PENDAHULUAN
1.1 Latar Belakang Masalah
Dalam kegiatan produksi yang terdapat pada industri, efektifitas kerja sangat diperlukan untuk meningkatkan jumlah produksi ataupun mengurangi biaya-biaya yang mungkin timbul akibat kerja yang tidak efektif. Efektifitas kerja sangat berguna bagi para karyawan atau operator bagian produksi. Dalam industri sekarang ini masih banyak perusahaan terutama perusahaan produksi yang belum menerapkan efektifitas kerja sehingga hasil produksi dari segi jumlah produk, kualitas dan efisiensi juga mengalami penurunan.
Proses produksi yang terjadi selama ini di OLT. Metal Works tidak memiliki standar cycletime. Pada bagian perakitan, selain tidak adanya waktu baku produksi, juga tidak memiliki standar gerakan perakitan yang ditetapkan. Gerakan perakitan yang terjadi disini dilakukan sesuai dengan kehendak karyawan, walaupun karyawan sebelumnya telah mendapatkan pelatihan tata cara kerja perakitan. Selain itu, pada layout workstation perakitan, komponen rakitan tidak diletakan pada suatu wadah penampungan yang spesifik dan diletakan secara acak sesuai dengan kehendak karyawan juga. Hal ini lah yang menyebabkan terjadinya gerakan-gerakan yang tidak efektif selama proses perakitan berlangsung.
Untuk mengatasi masalah tersebut, dapat dilakukan dengan menganalisa operasi kerja yang dilakukan dengan menggunakan peta kerja dan mengeliminasi bagian-bagian yang tidak perlu sehingga waktu kerja dapat dipersingkat dan kerja
menjadi efektif. Dengan operasi kerja yang lebih efektif, efisiensi waktu produksi dan hal-hal lainnya.
Sistem insentif yang diterapkan oleh OLT. Metal Works berupa sistem borongan yang terbuka bagi seluruh karyawan dengan suatu target produksi yang ditetapkan oleh pihak manajemen. Biasanya hanya diberlakukan pada saat lembur saja. Bagi karyawan yang tidak dapat menyelesaikan target nya, tetap akan diberikan insentif sesuai dengan hasil yang dicapainya pada saat itu.
Apabila diterapkan operasi kerja yang lebih efektif, hal ini akan memberikan efisiensi waktu yang diperlukan untuk menyelesaikan pekerjaan. Dengan efisiensi waktu, maka lembur akan berkurang, yang berakibat berkurangnya insentif yang didapatkan oleh karyawan. Dilain pihak, efisiensi insentif dapat dirasakan oleh karyawan yang dapat berdampak pada kinerja mereka. Oleh karena itu diperlukan suatu sistem insentif yang sesuai dengan tujuan perusahaan dan tujuan karyawan. Dengan penerapan efektifitas operasi kerja dan sistem insentif yang sesuai, diharapkan kinerja karyawan dapat didioptimalkan.
1.2 Perumusan Masalah
Setelah pengamatan dan penelitian secara langsung dilapangan, beberapa indikasi permasalahan yang terjadi adalah:
1. Bagaimana penerapan penghitungan waktu baku untuk penentuan cycle time
tiap workstation?
2. Bagaimanakah penerapan prinsip ekonomi gerakan untuk perbaikan gerakan operasi kerja dan layout sekarang?
3. Sistem insentif seperti apakah yang cocok dengan operasi kerja yang telah dioptimalkan?
4. Bagaimanakah pengaruh insentif terhadap kinerja karyawan?
Berdasarkan identifikasi masalah diatas tersebut, maka dibutuhkan suatu standar operasi kerja pada bagian perakitan yang efektif dan sistem insentif yang sesuai dengan operasi kerja tersebut dan dapat meningkatkan kinerja daripada karyawan bagian perakitan di OLT. Metal Works.
1.3 Ruang Lingkup
Agar tujuan dari pada penulisan skripsi ini lebih terarah dan jelas, maka ruang lingkup pembahasan akan dibatasi sebagai berikut
1. Pengamatan dilakukan hanya terbatas di lantai produksi bagian perakitan. 2. Penelitian hanya terbatas pada produk safety belt Hidaku tipe ETA-100.
