BAB I PENDAHULUAN
1.1 Latar Belakang Pendirian Pabrik
Potensi Indonesia sebagai Negara agraris dan berdasarkan data dari FAO 2007, Indonesia merupakan salah satu penghasil komoditi singkong terbesar no.4 di dunia sehingga sangat memungkinkan untuk mengembangkan industri yang berbasis singkong. Di Indonesia, ubi kayu tersebar di berbagai kawasan dengan pusat perkembangan di Jawa dan Lampung. Daerah penghasil ubi kayu di pulau Jawa meliputi Jawa Timur (Pacitan, Jember, Kediri, Madiun), Jawa Tengah (Banyumas, Yogyakarta, Wonogiri) dan Jawa Barat (Bogor, Tasikmalaya). Daerah penghasil lainnya adalah Sulawesi Selatan dan Nusa Tenggara Barat dan Timur.
Produksi ubi kayu di Indonesia cukup besar sehingga dapat dimanfaatkan sebagai suatu produk Industri olahan berbasis ubi kayu seperti tapioka. Penggunaan tapioka sebagai bahan baku pembuatan sirup fruktosa merupakan cara untuk meningkatkan nilai ekonomi dari ubi kayu, selain itu juga sebagai salah satu bentuk diversifikasi produk olahan berbahan ubi kayu serta memenuhi kebutuhan gula di Indonesia yang semakin meningkat.
Sehubungan dengan hal tersebut maka sangat tepat jika pemerintah mengambil kebijaksanaan yang pada hakekatnya bertujuan untuk mengurangi ketergantungan terhadap negara lain dalam memenuhi kebutuhan masyarakat yaitu dengan membangun industri-industri yang dapat mengganti peranan bahan
import. Disamping itu dengan didirikannya pabrik ini akan membuat kesempatan
terciptanya lapangan kerja baru dan juga dengan adanya pabrik ini akan mendorong berdirinya pabrik-pabrik lain yang menggunakan bahan dasar sirup fruktosa di Indonesia.
Salah satu industri yang berbasis singkong adalah industri tepung tapioka, dimana Indonesia merupakan penghasil tepung tapioka terbesar no.2 dengan kapasitas rata-rata 15.000.000-16.000.000 ton/tahun setelah Thailand. Tepung tapioka merupakan salah satu bahan baku yang dapat digunakan untuk
memproduksi high fructose syrup (HFS). Ketersediaan bahan baku memungkinkan untuk mendirikan dan mengembangkan pabrik high fructose
syrup (HFS) di Indonesia.
Campuran glukosa, fruktosa dikenal secara komersial sebagai high fructose
syrup (HFS), biasanya mengandung 42% dan 55% fruktosa. Sirup fruktosa atau
yang biasa disebut high fructose syrup (HFS) merupakan salah satu jenis gula cair yang popular di industri makanan. High fructose syrup (HFS) adalah sirup gula campuran dari glukosa dan fruktosa. Saat ini HFS sangat populer digunakan dalam industri minuman. Gula ini dapat dihasilkan dari semua bahan yang mengandung karbohidrat, seperti jagung, singkong, beras, kentang, dan lain-lain (E.A. Borges da Silva, dkk, 2006).
Permintaan HFS semakin bertambah dari tahun ke tahun. Menurut E.A. Borges da Silva, dkk, 2006, pada chemical engineering journal, pertumbuhan pemintaan HFS disebabkan beberapa faktor antara lain karena memeberikan cita rasa yang lebih segar daripada sukrosa, dapat diproduksi dari pati (substrat pada komposisi makanan) dengan biaya yang lebih rendah sehingga memberikan keuntungan yang lebih serta resiko lebih rendah bagi penderita diabetes atau yang mengalami masalah metabolisme tubuh.
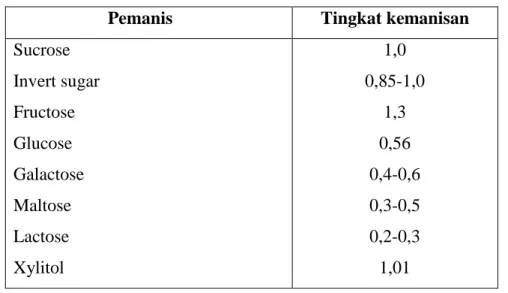
Berdasarkan Parker Kay, dkk, 2010, fruktosa lebih manis daripada sukrosa.
