PROSES MANUFAKTUR
PROSES PEMBUATAN JACK STAND ( PENYANGGA DONGKRAK ) DENGAN PROSES PENGECORAN DAN PROSES PENGELASAN
Oleh :
Khurriyatul Khasanah
31601401027
PROGRAM STUDI TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS ISLAM SULTAN AGUNG
DAFTAR ISI
BAB I PENDAHULUAN
1.1 Latar Belakang ... 3 1.2 Rumusan Masalah ... 3
BAB II LANDASAN TEORI
2.1 Proses Pengecoran ... 4 2.2 Proses Pengelasan ... 7
BAB III PEMBAHASAN
3.1 Proses Pembuatan Jack Stand ... 12
BAB IV PENUTUP
BAB I PENDAHULUAN
1.1 Latar Belakang
Kenyamanan dalam melakukan suatu pekerjaan khususnya pada industri otomotif sangat penting untuk meningkatkan kinerja bagi operator. Saat ini, dunia industri otomotif berkembang dengan sangat baik di berbagai bidang, termasuk dibidang kendaraan mobil. Hal ini juga harus terjadi pada industri pembuatan alat angkat mobil.
Jack stand ( alat penyangga dongkrak ) merupakan alat penopang dan pengaman kendaraan yang sudah diangkat dengan dongkrak. Khususnya dibengkel dan garasi, Jack stand mutlak dibutuhkan karena dongkrak tidak dapat menjamin keamanan terhadap terjadinya slip antara dongkrak dengan titik tumpu pada kendaraan, terutama jika Cranes digunakan khusus untuk mengangkat engine dan transmisi yang akan diperbaiki dan sekaligus untuk memasangkannya setelah perbaikan.
Perencanaan suatu peralatan, pada dasarnya merupakan perencanaan bagian (komponen), yang direncanakan dan dibuat untuk memenuhi kebutuhan mekanisme dari suatu peralatan, maka sangat dibutuhkan perencanaan yang teliti. Dalam tahap-tahap perencanaan tersebut, pertimbangan-pertimbangan yang perlu diperhatikan antara lain material yang digunakan dan bagaimana proses pembuatannya.
Sebagai industrial engineering harus bisa memanfaatkan ilmu-ilmu yang telah dipelajari untuk diaplikasikan, dimana salah satu aplikasi tersebut adalah perencanaan teknologi tepat guna.
1.2 Rumusan Masalah
BAB II
Persiapan dan peleburan logam;
Penuangan logam cair ke dalam cetakan;
Pembongkaran;
Pembersihan coran;
Pemeriksaan;
Proses daur ulang pasir.
Klasifikasi Pengecoran
Klasifikasi pengecoran berdasarkan umur dari cetakan, ada pengecoran dengan cetakan nonpermanen/cetakan sekali pakai yang terbuat dari bahan pasir (expendable mold) dan ada pengecoran dengan cetakan permanen atau cetakan yang dipakai berulang-ulang kali yang biasanya dibuat dari logam (permanent mold) yang memiliki kegunaan dan keuntungan yang berbeda.
1. Pengecoran Permanen (Permanent Mold)
a. Pengecoran Gravitasi (Gravity Permanent Mold Casting)
Pengecoran gravitasi adalah pengecoran dimana logam cair yang dituangkan ke dalam saluran masuk menggunakan gravitasi. Karena adanya tekanan gravitasi, cairan logam mengisi ke seluruh ruang dalam rongga cetakan.
b. Pengecoran Cetak Tekan (Pressure Die Casting)
Pengecoran cetak tekan/tekanan adalah pengecoran dimana logam cair yang dituangkan ke dalam saluran masuk menggunakan bantuan tekanan dari luar.
c. Pengecoran Sentrifugal (Centrifugal Die Casting)
Pengecoran sentrifugal adalah pengecoran yang menggunakan cetakan berputar, cetakan yang berputar akan menghasilkan gaya sentrifugal yang akan mempengaruhi kualitas coran. Coran yang dihasilkan akan memiliki bentuk padat, permukaan halus dan sifat fisik struktur logam yang unggul. Pengecoran sentrifugal biasanya digunakan untuk benda coran yang berbentuk simetris.