3. Penghitungan waktu siklus dan waktu baku untuk penentuan standar cycle time
tiap workstation.
4. Pembuatan peta tangan kiri dan kanan berdasarkan gerakan Therbligs yang sesuai dengan hasil perekaman video (micromotion study) dan layout setiap
workstation perakitan beserta dengan usulannya.
5. Diasumsikan semua karyawan selalu mencapai output maksimum. 6. Penghitungan sistem insentif usulan didasarkan pada waktu baku usulan.
7. Pengumpulan data waktu siklus usulan disimulasikan langsung oleh penulis sendiri, jumlahnya 10 data dan dianggap mencukupi.
8. Metode sistem insentif usulan yang digunakan adalah metode differential
piece-rate plan Taylor, The Rowan plan, The Gantt task and bonus system, dan
The Hasley plan.
9. Responden selama penelitian adalah karyawan atau operator lantai produksi, dan berbagai pihak yang terkait dengan penelitian.
10. Analisa pengaruh sistem insentif dengan motivasi dilakukan dengan metode korelasi dan regresi.
1.4 Tujuan dan Manfaat
Tujuan penulisan skripsi terdiri dari:
1. Menetapkan standar cycle time pada tiap workstation perakitan.
2. Menganalisa gerakan operasi kerja dan layout workstation pada bagian bagian perakitan dan faktor-faktor yang menyebabkan tidak efektifnya operasi kerja. 3. Memperbaiki gerakan-gerakan operasi kerja yang terjadi dan layout
workstation pada bagian perakitan.
4. Menetapkan sistem insentif alternatif yang sesuai dengan operasi kerja yang telah diperbaiki.
5. Menganalisa hubungan dan pengaruh insentif yang diterapakan sekarang terhadap motivasi karyawan.
Manfaat penulisan skripsi terdiri dari:
1. Mendapatkan cycle time setiap workstation dengan penghitungan waktu baku dengan faktor penyesuaian dan kelonggaran
3. Memberikan beberapa alternatif sistem insentif yang dapat digunakan oleh perusahaan.
4. Memberikan suatu gambaran bagaimana sistem insentif mempengaruhi motivasi karyawan, sehingga pihak manajemen dapat menentukan sistem insentif yang dapat mendorong motivasi karyawan.
1.5 Gambaran Umum Perusahaan
1.5.1 Sejarah berdirinya perusahaan
OLT. Metal works merupakan home industry yang memproduksi berbagai macam peralatan logam. OLT. Metal works didirikan pada tahun 1985 oleh bapak Hidayat Kusumah. Pada awalnya, OLT. metal works membuat berbagai peralatan logam berdasarkan permintaan saja, dengan kata lain OLT. metal works hanya berproduksi apabila ada permintaan saja. Peralatan yang dihasilkan berupa berbagai peralatan rumah tangga (seperti alat-alat makan), berbagai peralatan pertambangan (sekop, pacul), engsel pintu, dan lain-lainya.
Semenjak lima tahun berdirinya OLT. Metal works, persaingan pun semakin meningkat dan rendahnya order dari pasar menyebabkan mengalami penurunan produksi. Kemudian, pada tahun 1995, OLT. Metal works memutuskan untuk menfokuskan untuk memproduksi satu jenis produk saja, yaitu: Safety belt tipe ETA-100. kemudian produk
Safety belt OLT. Metal works diberi nama Hidaku Safety belt. Nama
Kusumah. Produk ini digunakan untuk mencegah kecelakan dari tempat kontruksi.
Seiring dengan banyaknya permintaan Safety belt dipasaran Indonesia, OLT. Metal works membuat Hidaku safety Harness tipe USF-5, memiliki fungsi yang sama dengan Safety belt tipe ETA-100, hanya saja tipe USF-5 dipakaikan keseluruh badan seperti memakai baju dan lebih aman. Semenjak produksi pertama produk Hidaku, produk ini mengalami banyak perbaikan dan mengikuti standar keselamatan kerja. Standarasi produk Hidaku meliputi test tensile strength dan shock absorption, kemampuannya dalam menahan beban mencapai 2.000 kg.
