123
KENDALI PID PADA PENGATURAN KESTABILAN NILAI DIFFERENTIAL PRESSURE BAGHOUSE FILTER
ABDULHALIM ARIFIN1, EKAWATI PRIHATINI2, SELAMET MUSLIMIN3 Program Studi Sarjana Terapan Tenik Elektro
POLITEKNIK NEGERI SRIWIJAYA
1[email protected], 2[email protected], 3[email protected]
ABSTRACT
There are many operating modes on the Baghouse Filter, including a Timer mode and a Differential Pressure mode. In Timer mode, regardless of the pressure drop that passes through the filter, the cleaning process is carried out continuously based on the Timer environment. When the system is in Differential Pressure (DP) mode, two parameters are set: high and low. The system cleans when the DP reads high and stops cleaning when the DP reads low. Currently, the Baghouse filter has only worked in Timer mode.
Unfortunately, the operation of this timer mode is less effective. Because the amount of dust filtered by the baghouse filter varies, the DP on the baghouse filter varies as well.
This cannot be permitted to continue since it would shorten the Cloth Bag's life and cause disruptions in the Kiln and Rawmill operations. As a result, the PID control in this system maintains differential pressure stability, while the compressor air purging time between each pulse valve follows the actual differential pressure of the baghouse filter operation. The use of PID control is intended to maintain the value of Differential pressure in accordance with operational needs in order to achieve maximum productivity.
Keywords: Baghouse Filter, Interval Timer, PID, Differential Pressure ABSTRAK
Baghouse Filter memiliki beberapa mode operasi diantaranya mode Timer dan ada juga mode Differential Pressure. Pada mode Timer, proses pembersihan dilakukan terus menerus berdasarkan pengaturan Timer yang sudah diatur terlepas adanya penurunan tekanan yang melewati filter. Pada mode Differential Pressure (DP), ada dua parameter yang ditetapkan yaitu tinggi dan rendah, system akan melakukan pembersihan bila DP terbaca tinggi dan berhenti melakukan pembersihan apabila DP sudah mencapai nilai rendah. Selama ini Baghouse filter beroperasi menggunakan mode Timer. Namun sayangnya, mode Timer ini kurang efektif dalam pengoperasiannya. Hal ini dikarenakan, pembebanan debu yang disaring oleh baghouse filter ini fluktuatif, sehingga DP pada baghouse filter juga fluktuatif. Hal ini tidak dapat dibiarkan terus menerus karena dapat menurunkan umur Cloth Bag dan mengganggu operasional Kiln maupun Rawmill. Maka dari itu kendali PID dipasang pada system ini adalah untuk menjaga kestabilan Differential pressure tersebut, sedangkan jeda waktu purging angin compressor antara masing-masing pulse valve-nya mengikuti nilai dari aktual Differential Pressure operasi baghouse filter ini. Penggunaan kendali PID ini diharapkan dapat menjaga nilai Differential pressure terjaga sesuai kebutuhan operasional sehingga mencapai produksi yang maksimal.
Kata Kunci: Baghouse Filter, Interval Timer, PID, Differential Pressur
124 PENDAHULUAN
Pada industri Semen memiliki beberapa potensi bahaya yang cukup tinggi apabila tidak dikelola dengan baik.
Diperlukan berbagai alat untuk penanganannya, baik operasional maupun dampak bagi lingkungan.
Dimulai dari persiapan bahan baku hingga semen siap untuk dipasarkan ke konsumen, kebisingan dan debu yang timbul tidak dapat dihindari pada saat proses produksi. Kepulan debu tersebut merupakan debu-debu yang tidak terfilter oleh alat penangkap debu yang dapat menyebabkan polusi udara.
Pada Pabrik Baturaja 1 (PT. Semen Baturaja) menggunakan EP (Electrostatic Precipitator) yang memanfaatkan prinsip listrik statis untuk menangkap debu hasil proses produksi. Kinerja EP sangat dipengaruhi oleh ketersediaan energi listrik, sehingga apabila terjadi blackout atau mati listrik, maka debu tidak akan terfilter oleh EP dan akan lewat begitu saja menuju chimney.
Pada pabrik Baturaja 2 menggunakan Baghouse Filter sebagai penangkap dan penyaring debu.
Komponen utamanya adalah Fan hisap dan Cloth filter sebagai penyaring debu.
Pada baghouse filter, Cloth Filter diberi angin kompresor bertekanan secara periodik sampai debu yang menempel pada cloth filter tadi berjatuhan dan masuk ke System Transport Material.
