BAB III
TINJAUAN PUSTAKA
3.1. Tata Letak Pabrik9
Tata letak pabrik adalah perancangan susunan fisik suatu unsur kegiatan
yang berhubungan dengan industri manufaktur. Perencanaan tataletak mencakup
desain atau konfigurasi dari bagian-bagian, pusat kerja, dan peralatan yang
membentuk proses perubahan dari bahan mentah menjadi barang jadi.
Rekayasawan rancang fasilitas menganalisis, membentuk konsep, merancang dan
mewujudkan sistem bagi pembuatan barang atau jasa. Dengan kata lain,
merupakan pengaturan tempat sumber daya fisik yang digunakan untuk membuat
produk. Rancangan ini umumnya digambarkan sebagai rencana lantai yaitu suatu
susunan fasilitas fisik (perlengkapan, tanah, bangunan, dan sarana lain) untuk
mengoptimumkan hubungan antara petugas pelaksana, aliran bahan, aliran
informasi dan tata cara yang diperlukan untuk mencapai tujuan usaha secara
efesien ekonomis dan aman.
Beberapa tujuan perancangan tata letak fasilitas yaitu:10 1. Memanfaatkan area yang ada.
Perancangan tata letak yang optimal akan memberikan solusi dalam
penghematan penggunaan area yang ada, baik area untuk produksi, gudang,
service dan untuk departemen lainnya.
9
James M. Apple, Tataletak Pabrik dan Pemindahan Bahan, Penerbit ITB, Bandung, 1990, h. 2-4. 10
2. Pendayagunaan pemakaian mesin, tenaga kerja dan fasilitas produksi lebih
besar.
Pengaturan yang tepat akan dapat mengurangi investasi di dalam peralatan dan
perlengkapan produksi. Peralatan-peralatan dan perlengkapan dalam proses
produksi dapat dipergunakan dalam tingkat efisiensi yang cukup tinggi. Begitu
juga dengan fasilitas produksi lainnya akan dapat berdaya guna.
3. Meminimumkan material handling.
Selama proses produksi akan selalu terjadi aktivitas perpindahan baik itu
bahan baku, tenaga kerja, mesin ataupun peralatan produksi lainnya. Proses
perpindahan ini memerlukan biaya yang cukup besar. Dengan demikian,
perancangan tata letak yang baik harus mampu meminimalkan
aktivitas-aktivitas pemindahan bahan. Tata letak sebaiknya dirancang sedemikian rupa
sehingga jarak angkut dari masing-masing fasilitas dapat diminimalisir.
4. Mengurangi waktu tunggu dan mengurangi kemacetan.
Waktu tunggu dalam proses produksi yang berlebihan dapat dikurangi
denganpengaturan tata letak yang terkoordinasi dengan baik. Banyaknya
perpotongan dari suau lintasan produksi menyebabkan terjadinya
kemacetan-kemacetan.
5. Memberikan jaminan keamanan, keselamatan dan kenyamanan bagi tenaga
kerja.
Para tenaga kerja tentu saja menginginkan bekerja di dalam lingkungan yang
aman, nyaman dan menyenangkan. Hal-hal yang dianggap membahayakan
6. Mempersingkat proses manufaktur.
Dengan memperpendek jarak antara operasi satu dengan operasi berikutnya,
maka waktu yang diperlukan dari bahan baku untuk berpindah dari suatu
stasiun kerja ke stasiun kerja lainnya dapat dipersingkat pula. Dengan
demikian, total waktu produksi juga dapat dipersingkat.
7. Mengurangi persediaan setengah jadi.
Persediaan barang setengah jadi (work in process inventory) terjadi karena
belum selesainya proses produksi dari produk yang bersangkutan. Persediaan
barang setengah jadi yang tinggi, tidak menguntungkan perusahaan karena
dana yang tertanam tersebut sangat besar. Perancangan tata letak yang baik
hendaknya memperhatikan kesinambungan lintasan (line balancing), karena
menumpuknya barang setengah jadi salah satunya disebabkan oleh tidak
seimbangnya lintasan produksi.
8. Memperudah aktivitas supervisi.
Penempatan ruangan supervisor yang tepat akan memberikan keleluasaan bagi
supervisor untuk mengawasi aktivitas yang sedang berlangsung di area kerja.
3.2. Pengertian Umum Pemindahan Bahan11
Pemindahan bahan (material handling) dirumuskan oleh American
Material Handling Society, yaitu sebagai suatu seni dari ilmu yang meliputi
penanganan (handling), pemindahan (moving), pembungkusan / pengepakan
(packaging), penyimpanan (storing) sekaligus pengendalian pengawasan
11
(controlling) dari bahan atau material dengan segala bentuknya. Dalam kaitannya
dengan pemindahan bahan, maka proses pemindahan bahan ini akan dilaksanakan
dari satu lokasi ke lokasi yang lain. Demikian pula lintasan ini dapat dilaksanakan
dalam suatu lintasan yang tetap atau berubah-ubah.
12
1. Jarak Euclidean
Terdapat beberapa macam system yang digunakan untuk melakukan
pemgukuran jarak dari suatu lokasi terhadap lokasi lain, seperti euclidean, square
euclidean, rectilinear, aisle distance dan adjacency.
Jarak diukur lurus dari satu fasilitas ke fasilitas lainnya. Jarak euclidean dapat
diiliustrasikan sebagai conveyor lurus yang memotong dua buah stasiun kerja.
Formula yang digunakan adalah:
]
Yi : koordinat Y pada pusat fasilitas i
Dij : jarak antar pusat fasilitas i ke j
2. Jarak Rectilinear
Jarak diukur sepanjang lintasan dengan menggunakan garis tegak lurus
(orthogonal) satu dengan yang lainnya. Sebagai contoh perhitungan jarak antar
fasilitas dimana peralatan pemindahan bahan hanya dapat bergerak secara
tegak lurus. Formula yang digunakan adalah:
dij
12
Op.Cit, Hari Purnomo, h. 80-85
3. Squared Euclidean
Jarak diukur dengan mengkuadratkan bobot terbesar suatu jarak antar dua
fasilitas yang berdekatan.relatif untuk beberapa persoalan terutama
menyangkut persoalan lokasi fasilitas diselesaikan dengan penerapan square
euclidean. Formula yang digunakan adalah: dij = (Xi-Xj)2 + (Yi-Yj)
4. Aisle
2
Aisle distance akan mengukur jarak sepanjang lintasan yang dilalui alat pengangkut pemindah bahan. Dari Gambar 2.1 (a) ukuran jarak aisle antara
departemen K dan M merupakan jumlah dari a, b dan d. Sedang Gambar 2.1
(b) jarak aisle departemen 1 dengan departemen 3 merupakan jumlah dari a,
c, f dan h. Aisle distance pertama kali diaplikasikan pada masalah tata letak
dari proses manufaktur.
5. Adjacency
Adjacency merupakan ukuran kedekatan antara fasilitas-fasilitas atau departemen-departemen yang terdapat dalam suatu perusahaan. Dalam
perancangan tata letak dengan metode SLP, sering digunakan ukuran
adjacency yang biasa digunakan untuk mengukur tingkat kedekatan antara departemen satu dengan departemen lainnya. Kelemahan ukuran jarak
adjacency adalah tidak dapat memberi perbedaan secara riil jika terdapat dua pasang fasilitas di mana satu dengan lainnya tidak berdekatan. Sebagai contoh
(Gambar 3.2.) jarak antara departemen K dan departemen N yang tidak saling
berdekatan berjarak 40 m, dan jarak antara departemen M dan departemen N
yang berjarak 75 m, hal ini bukan berarti antara departemen K dan departemen
N mempunyai tingkat kedekatan yang lebih tinggi. Dalam hal ini
kedua-duanya baik dkn (tingkat kedekatan departemen K dan N) dan dmn (tingkat
kedekatan departemen M dan N) dalam adjacency akan sama-sama diberi nilai
0. Sebaliknya meskipun departemen M dan departemen N masing-masing jika
diukur dengan jarak rectilinear maupun jarak euclidean sama dengan
departemen L, bukan berarti mempunyai nilai adjacency yang sama. Bisa saja
antara departemen M dan departemen L mempunyai jarak adjacency yang
lebih dibandingkan jarak adjacency antara departemen N dan departemen L.
Misalkan antara departemen M dan L nilai adjacency sebesar 3, sedang antara
Dept L Dept K
Dept M Dept N
Gambar 3.2. Adjacency Distance
3.2.1. Tujuan Utama Kegiatan Pemindahan Bahan13
13
Ibid, h. 225-227
Tujuan kegiatan pemindahan bahan itu antara lain:
1. Meningkatkan kapasitas produksi
Peningkatan kapasitas produksi ini dapat dicapai melalui:
a. Peningkatan produksi kerja per man-hour
b. Peningkatan efisiensi mesin atau peralatan dengan mengurangi down-time
c. Menjaga kelancaran aliran kerja dalam pabrik
d. Perbaikan pengawasan terhadap kegiatan produksi.
2. Mengurangi limbah buangan (waste)
Untuk mencapai tujuan ini, maka dalam kegiatan pemindahan bahan harus
memperhatikan hal-hal berikut ini :
a. Pengawasan yang sebaik-baiknya terhadap keluar masuknya persediaan
material yang dipindahkan
b. Fleksibilitas untuk memenuhi ketentuan-ketentuan dan kondisi-kondisi
c. Fleksibilitas untuk memenuhi ketentuan-ketentuan dan kondisi-kondisi
khusus dalam memindahkan bahan ditinjau dari sifatnya.
3. Memperbaiki kondisi area kerja
Pemindahan bahan yang baik akan dapat memenuhi tujuan ini, dengan cara:
a. Memberikan kondisi kerja yang lebih nyaman dan aman
b. Mengurangi faktor kelelahan bagi pekerja/operator
c. Meningkatkan perasaan nyaman bagi operator
d. Memacu pekerja untuk mau bekerja lebih produktif lagi.