Sampai saat ini, produk Hidaku sangat populer di pasaran Indonesia, hal tersebut dapat dicapai karena OLT. Metal works terus melakukan improvisasi dan inovasi. Home industry OLT. Metal works dapat ditemukan di : Jln. Latumenten Raya no.2, jakarta Barat
1.5.2 Visi dan Misi perusahaan
Visi OLT. Metal works adalah Menjadi produsen safety belt di Indonesia yang mampu bersaing dengan produk-produk luar negeri. Untuk misinya, OLT. Metal works menetapkan beberapa poin, yaitu:
1. Memenuhi permintaan dari tiap-tiap kota dengan tepat waktu.
3. Memberlakukan sistem kekeluargaan kepada para pegawainya untuk meningkatkan kinerja perusahaan yang akan menghasilkan
keuntungan bersama.
4. Membina hubungan baik dengan para supplier bahan baku serta distributor perusahaan.
5. Melakukan perbaikan kualitas baik dari sisi bahan baku sampai bahan jadi secara berkelanjutan dengan tetap menjaga agar harga tetap terjangkau.
6. Melakukan promosi ke kota-kota besar untuk menambah pangsa pasar.
Pada saat ini, tujuan utama dari OLT. Metal Works adalah dapat mengungguli produk-produk pesaing, terutama produk china, dalam segi harga maupun kualitas. Dari segi harga, produk safety belt dari china lebih murah dibandingkan dengan safety belt hidaku. Tetapi dari segi kualitas, safety belt hidaku jauh lebih unggul dari safety belt buatan china.
Karena iklim pasar di Indonesia, dan daya beli konsumen Indonesia yang rendah, ditambah lagi dengan rendahnya standar keselamatan kerja, mengakibatkan produk safety belt dari china dapat dengan mudah merambah ke pasaran Indonesia. Hal ini lah yang menjadi fokus utama OLT. Metal Works pada saat ini, yaitu efisiensi biaya agar dapat berkompetisi dipasaran tanpa mengurangi kualitas.
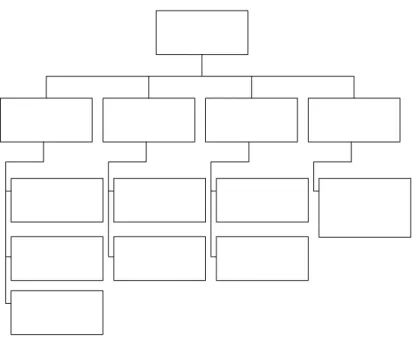
1.5.3 Struktur Organisasi
Struktur organisasi yang digunakan oleh OLT. Metal Works tidaklah terlalu rumit, ini disebabkan karena masih berupa home industry dengan karyawan berkisar antara 20 sampai 30 orang saja. Harus ditekankan bahwa dengan posisi sebagai home industy OLT. Metal Works memiliki keuntungan dalam hal manajemen karena distribusi informasi cepat tersebarnya, serta tercipta suasana kerja yang baik dan terbuka.
Kepemimpinan dipegang langsung oleh Direktur peusahaan yang membawahi beberapa departemen yang masing-masing bekerja sesuai dengan bidangnya. Bagan struktur organisasi OLT. Metal Works adalah sebagai berikut :
Keterangan struktur organisasi :
1. Director
Pemilik perusahaan, sebagai pembuat keputusan tunggal absolut.
2. Production Manager
Manajer yang bertugas untuk memantau semua kegiatan produksi perusahaan dan bertanggung jawab atas semua kegiatan proses produksi. Juga memiliki tugas untuk menyusun jadwal karyawan bagian produksi.
3. Engineering staff
Departemen yang bertugas untuk melakukan perawatan mesin secara berkala dan melakukan perbaikan apabila terdapat kerusakan pada mesin. Fasilitas mesin dalam perusahaan merupakan tanggung jawab bagian ini.
4. Production staff
Departemen yang melakukan kegiatan produksi secara langsung di lantai produksi. Setiap karyawan di lantai produksi telah diberikan pelatihan sebelumnya untuk setiap operasi dilantai produksi.
5. Procurement staff
Departemen yang bertugas untuk membeli bahan baku produksi dan mengawasi persediaan bahan baku produksi. Pembelian bahan baku akan dilakukan apabila persediaan telah menipis. Diperlukan persetujuan dari bagian finance untuk melakukan pembelian.
