“PENERAPAN METODE MATERIAL REQUIREMENT PLANNING (MRP) DALAM PENGENDALIAN PERSEDIAAN MATERIAL PROSES PRODUKSI KAIN GREY PADA PT. ISKANDAR INDAH PRINTING
TEXTILE”.
TUGAS AKHIR
Diajukan untuk memenuhi syarat – syarat mencapai Gelar Ahli Madya Program Studi Diploma III Manajemen Industri
Oleh :
GUNTUR WICAKSONO F3507086
PROGRAM STUDI DIPLOMA III MANAJEMEN INDUSTRI FAKULTAS EKONOMI UNIVERSITAS SEBELAS MARET
MOTTO
Do all the goods you can, All the best you can, In all times you can, In all places
you can, For all the creatures you can.
Kita tidak bisa menjadi bijaksana dengan kebijaksanaan orang lain, tapi kita bisa
berpengetahuan dengan pengetahuan orang lain.
“Jika Anda tak pernah memutuskan berhenti, Anda tak akan pernah terkalahkan”
~Ted Turner, Pendiri CNN~
”Masalah sebenarnya adalah soal apa yang akan Anda lakukan kepada penyelesai
masalah setelah masalah itu terselesaikan.”
~Gay Talese~
Diwajibkan atasmu berperang: padahal berperang itu sesuatu yang kamu benci. Boleh jadi
kamu membenci sesuatu, padahal ia amat baik bagimu. Dan boleh jadi pula kamu
menyukai sesuatu, padahal ia amat buruk bagimu. Allah mengetahui,
sedangkan kamu tidak mengetahui
~Q. S. Al-Baqarah: 216~
Sesungguhnya sesudah kesulitan itu ada kemudahan
~Q. S. Al-Insyirah: 6~
Ketika engkau putus asa, pertolongan itu menghampirimu, yang diberikan oleh Yang
Maha Lembut Lagi Maha Memberi
PERSEMBAHAN
Karya sederhana ini saya persembahkan untuk :
Bapak - Ibu & Adik Tercinta.
Saudara-saudara & Sahabat - sahabat baik yang aku sayangi.
Almamaterku.
KATA PENGANTAR
Assalamu’alaikum Wr. Wb
Alhamdulillahi Rabbil’alamin. Puji syukur penulis panjatkan kehadirat Allah SWT atas limpahan rahmat dan hidayah-Nya. Akhirnya penulis dapat menyelesaikan Tugas Akhir dengan judul “PENERAPAN METODE
MATERIAL REQUIREMENT PLANNING (MRP) DALAM
PENGENDALIAN PERSEDIAAN MATERIAL PROSES PRODUKSI KAIN GREY PADA PT. ISKANDAR INDAH PRINTING TEXTILE”.
Tugas akhir ini disusun untuk memenuhi syarat-syarat mencapai gelar Ahli Madya pada Program Diploma 3 Program Studi Manajemen Industri Fakultas Ekonomi Universitas Sebelas Maret. Tugas akhir ini mungkin kurang tepat waktunya seperti yang di harapkan, bukan karena sumber – sumber study pustaka ataupun sumber – sumber pendukung lainya namun hanya semata – mata keterbatasan kepemikiran penulis.
Tugas akhir ini tidak akan selesai tanpa do’a, bantuan dan dorongan dari berbagai pihak. Untuk itu penulis ingin mengucapkan terima kasih kepada:
1. Prof. Dr. Bambang Sutopo, M.Com, Ak., selaku Dekan Fakultas Ekonomi Universitas Sebelas Maret Surakarta.
2. Intan Novela, SE, M.Si selaku Ketua Program Studi Manajemen Industri pada Program Diploma III FE UNS.
3. Siti Khoiriyah, SE, Msi selaku dosen pembimbing Tugas Akhir yang telah bersedia meluangkan waktu untuk membimbing, memberi saran dan masukan kepada penulis hingga selesainya tugas akhir ini.
4. Bambang Setiawan selaku Direktur PT. Iskandar Indah Printing
Textile yang telah memberikan kesempatan untuk melakukan
magang dan pelatihan.
5. Agus Mulyo selaku pembimbing magang yang telah memberikan pengarahan dan pengetahuan selama magang.
6. Semua pihak yang telah membantu sehingga terselesaikannya tugas akhir ini baik secara langsung maupun tidak langsung. Penulis menyadari bahwa laporan ini jauh dari sempurna, oleh karena itu kritik dan saran yang membangun dari semua pihak sangat diharapkan demi perbaikan dan penyempurnaan laporan ini. Diluar kekurangan tersebut, penulis berharap agar laporan ini dapat bermanfaat dan berguna bagi pembaca sekalian.
