5 2.1. Total Productive Maintenance (TPM)
Total Productive Maintenance (TPM) membawa ide productive maintenance satu langkah lebih maju melampaui metode maintenance tradisional dengan melibatkan semua karyawan dalam pengelolaan peralatan. Tujuan dari TPM adalah mengeliminasi total dari semua losses dengan menggunakan tolok ukur Overall Equipment Effectiveness (Davis, 1995).
2.1.1. Losses
Losses merupakan hal yang biasa terjadi dalam proses produksi. Berikut ini merupakan jenis – jenis dari losses, yaitu :
• Chronic losses
Chronic losses adalah kerugian-kerugian kronis yang diakibatkan oleh menurunnya efektifitas peralatan dari nilai optimalnya.
• Sporadic losses
Sporadic losses adalah kerugian yang muncul secara tidak tetap dan dampaknya jauh lebih besar dari loss yang terjadi secara kronis. Sporadic losses biasanya diakibatkan oleh perubahan pemakaian raw material, perubahan kondisi operasi, dan lain - lain.
Losses yang terjadi pada umumnya disebabkan oleh beberapa sebab beriku ini:
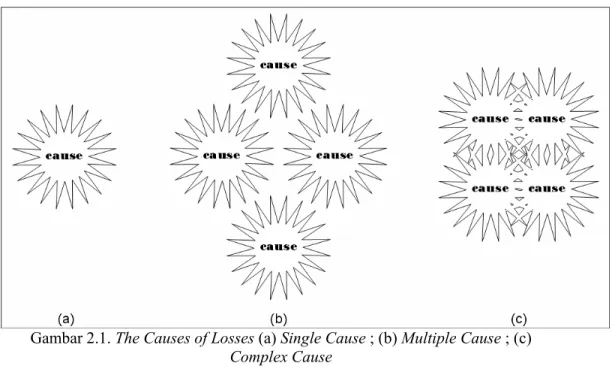
• Single cause, seperti rusaknya conveyor, salah supply raw material, salah operasi dan sebagainya. Single cause yang tidak cepat diatasi biasanya menyebabkan terjadinya sporadic losses.
• Multiple cause adalah gabungan dari beberapa single cause yang muncul secara bersamaan. Hal ini disebabkan karena perubahan kelembaban, perubahan temperatur, atau karena kondisi pengoperasiannya.
• Complex cause adalah kombinasi khusus dari multiple cause yang muncul karena kebetulan dan jarang terjadi. Complex cause ini yang menyebabkan terjadinya chronic losses.
Gambar 2.1. The Causes of Losses (a) Single Cause ; (b) Multiple Cause ; (c) Complex Cause
2.1.2. Kecacatan yang Tersembunyi
Kecacatan yang bersifat tersembunyi dan tidak dapat diidentifikasi untuk beberapa alasan tertentu. Berikut ini beberapa contohnya:
• Peralatan terkontaminasi oleh debu, kotoran, atau benda asing lainnya sehingga kecacatan tidak tampak dari luar.
• Area kritis dari peralatan tidak bisa dilihat secara mudah oleh postur orang. Hal ini disebabkan konfigurasi peralatan yang jelek.
• Adanya safety cover yang berlebihan menyebabkan pekerja menjadi malas untuk membuka karena memerlukan waktu dan usaha lebih keras. Hal ini menyebabkan keadaan mesin yang terdapat di dalamnya tidak teridentifikasi.
• Peralatan dan mesin yang ada tidak didesain dengan pertimbangan kemudahan inspeksi dan cleaning.