6. Finance Manager
Manajer yang bertugas untuk mengatasi masalah keuangan perusahaan, mulai dari jurnal sampai dengan aliran kas perusahaan. Dalam periode tertentu, manajer finance akan memberikan laporan keuangan kepada direktur.
7. Accounting staff
Departemen yang bertugas melakukan pembukuan atau jurnal. Dalam tugasnya, karyawan accounting akan berkolaborasi dengan karyawan administration. Pembukuan yang dibuat dilaporkan kepada manajer finance secara berkala.
8. Administration staff
Bagian yang bertugas untuk melakukan segala kegiatan administratif yang bersifat keuangan yang terjadi, seperti memberikan persetujuan atas pengeluar dana yang bersifat rutin, dan lain-lainnya.
9. Marketing manager
Manajer yang bertugas untuk melakukan pemasaran dan promosi akan produk yang akan dipasarkan. Penawaran tidak dilakukan langsung ke konsumen, melainkan kepada agen atau distributor yang membeli dalam dalam jumlah besar.
10. Public Relationship staff
Departemen yang berhubungan dengan pihak luar perusahaan dengan tugas menjaga hubungan dengan pihak-pihak tersebut, seperti supplier, partner, konsumen, dan lain-lainnya.
11. Promoting staff
Departemen yang bertugas untuk melakukan kegiatan promosi, biasanya dilakukan dengan menghubungi konsumen apabila diadakan potongan penjualan dan sebagainya.
12. HRD Manager
Departemen yang bertugas untuk melakukan perekrutan dan pelatihan calon karyawan. Selain itu, bertugas juga untuk menangani berbagai masalah karyawan yang ada, seperti penentuan insentif, dan lain-lainnya.
13. Training and Recruiting staff
Departemen yang tugas utamanya adalah meningkatkan mutu sumber daya manusia perusahaan. Peningkatan tersebut dapat dilakukan dengan melakukan pelatihan kepada karyawan yang sesuai dengan standar perusahaan. Pelatihan yang diberikan dapat berubah, tergantung dari pada situasi dan kondisi yang dihadapi. Selain itu, departemen ini juga bertugas untuk melakukan perekrutan karyawan-karyawan baru.
1.5.4 Proses produksi
Secara garis besar, proses produksi safety belt di OLT. Metal Works memiliki proses sebagai berikut:
1. Pemotongan (Cutting)
Proses pemotongan yang terjadi dilakukan dengan mesin power guillotine
shears. Pemotongan dilakukan pada berbagai komponen logam.
2. Pounding
Merupakan proses paling dominan pada proses produksi di OLT. Metal Works. Setiap komponen logam mengalami proses pounding, jumlah proses pada tiap komponen tergantung pada tipe dan bentuk komponen. Mesin yang digunakan untuk proses ini adalah mesin power press dengan kekuatan 25 ton, 30 ton, 50 ton, dan 63 ton.
3. Penghalusan
Setelah proses pounding, komponen masih memiliki sisi-sisi yang tajam yang dapat melukai orang, sehingga diperlukan proses penghalusan. Proses penghalusan dilakukan dengan menggunakan mesin barrel.
4. Galvanisasi
Proses ini tidak dilakukan oleh OLT. Metal Works sendiri, melainkan dilakukan outsourcing kepada pihak luar. Proses ini bertujuan untuk melapisi komponen yang telah dihaluskan untuk mencegah terjadinya korosi terhadap komponen. Logam yang digunakan dalam pelapisan komponen adalah timah.
5. HeatCutting
Proses ini dilakukan dengan menggunakan mesin heatcutter yang memiliki mata pisau dengan suhu yang tinggi. Proses ini dilakukan pada komponen tambang dan belt.