Surakarta, November 2010
DAFTAR ISI
Halaman
HALAMAN JUDUL i
ABSTRAK... ii
HALAMAN PERSETUJUAN... iii
HALAMAN PENGESAHAN... iv
MOTTO………...……… v
PERSEMBAHAN……… ………. vi
KATA PENGANTAR... vii
DAFTAR ISI... ix
DAFTAR TABEL... xi
DAFTAR GAMBAR... xiii
DAFTAR LAMPIRAN... xiv
BAB I. PENDAHULUAN A. Latar Belakang... 1 B. Rumusan Masalah... ... 6 C. Tujuan Penelitian... 6 D. Manfaat penelitian... 7 E. Metode Penelitan... 8 F. Kerangka Pemikiran... 9
G. Teknis Analisis Data... 11
BAB II. TINJAUAN PUSTAKA A. Definisi Perencanaan dan Pengendalian Produksi... 12
C. Pengawasan Persediaan... 17 D. Material Requirement Planning (MRP)... 19 BAB III. PEMBAHASAN
A. Gambaran Umum Perusahaan... 27 B. Laporan Magang... 47 C. Analisis Dan Pembahasan... 52 BAB IV. PENUTUP
A. Kesimpulan... 78 B. Saran... 79 DAFTAR PUSTAKA
DAFTAR TABEL
TABEL Halaman
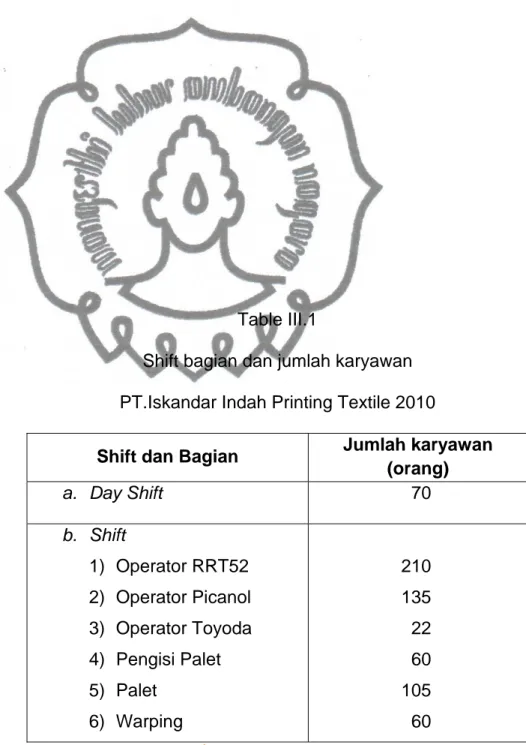
III.1. Tabel Shift bagian dan jumlah karyawan... 35
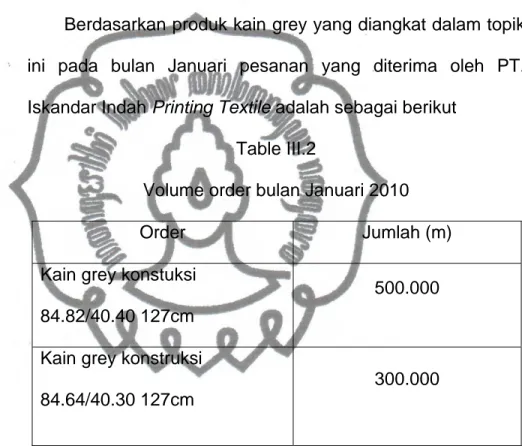
III.2. Volume order bulan Januari 2010... 55
III.3. Data Persediaan dan Lead time... 56
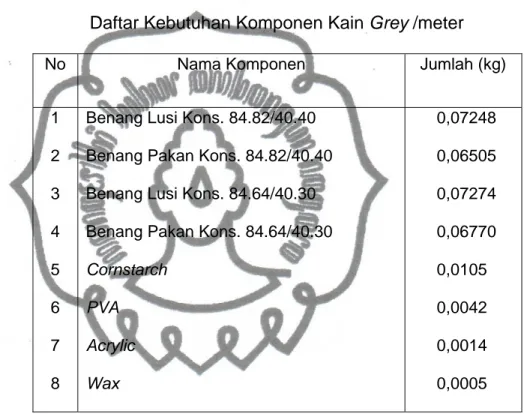
III.4. Daftar Kebutuhan Komponen Kain Grey /meter... 57
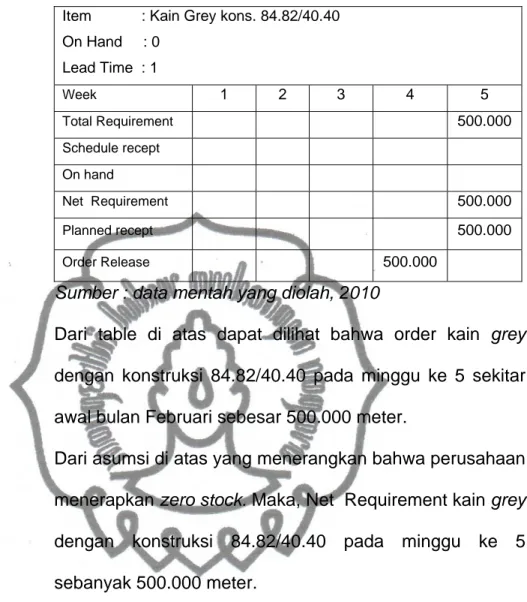
III.5. Item kain grey dengan konstruksi 84.82/40.40... 60
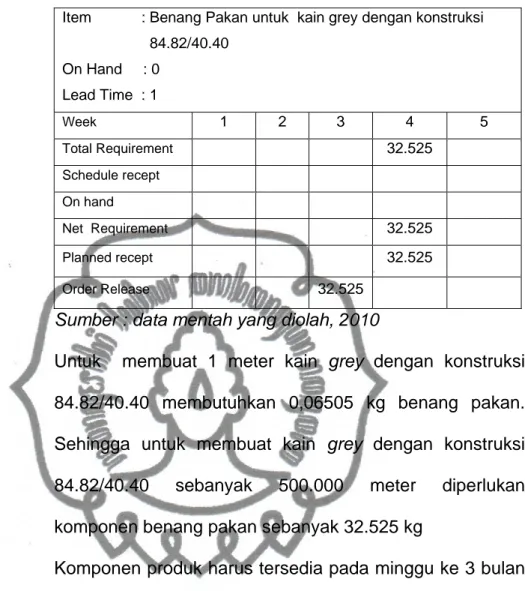
III.6. Item Benang Pakan untuk kain grey dengan konstruksi 84.82/40.40... 61
III.7. Item Benang Lusi untuk kain grey dengan konstruksi 84.82/40.40... 62
III.8. Item Cornstarch untuk kain grey dengan konstruksi 84.82/40.40... 63
III.9. Item PVA untuk kain grey dengan konstruksi 84.82/40.40... 64
III.10 Item Acrylic untuk kain grey dengan konstruksi 84.82/40.40... 65
III.11 Item Wax untuk kain grey dengan konstruksi 84.82/40.40... 66
III.12 Item kain grey dengan konstruksi 84.64/40.30... 67
III.13 Item Benang Pakan untuk kain grey dengan konstruksi 84.64/40.30... 68
III.14 Item Benang Lusi untuk kain grey dengan konstruksi 84.64/40.30... 69
III.15 Item Cornstarch untuk kain grey dengan konstruksi 84.64/40.30... 70
III.16 Item PVA untuk kain grey dengan konstruksi 84.64/40.30... 71
III.17 Item Acrylic untuk kain grey dengan konstruksi 84.64/40.30... 72
III.18 Item Wax untuk kain grey dengan konstruksi 84.64/40.30... 73
III.19 Kebutuhan bahan baku kain grey konstruksi 84.82/40.40... 74
III.21Perbandingan kebutuhan bahan baku kain grey konstruksi 84.82/40.40... 76 III.22Perbandingan kebutuhan bahan baku kain grey konstruksi
DAFTAR GAMBAR
GAMBAR Halaman
I.1. Kerangka Kepemikiran... 10
II1. Bill of Material (BOM)... 22
II.3. Inventori Record File (IRF)... 22
III.1. Struktur Organisasi... 33
III.2. Bill Of Material (BOM) Kain Grey Konstruksi 84.82/40.40... 58
DAFTAR LAMPIRAN
LAMPIRAN
1. Surat Pernyataan
2. Nilai Kinerja Peserta Magang Kerja 3. Surat Keterangan Magang Kerja
4. Perhitungan Menggunakan Aplikasi POM QM for Windows
ABSTRAK
“PENERAPAN METODE MATERIAL REQUIREMENT PLANNING (MRP) DALAM PENGENDALIAN PERSEDIAAN MATERIAL PROSES
PRODUKSI KAIN GREY PADA PT. ISKANDAR INDAH PRINTING
TEXTILE”.