2.1.3. Enam Kerugian Utama (Six Big Losses)
Tujuan dari perhitungan six big losses ini adalah untuk mengetahui nilai efektivitas keseluruhan (Overall Equipment Effectiveness / OEE). Dari nilai OEE ini dapat diambil langkah – langkah untuk memperbaiki atau mempertahankan nilai tersebut. Keenam kerugian tersebut dapat digolongkan menjadi tiga macam, yaitu (Tajiri & Gotoh, 1992) :
a. Availability, terdiri dari :
• Breakdown losses yaitu kerugian yang disebabkan adanya kerusakan peralatan yang memerlukan suatu perbaikan. Kerugian ini, sebagai contoh, terdiri dari downtime yang dialami pekerja dan waktu perbaikan dari peralatan.
• Setup and adjusment losses disebabkan karena adanya perubakan kondisi operasi, seperti kegiatan setup dan penyesuaian tiap shift. Kerugian ini, sebagai contoh, terdiri dari downtime, setup (perubahan peralatan, penggantian cetakan, dan perkakas), start up, dan pengaturan mesin.
Rumus yang digunakan adalah :
% ) 100
( x
Loadtime Downtime Loadtime
ty
Availabili = − (2.1)
Dengan :
- Downtime = breakdown time + setup and adjustment time
- Loadtime = planned production time – breaks – planned maintenance time
b. Performance rate, terdiri dari :
• Minor stoppage losses disebabkan oleh kejadian – kejadian seperti pemberhentian mesin sejenak, kemacetan mesin, dan idle time dari mesin.
Kenyataannya, kerugian ini tidak dapat dideteksi secara langsung tanpa adanya alat pelacak. Ketika operator tidak dapat memperbaiki pemberhetian yang bersifat minor stoppage dalam waktu yang telah ditentukan, dapat dianggap sebagai suatu breakdown.
• Speed losses yaitu kerugian karena mesin tidak bekerja optimal (kecepatan kerja mesin berkurang) sesuai dengan teoritisnya. Pada kecepatan yang lebih tinggi, secara teoritis akan terjadi penurunan kualitas dari produk.
Rumus yang digunakan adalah :
time given capacity x
run time
produced quantitiy
Rate e Performanc
/ )
= ( x 100% (2.2)
run time
speed reduced stoppages
or run
Rate time e
Performanc = ( −min − ) x 100% (2.3)
Dengan :
- Optimal cycle time = kecepatan aktual mesin
- Operating time = waktu permesinan + waktu pengangkutan dari dan ke mesin tersebut + waktu penggantian komponen rusak
c. Quality, terdiri dari :
• Quality defect and rework losses yaitu kerugian karena produk tidak berada di dalam batas spesifikasi atau kecacatan produksi yang terjadi pada operasi normal. Produk seperti ini harus dibuang atau diproduksi ulang. Kerugian ini meliputi biaya tenaga kerja untuk melakukan rework dan biaya dari material yang dibuang.
• Yield losses disebabkan material yang tidak terpakai atau sampah bahan baku. Yield losses dibagi menjadi dua bagian. Yang pertama berupa sampah bahan baku yang disebabkan dari kesalahan desain, metode manufaktur, dan peralatan yang mengalami gangguan. Yang kedua adalah kerusakan produksi yang disebabkan oleh adanya proses adjusting mesin dan juga pada saat mesin melakukan pemanasan (belum pada kondisi kerja yang stabil).
Rumus yang digunakan adalah :
produced Amount
d reprocesse Amount
defect Amount produced
Amount
Quality=( − − ) (2.4)
Adapun rumusan di atas dapat dituangkan ke dalam rumusan berikut yang lebih mudah untuk digunakan dalam perhitungan :
Time Operating Planned
Time Operating Actual
ty Availabili
= (2.5)
Output et
T
Output Actual
e Performanc
arg
= (2.6)
Output Total
Output Quality Good
= (2.7)
Dari keseluruhan data yang ada dapat diperoleh :
OEE = Availablity(%) x Performance Rate(%) x Total Yield(%) (2.8)
2.1.4. Cara Meningkatkan OEE
2.1.4.1. Proyek Peningkatkan Nilai Availability – Mengurangi Waktu Changeover Peningkatan availability dapat dilakukan dengan mengurangi waktu pergantian dari suatu aktivitas ke aktivitas lain (changeover). Ada tiga aspek utama dari changeover dari bagian mesin (part) yang perlu diperhatikan dalam proyek ini, yaitu :