4. Memperbaiki distribusi material
Dalam hal ini, kegiatan material handling memiliki sasaran :
a. Mengurangi terjadinya kerusakan terhadap produk selama proses
pemindahan bahan dan pengiriman
b. Memperbaiki jalur pemindahan bahan
c. Memperbaiki lokasi dan pengaturan dalam fasilitas penyimpanan (gudang)
d. Maningkatkan efisiensi dalam hal pengiriman barang dan penerimaan.
5. Mengurangi biaya
Pengurangan biaya ini dapat dicapai melalui :
a. Penurunan biaya inventory
b. Pemanfaatan luas area untuk kepentingan yang lebih baik
c. Peningkatan produktivitas.
Masalah pemindahan bahan mencakup kemungkinan bahwa sumber atau
3.3. Analytical Hierarchy Process (AHP)14
Menurut Saaty (1980) ada tiga prinsip dalam memecahkan persoalan
dengan AHP, yaitu prinsip menyusun hirarki (Decomposition), prinsip
menentukan prioritas (Comparative Judgement), dan prinsip konsistensi logis
(Logical Consistency). Hirarki yang dimaksud adalah hirarki dari permasalahan
yang akan dipecahkan untuk mempertimbangkan kriteria-kriteria atau Metode AHP dikembangkan oleh Thomas L. Saaty, seorang ahli
matematika. Metode ini adalah sebuah kerangka untuk mengambil keputusan
dengan efektif atas persoalan yang kompleks dengan menyederhanakan dan
mempercepat proses pengambilan keputusan dengan memecahkan persoalan
tersebut ke dalam bagian - bagiannya, menata bagian atau variabel ini dalam
suatu susunan hirarki, member nilai numerik pada pertimbangan subjektif
tentang pentingnya tiap variabel d an mensintesis berbagai pertimbangan ini
untuk menetapkan variabel yang mana yang memiliki prioritas paling tinggi dan
bertindak untuk mempengaruhi hasil pada situasi tersebut. Metode AHP ini
membantu memecahkan persoalan yang kompleks dengan menstruktur suatu
hirarki kriteria, pihak yang berkepentingan, hasil dan dengan menarik
berbagai pertimbangan guna mengembangkan bobot atau prioritas. Metode ini
juga menggabungkan kekuatan dari perasaan dan logika yang bersangkutan pada
berbagai persoalan, lalu mensintesis berbagai pertimbangan yang beragam
menjadi hasil yang cocok dengan perkiraan kita secara intuitif sebagaimana yang
dipresentasikan pada pertimbangan yang telah dibuat.
14
komponen-komponen yang mendukung pencapaian tujuan. Dalam proses
menentukan tujuan dan hirarki tujuan, perlu diperhatikan apakah kumpulan
tujuan beserta kriteria-kriteria yang bersangkutan tepat untuk persoalan yang
dihadapi.
Setelah persoalan didefinisikan maka perlu dilakukan decomposition, yaitu memecah persoalan yang utuh menjadi unsur-unsurnya. Jika ingin
mendapatkan hasil yang akurat, pemecahan juga dilakukan terhadap
unsur-unsurnya sehingga didapatkan beberapa tingkatan dari persoalan tadi. Karena
alasan ini maka proses analisis ini dinamai hirarki (Hierarchy). Prinsip
Comparatif Judgement berarti membuat penilaian tentang kepentingan relatif dua elemen pada suatu tingkat tertentu dalam kaitannya dengan tingkat yang
diatasnya. Penilaian ini merupakan inti dari AHP, karena akan berpengaruh
terhadap prioritas elemen-elemen. Hasil dari penilaian ini akan ditempatkan
dalam bentuk matriks yang dinamakan matriks pairwise comparison. Dalam melakukan penialaian terhadap elemen-elemen yang diperbandingkan terdapat
tahapan-tahapan, yakni:
a. Elemen mana yang lebih (penting/disukai/berpengaruh/lainnya)
Dalam penyusunan skala kepentingan ini, digunakan acuan seperti pada
tabel berikut:
Tabel 3.1. Skala Penilaian Perbandingan Berpasangan AHP
Intensitas Kepentingan Keterangan
1 Kedua elemen sama pentingnya
3 Elemen yang satu sedikit lebih penting daripada elemen yang
lainnya
5 Elemen yang satu lebih penting daripada yang lainnya
7 Satu elemen jelas lebih mutlak penting daripada elemen lainnya
9 Satu elemen mutlak penting daripada elemen lainnya
2,4,6,8 Nilai-nilai antara dua nilai pertimbangan-pertimbangan yang berdekatan
Dari setiap matriks pairwise comparison kemudian dicari nilai
eigen vectornya untuk mendapatkan local priority. Karena matriks-matriks
pairwise comparison terdapat pada setiaptingkat, maka untuk mendapatkan
global priority harus dilakukan sintesis antara local priority. Pengurutan elemen-elemen menurut kepentingan relatif melalui prosedur sintesis dinamakan priority setting. Konsistensi memiliki dua makna, pertama adalah objek-objek yang serupa dapat dikelompokkan sesuai dengan keseragaman dan relevansi. Arti
kedua adalah menyangkut tingkat hubungan antara objek-objek yang didasarkan
pada kriteria tertentu.
AHP dapat digunakan dalam memecahkan berbagai masalah diantaranya
untuk mengalokasikan sumber daya, analisis keputusan manfaat atau biaya,
men entukan peringkat beberapa alternatif, melaksanakan perencanaan ke masa
usaha dan permasalahan kompleks lainnya. Secara umum, langkah-langkah
dasar dari AHP dapat diringkas dalam penjelasan berikut ini:
1. Mendefinisikan masalah dan menetapkan tujuan. Bila AHP digunakan
untuk memilih alternatif atau penyusunan prioritas alternatif, maka pada
tahap ini dilakukan pengembangan alternatif.
2. Menyusun masalah dalam struktur hirarki. Setiap permasalahan
yang kompleks dapat ditinjau dari sisi yang detail dan terstruktur.
3. Menyusun prioritas untuk tiap elemen masalah pada tingkat hirarki.
Proses ini menghasilkan bobot elemen terhadap pencapaian tujuan,
sehingga elemen dengan bobot tertinggi memiliki prioritas penanganan.
Langkah pertama pada tahap ini adalah menyusun perbandingan
berpasangan yang ditransformasikan dalam bentuk matriks, sehingga
matriks ini disebut matriks perbandingan berpasangan. Pendekatan
yang dilakukan untuk memperoleh nilai bobot kriteria adalah dengan
langkah-langkah berikut:
a. Menyusun matriks perbandingan
b. Matriks perbandingan hasil normalisasi
4. Melakukan pengujian konsistensi terhadap perbandingan antar elemen
yang didapatkan pada tiap tingkat hirarki. Konsistensi perbandingan
ditinjau dari per matriks perbandingan dan keseluruhan hirarki untuk
memastikan bahwa urutan prioritas yang dihasilkan didapatkan dari suatu
rangkaian perbandingan yang masih berada dalam batas-batas
langkah selanjutnya adalah melakukan pengujian konsistensi matriks.
Untuk melakukan perhitungan ini diperlukan bantuan table Random
Index (RI) yang nilainya untuk setiap ordo matriks dapat dilihat pada
tabel berikut ini:
Tabel 3.2. Harga Random Consistency Index
N 2 3 4 5 6 7 8 9 10
RI 0 0,58 0,90 1,12 1,24 1,32 1,41 1,45 1,51
Dengan tetap menggunakan matriks di atas, pendekatan yang
digunakan dalam pengujian konsistensi matriks perbandingan adalah:
a. Melakukan perkalian antara bobot elemen dengan nilai awal matriks &
membagi jumlah perkalian bobot elemen & nilai awal matriks dengan
bobot untuk mendapatkan nilai eigen.
b. Mencari nilai matriks. Nilai matriks merupakan nilai rata-rata dari
nilai eigen yang didapatkan dari perhitungan sebelumnya.
c. Mencari nilai Consistency Index (CI).
Dimana CI = Zmaks – N/(N-1), dan N adalah jumlah elemen dalam
matriks.
d. Mencari nilai Consistency Ratio (CR) Dimana CR = CI / RI
3.4. Logika Fuzzy untuk Pendukung Keputusan15
1. Manajer pergudangan mengatakan pada manajer produksi seberapa banyak
persediaan pada akhir minggu, kemudian manajer produksi akan
menetapkan jumlah yang akan diproduksi
Dalam banyak hal, logika fuzzy digunakan sebagai suatu cara untuk
memetakan permasalahan dari input menuju ke output yang diharapkan. Sebagai
contoh adalah sebagai berikut:
2. Ketika pelayan memberikan pelayanan terhadap tamu dan tamu akan
memberikan tip sesuai baik atau tidak pelayanannya.
3. Saat kita tahu seberapa sejuk ruangan tersebut, kita akan mengatur putaran
kipas yang terdapat di ruangan tersebut
Kotak hitam tersebut berisi cara atau metode yang dapat digunakan untuk
mengolah data input menjaudi output dalam bentuk informasi yang baik,
lihat Gambar 2.3.
Gambar 3.3. Pemetaan Input-Output
15
Sri. Kusumadewi, Aplikasi Logika Fuzzy untuk Pendukung Keputusan, Graha Ilmu, Yogyakarta, 2004, h. 1-8
KOTAK HITAM
RUANG INPUT
Ada beberapa alasan mengapa orang menggunakan logika fuzzy, antara
lain :
1. Konsep logika fuzzy mudah dimengerti. Karena logika fuzzy menggunakan
dasar teori himpunan, maka konsep matematis yang mendasari penalaran fuzzy
tersebut cukup mudah dimengerti.