Guntur Wicaksono F3507086
PT. Iskandar Indah Printing Textile merupakan industri manufaktur yang bergerak di bidang textile. Perusahaan ini mengolah bahan baku dari benang menjadi kain grey dan kemudian diolah menjadi batik printing. Perencanaan bahan baku sangat penting bagi perusahaan mengingat jumlah permintaan yang bersifat fluktuatif, hal tersebut untuk mendukung kelancaran produksi sehingga pada akhirnya mempunyai kualitas yang baik dan tersedia pada waktu yang disepakati.
Selama ini dalam mengendalikan persediaan bahan baku PT. Iskandar Indah Printing Textile hanya menerapkan perhitungan manual dan hanya memperkirakan dari order – order sebelumnya.
Analisis yang digunakan adalah menggunakan perhitungan material
requirement planning (MRP) dengan menentukan terlebih dahulu jadwal
induk produksi, kemudian dianalisa dengan menggunakan metode MRP untuk mengetahui perencanaan produksi dan kebutuhan baku dalam tiap komponen, dan menentukan lead time (waktu tunggu pemesanan). Komponen – komponen utama penyusun kain grey terdiri dari benang pakan, benang lusi, PVA, Cornstarch, Wax, Acrylic.
Dari analisis perhitungan di atas dilakukan pengambilan kesimpulan bahwa Selama ini PT. Iskandar Indah Printing Textile menerapkan perhitungan manual dalam merencanakan kebutuhan bahan baku dengan menggunakan insting dari proses – proses produksi sebelumnya. Dengan menggunakan metode material requirement planning (MRP) perusahaan dapat memproduksi kain grey berdasarkan jadwal yang sesuai sehingga terhindar dari keterlambatan pengiriman barang. Selain itu metode MRP lebih efisien dibanding dengan metode yang diterapkan perusahaan saat ini.
Berdasarkan kesimpulan tersebut, maka perlu diajukan saran yaitu mengingat penggunaan metode Material Requirement Planning (MRP) yang dapat mengendalikan persediaan dan waktu pengiriman bahan baku yang baik, maka PT. Iskandar Indah Printing Textile sebaiknya menerapkan metode MRP dalam merencanakan kebutuhan bahan baku, karena lebih efektif dalam operasi produksinya. Selain itu perusahaan mengembangkan sumberdaya manusia agar dapat menerapkan metode
Material Requirement Planning (MRP).
BAB I PENDAHULUAN
A. Latar Belakang
Belakangan ini industri merupakan salah satu faktor penggerak roda perekonomian suatu negara, baik itu negara maju maupun negara berkembang. Hal ini dikarenakan industri mempunyai konstribusi yang sangat besar dalam perkembangan suatu negara. Suatu negara dapat dikatakan berkembang dan maju apabila sektor industri mereka mengalami kemajuan yang baik.
Perencanaan dan pengendalian produksi sangat diperlukan dalam suatu perusahaan untuk menjamin kelancaran produksi yang dilakukan. Perencanaan dan pengendalian produksi perlu mempertimbangkan semua keterbatasan perusahaan, terutama yang menyangkut persediaan material dan kapasitas yang dibutuhkan untuk dapat menghasilkan produk yang menguntungkan sesuai dengan selera konsumen, mempunyai kualitas yang baik dan tersedia pada waktu yang disepakati.
Peran persediaan dalam suatu industri manufacturing sangat penting. Pada umumnya perusahaan menghadapi dua masalah yang saling bertentangan terhadap persediaan. Perusahaan dapat menentukan tingkat persediaan yang tinggi untuk mencegah terhentinya proses produksi karena kekurangan bahan. Bila
menganggur yang besar yang tertanam dalam persediaan, meningkatnya biaya simpan dan resiko kerusakan barang menjadi lebih besar. Sebaliknya bila perusahaan menentukan tingkat persediaan yang rendah akan berakibat resiko terjadinya shortage, terhentinya proses produksi bahkan hilangnya pelanggan. Oleh karena itu perlu dilakukan perencanaan dan pengendalian persediaan dengan baik.
Dengan adanya persaingan pasar, banyak sekali industri – industri baru yang memproduksi berbagai macam jenis produk. Dengan demikian kebutuhan akan faktor – faktor produksi menjadi bertambah banyak. Di lain pihak kegiatan perusahaan mempunyai hubungan yang sangat erat dengan kegiatan produksi. Perusahaan melakukan kegiatan produksi untuk memenuhi kebutuhan pasar. Agar kegiatan produksi dapat berjalan dengan baik. Maka dibutuhkan sistem pengendalian bahan baku sebagai bagian yang sangat vital dalam perusahaan. Pada akhirnya sistem pengendalian bahan baku ini harus diselaraskan dengan semua unsur perusahaan tanpa terkecuali.
