Studi Literatur
Pemilihan Proses pengecoran
Pengadaan alat
Direct Chill Casting Permanent Mold Cating
Peleburan Logam
Peleburan Logam
Penuangan Penuangan
Pembuatan Spesimen Pembuatan Spesimen
Pengeluaran Ingot Pengeluaran Ingot
Rancangan Eksperimen Rancangan Eksperimen
Pengujian: Pengujian:
- kekerasan dengan Rockwell B - kekerasan dengan Rockwell B
- kekuatan tarik - kekuatan tarik - strukturmikro - strukturmikro
A
A
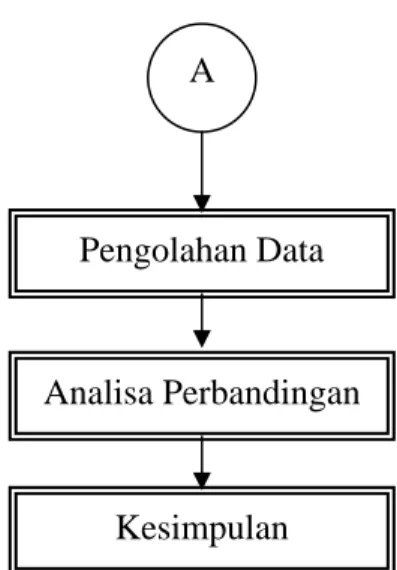
Analisa Perbandingan
Kesimpulan Pengolahan Data
Gambar 3.1 Diagram Alir Penelitian
Tujuan dari penelitian ini adalah membandingkan dan menganalisa produk silinder pejal (round) hasil pengecoran proses direct chill casting dengan permanent mold casting.
3.1 Metode Direct Chill Casting
Metode pengecoran direct chill casting adalah proses pengecoran dimana pada proses pembentukan benda kerja yang pejal dan panjang yang langsung didinginkan dengan menggunakan media pendingin air. Hasil dari proses pengecoran ini adalah benda kerja yang pejal dan panjang, panjang dari benda kerja dibatasi oleh kapasitas mesin.
3.1.1 Persiapan Mesin Direct Chill Casting
Pada awalnya dilakukan pembuatan alat dengan suatu mekanisme untuk menghasilkan produk silinder pejal. Mekanisme ini terdiri dari kerangka yang kokoh, pompa air sebagai penyemprot air yang di gunakan sebagai pendingin, motor, pulley dan belt, sproket dan rantai, dan 2 buah batang berulir yang dihubungkan sedemikian rupa yang digunakan untuk menggerakkan bottom block sehingga dapat bergerak naik dan turun dengan kecepatan tertentu. Bottom block ini berguna untuk menarik alumunium saat dalam kondisi lumpur (mushy).
Bottom Block Poros
Berulir
Sproket dan Rantai
Selang Air
Motor Pulley dan
Belt Reducer
Gambar 3.2 Mesin Direct Chill Casting
Jenis cetakan yang dipakai adalah cetakan permanen yang terbuat dari baja karbon. Cetakan ini memiliki bentuk seperti gambar dibawah ini:
Gambar 3.3 Cetakan Direct Chill Casting
Untuk menyemprotkan air digunakan spuyer yang memiliki 16 lubang secara melingkar. Semprotan air ini diarahkan ke bagian keluaran cetakan yang
digunakan untuk mendinginkan aluminium sesaat setelah ditarik oleh bottom block keluar dari cetakan.
Gambar 3.4 Lubang Nosel 3.1.2 Setting dan Start Awal Alat
Berikut ini adalah tahapan sebelum melakukan proses pengecoran direct chill casting:
Menentukan dan mengatur kecepatan turun bottom block dengan menggunakan inverter. Pada inverter ini terdapat potensio untuk mengatur variabel putaran motor.
Menyetel putaran keran untuk mengatur debit air yang disemprot pada cetakan.
Mengatur arah semprotan air agar mengenai bagian bawah cetakan.