2. Logika fuzzy sangat fleksibel, artinya mampu beradaptasi dengan perubahan-perubahan, dan ketidakpastian yang menyertai permasalahan.
3. Logika fuzzy memiliki toleransi terhadap data yang tidak tepat. Jika diberikan
sekelompok data yang cukup homogeny, dan kemudian ada beberapa data
yang “eksklusif”, maka logika fuzzy memiliki kemampuan untuk menangani
data eksklusif tersebut.
4. Logika fuzzy mampu memodelkan fungsi-fungsi nonlinear yang sangat kompleks.
5. Logika fuzzy dapat membangun dan mengaplikasikan
pengalaman-pengalaman para pakar secara langsung tanpa harus melalui proses pelatihan.
Dalam hal ini, sering dikenal dengan nama Fuzzy Expert Systems menjadi
bagian terpenting.
6. Logika fuzzy dapat bekerjasama dengan teknik-teknik kendarli secara konvensional. Hal ini umumnya terjadi pada aplikasi di bidang teknik mesin
maupun teknik elektro.
Keanggotaan fuzzy memberikan suatu ukuran terhadap pendapat atau keputusan, sedangkan probabilitas mengindikasikan proporsi terhadap keseringan
suatu hasil bernilai benar dalam jangka panjang. Himpunan fuzzy memiliki 2
atribut, yaitu :
1. Linguistik, yaitu penamaan suatu grup yang mewakili suatu keadaan atau
kondisi tertentu dengan menggunakan bahasa alami.
2. Numeris, yaitu suatu nilai (angka) yang menunjukkan ukuran dari suatu
variable.
Ada beberapa hal yang perlu diketahui dalam memahami sistem fuzzy, yaitu :
1. Variabel fuzzy
Variabel fuzzy merupakan variabel yang hendak dibahas dalam suatu sistem fuzzy. Pada penelitian ini diasumsikan sebagai kriteria-kriteria penentu penurunan kadar akhir logam terlarut yang melalui SPE, yaitu arus listrik,
besar medan magnet, pasir besi, lama penyaringan, sifat kemagnetan logam,
kadar awal logam.
2. Himpunan fuzzy
Himpunan fuzzy merupakan suatu grup yang mewakili suatu kondisi atau keadaan tertentu dalam suatu variabel fuzzy. Dalam penelitian ini diasumsikan
sebagai alternatif dari masing-masing kriteria (subkriteria) yaitu kuantitas
3. Semesta pembicaraan
Semesta pembicaraan adalah keseluruhan nilai yang diperbolehkan untuk
dioperasikan dalam suatu variabel fuzzy. Pada penelitian ini dapat diasumsikan
nilai (bobot) TFN yang diperbolehkan untuk menilai masing sub kriteria.
4. Domain
Domain himpunan fuzzy adalah keseluruhan nilai yang diizinkan dalam
semesta pembicaraan dan boleh dioperasikan dalam suatu himpunan fuzzy.
Dalam penelitian ini diasumsikan sebagai besar TFN dan definisi dari besaran
tersebut.
Fungsi keanggotaan (membership function) adalah suatu kurva yang
menunjukkan pemetaan titik-titik input data ke dalam nilai keanggotaannya (sering juga disebut dengan derajat keanggotaan) yang memiliki interval antara 0
sampai 1. Salah satu cara yang dapat digunakan untuk mendapatkan nilai
keanggotaan adalah dengan melalui pendekatan fungsi
Dalam pengambilan keputusan fuzzy terdiri dari empat prinsip utama
yaitu:16
1. The Fuzzification Interface
Pada tahap ini dilakukan pengukuran terhadap nilai dari variabel input dan
output, menterjemahkan rentang nilai tersebut ke dalam himpunan fuzzy dan
merubah himpunan fuzzy tersebut menjadi bahasa natural seperti tinggi,
rendah dan sangat rendah.
16
2. The Knowledge Base
Sebuah database yang berisi expert knowledge dari aplikasi dan
aturan-aturan proses. Fungsi keanggotaaan ditentukan pada tahap ini dan
digunakan pada tahap fuzzification interface
3. The Decision Making Logic
Logika ini memiliki kemampuan dalam mensimulasikan pengambilan
keputusan oleh manusia yang dilakukan dengan memperkirakan alasan
untuk mencapai suatu strategi yang diinginkan. Kebanyakan logika
pengambilan keputusan ini disusun dalam bentuk aturan if-then. Nilai
keanggotaan dari tahap ini diperoleh dengan aturan niali minimum dari
nilai keanggotaan variabel input.
4. The Defuuzification Interface
Tahap ini mengkonversikan output fuzzy menjadi nilai yang tegas (crisp).
Metode yang digunakan dalam proses defuzzifikasi adalah center of area
(COA) yang dirumuskan sebagai berikut:
Ro = Nilai crisp akhir dari sebuah aktivitas
� = Rating fuzzy kedekatan departemen untuk suatu aturan
i = Jumlah aturan yang digunakan
R = Rating numerik kedekatan departemen untuk suatu aturan
3.4.1. Fuzzy Analytical Hierarchy Process17
Variabel Linguistik
Analytical Hierarchy Process (AHP) adalah metode yang biasa digunakan dalam pengambilan keputusan multi kriteria. Dalam perencanaan, dan proses
pengambilan keputusan diperlukan langkah yang logika dan sistematis. Fuzzy
AHP merupakan metode dengan pendekatan yang sistematis untuk menyeleksi
alternatif dan mendapatkan masalah sebenarnya dengan konsep fuzzy dan struktur
hirarki. Chang memperkenalkan pendekatan baru dalam menangani fuzzy AHP
dengan menggunakan triangular fuzzy number untuk membuat skala
perbandingan berpasangan dan menggunakan metode extent analysis. Skala
perbandingan berpasangan fuzzy AHP dapat dilihat pada Tabel 2.3.
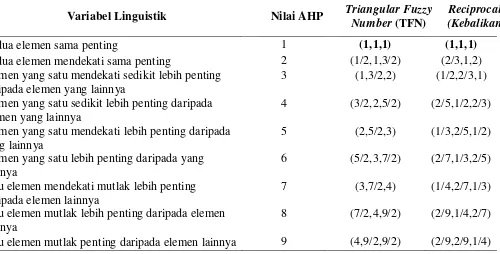
Tabel 2.3. Skala Penilaian Perbandingan Berpasangan Fuzzy AHP
Nilai AHP Triangular Fuzzy Number (TFN)
Reciprocal (Kebalikan
Kedua elemen sama penting 1 (1,1,1) (1,1,1)
Kedua elemen mendekati sama penting 2 (1/2,1,3/2) (2/3,1,2)
Elemen yang satu mendekati sedikit lebih penting daripada elemen yang lainnya
3 (1,3/2,2) (1/2,2/3,1)
Elemen yang satu sedikit lebih penting daripada elemen yang lainnya
4 (3/2,2,5/2) (2/5,1/2,2/3)
Elemen yang satu mendekati lebih penting daripada yang lainnya
5 (2,5/2,3) (1/3,2/5,1/2)
Elemen yang satu lebih penting daripada yang lainnya
6 (5/2,3,7/2) (2/7,1/3,2/5)
Satu elemen mendekati mutlak lebih penting daripada elemen lainnya
7 (3,7/2,4) (1/4,2/7,1/3)
Satu elemen mutlak lebih penting daripada elemen lainnya
8 (7/2,4,9/2) (2/9,1/4,2/7)
Satu elemen mutlak penting daripada elemen lainnya 9 (4,9/2,9/2) (2/9,2/9,1/4)
17
18
Sebelum memulai proses FAHP, maka disusun kriteria dan sub kriteria
secara hierarki berdasarkan metode Chang. Kemudian sub kriteria dari
masing-masing kriteria tersebut dievaluasi menggunakan bilangan TFN dengan batasan
seperti Tabel 2.3. Setelah masing-masing sub kriteria diberikan penilaian
kemudian disusun ke dalam bentuk matrik berpasangan sebagai berikut :
(3.1)
merupakan matrik TFN dari penilaian masing-masing subkriteria.
Langkah 1: nilai dari tambahan sintetik fuzzy terhadap objek ke I
didefenisikan sebagai
(3.2)
merupakan penjumlahan dari masing-masing nilai TFN pada matrik
berpasangan . Dimana adalah nilai
terendah dari TFN, adalah nilai tengah dari TFN, dan adalah nilai tertinggi
dari TFN pada matrik berpasangan. Sedangkan merupakan
invers dari operasional penjumlahan TFN yaitu
.
Setelah operasional fuzzy lanjutan, selanjutnya dilakukan proses pencarian derajat
kemungkinan (degree of possibility) dari hasil operasional fuzzy lanjutan.
18
Langkah 2: Degree of possibility diasumsikan dari dimana
dan adalah sebagai berikut :
(3.3)
Sehingga diperoleh degree of possibility :
(3.4)
Untuk membandingkan dan diperlukan nilai dan
.
Langkah 3: Jika derajat ketidakpastian (degree of possibility) dari bilangan
TFN lebih besar dari konstanta bilangan fuzzy
diasumsikan sebagai berikut :
.
Persamaan (3.4) dapat diilustrasikan seperti Gambar 3.4.
Berdasarkan uraian tersebut dapat diasumsikan persamaan :
(3.5)
dimana . Selanjutnya diperoleh vektor prioritas
(vector priority) :
(3.6)
dengan .