Untuk mengukur kejenuhan dari banyaknya debu yang menempel pada cloth filter dipasang sensor Pressure Transmitter pada sisi Inlet bagian udara yang berdebu dan sisi Outlet bagian udara yang sudah bersih tersaring oleh filter. Perbedaan tekanan udara antara sisi Inlet dan Outlet ini disebut DP atau Differential Pressure atau juga bisa disebut Delta Pressure. DP digunakan untuk memonitor performa dari mesin penyaring debu (baghouse filter).
DP yang tinggi secara berkelanjutan merupakan tanda bahwa terjadi kejenuhan pada cloth filter, DP yang rendah secara berkelanjutan merupakan tanda bahwa tejadi
kebocoran pada cloth filter dan juga tanda tidak efektifnya system pembersihan filter. Baghouse filter bekerja menggunakan Pulse valve untuk mengalirkan angin kompresor guna menjatuhkan debu yang menempel pada cloth filter, pulse valve ini bekerja bergantian dari cloth filter 1 ke cloth filter yang lainnya, proses ini memiliki waktu tertentu yang bisa diatur parameternya, parameter ini disebut Interval timer. Apabila Interval time ini terlalu cepat, maka DP akan menjadi rendah, sebaliknya bila interval time terlalu lama, maka DP akan menjadi tinggi.
TINJAUAN PUSTAKA
Kontrol PID adalah suatu metode sistem pengatur umpan balik (feedback) yang digunakan pada komponen kontroler standar di industri yang dapat bekerja secara otomatis. Komponen dengan sistem PID (Proportional - Integral - Derivative) dinamakan kontroler PID.
Kontroler PID (Proportional - Integral - Derivative) digunakan dalam sebuah sistem dengan loop tertutup yang dimana melibatkan umpan balik dari output sistem guna mencapai respon yang diinginkan. Sistem PID dapat mengontrol variabel inputan sistem dengan memanipulasi variabel output sistem sehingga diperoleh variabel input baru agar menghasilkan output yang sesuai.
Contoh dapat dilihat dari blok diagram dibawah :
Gambar 1. Blok diagram sistem kontrol Closed-Loop
Blok diagram diatas merupakan sistem kontrol Closed Loop dimana kontroler bekerja sebagai penggerak plant (objek fisik yang digerakkan dalam sistem) dan mengontrol sifat plant.
Sistem PID (Proportional - Integral - Derivative) sebagai kontroler akan bekerja untuk menggerakkan plant sebagaimana ia seharusnya
125
menghasilkan respon yang diinginkan.
Yang dikontrol oleh sistem PID adalah variabel output sistem yaitu Y. Agar diperoleh variabel Y yang sesuai maka sistem PID akan memanipulasi variabel input R. Variabel yang dimanipulasi (R baru) merupakan hasil komputasi dari variabel R, Y (feedback) dan sinyal error (e). Sinyal error ini dihasilkan oleh output Y yang dibawa dalam komponen feedback untuk dikirim ke PID kontroler sehingga dapat dijadikan pengukuran error output. Dari variabel manipulasi inilah, diperoleh output yang sesuai dengan error yang minimum.
Keadaan sistem jika digambarkan ke dalam grafik :
Gambar 2. Respon Sistem
Steady state error : merupakan variabel kemiringan dari nilai actual state (keadaan sebenarnya).
Rise time: Adalah waktu naik yang diperlukan oleh respon untuk mencapai lebih dari nilai biasa yang didapat.
Waktu Rise Time diperoleh dari respon untuk naik dari 10% menjadi 90% dari nilai akhir.
Settling time: waktu yang diperlukan oleh respon untuk mencapai setengah nilai akhir saat pertama.
Overshoot : nilai puncak respon diukur dari satuan yang menunjukkan kestabilan relatif dari sistem.
METODE PENELITIAN
Metode-metode yang dilakukan untuk menyelesaikan penelitian ini yaitu:
1. Studi Literatur
Pada tahap ini penulis mendahulukan studi serta kajian teori yang mendukung desain aplikasi pada penelitian ini. Literatur yang dijadikan sumber berasal dari buku, jurnal dan referensi lain yang relevan dengan hal-hal yang berkaitan dengan penelitian yang akan dilakukan oleh penulis.
2. Simulasi dan Perancangan
Pada tahap ini dilakukan perancangan pada Software maupun Program yang akan ditambahkan pada PLC Local Baghouse filter.