Pengendalian bahan baku sangat penting di terapkan disuatu perusahaan karena dalam pelaksanaan kegiatan produksi harus ada bahan baku. Oleh karena itu di dalam dunia usaha masalah bahan baku merupakan masalah yang sangat penting. Agar jangan sampai terjadi keterlambatan persediaan bahan baku, maka harus diadakan penentuan persediaan bahan baku dengan baik. Hal ini sejalan
dengan pendapat Yamit (1998 : 216) Persediaan bahan baku sebagai kekayaan perusahaan memiliki peranaan penting di dalam operasi bisnis dalam pabrik.
Bahan baku merupakan faktor utama bagi perusahaan untuk menunjang kelancaran proses produksi baik dalam perusahaan yang berskala besar maupun kecil. Penentuan persediaan bahan baku berbeda-beda untuk setiap perusahaan, baik untuk jumlah unit persediaan bahan baku yang ada dalam perusahaan, waktu penggunaan persediaan bahan baku, maupun jumlah biaya untuk membeli bahan baku tersebut. Menurut Baroto (2002:53) penyebab timbulnya persediaan adalah sebagai berikut :
1. Mekanisme pemenuhan atas permintaan. Permintaan terhadap suatu barang tidak dapat dipenuhi seketika bila barang tersebut tidak tersedia sebelumnya.
2. Keinginan untuk meredam ketidak pastian. Ketidakpastian terjadi akibat: permintaan yang bervariasi dan tidak pasti dalam jumlah maupun waktu kedatangannya. Ketidakpastian ini dapat diredam dengan mengadakan persediaan
3. Keinginan untuk melakukan spekulasi yang bertujuan mendapatkan keuntungan besar dari kenaikan harga dimasa mendatang.
Pihak perusahaan harus mengantisipasi untuk menghadapi ketiga unsur ketidakpastian di atas. Antsipasi tersebut berkaitan erat dengan
1. Untuk memberikan layanan yang terbaik pada pelanggan. 2. Untuk memperlancar proses produksi.
3. Untuk mengantisipasi kemungkinan terjadinya kekurangan persediaan.
4. Untuk menghadapi fluktuasi harga.
Pencapaian tujuan tersebut menimbulkan konsekuensi bagi perusahaan, yaitu harus menanggung biaya maupun resiko yang berkaitan dengan persediaan (Yamit, 1998 : 216).
Berdasarkan hal tersebut, maka diperlukan suatu sistem pengadaan persediaan, utamanya persediaan bahan baku yang baik. Ada beberapa metode untuk merencanakan persediaan bahan baku, salah satunya dengan menggunakan metode MRP (Material
Requirement Planning). Dengan mengadakan perencanaan
kebutuhan dengan metode MRP yang perencanaannya diawali dengan melakukan peramalan akan jumlah permintaan/ produksi untuk waktu yang akan datang. Perencanaan kebutuhan material
(Material Requirement Planning, MRP) adalah suatu konsep dalam
manajemen produksi, sehingga barang yang dibutuhkan dapat tersedia sesuai dengan yang direncanakan. Menurut Nasution (2003:110) MRP sangat berarti dalam meminimasi investasi persediaan, memudahkan penyusunan jadwal kebutuhan setiap komponen yang diperlukan, dan sebagai alat pengendalian produksi dan persediaan.
System perencanaan bahan baku harus bekerja sama dengan system perencanaan keperluan kapasitas guna memastikan bahwa produksi yang telah terjadwal akan sesuai dengan kapasitas pabrik. Hal ini dilakukan untuk menerapkan metode MRP dalam perusahaan. Setelah penentuan ini dibuat, system perencanaan kebutuhan bahan baku akan menghasilkan beberapa output.
Menurut Nasution (2006 : 274 ) output dari MRP adalah :
1) Memberikan catatan tentang pesanan penjadwalan yang harus dilakukan atau direncanakan, baik dari pabrik sendiri maupun dari suplier.
2) Memberikan indikasi untuk penjadwalan ulang. 3) Memberikan indikasi untuk pembatalan pesanan. 4) Memberikan indikasi untuk keadaan persediaan.
PT. Iskandar Indah Printing Textile merupakan perusahaan yang bergerak di bidang textile dengan tujuan pemasaran dalam dan luar negeri. Untuk memenuhi pesanan tersebut, perusahaan ini masih menggunakan metode perkiraan sebagai pedoman untuk menentukan kapan dan berapa banyak bahan baku yang dibutuhkan dalam proses produksi, pembelian bahan baku untuk proses produksi dalam jumlah yang sama setiap kali pesan. Manajemen yang kurang terencana dan minimnya sumber daya manusia menjadi faktor utama dalam masalah pemenuhan kebutuhan bahan baku.
komitmen terhadap pelanggan untuk memenuhi pengiriman barang tepat waktu dapat terpenuhi. Berdasarkan uraian diatas maka peneliti ini mengambil judul “PENERAPAN METODE MATERIAL
REQUIREMENT PLANNING (MRP) DALAM PENGENDALIAN
PERSEDIAAN MATERIAL PROSES PRODUKSI KAIN GREY PADA PT. ISKANDAR INDAH PRINTING TEXTILE”.
B. Rumusan Masalah
Sesuai dengan uraian latar belakang di atas, maka pokok permasalahan yang akan dibahas adalah:
1. Bagaimana penerapan kebijaksanaan MATERIAL
REQUIREMENT PLANNING (MRP) pada PT. Iskandar
Indah Printing Textile?
2. Bagaimana keefisiensian penerapan metode MATERIAL
REQUIREMENT PLANNING (MRP) dengan perhitungan
menggunakan metode MRP pada PT. Iskandar Indah Printing Textile?
C. Tujuan Penelitian
Dari rumusan masalah diatas, tujuan penelitian ini adalah :
1. Mengetahui bagaimana penerapan kebijaksanaan
MATERIAL REQUIREMENT PLANNING (MRP) pada PT.
2. Mengetahui keefisiensian penerapan metode MATERIAL
REQUIREMENT PLANNING (MRP) dengan perhitungan
menggunakan metode MRP pada PT. Iskandar Indah Printing Textile.