1. Metode dalam mengatasi changeover, termasuk semua fasilitas yang diperlukan.
2. Desain dari peralatan dan cara penggabungannya dalam suatu mesin.
3. Bagaimana perencanaan penggantian dari suatu part ke part lain.
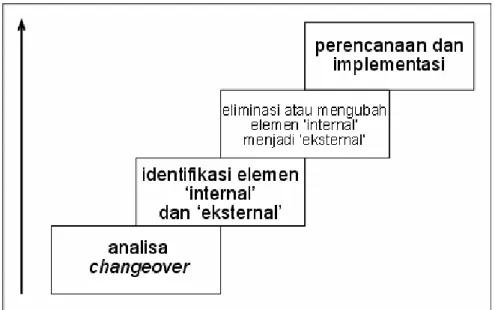
Langkah – langkah dalam menjalankannya adalah sebagai berikut : 1. Mengidentifikasi peralatan dan part yang menjadi permasalahan besar, 2. Mempelajari cara melakukan changeover.
3. Mendaftar setiap elemen dari changeover.
4. Menghitung waktu tiap elemen dari changeover.
5. Mengidentifikasi elemen dari changeover yang bersifat ‘internal’ (dilakukan pada permesinan dan menghentikan proses produksi).
6. Mengidentifikasi elemen dari changeover yang bersifat ‘eksternal’ (dilakukan tidak pada permesinan dan tidak menghentikan proses produksi).
7. Membuat pertanyaan untuk tiap elemen dari changeover – Apakah dapat dihilangkan? Bagaimana caranya agar waktu changeover dapat dikurangi?
Dapatkah mengubah elemen ‘internal’ menjadi elemen ‘eksternal’?
8. Memutuskan solusi terbaik dan mengidentifikasi aksi yang diperlukan.
9. Merencanakan waktu pelaksanaan dan hal – hal yang dibutuhkan untuk mengimplementasikannya.
10. Mengimplementasikan aksi dan hasil pengukuran.
Gambar 2.2. Langkah – langkah Utama Availability Improvement Project
Biasanya hasil dari metode yang telah diperbaiki ini dapat mengurangi waktu changeover sampai dengan separuh. Proyek ini dapat memberikan perbaikan dalam waktu changeover yang akan berdampak pula pada availability dari permesinan.
2.1.4.2. Proyek Peningkatan Nilai Performance – Mengurangi Cycle Time
Jika hasil dari proses produksi berada jauh di bawah harapan, hendaknya segera dicari penyebab yang mungkin dari permasalahan itu. Untuk dapat mencapainya ada beberapa tahapan yang harus dilalui, yaitu :
1. Mendaftar setiap aktivitas yang terjadi pada siklus operasi. Yang termasuk di dalamnya adalah semua kegiatan permesinan, proses produksi, kegiatan operator, delay, dan segala hal sedetail mungkin jika perlu.
2. Jika memungkinkan, hitung waktu tiap aktivitas. Pengambilan waktu hendaknya dilakukan berulang kali pada hari dan operator yang berbeda – beda.
3. Menganalisa aktivitas dan waktunya, melihat kecenderungan dan variasi yang terjadi. Selain itu identifikasi aktivitas yang paling sering terjadi dalam suatu cycle time.
4. Berdasarkan analisa ini, permasalahan yang sering menghentikan operasi permesinan dapat diketahui.
5. Menentukan akar dari permasalahan.
6. Cari opsi yang mungkin dan cost-effective solution sebanyak – banyaknya.
7. Rencanakan dan implementasikan peningkatan ini.
2.1.4.3. Proyek Peningkatan Nilai Quality – Proses Pembuktian Kesalahan
Pencegahan dari defect pada bahan baku merupakan dasar dari sebagian besar bisnis manufaktur tingkat dunia, dan ‘poka yoke’ atau pembuktian kesalahan merupakan pendekatan untuk menghilangkan permasalahan kualitas.