Menaikkan bottom block hingga menyentuh bagian bawah cetakan.
3.2 Metode Permanent Mold Casting
Metode pengecoran permanent mold casting adalah proses pengecoran dimana pada proses pembentukan benda kerja menggunakan cetakan logam dan didinginkan secara perlahan menggunakan media pendinginan udara.
3.2.1 Persiapan Permanent Mold Casting
Dibuatkan suatu cetakan yang terbuat dari bahan besi cor dengan bentuk batang berbentuk silinder pejal. Cetakan logam tersebut merupakan cetakan belah
sehingga cukup mudah pada proses pembongkaran untuk mengeluarkan produk cor.
Gambar 3.5 Permanent Mold Casting
Selain membuat cetakan, dibuatkan landasan untuk menutup salah satu ujung cetakan dan klem yang digunakan untuk menyatukan cetakan belah tersebut.
Gambar 3.6 Landasan dan Klem
3.2.2 Setting dan Start Awal Permanent Mold Casting
Langkah pertama yang dilakukan adalah memberi lapisan molybdenum pada permukaan bagian dalam cetakan yang berfungsi sebagai lapisan pemisah antara logam cair dan cetakan hal ini bermanfaat untuk mempermudah pada proses pembongkan, yaitu pengeluaran produk cor dari cetakan. Perakitan dilakukan dengan menyatukan kedua cetakan belah di atas landasan yang kemudian diikat
menggunakan klem hingga tidak terdapat celah pada permukaan cetakan yang disatukan. Setelah cetakan dirakit, cetakan dipanaskan yang berfungsi untuk menghilangkan kelembaban pada cetakan dengan cara meletakkan cetakan di sekitar dapur crucible dengan tujuan memperoleh panas dari dapur tersebut.
Gambar 3.7 Permanent Mold Casting Yang Siap Digunakan
3.3 Proses Pengecoran
Pada proses pengecoran ini akan dilakukan proses peleburan alumunium dan penuangan ke dalam cetakan. Alumunium yang digunakan adalah alumunium silicon [Lampiran 1]
3.3.1 Proses Peleburan Alumunium
Persiapan yang dilakukan sebelum melakukan peleburan:
Pemeriksaan dan pembersihan dari tungku (crucible). Hal ini dilakukan untuk menghindari penambahan unsur lain yang tidak diinginkan. Selain itu juga dilakukan pemeriksaan tungku terhadap kemungkinan adanya retak yang dapat mengakibatkan kebocoran saat peleburan logam alumunium.
Pengisian bahan bakar minyak tanah dan pemeriksaan kondisi dan posisi blower. Posisi blower ini perlu diperhatikan agar api yang disemburkan dapat memanaskan tungku secara baik. Pemanasan yang baik biasanya api dapat memutari tungku serta pada bagian atas tungku tampak jilatan–jilatan api.
Pemeriksaan dan pembersihan ladle. Ladle adalah alat bantu untuk mengambil logam cair dari tungku ke dalam cetakan.
Gambar 3.8 Dapur Peleburan Logam (crucible)[8]
Setelah selesai melakukan proses persiapan maka siap melakukan proses peleburan. Berikut ini adalah langkah–langkah proses peleburan:
1. Ingot aluminium dipotong menjadi beberapa bagian yang tidak terlalu besar. Kemudian ingot dimasukkan ke dalam tungku dalam jumlah secukupnya.
2. Kemudian membuka saluran bahan bakar dan menyalakan panel untuk menjalankan blower.
3. Setelah ± 1,5 jam maka temperatur logam alumunium diperiksa dengan menggunakan termokopel. Temperatur yang dikehendaki dalam proses ini adalah 750 oC, 775 oC dan 800 oC.
Gambar 3.9 Termokopel
Gambar 3.10 Peleburan Alumunium
4. Saat akan mencapai temperatur yang dikehendaki, aluminium cair diberi degasser agar pengotor berada di bagian atas sehingga memudahkan untuk pengambilan slag.