D. Manfaat Penelitian
Adapun manfaat yang dapat diambil dari penelitian ini ada 2 yaitu :
1. Manfaat Teoritis
Hasil dari penelitian ini diharapkan dapat bermanfaat untuk menambah pengetahuan dan pemahaman mengenai penelitian – penelitian yang berkaitan dengan Material
Requirement Planning (MRP). Serta dapat memberikan
pengetahuan dan pemahaman mengenai perencanaan bahan baku yang digunakkan dan diharapkan dapat menerapkan ilmu yang diperoleh.
2. Manfaat Praktis
Penelitian ini diharapkan dapat memberikan sumbangan penelitian mengenai perencanaan dan persediaan bahan baku yang digunakan dalam proses produksi manajemen PT. Iskandar Indah Printing Textile. Hal ini terkait penggunaan metode MRP dalam melakukan pengendalian persediaan bahan baku sebagai salah satu
ketat dipasaran serta diharapkan dengan ini perusahaan mampu menjawab kebutuhan konsumen dengan tidak mengabaikannya kualitas produk yang dihasilkan.
E. Metode Penelitian 1. Obyek Penelitian
Penelitian ini dilakukan pada PT. Iskandar Indah Printing
Textile yang berlokasi di Jl. Pakel No : 11 Solo - Indonesia. Pada
kesempatan kali ini obyek yang diamati yaitu tentang bagaimana cara merencanakan dan menentukan persediaan bahan baku agar pembeliannya sesuai dengan kebutuhan proses proses produksi dan juga dapat memenuhi pesanan konsumen dengan menggunakan metode MRP.
2. Sumber Data
Dalam penelitian ini penulis menggunakan data sekunder. Data sekunder adalah data yang diperoleh dari catatan dan data dari perusahaan yang berhubungan dengan penelitian ini. Adapun data yang diperoleh dalam penelitian ini adalah :
1) Data order perusahaan
Merupakan data yang berupa daftar pesanan yang diterima departemen weaving perusahaan dari konsumen luar perusahaan ataupun dari departemen printing dalam satu atap perusahaan tersebut yang harus dipenuhi pada periode yang telah disepakati.
2) Bill of Material ( struktur produk yang diperlukan dalam proses produksi )
Data ini berupa struktur beberapa komponen atau bahan yang digunakan untuk membuat atau memproduksi produk utama dan biasanya dibuat dalam bentuk struktur produk. 3) Catatan Persediaan
Data ini tentang catatan persediaan data kuantitatif mengenai jenis serta jumlah bahan utama dan sub – sub komponen yang diperlukan.
3. Metode Pengumpulan Data
Dalam pengumpulan data, penulis menggunakan metode analisa dokumen. Jenis metode ini adalah jenis metode dengan melakukan penganalisaan dan pengelolaan terhadap dokumen-dokumen yang diberikan oleh pihak perusahaan agar sesuai dengan metode yang digunakan.
F. Kerangka Kepemikiran
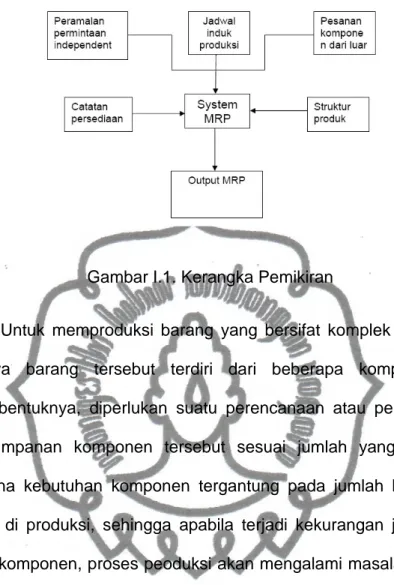
Berikut ini merupakan gambar bagan sistem MRP mulai dari input sampai output menurut Baroto ( 2002 : 145 )
Gambar I.1. Kerangka Pemikiran
Untuk memproduksi barang yang bersifat komplek yang berarti bahwa barang tersebut terdiri dari beberapa komponen yang membentuknya, diperlukan suatu perencanaan atau penyimpanan - penyimpanan komponen tersebut sesuai jumlah yang diperlukan. Karena kebutuhan komponen tergantung pada jumlah barang yang akan di produksi, sehingga apabila terjadi kekurangan jumlah salah satu komponen, proses peoduksi akan mengalami masalah. Untuk itu perlu diterapkan metode MRP yang merupakan cara untuk merencanakan kebutuhan bahan baku yang memungkinkan adanya ketepatan waktu dan ketepatan jumlah komponen.
Pada proses produksi kain grey yang diangkat dalam penelitian ini jumlah tiap komponen dari hasil penghitungan MRP akan diterjemahkan dalam bentuk kilogram bahan baku yang dibutuhkan. Dari hasil tersebut perusahaan akan mengambil keputusan mengenai kapan dan berapa jumlah bahan baku yang akan dipesan untuk proses produksi.
G. Teknik Analisis Data
Dalam analisis ini penulis menggunakan metode MRP pada perusahaan PT. Iskandar Indah Printing Textile. MRP pada dasarnya merupakan metode untuk menentukan kebutuhan bahan baku secara tepat untuk memenuhi schedule produksi utama. Dari analisis utama ini akan ditentukan kapan bahan dipesan untuk diproduksi dan berapa banyak suatu bahan harus tersedia. Sehingga nantinya proses produksi tersebut akan efektif dan efisien.
Sedangakan untuk mengolah data yang sudah ada penulis menggunakan software POM QM for Windows. POM QM for Windows merupakan sebuah program komputer yang digunakan untuk memecahkan masalah dalam bidang produksi dan operasi yang bersifat kuantitatif. Tampilan grafis yang menarik dan kemudahan pengoperasian menjadikan POM QM for Windows sebagai alternatif aplikasi guna membantu pengambilan suatu keputusan. Selain itu software ini mampu menyelesaikan berbagai masalah dalam research
operation dengan cepat salah satunya yaitu MRP ( Material Requirement Planning ).