Langkah 4: Setelah melalui normalisasi diperoleh persamaan vektor
prioritas (weight vector) yaitu :
(3.7)
19
19
Op. Cit, Fikri Dweri
Pendekatan fuzzy AHP digunakan dalam mengatasi masalah derajat
kedekatan dalam ARC. Dalam meranking derajat kedekatan ARC biasanya
mengalami keambiguan pada faktor kualitatif atau kuantitatif. Fuzzy AHP
digunakan untuk memastikan tingkat konsistensi perancang dengan melihat bobot
masing-masing faktor. ARC yang didapat tersebut berupa crisp activity
3.5. Activity Relationship Chart (ARC)20
Activity Relationship Chart (ARC) dikembangkan untuk menentukan derajat kedekatan (degree of closeness). Degree of closeness menjelaskan perlu tidaknya satu bagian ditempatkan berdekatan dengan bagian lain, dan hal ini
bergantung pada derajat hubungan kedua bagian tersebut.
ARC dikembangkan oleh Robert Muther. Untuk menggambarkan derajat
kedekatan hubungan antar seluruh kegiatan atau bagian digunakan symbol-simbol
A, E, I, O, U dan X, yaitu:
A = Absolutely necessary yaitu hubungan bersifat mutlak
E = Especially important yaitu hubungan bersifat sangat penting
I = Important yaitu hubungan bersifat cukup penting
O = Ordinary yaitu bersifat biasa-biasa saja
U = Undesireable yaitu hubungan yang tidak diinginkan
X = Hubungan yang sangat tidak diinginkan
Gambar 3.5. Activity Relationship Chart (ARC)
20
3.6. Computer Aided Layout21
3.6.1. Algoritma BLOCPLAN
Perkembangan teknologi komputer yang demikian pesat terutama sejak
tahun 1970-an telah dimanfaatkan secara efektif dalam berbagai bidang termasuk
di bidang perencanaan layout. Sejumlah program komputer yang dikembangkan
sebagai alat bantu dalam análisis layout telah dikembangkan dan tersedia untuk
dimanfaatkan. Masing-masing program komputer tersebut memiliki kekhususan
sesuai dengan karakteristik layout yang dirancang.
22
BLOCPLAN merupakan system perancangan tata letak fasilitas yang dikembangkan oleh Donaghey dan Pire pada Departemen Teknik Industri,
Universitas Houston. Program ini membuat dan mengevaluasi tipe-tipe tata letak
dalam merespon data masukan. BLOCPLAN mempunyai kemiripan dengan Craft
dalam penyusunan departemen. Perbedaan antara BLOCPLAN dan Craft adalah bahwa BLOCPLAN dapat meggunakan keterkaitan sebagai input data, sedangkan Craft hanya menggunakan peta dari-ke (from to chart). Biaya tata letak dapat diukur baik berdasarkan ukuran jarak maupun dengan kedekatan. Jumlah baris di
dalam BLOCPLAN ditentukan oleh program dan biasanya dua atau tiga baris. Sama halnya dengan Craft, BLOCPLAN juga mempunyai kelemahan
yaitu tidak akan menangkap layout secara akurat. Pengembangan tata letak hanya
dapat dicari dengan melakukan perubahan atau pertukaran letak departemen satu
21
James A. Tompkins, Facilities Planning, John Wiley & Sons, Inc., New York, 1996), h.326-358.
22
dengan yang lainnya. Selain peta keterkaitan BLOCPLAN, kadang-kadang juga
menggunakan input data lain yaitu peta from to chart, hanya saja kedua input
tersbut hanya digunakan salah satu saja saat melakukan evaluasi tata letak.
BLOCPLAN merupakan singkatan dari Block Layout Overview with Computerized Planning using Logic and Algorithm. Data-data yang dipakai dalam algoritma BLOCPLAN dapat berupa data kuantitatif yang dibentuk dengan
menggunakan Activity Relationship Chart (ARC) maupun data kuantitatif yang berupa aliran produk dan ukuran dari area bangunan (departemen) yang akan
ditempati oleh fasilitas. Setelah semua data dimasukkan akan dihasilkan layout
secara random dimana pertukaran letak fasilitas-fasilitas terus dilakukan hingga
tercapai layout yang lenih baik tetapi jumlah iterasi terbatas yaitu maksimal 20.
BLOCPLAN dapat menganalisa maksimal 18 fasilitas dalam suatu tataletak (layout). BLOCPLAN dapat menghasilkan layout dengan beberapa cara yaitu:
1. Random
BLOCPLAN menghasilkan layout secara acak memperhatikan data ARC
2. Improvement Algorithm
Menggunakan sebuah layout awal yang nantinya akan dikembangkan oleh
BLOCPLAN.
3. Automatic Search Algorithm
BLOCPLAN akan mengembangkan layout baru dengan jumlah iterasi
Layout terbaik dilihat dari nilai R-Score yang paling besar. Layout score diperoleh dari hasil pembagian total score pada pembobotan ARC yang dapat
tercapai dengan total score keseluruhan dikalikan 2 .
Layout score = 2
Nilai rel disk score diperoleh dari penjumlahan semua nilai rel disk score
pada tiap departemen i ke departemen j.
Rel-disk score = ij
= Jarak rectilinier antara fasilitas i dan j
ij
R-Score dari masing-masing layout yang mungkin dengan layout yang terbaik adalah dengan R-Score yang paling besar. Nilai R-Score adalah antara 0
dan 1 (0≤ R-Score ≤1). Dimana
= nilai hubungan kedekatan antara fasilitas i dan j
RScore = 1
-Artinya nilai d (nilai d adalah jarak antar fasilitas terendah) dengan nilai s (nilai s
adalah hubungan kedekatan antara fasilitas) terendah kemudian nilai d tertinggi
selanjutnya dikalikan dengan nilai s terendah, demikian seterusnya. + ....
Upper Bound = d1s1 + d2s2
Artinya nilai d (nilai d adalah jarak antara fasilitas) terendah dengan nilai s (nilai s
terendah selanjutnya dikalikan dengan nilai s terendah berikutnya, demikian
seterusnya.
3.6.2. Algoritma CORELAP23
Algoritma CORELAP (Computerized Relationship Layout Planning)
menggunakan peringkat hubungan kedekatan yang dinyatakan dalam Total
Closeness Rating (TCR) dalam pemilihan penempatan stasiun kerja. Adapun prinsip dari analisis yang dilakukuan oleh CORELAP adalah menghitung layout
score dan nilai layout score yang terbesar adalah yang paling baik kerena
menunjukkan tingkat hubungan yang lebih dekat dan menghitung jarak
departemen baru yang terbentuk secara rectilinear.
Pengerjaan algoritma CORELAP ini dimulai dengan perhitungan TCR
yang diperoleh dari huruf-huruf hubungan kedekatan dalam ARC yang
dikonversikan dalam angka yaitu :
Tabel 3.4. Kode, Nilai dan Kontribusi Activity Relationship Chart
Kode Nilai Kontribusi
A : Absolutely Important/Mutlak didekatkan 5 +
E : Especially Important/Sangat penting didekatkan 4 +
I : Important/Penting didekatkan 3 +
O : Ordinary important 2 +
U : Unimportant/Tidak penting didekatkan 1 +
X : Undesirable/Tidak boleh didekatkan 0 +
TCR suatu departemen menyatakan jumlah nilai-nilai hubungan/kedekatan
departemen tersebut terhadap departemen-departemen yang lain, secara matematis
dapat ditulis sebagai berikut :
23Sunderesh Heragu
TCR (i) =
Dimana : m menyatakan jumlah departemen dalam rancangan, rij
Berikut ini merupakan langkah-langkah algoritma CORELAP secara
manual
menyatakan
nilai hubungan kedekatan dari stasiun kerja i terhadap stasiun kerja j.
1. Penentuan Urutan Pengalokasian
a. Pilih salah satu departemen dengan TCR maksimum. Jika terdapat lebih
dari 1 pilih sembarang maka departemen terpilih akan dialokasikan
pertama kali.
b. Departemen yang dialokasikan kedua, pilih departemen yang mempunyai
hubungan A dengan departemen yang telah terpilih
- Jika terdapat beberapa maka pilih yang mempunyai TCR terbesar.
- Jika TCRnya sama maka pilih sembarang. Jika tidak ada yang
mempunyai hubungan A, pilih departemen yang mempunyai
hubungan E dengan departemen yang terpilih.
c. Ulangi proses kedua, sampai semua departemen terpilih. Jika tidak ada
departemen yang mempunyai hubungan A atau E dengan departemen yang
2. Cara Pengalokasian
Menggunakan metode sisi barat (western-edge).Departemen yang terpilih
pertama kali (urutan pertama) dialokasikan di pusat dari diagram kotak
berikut:
8 7 6
1 PUSAT 5
2 3 4
Ket. gambar : 1 s/d 8 = stasiun kerja
Gambar 3.6. Diagram Penempatan Stasiun Kerja
Nomor 2 dalam kotak merupakan lokasi yang disediakan.
Nomor 1 : selalu untuk lokasi (kotak) pada sisi terbarat dari departemen –
departemen yang telah dialokasikan. Kotak tepat bersebelahan dengan
departemen yang telah dialokasikan dalam arah vertikal/horisontal mempunyai
bobot 1. Kotak yang tepat bersebelahan dengan departemen yang telah
dialokasikan dalam arah diagonal mempunyai bobot 0,5. Bobot x Nilai
hubungan dari departemen yang telah dialokasikan terhadap departemen yang
akan dialokasikan. Contoh dapat dilihat pada Tabel 2.5.
Tabel 3.5. Alokasi TCR
Berdasarkan TCR, yang dialokasikan pertama kali adalah stasiun kerja I
a. Stasiun kerja I mempunyai hubungan A dengan stasiun kerja II
c. Stasiun kerja I mempunyai hubungan E dengan stasiun kerja III dan IV
d. Stasiun kerja II mempunyai hubungan E dengan stasiun kerja IV
Pilih stasiun kerja IV TCR lebih besar dari stasiun kerja III
Stasiun kerja III dialokasikan terakhir sehingga urutannya sebagai berikut :
I – II – IV - III, kemudian masing ditempatkan dalam kotak/cell seperti
pada gambar 2.7.