Gambar 3.11 Slag yang Terbentuk
5. kemudian blower dimatikan sehingga proses peleburan selesai.
3.4 Penuangan Logam Cair
Setelah aluminium mencair mencapai temperature yang diinginkan dan telah bersih dari slag, maka aluminium tersebut segara dituang.
3.4.1 Direct Chill Casting
Proses penuangan aluminium cair ke dalam cetakan dilakukan secara kontinu namun setetes demi setetes. Setelah beberapa tetesan alumunium ke dalam cetakan kira-kira setinggi ¼ dari ketinggian cetakan, pendingin air segera dinyalakan dan bottom block segera digerakkan ke bawah dengan kecepatan turun
tertentu. Penuangan alumunium ke dalam cetakan diusahakan secara kontinu namun tidak melebihi ¾ bagian dari tinggi cetakan.
Gambar 3.12 Proses penuangan
3.4.2 Permanent Mold Casting
Cetakan permanent yang telah dipanaskan diletakkan sedekat mungkin dengan dapur peleburan untuk menghindari penurunan temperatur yang terlalu besar. Aluminium cair di tuang melalui rongga bagian atas cetakan, diisi hingga penuh kemudian dibiarkan dingin dengan media pendinginan udara.
3.5 Pembongkaran
3.5.1 Direct Chill Casting
Produk cor dikeluarkan dari mesin dengan cara melepas produk cor dari bottom block dengan melepas baut yang tertanam di dalam produk cor.
Gambar 3.13 Produk Direct Chill Casting
3.5.2 Permanent Mold Casting
Produk cor dikeluarkan dari cetakan dengan cara melepas klem kemudian membuka cetakan belah.
Gambar 3.14 Produk Permanent Mold Casting
3.6 Rancangan Eksperimen
Rancangan eksperimen berguna untuk meningkatkan kinerja dari proses produksi. Secara umum suatu eksperimen dapat diartikan sebagai sebuah atau sekumpulan tes yang dilakukan melalui percobaan–percobaan yang terencana, baik terhadap variabel input dari suatu proses atau sistem sehingga kita dapat menyelidiki dan mengetahui penyebab dari perubahan-perubahan output sebagai respon dari eksperimen tersebut.
Dalam rancangan eksperimen tersebut terdapat tiga faktor dan tiga level yang mempengaruhi hasil produk cor yaitu faktor temperature dengan level-nya yaitu temperatur 750oC, 775oC , 800oC. Faktor posisi yang mempengaruhi kekerasan yaitu posisi vertikal yang level-nya adalah potongan atas, tengah dan bawah, sedangkan posisi horizontal level-nya adalah bagian tepi, tengah dan pusat.
3.7 Pengujian
3.7.1 Pengujian Kekerasan
Pengujian ini dilakukan dengan untuk mengetahui distribusi angka kekerasan pada penampang melintang bagian tepi, tengah dan pusat. Dengan mengetahui angka kekerasan, maka dapat dilihat pengaruh dari adanya kecepatan turun bottom block dan temperatur tuang pada penampang melintang produk di beberapa ketinggian terhadap kekerasan spesimen.
tepi
tengah
pusat
Gambar 3.15 Posisi pengindentasian spesimen uji.
Berikut ini adalah alat dan bahan yang digunakan untuk pengujian kekerasan:
Gergaji untuk memotong alumunium.
1. Mesin gerinda.
2. Kertas gosok grade 120, 240, 400, 500, 600, 800,1000, 1200, 1500.
3. Mesin Rockwell 4. Spesimen alumunium.
5. Mesin gergaji.
Gambar 3.16 Mesin Gergaji.
Gambar 3.17 Mesin Uji Kekerasan Rockwell[3]
Langkah-langkah pengujian kekerasan adalah sebagai berikut:
• Menghaluskan permukaan spesimen dengan kertas gosok dari grade 80, 120, 240, 400, 500, 600, 800,1000, 1200, 1500 secara berurutan.