BAB II
TINJAUAN PUSTAKA
A. Perencanaan dan Pengendalian Produksi
Proses industri harus dipandang sebagai suatu perbaikan yang terus menerus. Diawali dari ide – ide akan sebuah produk hingga distribusi pada konsumen. Berdasarkan umpan balik yang didapatkan dari pengguna produk tersebut maka dapat dikembangkan gagasan baru untuk memperbaiki produk lama ataupun membuat produk yang sama sekali baru. Perencanaan dan pengendalian produksi telah dinyatakan dalam berbagai istilah yang berbeda. Beberapa perusahaan menamakan departemen yang melaksanakan kegiatan perencanaan dan pengendalian produksi ini dengan istilah departemen produksi, departemen pengawasan produksi, departemen operasi, departemen perencanaan produksi atau departemen perencanaan dan pengawasan produksi. Saat ini, istilah yang populer untuk departemen yang dimaksud adalah PIPC/PPIC (Production and inventory planning and control).
Peran serta departemen PPIC/produksi sangatlah krusial dalam proses tersebut diatas. Karena departemen tersebutlah yang merancang, mengefisienkan, dan meningkatkan mutu dari suatu produk berdasarkan atas informasi tentang konsumen dari departemen pemasaran. Tanpa adanya efisiensi, peningkatan mutu, dan sistem distribusi yang unggul, maka sangatlah sulit bagi perusahaan untuk bertahan dan bertarung menghadapi pesaing di era globalisasi sekarang ini.
Menurut Baroto (2002:14) perencanaan dan pengendalian produksi adalah bagaimana mengelola proses produksi tersebut. Perencanaan dan pengendalian produksi merupakan tindakan manajemen yang sifatnya abstrak. Sistem komputer barang kali merupakan analogi yang tepat untuk system produksi. Proses produksi adalah perangkat kerasnya (hardware) dan PPC adalah perangkat lunaknya (software).
Proses untuk merencanakan dan mengendalikan aliran material, mengalir dan keluar dari sistem produksi/operasi sehingga permintaan pasar dapat dipenuhi dengan jumlah yang tepat, waktu penyerahan yang tepat, dan biaya produksi minimum Nasution (2003:13). Hal ini bertujuan guna mengusahakan perusahaan agar dapat berproduksi secara efisien dan efektif sehingga tujuan dari persahaan itu dapat terwujud.
B. Persediaan 1. Pengertian
Setiap perusahaan yang melakukan proses produksi tentunya akan memerlukan persediaan. Dengan adanya persediaan maka diharapkan perusahaan dapat melakukan proses produksi sesuai kebutuhan atau permintaan konsumen. Selain itu dengan adanya persediaan yang cukup tersedia di gudang diharapkan dapat memperlancar kegiatan produksi sehingga dapat menghindari terjadinya kekurangan bahan baku proses produksi. Keterlambatan
jadwal pemenuhan produk yang dipesan kosumen dapat mengakibatkan masalah yang krusial bagi perusahaan.
Persediaan adalah suatu kegiatan yang meliputi barang-barang milik perusahaan dengan maksud untuk dijualdalam suatu periode usaha normal, atau persediaan barang-barang yang masih dijual dalam pengerjaan proses produksi Ahyari( 2004:149 ). Persediaan adalah bagian utama dari modal kerja, merupakan aktiva yang pada setiap saat mengalami perubahan Gitosudarmo( 2002:93 ). Inventory atau persediaan barang sebagai elemen utama dari modal kerja merupakan aktiva yang selalu dalam keadaan berputar, dimana secara terus-menerus mengalami perubahan Riyanto( 2001:69 ). 2. Fungsi Persediaan
Pada prinsipnya semua perusahaan melaksanakan proses produksi akan menyelenggarakan persediaan bahan baku untuk kelangsungan proses produksi dalam perusahaan tersebut. Efisiensi operasional suatu organisasi dapat ditingkatkan karena berbagai fungsi penting persediaan.
Menurut Subagyo (2000 : 206) fungsi persediaan adalah “menyimpan” untuk melayani kebutuhan perusahaan akan bahan mentah/barang jadi dari waktu ke waktu.
Beberapa fungsi persediaan menurut Baroto (2002:53) yaitu : a. Fungsi Independensi
Persediaan bahan diadakan agar departemen – departemen dan proses individual terjaga kebebasannya. Persediaan
barang jadi diperlukan untuk memenuhi permintaan pelanggan yang tidak pasti. Permintaan pasar tidak dapat diduga dengan tepat, demikian pula dengan pasokan pemasok. Seringkali keduanya meleset dari perkiraan.
b. Fungsi Ekonomis
Seringkali dalam kondisi tertentu, memproduksi dengan jumlah produksi tertentu (lot) akan lebih ekonomis dibandingkan memproduksi secara berulang atau sesuai permintaan. Pada beberapa kasus lainnya, membeli dengan jumlah tertentu juga akan lebih ekonomis ketimbang membeli sesuai dengan kebutuhan. Jadi, memiliki persediaan bisa merupakan tindakan yang ekonomis.
c. Fungsi Antisipasial
Fungsi ini diperlukan untuk mengantisipasi perubahan permintaan atau pasokan. Seringsekali perusahaan mengalami kenaikan permintaan setelah dilakukan program promosi. Untuk memenuhi hal ini, maka diperlukan sediaan produk jadi agar tak terjadi stock out.
d. Fungsi Fleksibilitas
Bila dalam proses produksi terdiri atas beberapa tahapan proses operasi dan kemudian terjadi kerusakan pada salah satu tahapan proses operasi, maka akan diperlukan waktu untuk perbaikan. Berarti produk tidak akan dihasilkan untuk
process) pada situasi ini akan merupakan faktor penolong untuk kelancaran proses operasi. Hal lain adalah dengan adanya sediaan barang jadi, maka waktu untuk pemeliharaan fasilitas produksi dapat disediakan dengan cukup.