Poka yoke berhubungan pada proses produksi yang melibatkan sedikit interaksi dengan pekerja. Tujuannya adalah untuk memastikan segala sesuatunya berjalan dengan benar. Langkah pertama yang diambil adalah dengan mengidentifikasi lantai produksi di mana sering terjadi permasalahan. Dalam melakukan perbaikan, tim pelaksana melakukan investigasi bagaimana cara agar part tidak tersusun dalam posisi yang salah. Jika tidak ada solusi yang diperoleh, maka dapat ditanyakan ‘jika kesalahan timbul, bagaimana caranya agar kesalahan dapat dideteksi sebelum produk jadi mengalami defect ?’. Jika tidak mungkin untuk memungkinkan untuk melakukan pencegahan terhadap defect, maka hal yang dapat diusahakan adalah mengidentifikasi defect sebelum menuju proses selanjutnya. Ada banyak jenis alat poka yoke dengan 3 aksi utama. Aksi utama dari alat poka yoke adalah :
1. Pencegahan terjadinya kesalahan dari proses produksi.
2. Pendeteksian kesalahan yang muncul dan menggunakan indikator jika kesalahan terjadi, seperti suara alarm.
3. Pendeteksian kesalahan yang muncul dan mencegah proses produksi berlanjut, seperti mengeluarkan sensor yang memberikan signal pada kontrol mesin sehingga proses terhenti.
2.2. Fishbone Diagram
Statistical Process Control (SPC) merupakan suatu alat untuk menggambarkan suatu keadaan ke dalam grafik atau gambar. SPC memiliki tujuh alat dasar (seven tools) yang terdiri dari histogram, check sheet, pareto chart,
cause and effect diagram, diagram konsentrasi cacat, scatter diagram, dan control chart.
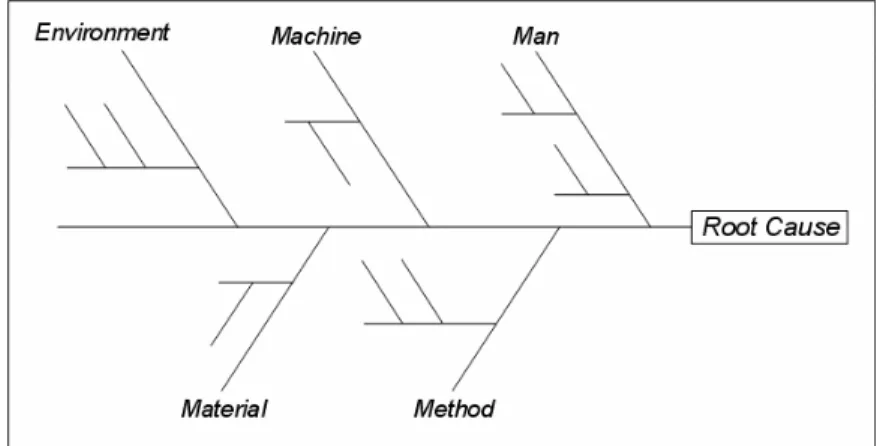
Fishbone diagram, atau cause and effect diagram, adalah suatu diagram yang menggambarkan permasalahan utama yang dibahas dengan menunjukkan penyebab-penyebab apa saja yang menimbulkan terjadinya permasalahan utama. Permasalahan utama dituliskan pada garis horizontal yang dianggap sebagai garis utama dari fishbone diagram.
Penyebab utama dari permasalahan dituliskan pada garis yang secara langsung menuju pada garis horizontal. Kemudian setiap penyebab utama dianalisa sehingga diperoleh penyebab – penyebab sekunder. Penyebab sekunder dituliskan pada garis yang secara langsung menuju pada garis penyebab utama.