8 7 6
1 I 5
2 3 4
Gambar 3.7. Diagram Penempatan Stasiun Kerja I
Jika stasiun kerja II di :
lokasi 1, bernilai = 1 x 5 = 5
lokasi 2, bernilai = 0,5 x 5 = 2,5
Lokasi 1 adalah lokasi terbaik untuk stasiun kerja II karena mempunyai nilai
penempatan terbesar (jika dibandingkan lokasi 2, 4, 6, 8) dan nomor lokasi
terkecil diantara nilai-nilai penempatan yang sama (jika dibandingkan dengan
lokasi 3,5,7 ).
10 9 8 7 1 II I 6 2 3 4 5
Gambar 3.8. Diagram Penempatan Stasiun Kerja II
Jika stasiun kerja IV di :
lokasi 1, bernilai = ( 1x4 ) + ( 0 x 4 ) = 4
lokasi 2, bernilai = ( 0,5 x 4 ) + ( 0 x 4 ) = 2
lokasi 3, bernilai = ( 1 x 4 ) + ( 0,5 x 4 ) = 6
Lokasi terbaik untuk stasiun kerja IV - lokasi 3
12 11 10 9 1 II I 8 2 IV 6 7 3 4 5
Gambar 3.9. Diagram Penempatan Stasiun Kerja IV
Jika stasiun kerja III di :
lokasi 1, bernilai = ( 0 x 4 ) + ( 1 x 1 ) + ( 0,5 x 4 ) = 3
lokasi 2, bernilai = ( 0 x 4 ) + ( 0,5 x 1 ) + ( 1 x 4 ) = 4,5
lokasi 6, bernilai = ( 0 x 4 ) + ( 0,5 x 1 ) + ( 1 x 4 ) = 4,5
dan seterusnya. Lokasi terbaik untuk stasiun kerja III adalah lokasi 6
II I IV III
Gambar 3.10. Diagram Penempatan Stasiun Kerja III
Penempatan disesuaikan dengan luasan dan bentuk masing-masing stasiun
kerja dimana akan dialokasikan.
Berikut adalah perbandingan antara algoritma BLOCKPLAN dan
Tabel 3.6. Keuntungan dan Keterbatasan dari Algoritma BLOCPLAN dan CORELAP
METODE KEUNTUNGAN KETERBATASAN
BLOCPLAN
− Dapat menggunakan input dari peta keterkaitan maupun from to chart − Melakukan iterasi secara otomatis
dengan waktu yang singkat − Luas departemen diperhitungkan
sebagai masukan
− Tidak dapat menangkap layout awal
− Terbatas untuk 20 iterasi − Hanya dapat menganalisa
maksimal 18 fasilitas dalam suatu tata letak
CORELAP
− Membentuk tata letak baru − Batasan masukan dan hasil sama − Berdasarkan peta keterkaitan − Setiap langkah dapat dilihat selama
pengembangan tata letak
− Sebagian keterkaitan diperhatikan dengan baik
− Tidak dihitung biaya
− Terbatas hanya 45 departemen − Bentuk tata letak yang tidak
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian ini dilakukan di PT. Darmasindo Inti Karet yang berlokasi di
Tebing Tinggi. Waktu pelaksanaan penelitian dilakukan pada bulan Mei 2017
sampai dengan selesai.
4.2. Jenis Penelitian
Berdasarkan sifatnya, maka penelitian ini digolongkan sebagai penelitian
deskriptif jenis descriptive case study, yaitu suatu jenis penelitian yang bertujuan
untuk mencandra atau mendeskripsikan secara sistematik, faktual, dan akurat
tentang fakta – fakta dan sifat – sifat suatu objek atau populasi tertentu
(Sukaria S, 2011). Penelitian descriptive research dipilih karena data – data yang
digunakan dikumpulkan dengan teknik wawancara yang didukung oleh schedule
questioner ataupun interview guide. Jenis descriptive research yang dipakai
adalah penelitan kasus (case study). Penelitian kasus (case study) ialah suatu jenis
penelitian tentang status subjek penelitian yang berkenaan dengan suatu fase
spesifik dari keseluruhan personalitas (Maxfield, 1930). Studi kasus adalah studi
mendalam dan konseptual terhadap situasi yang mirip dalam organisasi lain
4.3. Objek Penelitian
Objek penelitian yang diamati adalah tata letak pabrik PT. Darmasindo Inti
Karet secara keseluruhan. Penelitian ini dilakukan untuk mendapatkan usulan tata
letak PT. Darmasindo Inti Karet.
4.4. Kerangka Berpikir
Kerangka berpikir merupakan suatu bentuk kerangka yang dapat
digunakan sebagai pendekatan dalam pemecahan masalah. Kerangka penelitian ini
menggunakan pendekatan ilmiah dan memperlihatkan hubungan antar variabel
dalam proses analisisnya.
Permasalahan utama yang terdapat pada penelitian ini adalah tidak
terpenuhinya target produksi dikarenakan layout yang tidak efisien. Layout yang
efisien dapat memberikan kontribusi untuk mengurangi waktu siklus produksi,
waktu menganggur, waktu penanganan material dan dapat meningkatkan output produksi
Solusi yang dilakukan adalah perancangan ulang tata letak layout dengan
menggunakan Fuzzy Analytical Hierarchy Process, software BLOCPLAN dan algoritma CORELAP. Perancangan tata letak diperoleh melalui pengumpulan
data, frekuensi perpindahan bahan, frekuensi perpindahan peralatan, frekuensi
perpindahan tenaga kerja yang diolah menggunakan Fuzzy AHP sehingga
menghasilkan Crisp Activity Relationship Chart (CARC). Hasil CARC tersebut akan menjadi input untuk membuat layout usulan menggunaan algoritma
dengan menghitung jarak antar departemen serta momen perpindahannya. pada
bagian Initial Layout, akan diproses dengan menggunakan software FlexSim dan
akan memperoleh waktu optimal. Waktu optimal akan menjadi satuan
pembanding pada perhitungan efisiensi. Pada hasilnya maka akan diperoleh
perbandingan efisiensi antar layout aktual, BLOCPLAN dan CORELAP kerangka
4.5. Variabel Penelitian
Variabel dependen ataupun variabel terikat adalah variabel yang nilainya
dipengaruhi atau ditentukan oleh nilai variabel lain. Yang menjadi variabel
dependen dalam penelitian ini adalah perancangan ulang tata letak fasilitas.
Variabel independen ataupun variabel bebas merupakan variabel penelitian
yang mempengaruhi dan menjadi sebab perubahan atau timbulnya variabel terikat.
Yang menjadi variabel bebas dalam penelitian ini adalah frekuensi perpindahan,
jarak perpindahan, waktu perpindahan, aliran bahan, operator, dan peralatan, serta
luas departemen.
Defenisi Operasional:
1. Frekuensi Perpindahan
Frekuensi perpindahan adalah banyak kegiatan perpindahan operator, bahan
maupun peralatan antar departemen.
2. Waktu Perpindahan
Waktu perpindahan adalah waktu yang dibutuhkan peralatan untuk berpindah
antar departemen
3. Jarak perpindahan
Jarak perpindahan dari satu departemen ke departemen lain pada keseluruhan
pabrik.
4. Aliran bahan, operator, dan peralatan
Aliran adalah aliran bahan, operator dan peralatan yang terdapat di dalam
5. Luas Departemen
Luas masing–masing departemen yang berada di dalam lantai pabrik.
4.6. Populasi dan Sampel
Pada proses penentuan jumlah sampel, peneliti menggunakan metode
Judgement Sampling. Hal ini didasari karena peneliti melihat pertimbangan penilaian terhadap variabel yang digunakan bersifat komprehensif sehingga
diperlukan responden yang paham dan mengerti perusahaan secara
keseluruhan dan juga mengenal tataletak pabrik perusahaan dengan baik.
Sampel yang digunakan pada penelitian ini adalah Kepala Bagian Produksi,
Kepala Bagian Penerimaan Bahan dan Kepala Bagian Teknik dan Bengkel.
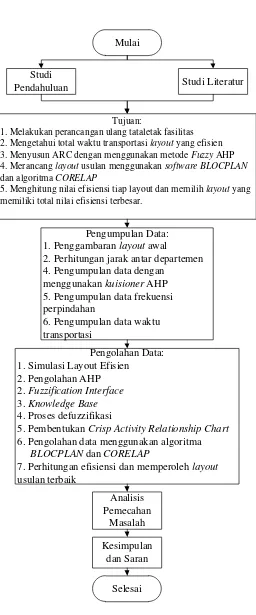
Mulai
Studi
Pendahuluan Studi Literatur
Tujuan:
1. Melakukan perancangan ulang tataletak fasilitas 2. Mengetahui total waktu transportasi layout yang efisien 3. Menyusun ARC dengan menggunakan metode Fuzzy AHP 4. Merancang layout usulan menggunakan softwareBLOCPLAN dan algoritma CORELAP
5. Menghitung nilai efisiensi tiap layoutdan memilih layout yang memiliki total nilai efisiensi terbesar.
Pengumpulan Data: 1. Penggambaran layout awal
2. Perhitungan jarak antar departemen 4. Pengumpulan data dengan
menggunakan kuisioner AHP 5. Pengumpulan data frekuensi perpindahan
6. Pengumpulan data waktu transportasi
5. Pembentukan Crisp Activity Relationship Chart
6. Pengolahan data menggunakan algoritma BLOCPLAN dan CORELAP
7. Perhitungan efisiensi dan memperoleh layout
usulan terbaik
4.7. Pengumpulan Data
Data yang dikumpulkan dalam penelitian ini terdiri dari data kualitatif dan
data kuantitatif, baik yang berupa data primer maupun data sekunder.
