :16)
Keterangan :
c = Jarak lubang pendingin dengan produk [mm] d = diamater lubang pendingin
Tabel III.3 Diameter Saluran pendingin
Ketebalan [mm] Diameter [mm]
< 2 8 - 10
< 4 10 - 12
< 6 12 - 15
Dalam hal ini karena ketebalan benda < 4 maka diambil diameter 12 [mm]. c = 3.12
= 36 [mm]
Jarak antar lubang pendingin (b) dapat ditentukan dengan rumus yang sama seperti perhitungan jarak lubang pendingin dengan produk.
b = 3.d = 3.12
= 36 [mm]
3.10 Perhitungan Push Back Spring
Push back spring berfungsi untuk mengembalikan ejector retainer plate, ejector plate, ejector sleeve dan ejector pin pada posisinya semula. Gaya minimal yang dibutuhkan pegas sama dengan gaya yang diakibatkan adanya gaya tekan akibat berat retainer plate dan ejector plate ( ejector diabaikan ) .
Ve = L . W . T
Keterangan :
L = Panjang retainer dan ejector plate (mm) W = Lebar retainer dan ejector plate (mm)
T = Tebal retainer plate (mm)
Ve = 700 x 320 x 25 (mm3)
= 5600000 (mm2) F = Ve . g . ρ (N)
= 5600000. 9,81 . 7,85 . 10-6 (N) = 431,25 (N)
Push back spring dipasangkan pada return pin yang berdiameter 30 (mm), sehingga pegas yang digunakan adalah standar PUNCH tipe SWU – 31 – 100 dengan spesifikasi sebagai berikut :
Diameter luar (D) = 43 [mm]
Diamater dalam (d) = 31 [mm] Gaya pegas maksimum (Fpm) = 60 x 9,81 = 588,6 [N] Defleksi maksimal () = 60 [mm]
3.11 Perhitungan Ejector Pin
Fungsi ejector pin adalah untuk mengeluarkan produk dari cetakan, maka diperlukan perhitungan besarnya diameter minimal dari ejector pin, agar proses pengeluaran produk dapat berjalan dengan baik. Bahan ejector pin adalah standar ACME SCM 21 dengan = 850 [N/mmt
2
] dengan panjang 200 mm. Gaya yang dialami oleh ejector pin adalah dipengaruhi oleh gaya pegas. maka untuk menentukan diameter ejector pin adalah sebagai berikut :
Fb = 2 2 S I E S = 2.L ...……... (3.15) (Dym,1979 : 47) Keterangan : Fb = Gaya bukling (N)
E = Modulus elastisitas bahan = 2,1 x 105 ( N/mm2 ) I = Momen inersia = 64 4 d (mm4)
L = Panjang pin (mm) 441,45 = 2 5 2 400 10 1 , 2 ) 14 . 3 ( I 441,45 = 2 4 5 2 400 64 10 1 , 2 ) 14 . 3 ( d d = 5,13 d 5 mm
Bila dicek ulang dari kekuatan bahan SCM 21 adalah
i yangterjad = A F = 2 5 4 14 , 3 45 , 441 = 22,49 N/mm2 i yangterjad < t aman
Terdapat 6 ejector pin pada tiap cavity, karena jumlah cavity ada 2 maka dalam perancangan cetakan kali ini dibutuhkan 15 buah ejector pin.
Dari tabel standar ACME digunakan ejector pin standar tipe EPC – 5 – 250.
3.12 Perhitungan Return Pin
Return pin digunkan untuk mengembalikan ejector retainer plate stelah produk dikeluarkan. Bahan return pin adalah SUJ2 = 660 N/mm2
. Gaya yang bekerja pada return pin adalah gaya klem dikurangi dengan gaya pegas Agar return pin dapat menahan gaya yang terjadi maka ,dimensi return pin dapat dicari dengan rumus sebagai berikut :
n Fb = 2 2 S I E
Jumlah return pin ada 4, sehingga :
19000.10 - 441,45 = 4 3 2 4 5 2 200 64 10 1 , 2 14 , 3 d d = 32,2 (mm)
Dari tabel standar return pin ACME digunakan return pin standar tipe MERP – 8TH – 30 - 250
3.13 Perhitungan Guide Pin
Pemilihan dimensi guide pins berdasarkan ukuran cetakan dapat dilakukan dengan melihat tabel berikut :
Tabel III.4 Dimensi Guide Pin
Diameter kerja [mm] Ukuran Cetakan (mm)
10 125 x 125 – 25 x 156 14 156 x 156 – 196 x 196 18 246 x 246 – 246 x 496 22 296 x 296 – 346 x 594 30 396 x 396 – 554 x 594 38 594 x 594 (Pye, 1983 : 53) Ukuran cetakan adalah 700 x 500 (mm) sehingga diameter guide pins minimal yang digunakan adalah 38 (mm). Guide pin yang digunakan untuk cetakan pertama dan kedua sesuai standar ACME tipe SPWS – 40 – 240.