Gambar 3. Blok diagram system
Pada gambar diatas, yang menjadi inputan ada 2 macam yaitu adanya Setpoint pada layar OWS, dan DP sensor yang disambungkan ke Analog input PLC. Pemproses pada system ini yaitu DCS dan PLC Local Control, yang mana kedua system ini saling berkomunikasi menggunakan jaringan protocol profibus DP, dan yang terakhir Output PLC local mengendalikan Selenoid Valve.
Gambar 4. Sistem sederhana peralatan
126
Gambar 5. Blok program PLC local control
Blok Program diatas berfungsi sebagai Selection, yang mana mode PID ini akan aktif apabila dari DCS mengirimkan sinyal Selected ke PLC Local. Bila sebaliknya, apabila sinyal selection berubah jadi 0 (NOL) maka mode PID tidak akan aktif.
3. Implementasi Program
Pada tahap ini dilakukan pembuatan program PID berdasarkan perancangan yang telah dilakukan sebelumnya.
Gambar 6. Program CFC PID Control
Program CFC PID ini deprogram di PLC Master, Output dari Program ini nanti akan dikirim ke PLC Local dengan jalur komunikasi Profibus DP.
Gambar 7. Template PID control pada OWS/HMI
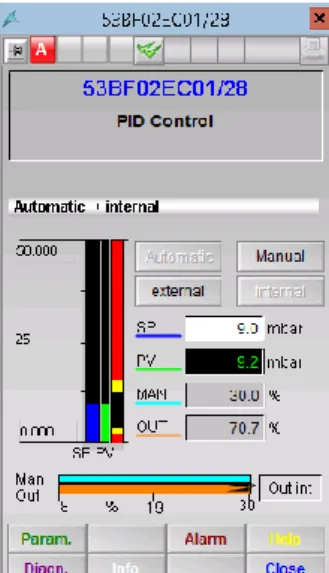
Gambar 8. Faceplate Controller PID pada OWS
Faceplate controller PID ini merupakan tempat Operator untuk melakukan pengaturan setpoint dan juga tempat melakukan monitoring feedback dari peralatan.
4. Pengujian Program
Setelah semua blok program dan sistem telah dibuat, maka untuk selanjutnya akan dilakukan pengukuran dan pengambilan data sesuai parameter uji yang telah ditentukan di awal.
5. Analisis hasil pengujian
Tahap akhir dalam penelitian adalah menganalisis data dari hasil pengujian yang telah didapatkan pada tahap sebelumnya.
HASIL DAN PEMBAHASAN
Variabel yang akan diamati dalam penelitian ini adalah :
1. Setpoint dari Operator Work Station (OWS)
2. Differential Pressure dengan satuan mbar
3. Interval Time dengan satuan detik 4. Total Feed Rate Rawmill
5. Total Feed Rate Kiln 6. Proportional gain(Kp) 7. Integral gain (Ki) 8. Derivative gain (Kd)
Tabel 1. Data parameter PID
Kendali
DP BHF Kp Ti (s) Td (s)
PID 3 8 0,5
127
Gambar 9. Kurva data pengukuran
Gambar 10. Kurva data pengukuran
Keterangan:
1. Warna Biru: Feed rate Rawmill 2 (Tph atau TON per Hours)
2. Warna Merah: Interval timer / output control PID (detik)
3. Warna Hijau: Differential Pressure (mbar)
4. Warna hitam: Setpoint Control PID (mbar)
Penjelasan Gambar 9, pada kurva tersebut yang diberi tanda kotak dan penomoran.
1. Pada kotak nomor 1, terlihat bahwa:
Setpoint DP: 9 mbar
feedrate rawmill 2 yaitu 350 tph
Actual DP: 8,5 mbar
Interval timer bergerak naik dari 6 detik menuju 32 detik
2. Pada kotak nomor 2, terlihat bahwa:
Setpoint DP: 9 mbar
feedrate rawmill 2 proses Stop dari 400 tph menuju NOL tph
Actual DP: bergerak naik dari 9 mbar ke 10,5 mbar
Interval timer bergerak turun dari 32 detik menuju 4 detik
3. Pada kotak nomor 3, terlihat bahwa:
Setpoint DP: 9 mbar
feedrate rawmill 2 posisi Stop NOL tph
Actual DP: stabil di 9 mbar sesuai Setpoint
Interval timer pada posisi minimum yaitu 4 detik
4. Pada kotak nomor 4, terlihat bahwa:
Setpoint DP: 9 mbar
feedrate rawmill 2 mulai operasi kembali dengan federate 350 tph
Actual DP: kurang dari 9 mbar
Interval timer mulai bergerak naik
Penjelasan Gambar 10, pada kurva tersebut yang diberi tanda kotak dan penomoran.