1. Data Primer.
Data primer diperoleh dengan cara pengamatan ataupun wawancara untuk
mendapat data. Data primer yang diperoleh adalalah melalui pengamatan
adalah frekuensi perpindahan antar departemen, luas departemen, waktu
perpindahan serta menggunakan kuesioner untuk mendapatkan data bobot
variabel performansi tataletak fasilitas.
2. Data Sekunder.
Data sekundar didapat berdasarkan catatan-catatan perusahaan yang
berhubungan dengan data yang dibutuhkan. Data tersebut yaitu data luasan
total area pabrik.
4.8. Pengolahan Data
Pengolahan data dilakukan dengan mengikuti beberapa tahapan,yaitu:
1. Menyusun Struktur Hierarki AHP
Pada tahap ini dilakukan untuk mengolah kuesioner menjadi matriks
berhubungan yang selanjutnya dihitung nilai bobot dan rasio konsistensinya
2. Fuzzification Interface
Pada tahap ini pengubahan nilai input menjadi suatu bentuk himpunan fuzzy
yaitu berupa variabel linguistik untuk masing-masing variabel. Tahapannya
melakukan pengukuran secara langsung. Selanjutnya variabel tersebut
dikonversikan dalam variabel linguistik yang berguna untuk mengubah
variabel kuantitatif menjadi variabel linguistik beserta derajat
keanggotaannya.
3. Knowledge Base
Menyusun seluruh fungsi keanggotaan dari masing-masing variabel yang
disusun berdasarkan aturan pengambilan keputusan dengan bentuk IF-THEN
untuk menentukan nilai derajat hubungan antar variabel linguistic.
4. Proses Defuzzifikasi
Merupakan tahan akhir pada defuzzification interface. Pada tahap ini tingkat
kedekatan masing-masing variabel digabungkan menjadi tingkat kedekatan
hubungan keseluruhan yang kemudian dikonversikan menjadi suatu bialngan
crisp.
5. Pembentukan Crisp Activity Relationship Chart.
Hasil dari deffuzifikasi kemudian dimasukkan ke dalam tabel ARC sesuai
dengan kedekatan antar tiap departemen. Pada tiap kedekatan diketahui derajat
keanggotaan yang menunjukkan tingkat hubungan dari variabel linguistic
tersebut. Hubungan kedekatan antar fasilitas merupakan data kualitatif yang
diperlukan sebagai input bagi algoritma BLOCPLAN dan CORELAP
6. Pengolahan data menggunakan algoritma BLOCPLAN
Pemecahan masalah dengan algoritma BLOCPLAN dilakukan dengan
a. Melakukan input data Departemen
Data mengenai jumlah depertemen, nama departemen, dan ukuran luas
masing – masing departemen/ stasiun kerja dimasukkan ke input data
software BLOCPLAN
b. Melakukan input data derajat kedekatan antar departemen
Nilai derajat kedekatan yang sudah dihitung di ARC digunakan sebagai
data masukkan berikut juga dengan penentuan bobot dari masing-masing
nilai kedekatan.
c. Mencari solusi layout terbaik
Setelah semua data dikumpulkan maka software akan mencari alternatif
pemecahan masalah tataletak tersebut sampai maksimal 20 kali iterasi.
Layout terbaik dilihat dari nilai R-score yang paling besar. d. Pengolahan data dengan menggunakan algoritma CORELAP
Pengolahan data dengan algoritma CORELAP dilakukan dengan membuat
ARC untuk melihat hubungan kedekatan dari masing-masing departemen
kemudian hitung TCR untuk setiap departemen. Pilih salah satu
departemen dengan nilai TCR maksimum. Tentukan pengalokasian
departemen berikutnya berdasarkan hubungan kedekatan dan hitung nilai
pembobotan untuk masing-masing penempatan. Pilih penempatan dengan
bobot terbesar kemudian ulangi sampai semua departemen telah
ditempatkan. Perhitungan efisiensi merupakan perhitungan terakhir
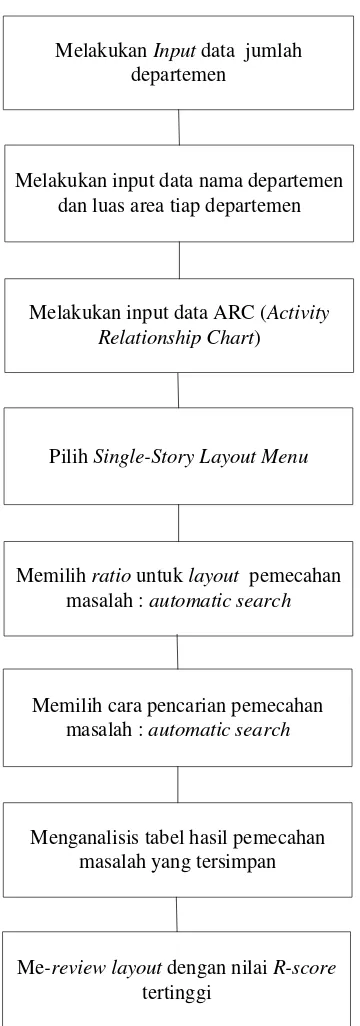
Blok diagram dari langkah-langkah algoritma BLOCPLAN dan CORELAP
ini dapat dilihat pada Gambar 4.3. dan 4.4
Melakukan input data ARC (Activity Relationship Chart)
Melakukan input data nama departemen dan luas area tiap departemen Melakukan Input data jumlah
departemen
Memilih ratio untuk layout pemecahan masalah : automatic search
Pilih Single-Story Layout Menu
Menganalisis tabel hasil pemecahan masalah yang tersimpan Memilih cara pencarian pemecahan
masalah : automatic search
Me-reviewlayout dengan nilai R-score
tertinggi
Input data Activity Relationship Chart (ARC)
Perhitungan Total Closeness Rating (TCR) untuk setiap
Departemen
Pemilihan Departemen Pusat Berdasarkan Nilai TCR
Pengalokasian Departemen Berdasarkan Derajat Kedekatan
Perhitungan Nilai Departemen pada Setiap Penempatan
Penempatan Departemen pada Bagian dengan Nilai Terbesar
Perhitungan Jumlah Momen Perpindahan dari Alternatif
Rancangan Seluruh Departemen Telah Dialokasikan?
No
Yes
Mulai
Selesai
4.9. Analisis dan Pembahasan
Analisis hasil dilakukan terhadap hasil pemecahan masalah yang dalam hal
ini melakukan perancangan ulang dengan metode Fuzzy Analytical Hierarchy
Process, BLOCPLAN, dan, CORELAP. Hal-hal yang dianalisis adalah: 1. Analisi Simulasi Layout Optimal
2. Analisis terhadap masing-masing variabel menjadi variabel performansi
3. Analisis Crisp Activity Relationship Chart
4. Analisis kondisi layout aktual
5. Analisis layout usulan BLOCPLAN dan CORELAP
6. Analisis perbandingan efisiensi layout aktual, BLOCPLAN dan CORELAP
4.10. Kesimpulan dan Saran
Kesimpulan berisikan hal-hal penting dari penelitian yang merupakan
tujuan dari penelitian. Selain dari kesimpulan, diberikan juga saran yang
membangun bagi perusahaan usulan perbaikan kepada pihak perusahaan untuk
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
5.1.1. Struktur Hierarki Nilai Kedekatan Departemen
Struktur hierarki dibuat bertujuan untuk mengetahui variabel
performansi tata letak yang akan digunakan. Kriteria-kriteria ini disusun ke
dalam bentuk hierarki seperti yang dapat dilihat pada Gambar 5.1.
Nilai Kedekatan Antar Departemen
Gambar 5.1. Struktur Hierarki Variabel Tata Letak
Berikut penjelasan kriteria yang digunakan dalam pemilihan variabel
performansi tata letak.
1. Aliran Bahan (K1) : Perpindahan bahan yang terjadi antar departemen.
2. Aliran Peralatan (K2) : Perpindahan peralatan yang terjadi antar
departemen
3. Aliran Tenaga Kerja (K3) : Perpindahan tenaga kerja yang terjadi antar
departemen
Kriteria yang dijelaskan di atas akan dicantumkan pada kuesioner AHP
5.1.2. Matriks Perbandingan Berpasangan (Pairwise Comparison) 5.1.2.1.Level 2 (Kriteria)
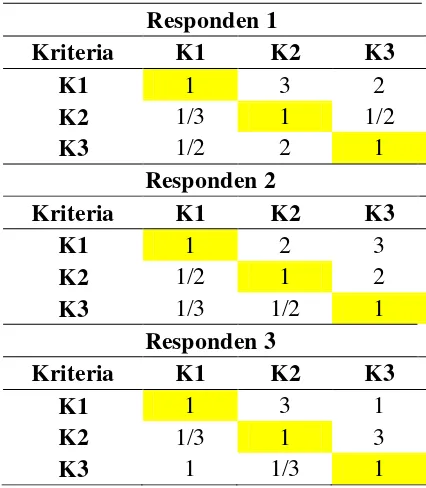
Matriks perbandingan berpasangan pada level 2 (kriteria) diperoleh dari
hasil kuesioner yang merupakan bagian dari AHP. Matriks ini bertujuan untuk
melihat perbandingan setiap kriteria dan tingkat kepentingan dari kriteria yangsatu
dengan kriteria yang lainnya. Data pengumpulan hasil kuesioner dapat dilihat
pada Lampiran L-1.
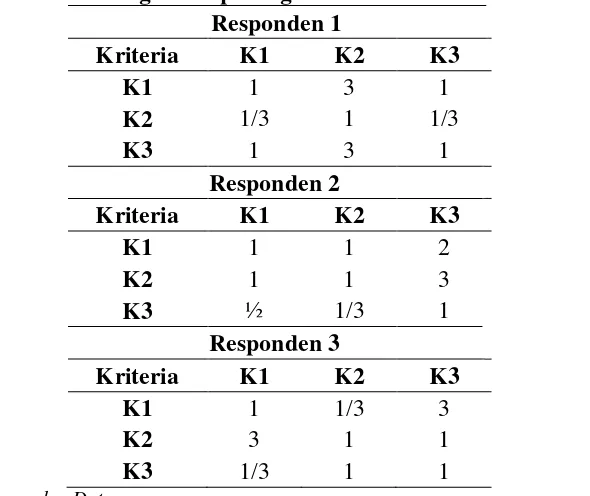
Berikut data pengumpulan hasil kuesioner responden dapat dilihat pada
Tabel 5.1.