2. Pengecoran Nonpermanen (Expendable Mold)
a. Cetakan pasir basah (Green-Sand Mold),
Cetakan ini dibuat dari pasir cetak basah. Cetakan pasir basah merupakan cetakan yang paling banyak digunakan. Prosedur pembuatan cetakan pasir basah dapat dilihat pada Gambar.
b. Cetakan kulit kering,
Cetakan kulit kering merupakan cetakan pasir yang menggunakan campuran pengikat. cetakan ini dapat memiliki kekuatan yang meningkat jika permukaan dalam cetakan dipanaskan atau di keringkan sebelum di tuangkan logam cair, cetakan kuit kering dapat diterapkan pada pengecoran produk-produk yang besar.
Pembuatan Cetakan Pasir
c. Cetakan pasir kering (Dry-sand molds)
Cetakan dibuat dari pasir yang kasar dengan campuran bahan pengikat. Sebelum digunakan, cetakan ini harus dipanaskan di dalam dapur karena tempat cetakan terbuat dari logam. Cetakan pasir kering tidak menyusut jika terkena panas dan bebas dari gelembung udara. Cetakan pasir kering banyak digunakan pada pengecoran baja.
d. Cetakan Lempung (Loam molds),
Cetakan ini digunakan untuk benda cor yang kasar. Kerangka cetakan terdiri dari batu bara atau besi yang dilapisi dengan lempung dimana permukaannya diperhalus. Selanjutnya cetakan dikeringkan agar kuat menahan beban logam cair. Pembuatan cetakan lempung memakan watu yang lama sehingga agak jarang digunakan.
Pada cetakan ini, pasir kering dan tajam dicampur dengan asam fosfor. Kemudian resin furan ditambahkan secukupnya dan campuran diaduk hingga mesin merata. Langkah selanjutnya, pasir dibentuk dan dibiarkan mengeras, biasanya dibutuhkan waktu 1 atau 2 jam agar bahan cukup keras. Pasir resin furan dapat digunakan sebagai dinding atau permukaan pada pola sekali pakai.
f. Cetakan CO2
Pasir yang bersih dicampur dengan natrium silat dan campuran dipadatkan di sekitar pola. Kemudian dialirkan gas CO2 dan campuran tanah akan mengeras.
Cetakan CO2diterapkan untuk bentuk yang rumit dan dapat menghasilkan permukaan
yang licin. Pasir cetak yang digunakan harus memiliki bentuk dan ukuran yang halus dan bulat serta memiliki syarat-syarat sebagai berikut :
Kemampuan pembentukan adalah sifat ini memungkinkan pasir cetak bisa
mengisi semua sisi dan ujung dari pola sehingga menjamin bahwa hasil coran memiliki dimensi yang benar.
Plastisitas adalah bisa bergerak naik maupun turun mengisi rongga-rongga yang
kosong.
Kekuatan basah adalah kekuatan ini menjamin cetakan tidak hancur/rusak
ketika diisi dengan cairan logam ataupun ketika dipindah-pindahkan.
Kekuatan kering adalah kekuatan yang diperlukan pada saat cetakan mengering
karena perpindahan panas dengan cairan logam.
Permeabilitas adalah kemampuan cetakan untuk membebaskan udara panas dan
gas dari dalam cetakan selama operasi pengecoran melalui celah-celah pasir cetak.
2.2 Proses Pengelasan
Pengelasan adalah proses penyambungan material dengan menggunakan energi panas sehingga menjadi satu dengan atau tanpa tekanan.
Pengelasan dapat dilakukan dengan : - pemanasan tanpa tekanan,
- pemanasan dengan tekanan, dan
Disamping itu pengelasan dapat dilakukan : - tanpa logam pengisi, dan
- dengan logam pengisi.