• Setelah permukaan spesimen halus maka dilakukan proses pengindentasian/
melakukan pembebanan sesuai dengan jenis bahan yang diuji.
• Membaca angka kekerasan yang tertera pada skala indentor.
• Percobaan ini dilakukan dengan cara mengambil tiga spesimen yang akan diuji untuk tiap variasi kecepatan turun bottom block dan temperatur tuang.
3.7.2 Pengujian Tarik
Spesimen yang akan diuji tarik dibentuk sesuai dengan standar yang ada [lampiran 2], yaitu seperti pada gambar 3.18 dibawah ini.
Gambar 3.18 Spesimen Uji Kekuatan Tarik
Langkah-langkah pengujian kekuatan tarik adalah sebagai berikut:
• Mencekamkan spesimen uji pada mesin uji tarik
• Memasukkan data standar spesimen uji tarik pada computer
• Mengoperasikan mesin uji tarik.
Dari proses pengujian tersebut akan didapat data yield strength dan elongation yang disajikan dalam bentuk grafik.
Gambar 3.19 Mesin Uji Tarik 3.7.3 Pengujian Struktur mikro (Metalografi)
Pengujian struktur mikro dilakukan untuk mengamati perkembangan butir, jenis butir dan fasa yang terjadi karena proses pendinginan cepat. Produk cor ini dibelah untuk melihat bentuk butir pada bagian pusat, tengah dan tepi lingkaran. Dan bagian atas, tengah dan bawah.
Berikut ini adalah alat dan bahan yang digunakan untuk pengujian struktur mikro:
• Gergaji untuk memotong alumunium.
• Mesin gerinda.
• Kertas gosok grade 80, 120, 240, 360, 400, 600, 800, 1000 dan 1200.
• Mesin poles
• Larutan etsa yang digunakan sesuai dengan standar ASTM, yaitu untuk struktur makro menggunakan tucker reagent sedangkan struktur mikro menggunakan keller reagent [Lampiran 3].
• Spesimen aluminium.
• Mikroskop optis dan kamera.
Berikut ini adalah langkah–langkah untuk pengujian struktur mikro:
1. Pemotongan
Ingot alumunium dipotong dengan metode pemotongan standar. Proses pemotongan tidak boleh merusak struktur dari spesimen yang akan diamati.
Temperatur spesimen tidak boleh terlalu panas, apabila terlalu panas dapat merubah struktur spesimen.
Gambar 3.20 Proses Menggergaji 2. Gerinda
Alumunium digerinda dengan menggunakan kertas gosok grade 80, 120, 240, 360, 400, 600, 800, 1000 dan 1200. Arah penggosokan setiap kenaikan grade diputar 90o.
3. Poles
Spesimen dipoles dengan mesin poles. Larutan yang digunakan untuk memoles adalah alumina (Al2O3) dengan perbandingan 50 gr alumina dicampur dengan 500 mL air (H2O). Kecepatan putaran mesin poles antara 500–700 rpm dengan waktu 1–2 menit. Setelah dipoles, spesimen dicuci dan dibersihkan dengan air, kemudian dikeringkan.
Gambar 3.21 Proses Pemolesan
4. Etsa
Etsa dalam struktur mikro bertujuan untuk mengamati ukuran butir, struktur butir, jenis butir dan fasa. Larutan etsa yang digunakan adalah modified keller’s reagent[lampiran 3].
Etchant Komposisi Prosedur penggunaan
Modified Keller’s reagent
2 mL HF (48%), 3 mL HCl (conc), 20 mL HNO3 (conc), 175 mL H2O
Celup spesimen selama 10–60 detik, cuci dengan aliran air panas kemudian keringkan.
5. Analisa Struktur Mikro
Setelah spesimen dietsa, struktur mikro meliputi bentuk butir dan fase dilihat dengan menggunakan mikroskop optis dengan perbesaran 50 x.
kemudian dilakukan pemotretan struktur mikro.
Gambar 3.22 Mikroskop Optis dan Kamera