Tabel 5.1. Matriks Perbandingan Berpasangan Variabel Performansi Tata Letak Responden 1
Data yang digunakan untuk analisis pemilihan variabel performansi tata
letak, yaitu data primer dan data sekunder. Data primer yaitu data yang
oleh peneliti. Instrumen yang digunakan dalam analisis pemilihan variabel
performansi tata letak di PT. Darmasindo Inti Karet adalah kuesioner AHP.
Kuesioner AHP ini disebarkan kepada kepala sub departemen produksi, kepala sub
departemen gudang, kepala sub departemen teknik yang memiliki kemampuan
dan pengetahuan dalam hal tata letak dan pengambilan keputusan dalam
aliran bahan, peralatan dan tenaga kerja pabrik. Berikut responden kuesioner
AHP dapat dilihat pada Tabel 5.2.
Tabel 5.2. Responden Kuesioner AHP
Nama Jabatan Umur Jenis Kelamin
Tosan Yen Ho Kepala Bagian Penerimaan Bahan 44 tahun Laki-laki
Nasrum Kepala Bagian Produksi 59 tahun Laki-laki
Asri Indra Kepala Bagian Teknik dan
Bengkel 45 tahun Laki-laki
Sumber: Pengumpulan Data
5.1.4. Pengumpulan Data Frekuensi untuk Masing-Masing Variabel
Data yang dikumpulkan adalah data frekuensi untuk satu bulan pada
periode tahun 2017 di PT. Darmasindo Inti Karet. Metode yang dilakukan
yaitu dengan metode pengamatan dan wawancara kepada pihak pabrik PT.
Darmasindo Inti Karet.
5.1.4.1. Pengukuran Nilai Variabel Aliran Bahan
Data frekuensi perpindahan aliran bahan antar departemen di PT.
Darmasindo Inti Karet selama satu bulan dapat dilihat pada Tabel 5.3. berikut.
Sebagai contoh dari bagian produksi ke dek penjemuran, perhitungan didasari
frekuensi perpindahan bahan yang terjadi selama satu bulan produksi dengan 26
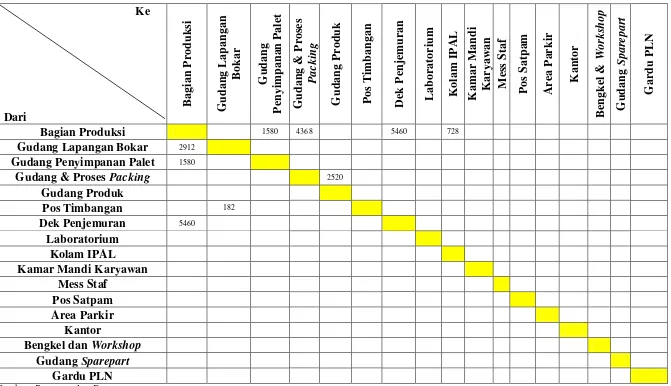
Tabel 5.3. Matriks Frekuensi Perpindahan Bahan per Bulan
Gudang Lapangan Bokar 2912 Gudang Penyimpanan Palet 1580
Gudang & Proses Packing 2520
Gudang Produk
Pos Timbangan 182
Untuk mempermudah pengolahan data, maka matriks ini harus
disimetriskan terlebih dahulu dengan cara menjumlahkan masing-masing nilai
frekuensi aliran bahan dari dua arah untuk departemen yang saling berpasangan.
Tabel 5.4. Matriks Frekuensi Perpindahan Bahan per Bulan yang Telah Dinormalkan
Gudang & Proses Packing 2520
5.1.4.2. Pengukuran Nilai Variabel Aliran Peralatan
Data frekuensi perpindahan aliran peralatan antar departemen di PT.
Tabel 5.5. Matriks Frekuensi Perpindahan Peralatan per Bulan
Gudang Lapangan Bokar 2912 Gudang Penyimpanan Palet 1580
Gudang & Proses Packing 4368 2520
Gudang Produk 2520
Pos Timbangan
Dek Penjemuran 5460 Laboratorium
Bengkel dan Workshop 52
Gudang Sparepart 52 2
Untuk mempermudah matriks ini disimetriskan terlebih dahulu dengan
cara menjumlahkan masing-masing nilai frekuensi aliran dari dua arah untuk
Tabel 5.6. Matriks Frekuensi Perpindahan Peralatan per Bulan yang Telah Dinormalkan
Gudang & Proses Packing 5040
Gudang Produk
5.1.4.3. Pengukuran Nilai Variabel Aliran Tenaga Kerja
Data frekuensi perpindahan aliran tenaga kerja antar departemen di PT.
Tabel 5.7. Matriks Frekuensi Perpindahan Tenaga Kerja per Bulan
Gudang & Proses Packing Gudang Produk
Area Parkir 11648
Kantor 1092 26
Bengkel dan Workshop
Gardu PLN 26 2
. Untuk mempermudah matriks disimetriskan terlebih dahulu dengan cara
menjumlahkan masing-masing nilai frekuensi alirandari dua arah untuk
Tabel 5.8. Matriks Frekuensi Perpindahan Tenaga Kerja per Bulan yang Telah Dinormalkan
Gudang Penyimpanan Palet 208 416 64
Gudang & Proses Packing
Gudang Produk 364 728 80
Pos Timbangan 286 572 56 572
Dek Penjemuran 52 104
Laboratorium 728
Kolam IPAL 832
Kamar Mandi Karyawan 312 1672
5.1.5. Layout Awal
Hasil perhitungan jarak antar departemen yang dilewati bahan, peralatan maupun
tenaga kerja dapat dilihat pada Tabel 5.9.
Tabel 5.9. Jarak Tempuh Bahan, Peralatan dan Tenaga Kerja Layout Awal
Departemen Jarak (m)
Gudang Bahan Baku Curah - Bagian Produksi 131
Gudang Bahan Baku In Bag- Bagian Produksi 282
Gudang Vitamin- Bagian Produksi 49
Gudang Garam- Bagian Produksi 90
Bagian Produksi-Gudang Produk Jadi 132
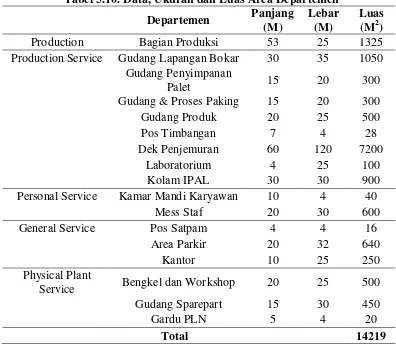
Ukuran tiap departemen beserta luas area dapat dilihat pada Tabel 5.10
Tabel 5.10. Data, Ukuran dan Luas Area Departemen Departemen Panjang
Production Service Gudang Lapangan Bokar 30 35 1050
5.2. Pengolahan Data
5.2.1. Perhitungan Rata-rata Pembobotan untuk Setiap Kriteria dan Alternatif
Dalam AHP, perhitungan rata-rata pembobotan dilakukan dengan
menggunakan rata-rata geometrik. Nilai rata-rata geometrik dianggap sebagai
hasil penilaian kelompok dari nilai-nilai yang diberikan oleh responden.Berikut
ini adalah contoh perhitungan rata-rata geometrik untuk elemen level 2 antara
kriteria bahan dan informasi.
Tabel 5.11. Matriks Perbandingan Berpasangan Level 2 Responden 1
Sumber : Pengumpulan Data
Contoh perhitungan rata-rata geometri hubungan K1 ke K2
Responden 1 : 3
Responden 2 : 2
Maka rata-rata geometrinya adalah:
=
= 2,6207
Dengan cara yang sama didapat rata-rata pembobotan untuk setiap elemen
(kriteria) dicari dan hasil rekapitulasinya dapat dilihat pada Tabel 5.12.
Tabel 5.12.Perhitungan Rata-rata Pembobotan untuk Elemen Level 2 Kriteria K1 K2 K3
K1 1,0000 2,6207 1,8171
K2 0,3816 1,0000 1,4422
K3 0,5503 0,6934 1,0000
Jumlah 1,9319 4,3141 4,2594 Sumber: Pengolahan Data
5.2.2. Perhitungan Bobot Parsial dan Konsistensi Matriks
Perhitungan rasio konsistensi dan konsistensi matriks menggunakan
rumus-rumus berikut ini (Saaty, 1994):
1. Perhitungan Rasio Konsistensi
Rasio Konsistensi = (Matriks Perhitungan Rata-Rata Pembobotan) x
(Vektor Bobot tiap baris)
2. Perhitungan Konsistensi Vektor
Konsistensi Vektor = (Rasio Konsistensi):(Bobot Parsial tiap baris)
4. Consistency Index (CI)
5. Consistency Ratio (CR)
Jawaban responden dianggap konsisten bila nilai CR < 0,1.
5.2.2.1.Perhitungan Bobot Parsial dan Konsistensi Matriks untuk Elemen Level 2 (Kriteria)
Perhitungan bobot parsial dari matriks perbandingan pasangan antar
kriteria, terlebih dahulu dilakukan penjumlahan pada masing-masing kolom
seperti yang terlihat pada Tabel 5.13.