Fishbone diagram menggambarkan penyebab – penyebab permasalahan yang mungkin terjadi. Biasanya penyebab utama terdiri terdiri dari 5 kategori yaitu man, material, machine, method, dan environment.
Gambar 2.3. Fishbone Diagram 2.3. Ergonomi
Ergonomi berasal dari bahasa Latin, yaitu dari kata ergon yang berarti kerja dan nomos yang berarti aturan, prinsip, atau kaidah. Berdasarkan asal katanya, ergonomi berarti studi tentang aspek – aspek manusia dalam lingkungan kerjanya ditinjau secara anatomi, fisiologi, psikologi, engineering, manajemen, dan desain/ perancangan. Ergonomi berfokus pada faktor – faktor manusia.
Prinsip utamanya adalah ‘fitting the task/job to the man’ (menyesuaikan pekerjaan terhadap manusia).
Cormick dan Sanders melakukan pendekatan ergonomi dalam 3 hal utama, yaitu:
1. Fokus utama
Fokus utama dari ergonomi adalah mempertimbangkan unsur dari manusia dalam merancang suatu objek, prosedur kerja, dan lingkungan kerja.
2. Tujuan
Hal utama yang menjadi sasaran ergonomi adalah meningkatkan optimasi, efektivitas, dan efisiensi kerja yang dihasilkan oleh sistem yang menggabungkan unsur manusia dan mesin dengan mempertahankan unsur kenyamanan serta kesehatan kerja sebaik mungkin.
3. Pendekatan utama
Pendekatan utama dari ergonomi adalah dengan menggunakan data yang tersedia pada perancangan sistem maupun prosedur.
Dalam perancangan sistem yang ergonomis, ada lima prinsip yang perlu dipertimbangkan, yaitu :
1. Usahakan agar mesin disesuaikan dengan manusia dan bukan sebaliknya.
2. Meminimalkan persentase hal – hal yang ada di luar rancangan.
3. Merancang pekerjaan agar semakin bersifat kognitif serta kurang menggunakan fisik.
4. Menekankan pentingnya komunikasi.
5. Menggunakan mesin guna memperbesar kemampuan manusia.
Ergonomi dapat dikelompokkan dalam 4 bidang penyelidikan, yaitu : 1. Penyelidikan tentang tampilan (display)
Display adalah suatu perangkat antara (interface) yang menyajikan informasi tentang lingkungan dan mengkomunikasikannya pada manusia dalam bentuk tanda, angka, lambang, dan sebagainya.
2. Penyelidikan tentang kekuatan fisik manusia
Penyelidikan ini bertujuan untuk mengukur kekuatan serta ketahanan fisik manusia pada saat kerja.
3. Penyelidikan tentang ukuran tempat kerja berdasarkan ukuran tubuh manusia Penyelidikan ini bertujuan untuk mendapatkan rancangan tempat kerja yang sesuai dengan ukuran tubuh manusia.
4. Penyelidikan tenang lingkungan kerja
Penyelidikan ini merupakan penyelidikan kondisi lingkungan fisik tempat kerja dan fasilitas kerja.
Ada beberapa disiplin ilmu yang terlibat dalam ergonomi, yaitu : 1. Anatomi dan fisiologi (ilmu tentang struktur dan fungsi tubuh manusia).
2. Antropometri (ilmu tentang ukuran tubuh manusia).
3. Fisiologi psikologi (ilmu tentang sistem saraf dan otak).
4. Psikologi eksperimen (ilmu tentang perilaku manusia).
2.4. Antropometri
Antropometri berasal dari bahasa Latin, yaitu dari kata antropos yang berarti manusia dan metrikos yang berarti pengukuran. Berdasarkan asal katanya, antropometri berarti suatu ilmu yang secara khusus berkaitan dengan pengukuran tubuh manusia yang digunakan untuk menentukan perbedaan pada individu, kelompok, dan sebagainya.