Pengelasan pada umumnya dilakukan dalam penyambungan logam, tetapi juga sering digunakan untuk menyambung plastik. Dalam pembahasan ini akan difokuskan pada penyambungan logam.
Pengelasan merupakan proses yang penting baik ditinjau secara komersial maupun teknologi, karena :
- Pengelasan merupakan penyambungan yang permanen;
- Sambungan las dapat lebih kuat daripada logam induknya, bila digunakan logam pengisi yang memiliki kekuatan lebih besar dari pada logam induknya;
- Pengelasan merupakan cara yang paling ekonomis dilihat dari segi penggunaan material dan biaya fabrikasi. Metode perakitan mekanik yang lain memerlukan pekerjaan tambahan (misalnya, penggurdian lubang) dan pengencang sambungan (misalnya, rivet dan baut);
- Pengelasan dapat dilakukan dalam pabrik atau dilapangan.
Walupun demikian pengelasan juga memiliki keterbatasan dan kekurangan :
- Kebanyakan operasi pengelasan dilakukan secara manual dengan upah tenaga kerja yang mahal;
- Kebanyakan proses pengelasan berbahaya karena menggunakan energi yang besar; - Pengelasan merupakan sambungan permanen sehingga rakitannya tidak dapat
dilepas. Jadi metode pengelasan tidak cocok digunakan untuk produk yang memerlukan pelepasan rakitan (misalnya untuk perbaikan atau perawatan);
- Sambungan las dapat menimbulkan bahaya akibat adanya cacat yang sulit dideteksi. Cacat ini dapat mengurangi kekuatan sambungannya.
Jenis Proses Pengelasan
Pengelasan dapat dibagi menjadi dua kelompok utama, yaitu : - pengelasan lebur (fusion welding),
Pengelasan lebur
Proses pengelasan lebur menggunakan panas untuk mencairkan logam induk, beberapa operasi menggunakan logam pengisi dan yang lain tanpa logam pengisi. Pengelasan lebur dapat dikelompokkan sebagai berikut :
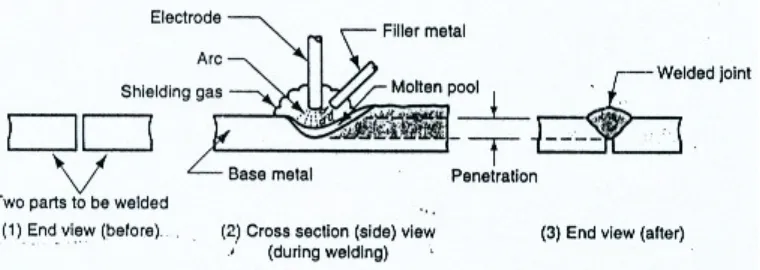
- Pengelasan busur (arc welding, AW); dalam proses pengelasan ini penyambungan dilakukan dengan memanaskan logam pengisi dan bagian sambungan dari logam induk sampai mencair dengan memakai sumber panas busur listrik, seperti ditunjukkan dalam gambar. Beberapa operasi pengelasan ini juga menggunakan tekanan selama proses;
Gambar : Pengelasan lebur
- Pengelasan resistansi listrik (resistance welding, RW); dalam proses pengelasan ini permukaan lembaran logam yang disambung ditekan satu sama lain dan arus yang cukup besar dialirkan melalui sambungan tersebut. Pada saat arus mengalir dalam logam, panas tertinggi timbul di daerah yang memiliki resistansi listrik terbesar, yaitu pada permukaan kontak kedua logam (fayng surfaces);
- Proses pengelasan lebur yang lain; terdapat beberapa jenis pengelasan lebur yang lain, untuk menghasilkan peleburan logam yang disambung, seperti misalnya : - pengelasan berkas elektron (electron beam welding), dan
- pengelasan berkas laser (laser beam welding).
Pengelasan padat
Dalam pengelasan padat proses penyambungan logam dihasilkan dengan : - tekanan tanpa memberikan panas dari luar, atau
- tekanan dan memberikan panas dari luar.