Tabel 5.13. Penjumlahan Kolom Matriks Perbandingan Level 2 Kriteria K1 K2 K3
K1 1,0000 2,6207 1,8171
K2 0,3816 1,0000 1,4422
K3 0,5503 0,6934 1,0000
Total 1,9319 4,3141 4,2594 Sumber: Pengolahan Data
Setelah dilakukan penjumlahan, setiap kriteria dibagi dengan hasil
penjumlahan yang telah didapatkan seperti yang terlihat pada Tabel 5.14. Bobot
parsial dihitung dengan mencari nilai rata-rata dari tiap baris pada matriks
Tabel 5.14. Matriks Normalisasi dan Bobot Setiap Baris Elemen Level 2 Sumber: Pengolahan Data
Langkah-langkah pencarian nilai rasio konsistensi dan konsistensi matriks
adalah sebagai berikut.
1. Rasio konsistensi dicari dengan rumus sebagai berikut
=(Matriks Perhitungan Rata-rata Pembobotan) x (Vektor Bobot tiap Baris)
1,0000 2,6207 1,8171
2. Perhitungan Konsistensi Vektor
Nilai konsistensi vektor didapatkan melalui pembagian setiap nilai dari rasio
konsistensi dengan bobot dari masing-masing baris.
Konsistensi Vektor = (Rasio Konsistensi :Bobot Parsial setiap Baris)
0,3955 : 0,4005 = 0,9874
0,3376 : 0,3291 = 1,0256
0,2670 : 0,2704 = 0,9874
4. Perhitungan Consistency Index
5. Perhitungan Consistency Ratio
dimana nilai Random Consistency Index dari nilai n = 4 adalah 0,90
Nilai CR < 0,1 maka jawaban yang diberikan oleh responden konsisten.
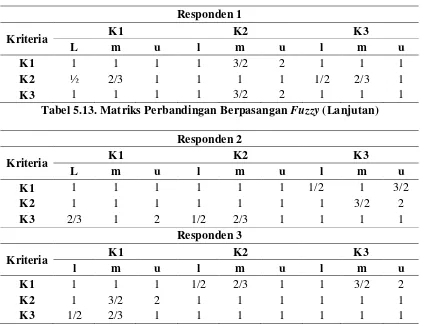
5.2.2.2. Konversi Matriks Perbandingan Berpasangan AHP ke Nilai Matriks Perbandingan Berpasangan Fuzzy
Nilai elemen di setiap perbandingan matriks perbandingan berpasangan
tegas (crisp) yang sudah diuji kekonsistensiannya dikonversikan menjadi nilai
Tabel 5.15. Matriks Perbandingan Berpasangan Fuzzy
Tabel 5.13. Matriks Perbandingan Berpasangan Fuzzy (Lanjutan) Responden 2
5.2.2.3. Perhitungan Bobot Lokal Fuzzy Level 2 (Kriteria)
Rata-rata geometris dari matriks perbandingan berpasangan antar kriteria
(level 2) dapat dilihat pada Tabel 5.16.
Tabel 5.16. Rata-rata Geometris Matriks Perbandingan Berpasangan Fuzzy
Berikut ini adalah perhitungan bobot lokal Fuzzy menggunakan Chang’s
Analysis Extent untuk level 2.
1. Perhitungan fuzzy synthetic extent value dengan rumus:
Pertama-tama dihitung terlebih dahulu
= (2,4871+2,5874+2,5874 ; 2,8736+3,0000+3,1447 ; 3,5198+3,5198+3,7022) = (7,6619; 9,0183; 10,7419)
= (1/10,7419) ; (1/9,0183) ; (1/7,6619)
= (0,0931 ; 0,1109 ; 0,1305)
K1 =
= (1,000+0,7937+0,7937; 1,000+1,0000+1,1447; 1,000+1,2599+1,4422) x (0,0931 ; 0,1109 ; 0,1305) = (0,2409 ; 0,2928 ; 0,3446)
K2 = (0,2409 ; 0,2793 ; 0,3277)
K3 = (0,2315 ; 0,2675 ; 0,3277)
2. Perhitungan degree of possibility dengan rumus:
V(M2≥ M1)
V(K1) = 1
V(K1 ≥ K2) = 1
V(K1 ≥ K3) = 1
V(K2) = 1
V(K2 ≥ K1) = karena
= 0,8492
V(K2 ≥ K3) = 1
V(K3) = 1
V(K3 ≥ K1) = 0,7747
V(K3 ≥ K2) = 0,8806
Penentuan vektot terbobot (V) :
V (K1 ≥ K2; K3) = Min (1;1;1) = 1,0000
V (K2 ≥ K1; K3) = Min (1;0,8492;1) = 0,8492
V (K3 ≥ K1; K2) = Min (1;0,7747; 0,8806) = 0,7747
Normalisasi vektor terbobot (W)
W K1 = 1,0000 / (1,0000 + 0,8492 + 0,7747) = 0,3787
W K2 = 0,8492 / (1,0000 + 0,8492 + 0,7747) = 0,3279
W K3 = 0,7747 / (1,0000 + 0,8492 + 0,7747) = 0,2934
Tabel 5.17. Normalisasi Vektor Terbobot Level 2 (Kriteria)
Kriteria W
K1 0,3787
K2 0,3279
K3 0,2934
Sumber: Pengolahan Data
5.2.3. Proses Penyusunan Fungsi Keanggotaan untuk Masing-masing Variabel
Setelah didapatkan hasil pengukuran, maka hasil pengukuran tersebut
dikonversikan ke dalam bentuk variabel linguistik. Untuk itu diperlukan sebuah
5.2.3.1. Penyusunan Fungsi Keanggotaan Variabel Aliran Bahan
Sebelum menentukan fungsi keanggotaan, maka ditentukan variabel
linguistik yang akan digunakan terlebih dahulu. Untuk variabel aliran bahan
digunakan variabel linguistik yang ditunjukkan pada Tabel 5.18. berikut.
Tabel 5.18. Variabel Linguistik untuk Variabel Aliran Bahan
Variabel Aliran Bahan
Variabel Linguistik
Sangat Tinggi Tinggi Sedang Rendah Sangat Rendah
Sumber: Pengolahan Data
Langkah selanjutnya melakukan penyusunan fungsi keanggotaan dengan
metode langsung satu pakar (direct method with one expert) yang terlebih
dahulu menentukan himpunan semestanya yaitu [0 10068]. Sedangkan untuk
bobot variabel ditampilkan menggunakan bilangan Fuzzy Triangular (TFN)
pada Gambar 5.3. dengan fungsi:
Sangat Rendah : (-∞,0, 2517)
Rendah : (0, 2517,5034)
Sedang : (2517, 5034,7551)
Tinggi : (5034, 7551,10068)
0 2517 5034 7551 10068 Sangat
Rendah Rendah Sedang Tinggi
Sangat Tinggi
Gambar 5.3. Fungsi Keanggotaan Variabel Aliran Bahan
5.2.3.2. Penyusunan Fungsi Keanggotaan Variabel Aliran Peralatan
Sebelum menentukan fungsi keanggotaan, maka ditentukan variabel
linguistik yang akan digunakan terlebih dahulu. Untuk variabel aliran peralatan
digunakan variabel linguistik yang ditunjukkan pada Tabel 5.19. berikut.
Tabel 5.19. Variabel Linguistik untuk Variabel Aliran Peralatan
Variabel Aliran Peralatan
Variabel Linguistik
Sangat Tinggi Tinggi Sedang Rendah Sangat Rendah
Sumber: Pengolahan Data
Langkah selanjutnya melakukan penyusunan fungsi keanggotaan dengan
metode langsung satu pakar (direct method with one expert) yang terlebih
dahulu menentukan himpunan semestanya yaitu [0 20148]. Sedangkan untuk
Bobot Variabel ditampilkan menggunakan bilangan Fuzzy Triangular (TFN)
Sangat Rendah : (-∞,0,5037)
Rendah : (0, 5037,10074)
Sedang : (5037, 10074,15111)
Tinggi : (10074, 15111,20148)
Sangat Tinggi : (15111, 20148, ∞)
0 5037 10074 15111 20148
Sangat
Rendah Rendah Sedang Tinggi
Sangat Tinggi
Gambar 5.4. Fungsi Keanggotaan Variabel Aliran Peralatan
5.2.3.3. Penyusunan Fungsi Keanggotaan Variabel Aliran Tenaga Kerja
Sebelum menentukan fungsi keanggotaan, maka ditentukan variabel
linguistik yang akan digunakan terlebih dahulu. Untuk variabel aliran tenaga kerja
digunakan variabel linguistik yang ditunjukkan pada Tabel 5.20. berikut.
Tabel 5.20. Variabel Linguistik untuk Variabel Aliran Tenaga Kerja
Variabel Aliran Tenaga Kerja
Variabel Linguistik
Sangat Tinggi Tinggi Sedang Rendah Sangat Rendah
Sumber: Pengolahan Data
metode langsung satu pakar (direct method with one expert) yang terlebih
dahulu menentukan himpunan semestanya yaitu [0 1680]. Sedangkan untuk Bobot
Variabel ditampilkan menggunakan bilangan Fuzzy Triangular (TFN) pada
Gambar 5.5. dengan fungsi:
Sangat Rendah : (-∞,0,420)
Rendah : (0, 420,840)
Sedang : (420, 840,1260)
Tinggi : (840, 1260,1680)
Sangat Tinggi : (1260, 1680, ∞)
0 420 840 1260 1680
Sangat
Rendah Rendah Sedang Tinggi
Sangat Tinggi
Gambar 5.5. Fungsi Keanggotaan Variabel Aliran Tenaga Kerja
5.2.4. Konversi Nilai Variabel ke dalam Variabel Linguistik
Hal ini dilakukan setelah mendapatkan nilai masing-masing nilai
variabel, yaitu melakukan pengkonversian masing-masing nilai variabel ke dalam
variabel linguistik dengan nilai derajat keanggotaan masing-masing variabel (µ).