Di samping itu, ada beberapa pengertian lain yang diutarakan oleh beberapa ahli di bidang ini, yaitu :
• Antropometri adalah suatu ilmu yang berkaitan dengan pengukuran dimensi dan cara untuk mengaplikasikan karakteristik tertentu dari tubuh manusia (Jhon A.Roebuck, Jr., 1994).
• Antropometri adalah satu kumpulan data numerik yang berhubungan dengan karakteristik fisik tubuh manusia, ukuran, bentuk, dan kekuatan, serta penerapan dari data tersebut untuk penanganan masalah desain (Stevenson, 1989).
Ada beberapa faktor yang mempengaruhi ukuran tubuh manusia, yaitu : 1. Usia
Tubuh manusia mengalami pertumbuhan sampai usia sekitar 20 tahun, statis, dan mulai menyusut pada usia sekitar 40 tahun.
2. Jenis kelamin
Dimensi tubuh laki – laki umumnya lebih besar dibandingkan dimensi tubuh wanita.
3. Suku bangsa (etnis)
Rumpun Asia pada umumnya memiliki postur tubuh lebih kecil dibandingkan rumpun – rumpun lainnya. Hal ini dipengaruhi oleh faktor genetika.
4. Posisi tubuh (postur)
Dikenal ada dua macam pengukuran postur tubuh, yaitu : a. Pengukuran dimensi struktur tubuh
Dalam pengukuran ini, tubuh diukur dalam berbagai posisi standar dan tidak bergerak (static anthropometry).
b. Pengukuran dimensi fungsional tubuh
Dalam pengukuran ini, tubuh diukur saat berfungsi / melakukan gerakan – gerakan tertentu yang berkaitan dengan kegiatan yang harus diselesaikan (dynamic anthropometry).
Contoh: dalam perancangan kursi mobil, tubuh seseorang diukur pada saat melakukan gerakan – gerakan, seperti memegang kopling, memegang stir mobil, dan sebagainya.
Dalam mengambil data antropometri, ada beberapa ketentuan yang harus diperhatikan, yaitu :
• Berapa besar sample yang harus diambil.
• Haruskah tiap sample dibatasi dalam kelompok / segmentasi yang homogen.
• Apakah data antropometri sudah tersedia.
• Bagaimana toleransi terhadap variasi ukuran dalam populasi.
Menurut Sutalaksana, terdapat tiga prinsip umum dalam menggunakan data antropometri untuk proses perancangan :
1. Perancangan fasilitas berdasarkan individu ekstrim
Perancangan ini dilakukan jika nilai maksimum atau minimum dari pengukuran yang dilakukan dapat mengakomodasi semua orang yang menggunakannya.
2. Perancangan dengan sistem ‘ bisa disesuaikan’
Inti dari perancangan ini adalah merancang sistem yang memiliki bagian yang dapat disesuaikan dengan individu yang menggunakannya.
3. Perancangan berdasarkan nilai rata – rata
Hal ini dilakukan bila perancangan berdasarkan individu ekstrim tidak mungkin dilakukan dan tidak praktis untuk perancangan dengan prinsip penyesuaian.
Pengambilan data antropometri ada beberapa tahap, yaitu : 1. Tentukan dimensi tubuh yang diperlukan dalam perancangan.
2. Definisikan populasi yang akan menggunakan peralatan / fasilitas tersebut.
3. Tentukan prinsip perancangan yang digunakan (perancangan ekstrim, disesuaikan, atau rata – rata).
4. Gunakan data antropometri yang tepat untuk populasi tersebut dan pilih nilai yang relevan.
5. Ukur dan lakukan pengujian.
6. Tentukan nilai persentil dan nilai yang tepat untuk ukuran rancangan.