Bila digunakan panas, maka temperatur dalam proses di bawah titik lebur logam yang dilas, sehingga logam tersebut tidak mengalami peleburan dan tetap dalam keadaan padat. Dalam pengelasan ini tidak digunakan logam pengisi. Pengelasan padat dapat dikelompokkan sebagai berikut :
- Pengelasan difusi (diffusion welding, DFW); dua pemukaan logam yang akan disambung disatukan, kemudian dipanaskan dengan temperatur mendekati titik lebur logam sehingga permukaan yang akan disambung menjadi plastis dan dengan memberi tekanan tertentu maka terbentuk sambungan logam;
- Pengelasan gesek (friction welding, FW); penyambungan terjadi akibat panas yang ditimbulkan oleh gesekan antara dua bagian logam yang disambung. Ke dua bagian logam yang akan disambung disatukan dibawah pengaruh tekanan aksial, kemudian salah satu diputar sehingga pada permukaan kontak akan timbul panas (mendekati titik cair logam), maka setelah putaran dihentikan akan terbentuk sambungan logam. - Pengelasan ultrasonik (ultrasonic welding, UW); dilakukan dengan menggunakan tekanan tertentu antara dua bagian logam yang akan disambung, kemudian diberi getaran osilasi dengan frekuensi ultrasonik dalam arah yang sejajar dengan permukaan kontak. Gaya getar tersebut akan melepas lapisan tipis permukaan kontak sehingga dihasilkan ikatan atomik antara ke dua permukaan tersebut.
Sambungan Las
Jenis sambungan
Terdapat lima jenis sambungan yang biasa digunakan untuk menyatukan dua bagian benda logam, seperti dapat dilihat dalam gambar.
Gambar : Lima jenis sambungan yang biasa digunakan dalam proses pengelasan
(a) Sambungan tumpu (butt joint); kedua bagian benda yang akan disambung diletakkan pada bidang datar yang sama dan disambung pada kedua ujungnya;
(b) Sambungan sudut (corner joint); kedua bagian benda yang akan disambung membentuk sudut siku-siku dan disambung pada ujung sudut tersebut;
(c) Sambungan tumpang (lap joint); bagian benda yang akan disambung saling menumpang (overlapping) satu sama lainnya;
(d) Sambungan T (tee joint); satu bagian diletakkan tegak lurus pada bagian yang lain dan membentuk huruf T yang terbalik;
(e) Sambungan tekuk (edge joint); sisi-sisi yang ditekuk dari ke dua bagian yang akan disambung sejajar, dan sambungan dibuat pada kedua ujung bagian tekukan yang sejajar tersebut.
PEMBAHASAN
3.1 Proses Pembuatan Jack Stand ( penyangga dongkrak )
Pengecoran untuk kaki jack stand dibuat sebanyak 4 buah, kemudian keempat hasil pengecoran tersebut disambung satu sama lain dengan proses pengelasan. Proses pengelasan yang digunakan adalah pengelasan lebur. Proses pengelasan lebur menggunakan panas untuk mencairkan logam induk tanpa logam pengisi.
Hasil dari proses pengelasan adalah sebagai berikut :
Contoh proses pengelasan lebur :
Untuk bagian atas besi yang berwarna hitam dilakukan proses pengecoran dengan cetakan permanen berbentuk ulir kemudian dipasangkan dibagian penjepit. Bagian penjepit tersebut kemudian dilakukan proses pengelasan dengan bagian kaki-kaki jack stand seperti pada gambar dibawah ini :
BAB IV PENUTUP
4.1 Kesimpulan
Dari beberapa pembahasan diatas dapat disimpulkan sebagai berikut :
1. Pengocoran (Casting) adalah suatu proses penuangan materi cair seperti logam atau plastik yang dimasukkan ke dalam cetakan, kemudian dibiarkan membeku di dalam cetakan tersebut, dan kemudian dikeluarkan atau di pecah-pecah untuk dijadikan komponen mesin.
2. Pengelasan adalah proses penyambungan material dengan menggunakan energi panas sehingga menjadi satu dengan atau tanpa tekanan.