3. Jenis Persediaan
Setiap jenis persediaan memiliki karakteristik tersendiri dan cara pengelolaan yang bebeda. Render dan Heizer ( 2005:61 ) membagi persediaan menjadi beberapa jenis, yaitu :
a. Persediaan bahan mentah
Persediaan bahan mentah adalah bahan yang telah dibeli namun belum diproses.
b. Persediaan barang dalam proses (Work in Proses – WIP) WIP di selenggarakan karena untuk membuat suatu produk diperlukan waktu (disebut waktu siklus) pengurangan waktu siklus menyebabkan persediaan WIP berkurang.
c. Persediaan MRO (Perlengkapan Pemeliharaan, atau Perbaikan, atau Operasi)
MRO diselenggarakan karena waktu dan kebutuhan peralatan tidak dapat di ketahui. Walaupun permintaan untuk persediaan MRO ini sering kali merupakan fungsi dari jadwal jadwal pemeliharaan, permintaan MRO lainnya perlu diperhatikan.
d. Persediaan barang jadi
Barang jadi dimasukkan dalam permintaan yaitu untuk mengantisipasi terjadinya lonjakan permintaan konsumen terhadap suatu produk.
4. Model persediaan
Terdapat dua model persediaan berdasarkan jenis produknya Render dan Heizer ( 2005 : 68 ) :
a. Persediaan dengan permintaan dependen
Model pengendalian persediaan yang mengasumsikan bahwa permintaan untuk satu produk berkaitan dengan permintaan produk lainnya.
b. Persediaan dengan permintaan independen
Model pengendalian persediaan yang mengasumsikan bahwa permintaan untuk satu produk tidak berkaitan dengan permintaan produk lainnya.
C. Pengawasan Persediaan
Perusahaan harus dapat mempertahankan suatu jumlah persediaan optimum yang dapat menjamin kebutuhan bagi kelancaran kegiatan dalam jumlah dan mutu yang tepat serta dengan biaya yang serendah-rendahnya. Guna membangun tercapainya efisiensi dalam perusahaan, pengawasan sangatlah penting dilakukan. Karena jika tidak dilakukan pengawasan terhadap
kembangnya suatu perusahaan. Persediaan yang terlalu besar akan mengakibatkan kerugian pada perusahaan, hal ini terjadi karena lebih banyak modal dan biaya – biaya yang tertanam yang ditimbulkan oleh persediaan tersebut. Begitu pula sebaliknya, ketika persediaan terlalu kecil akan mengganggu jalannya proses produksi. Oleh karena itu pengawasan sangatlah penting adanya dalam sebuah perusahaan.
Adapun keuntungan melakukan pengawasan persediaan antara lain :
1. Pengadaan dan Penyimpanan untuk memenuhi kebutuhan dalam kuantitas dan kualitas.
2. Memininumkan penanaman modal / investasi bahan
3. Terjaminnya barang yang diterima sesuai dengan spesifikasi purchase order.
4. Terlindung dari pencurian, kerusakan dan kerusakan mutu.
5. Dapat melayani produksi dengan bahan – bahan yang dibutuhkan pada waktu, tempat serta mencegah penyalahgunaan dan penyelewengan.
6. Pencatatan persediaan yang akurat tentang barang masuk, keluar dan penggunaannya.
D. Material Requirement Planning (MRP)
1. Definisi Material Requirement Planning (MRP)
Menurut Nasution (2006:271) MRP adalah prosedur logis, aturan keputusan, dan teknik pencatatan terkomputerisasi yang dirancang untuk menerjemahkan jadwal induk produksi atau MPS
(master production schedulling) menjadi kebutuhan bersih atau NR (net requirement) untuk semua item.
Sementara itu menurut Render & Heizer (2005:160) MRP adalah sebuah teknik permintaan terikat yang menggunakan daftar kebutuhan bahan, persediaan, penerimaan yang diperkirakan, dan jadwal produksi induk untuk menentukan kebutuhan material.
Definisi lain juga dikemukakan oleh Gaspersz (2005 : 177) MRP adalah metode penjadwalan untuk purchased planned orders dan manufactured planned orders yang kemudian diajukan untuk analisis lanjutan berkenaan dengan ketersediaan kapasitas dan keseimbangan menggunakan perencanaan kenutuhan kapasitas
(capacity requirements planning = CRP). 2. Tujuan MRP
MRP biasanya digunakan untuk menghasilkan informasi persediaan yang mampu digunakan untuk mendukung melakukan tindakan secara tepat dalam melakukan produksi. Suatu sistem MRP pada dasarnya bertujuan untuk merancang suatu sistem yang mampu menghasilkan informasi untuk mendukung aksi yang tepat
ulang. Menurut Baroto (2002 : 142) System MRP adalah suatu sistem yang bertujuan untuk menghasilkan informasi yang tepat untuk melakukan tindakan yang tepat ( pembatalan pesanan, pesan ulang, dan penjadwalan ulang ). Ada empat tujuan yang menjadi ciri utama sistem MRP yaitu sebagai berikut :
a. Menentukan kebutuhan pada saat yang tepat. b. M enentukan kebutuhan minimal setiap item. c. Menentukan pelaksanaan rencana pemesanan.
d. Menentukan penjadwalan ulang atau pembatalan atas suatu jadwal yang sudah direncanakan.
3. Komponen utama sistem MRP
Sistem MRP dikembangkan untuk membantu perusahaan manufaktur mengatasi kebutuhan akan item-item dependent secara lebih baik dan efisien. Disamping itu, sistem MRP dirancang untuk membuat pesanan produksi dan pembelian untuk mengatur aliran bahan baku dan persediaan dalam proses sehingga sesuai dengan jadwal produksi untuk produk akhir. Hal ini memungkinkan perusahaan memelihara tingkat minimum dari item-item yang kebutuhannya dependent, tetapi tetap dapat menjamin terpenuhinya jadwal produksi untuk produk akhirnya. Sistem MRP juga dikenal sebagai perencanaan kebutuhan berdasarkan tahapan waktu
(Time-phase requirements planning).