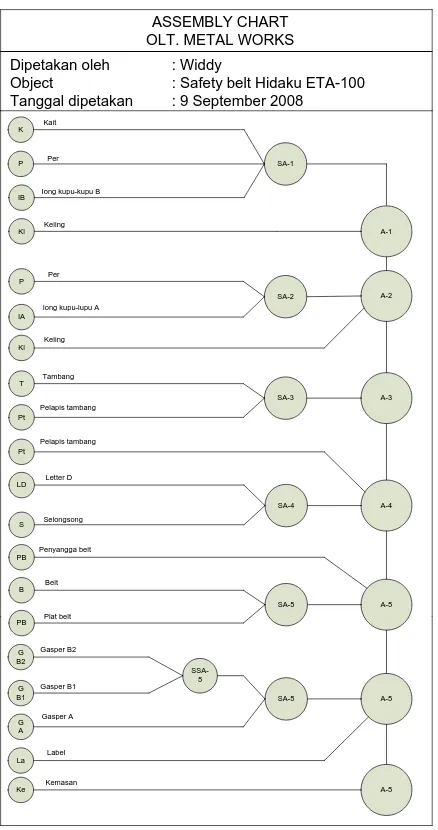
6. Proses perakitan antar komponen
Komponen-komponen yang telah disiapkan dirakit untuk membuat produk
safety belt Hidaku. Mesin-mesin yang digunakan dalam proses ini adalah
mesin clam dan mesin hand press. Untuk proses perakitan safety belt Hidaku tipe ETA-100 dapat dilihat pada assembly chart pada gambar 1.2.
7. Pemeriksaan barang jadi
Sebelum pengemasan, dilakukan pemerikasaan ulang terhadap produk
Safety belt Hidaku yang telah diselesaikan. Kriteria inspeksi berupa
kelengkapan komponen, cacat produk , dan lain-lainnya. Sebelumnya juga telah dilakukan inspeksi pada setiap workstation selama proses perakitan.
8. Pengemasan
Tahap terkahir dari proses produksi. Produk jadi Safety belt Hidaku dikemas. Produk yang telah dikemas, siap didistribusikan ke pasar.
K IB T LD S Kait Iong kupu-kupu B Tambang Letter D Selongsong SA-3 SA-1 A-1 ASSEMBLY CHART
OLT. METAL WORKS
Dipetakan oleh : Widdy
Object : Safety belt Hidaku ETA-100
Tanggal dipetakan : 9 September 2008
A-4 P Per IA Iong kupu-lupu A P Per Kl Keling SA-2 Kl Keling A-2 Pt Pelapis tambang A-3 Pt Pelapis tambang SA-4 B PB Belt Plat belt G B2 G B1 G A Gasper B2 Gasper A Gasper B1 SA-5 SSA-5 PB Penyangga belt A-5 SA-5 A-5 La Ke A-5 Label Kemasan
1.5.5 Sistem kerja personalia dan insentif
Sistem kerja karyawan OLT. Metal Works terdiri dari dua shift
kerja setiap harinya, yaitu:
- Shift pagi dengan jam kerja mulai dari jam 08.00 pagi sampai dengan jam
12.00 siang.
- Shift siang dengan jam kerja mulai dari jam 13.00 siang sampai dengan jam
17.00 sore.
Karyawan OLT. Metal works diberikan waktu istirahat sebanyak 1 jam, yaitu dari jam 12.00 sampai dengan jam 13.00 siang. Selain shift kerja tersebut, OLT. Metal Works juga melakukan kegiatan lembur untuk karyawan. Sistem insentif OLT. Metal Works diterapkan pada saat lembur. Lembur dilakukan dengan cara menetapkan suatu target bagi tiap karyawan (mis: target lembur hari ini adalah 100 unit, apabila karyawan dapat mencapai 100 unit pada saat lembur, maka karyawan akan diberikan insentif sebesar dengan yang telah ditentukan bagian manajemen). Biasanya pekerjaan yang dilakukan lembur adalah proses peraktian.
Lembur biasanya dilakukan lebih-kurang 18 sampai dengan 20 kali perbulan, disesuaikan dengan permintaan pasar. Lembur dilakukan minimal dua kali dalam seminggu dan lembur dimulai pada jam 18.00 malam dan biasanya diakhiri pada jam 22.00 malam. Bagi karyawan yang dapat menyelesaikan target lebih cepat, maka karyawan tersebut dapat melakukan absen pulang lebih cepat. Untuk karyawan yang tidak dapat menyelesaikan target lembur nya, akan tetap diberikan insentif sesuai dengan kinerjanya pada saat lembur.