1. Pada kotak nomor 1, terlihat bahwa:
Setpoint DP: 9 mbar
feedrate rawmill 2 mulai operasi dengan feedrate 400 tph
Actual DP: 9 mbar
Interval timer bergerak naik dari 4 detik menuju 15 detik
2. Pada kotak nomor 2, terlihat bahwa:
Setpoint DP: 9 mbar
feedrate rawmill 2 stabil di 450 tph
Actual DP: bergerak stabil di angka 9 mbar sesuai dengan Setpoint
Interval timer bergerak naik turun dengan rentang 5 sampai 8 detik, mengikuti pergerakan DP.
Table 2. Data pengukuran dan nilai error
PV
(mbar) 8.5 10.5 9 8.9 9 9 SP
(mbar) 9 9 9 9 9 9 ERR
(%) 6 -17 0 1% 0 0 Keterangan:
PV: Proses Value / Pembacaan DP SP: Setpoint / Target
ERR: Error / penyimpangan
Pada tabel diatas sudah dibuatkan nilai error dari kurva gambar 9 dan
1 2 3 4
1 2
128 gambar 10, yang mana nilai error paling
tinggi yaitu -17%, tapi kalau dilihat dari penyebabnya yaitu beban debu ke baghouse yang cukup tinggi, karena pada kondisi tersebut feed Rawmill sedang posisi STOP atau NOL TPH.
KESIMPULAN
Setelah melakukan penelitian dan menganalisisnya, maka dapat ditarik beberapa kesimpulan diantaranya:
1. Pengaplikasian kendali PID pada jeda waktu purging pulse valve baghouse filter berhasil dilakukan karena system berjalan sesuai rencana. Hal ini dibuktikan dengan nilai error yang tidak begitu tinggi yang dapat dilihat pada tabel 2, nilai error tertinggi tersebut juga disebabkan oleh beban yang terlalu tinggi ke baghouse filter.
2. Interval waktu antar pulse valve berubah-ubah mengikuti nilai pembacaan sensor Differensial pressure.
3. Apabila feed rawmill tinggi, pembacaan Differential pressure cendrung stabil dan nilai Interval time tidak berada pada angka minimum.
4. Apabila nilai Differensial pressure lebih tinggi dari nilai Setpoint, kendali PID akan mengeluarkan output interval time yang rendah untuk menurunkan nilai DP tersebut
5. Sebaliknya apabila nilai DP lebih rendah dari nilai Setpoint, kendali PID akan mengeluarkan output interval time yang tinggi untuk menjaga agar DP kembali ke angka sesuai setpoint.
REFERENSI
R. L. Chafin, “XLC SERIES FILTER OPERATION & MAINTENANCE MANUAL,” pp. 36–39, 1982, doi:
10.1145/800065.801307.
K. Ogata, Modern Control Engineering Fifth Edition. 2009.
B. Sensor and T. Mlx, “Aplikasi kontrol pid untuk pengontrolan suhu model
sistem hipertermia berbasis sensor thermopile mlx90247,” pp. 1–8.
W. Purbowaskito and C.-H. Hsu, “Sistem Kendali PID untuk Pengendalian Kecepatan Motor Penggerak Unmanned Ground Vehicle untuk Aplikasi Industri Pertanian,” J.
Infotel, vol. 9, no. 4, pp. 376–381,
2017, doi:
10.20895/infotel.v9i4.253.
N. Z.A, Y. P. Roja, and N. Sylvia,
“Aplikasi Kontrol PID pada Reaktor Pabrik Asam Formiat dengan Kapasitas 100.000 Ton/Tahun,” J.
Teknol. Kim. Unimal, vol. 7, no. 2,
p. 135, 2019, doi:
10.29103/jtku.v7i2.1253.
M. R. Djalal, H. Nurohmah, A. Imran, and M. Y. Yunus, “Aplikasi Metode Cerdas untuk Optimasi Controller PID Motor DC Berbasis Firefly Algorithm,” J. Nas. Tek. Elektro, vol. 6, no. 2, p. 76, 2017, doi:
10.25077/jnte.v6n2.393.2017.