Material Requirements Planning (MRP) merupakan suatu strategi material proaktif. Maksudnya, MRP melihat ke masa depan
dan mengidentifikasi material yang akan diperlukan, jumlahnya, dan tanggal diperlukannya. Komponen utama sistem MRP dapat dikatakan juga sebagai input dari MRP itu sendiri yang antara lain adalah sebagai berikut :
a. Master Production Schedule (MPS)
Merupakan suatu pernyataan definitif tentang produk akhir apa yang direncanakan perusahaan untuk diproduksi, berapa kuantitas yang dibutuhkan, pada waktu kapan dibutuhkan, dan bilamana produk itu akan diproduksi. Dapat dikatakan juga sebagai jadwal produksi utama yang berupa skedul produksi produk jadi untuk produksi mendatang sebesar pesanan dan ramalan permintaan.
b. Bill of Material (BOM)
Merupakan daftar dari semua material, part, dan subasemblies serta kuantitas dari masing – masing yang dibutuhkan untuk memproduksi satu unit produk atau parent
assembly. MRP menggunakan BOM sebagai basis untuk
memperhitungkan banyaknya setiap material yang dibutuhkan untuk setiap periode waktu.
Gambar II.1. Bill of Material (BOM) Sumber : Nasution ( 2006 : 273 ) c. Inventory Record File
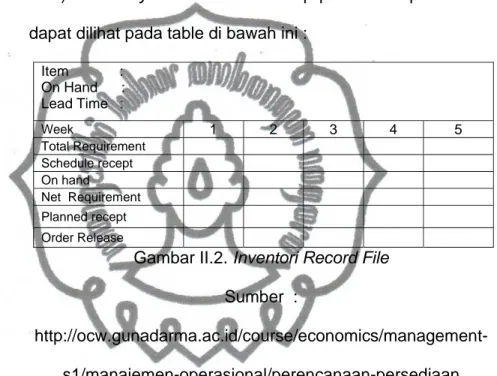
Inventory Record File atau arsip pencatatan persediaan
yang berisi dokumen lengkap tentang status persediaan barang jadi, bahan baku, dan sub-bahan baku dalam struktur produk, jumlah yang ada di tangan, level persediaan pengaman (safety stock) dan lamanya tenggang waktu (lead
time). Inventory record file atau arsip pencatatan persediaan
dapat dilihat pada table di bawah ini :
Item : On Hand : Lead Time : Week 1 2 3 4 5 Total Requirement Schedule recept On hand Net Requirement Planned recept Order Release
Gambar II.2. Inventori Record File Sumber :
http://ocw.gunadarma.ac.id/course/economics/management-s1/manajemen-operasional/perencanaan-persediaan d. Inventory record file atau arsip pencatatan persediaan terdiri
dari : 1) Item.
Item merupakan jenis komponen apa yang akan dipakai, dipantau kebutuhan dan perhitungannya dalam data
inventory record file (IRF).
Merupakan waktu yang diperlukan oleh suatu item bahan baku sejak dilakukan pemesanan sampai bahan baku tersebut siap digunakan dalam proses produksi.
3) Week
System pengendalian persediaan dengan MRP, periode waktu yang digunakan adalah mingguan.
4) Schedule Receipt (penerimaan yang direncanakan)
Penerimaan yang akan direncanakan merupakan jumlah item yang diharapkan diterima pada awal suatu periode waktu dari pemasok atau bagian bahan karena pesanan-pesanan yang telah dilakukan.
5) On Head (persediaan akhir)
Merupakan jumlah item yang tersedia pada akhir periode waktu untuk memenuhi kebutuhan-kebutuhan dalam periode waktu yang akan datang. Persediaan di tangan meliputi penerimaan yang dijadwalkan ditambahkan dengan penerimaan pesanan yang direncankan dikurangi kebutuhan kotor untuk periode tersebut ditambah yang tersedia dari periode sebelumnya.
6) Net Requirement (kebutuhan bersih)
Adalah jumlah bersih suatu item bahan yang harus dipesan atau diproduksi untuk memenuhi output yang dijadwalkan untuk suatu periode. Jumlah ini dihitung
dijadwalkan untuk periode tersebut dikurangi yang tersedia dari periode sebelumnya.
7) Planned Receipt
Planned order release merupakan suatu item yang
direncanakan untuk dipesan dalam periode waktu yang direncanakan.
4. Output MRP
MRP merupakan suatu konsep dalam sistem produksi untuk menentukan cara yang tepat dalam perencanaan kebutuhan material dalam proses produksi, sehingga material yang dibutuhkan dapat tersedia sesuai dengan yang dijadwalkan. Tujuannya untuk mengurangi kesalahan dalam memperkirakan kebutuhan material, karena kebutuhan material didasarkan atas rencana jumlah produksi. Sehingga pada nantinya MRP dapat memberikan informasi atau output yang dapat digunakan sebagai acuan untuk melakukan tindakan selanjutnya.
Adapun output dari MRP menurut Nasution (2006 : 274 ) adalah :
a. Memberikan catatan tentang pesanan penjadwalan yang harus dilakukan atau direncanakan, baik dari pabrik sendiri maupun dari suplier.
c. Memberikan indikasi untuk pembatalan pesanan. d. Memberikan indikasi untuk keadaan persediaan
5. Langkah – langkah mendasar proses MRP
MRP merupakan sistem yang dirancang secara khusus untuk situasi permintaan yang bergelombang (tidak konstan), yang secara tipikal karena permintaan tersebut dependent.
Adapun langkah – langkah proses MRP adalah sebagai berikut menentukan Kebutuhan Bersih (Net Requirement). Net Requirement adalah selisih antara kebutuhan kotor (gross requirement) dengan persediaan yang ada di tangan (on hand). Data yang diperlukan dalam menentukan kebutuhan bersih adalah :
a. Kebutuhan kotor setiap periode b. Persediaan yang ada ditangan
c. Rencana penerimaan (scheduled receipts)
d. Menentukan Jumlah Pesanan. Berdasarkan kebutuhan bersih, ditentukan jumlah pesanan, baik item maupun komponennya
Menentukan BOM dan Kebutuhan kotor setiap Komponen. Kebutuhan kotor setiap komponen, ditentukan oleh rencana pemesanan (planned order released) komponen yg ada diatasnya dengan dikalikan kelipatan tertentu sesuai kebutuhan.
Menentukan Tanggal Pemesanan. Penentuan tanggal pemesanan yang tepat dipengaruhi oleh Rencana Penerimaan