3.14 Perhitungan Guide Pin Bushing
Dimensi guide pin bushing tergantung dari dimensi guide pin. Standar guide pin bushing untuk guide pin dengan diameter 40 (mm) dan tebal cavity plate 120 (mm) adalah GBWS 40 – 120. Bahan yang digunakan adalah SUJ 2 ( tegangan tarik t = 660 (N/mm2) ) sesuai dengan standar ACME .
3.15 Perhitungan Baut Pengikat
Baut pengikat harus mampu menahan beban akibat gaya berat cetakan. Besarnya diameter baut sangat menentukan kekuatan baut. Bahan baut pengikat yang digunakan menurut standar ACME yaitu SCM 435 dengan massa jenis () 7,86 x 106 [Kg/mm3], = 120 [kg/mm2]. Baut pengikat harus mampu menahan komponen yang diikat agar tidak bergeser.
Gambar 3.23 Baut Pengikat
Berdasarkan data data dari tabel untuk jenis bottom clamping plate, spacer block, support plate, cavity plate dan ACME jenis MDC tipe SA – 5070.
Volume clamping plate lower, spacer block, support plate, dan core plate cetakan adalah :
V = (700 x 600 x 45) + 2(700 x 90 x 88) + (700 x 500 x 60) + (700 x 500 x 120)
= 18.900.000 + 11.080.000 + 21.000.000+ 42.000.000 = 92.980.000 mm3
Gaya yang bekerja pada baut dicari dengan persamaan : W = V x ρ x g = 92.980.000 x (7,85x10-6) x 9,81 = 7160,25 (N) F = W = 7160.25 (N) t = v tm = 6 120 = 20 (Kg/mm2) g = 0,6 x t = 0,6 x 20 = 12 (Kg/mm2) = 12 x 9,81 (N/mm2) = 117,72 (N/mm2) g g A F g = 2 . 4 di F W
2 i d = . . 4 g F Keterangan :
F = Gaya pada baut (N)
tm = Tegangan tarik maksimum bahan (N/mm2)
t = Tegangan tarik ijin bahan (N/mm2)
g
= Tegangan geser ijin bahan (N/mm2) di = diameter dalam baut (mm) 2 i d = . 72 , 117 7160,25 . 4 = 8,80 (mm)
Dari tabel ukuran standar ulir kasar metris harga diameter dalam ulir (di )
= 8,80 mm, sehingga diameter luar ulir (do) adalah 10 mm, sehingga baut yang
digunakan agar aman minimal adalah baut M12, tetapi karena standar yang ada maka sesuai tabel standar hexagonal socket ACME baut yang dipilih adalah CBB-16-190.
3.16 Pemilihan Bahan
Pemilihan bahan sangat penting karena akan sangat mempengaruhi layak tidaknya hasil produk dipakai. Berdasarkan perhitungan kekuatan dan ukuran-ukuran material maka penulis melakukan pemilihan bahan sebagai berikut :
Tabel III.5 Pemilihan Bahan
Komponen Bahan
Cavity Insert M 310
Cavity plate M 310
Upper Clamping Plate S50 C
Bottom Clamping Plate S50 C
Support plate S50 C
Spacer Block S50 C
Guide Pin SUJ2
Guide Pin Bushing SUJ2
Ejector Pin SCM21
Return Pin SUJ2
Sprue Bushing SK2
Locating Rings S45 C
Retaining Spring SWP-A
Stop Pin S45 C
Baut Pengikat SCM 435



![Gambar 3.6 Volume produk 4 Volume 4 ( V4 ) = 4 [ ( π. 1,5 2 . 20 ) + ( 2. 1. 20 ) ]](https://thumb-ap.123doks.com/thumbv2/123dok/4558762.3314731/4.892.271.679.635.1102/gambar-volume-produk-volume-v-π.webp)

![Gambar 3.13 Luas Proyeksi Produk Luas I (A I ) = 2 ( 20 x 10 ) = 400 ( mm 2 ) Luas II (A II ) = 2 x{ [ 350 x 235 ] – [ 4 x ( 20 2 – ¼..20 2 ) ] – [ ( 80 x 10 ) + 2 x ( 5 2 – ¼..5 2 ) ] } = 2 x [ 82250 – 344 – ( 800 + 10,75 ) ]](https://thumb-ap.123doks.com/thumbv2/123dok/4558762.3314731/11.892.252.685.141.738/gambar-luas-proyeksi-produk-luas-luas-ii-ii.webp)