Tingkat kemanisan beberapa pemanis dapat dilihat pada Tabel 1.1, sebagai berikut :
Tabel 1.1 Tingkat kemanisan pada larutan pemanis 5%
Pemanis Tingkat kemanisan
Sucrose Invert sugar Fructose Glucose Galactose Maltose Lactose Xylitol 1,0 0,85-1,0 1,3 0,56 0,4-0,6 0,3-0,5 0,2-0,3 1,01
Cyclamates
Acesulfame K (Sunnette ®)
Aspartame (Equal ®, Nutrasweet ®) Saccharine ( The Pink Stuff)
Stevioside Sucralose (Splenda ®) Thaumatin (Talin ®) 30-80 200 100-200 200-300 300 600 2000-3000
Dari Tabel 1.1. dapat dilihat bahwa fruktosa mempunyai kemanisan tertinggi dari jenis pemanis alami lainnya ( sukrosa, maltose, laktosa, xylitol, galaktosa, gula inversi dan glukosa). Meskipun jenis pemanis sintesis mempunyai tingkat kemanisan yang tinggi, pemanis sintesis tidak bisa menggantikan sukrosa karena penggunaanya dibatasi oleh peraturan kesehatan Negara yaitu Peraturan Menteri Kesehatan Republik Indonesia No. 722/MENKES/ PER/ IX/ 1988 tentang bahan tambahan makanan.
Pabrik high fructose syrup (HFS) dari tepung tapioka dengan proses enzimatik didirikan dengan alasan agar dapat menurunkan impor sukrosa dan gula rafinasi yang pada akhirnya akan membantu pemenuhan kebutuhan pemanis untuk konsumsi masyarakat dan industri dengan memanfaatkan potensi Indonesia dalam pemenuhan bahan baku. Selain itu dapat memberikan peluang yang bagus karena pabrik-pabrik high fructose syrup (HFS) di Indonesia masih mempunyai kapasitas produksi yang kecil serta pengembangan produksi dengan inovasi bahan baku, yaitu menggunakan tepung tapioka.
Jika ditinjau dari harga, high fructose syrup (HFS) lebih murah karena dalam proses pembuatannya tidak perlu dilakukan pengkristalan dan pengeringan seperti pada proses pembuatan sukrosa, biaya proses lebih murah sehingga harga produk juga lebih murah. Selain industri minuman ringan, industri-industri yang menggunakan high fructose syrup (HFS) antara lain adalah industri yogurt, industri cokelat dan industri ice cream yang dapat meningkatkan cita rasa produk-produk tersebut, dapat mempercepat proses fermentasi dalam pembuatan
cream. Penggunaan high fructose syrup (HFS) pada industri-industri tersebut akan
memberikan keuntungan ekonomi yang lebih untuk industri-industri tersebut. Berdasarkan pernyataan diatas maka dapat disimpulkan bahwa pendirian pabrik high fructose syrup (HFS) dari tepung tapioka mempunyai prospek yang baik. Pendirian pabrik ini diestimasi dapat menurunkan impor gula tebu (sukrosa) yang dapat menguntungkan produksi gula nasional karena kebutuhan gula industri sebagian besar dipenuhi dengan high fructose syrup (HFS) sehingga kebutuhan sukrosa dapat ditekan. Selain itu, permintaan high fructose syrup (HFS) diestimasi akan terus meningkat seiring dengan meningkatnya industri makanan, minuman dan industri-industri lain yang menggunakan high fructose syrup (HFS) di Indonesia.
1.2 Penentuan Kapasitas Perancangan Pabrik
Kapasitas produk dapat diartikan sebagai jumlah maksimum output yang dapat diproduksi dalam satuan massa tertentu. Kapasitas rancangan suatu pabrik ditentukan oleh:
a. Kebutuhan Fruktosa di Indonesia
Penentuan kapasitas produksi didasarkan pada kebutuhan fruktosa yang masih impor dan kapasitas ini harus diatas atau paling tidak sama dengan kapasitas minimum pabrik yang sudah beroperasi dengan baik dan menguntungkan. Apabila dibandingkan dengan besarnya kebutuhan maka kapasitas pabrik harus lebih besar untuk mengantisipasi kenaikannya. Data kebutuhan fruktosa di Indonesia dapat dilihat pada tabel 1.2
Tabel 1.2.Data kebutuhan Impor Fruktosa
Tahun Impor (kg/tahun)
2010 102.088.800
2011 167.232.012
2012 368.139.192
2013 610.326.312
2014 853.337.112
b. Pabrik yang Sudah Berdiri
Tabel 1.3. Data pabrik yang sudah beroperasi
Nama Kapasitas (ton/tahun)
PT. Puncak Gunung Agung 400.000
PT. Associated British Budi 72.000
(http://industri.kontan.co.id) Perhitungan Kapasitas pabrik,
Dari grafik diatas dapat diambil persamaan yang menghubungkan jumlah impor fruktosa dan tahun impor fruktosa :
y = 1,95.108 x - 4,2.108 = 1,95.108 x 2019 – 4,2.108 = 2.560.374,702 ton/tahun
Untuk memenuhi 5 % dari kebutuhan impor ditahun 2019 Kapasitas 2019 = 5% x y
=
= 128.018,735 ton/tahun
Dengan melihat pertimbangan pabrik fruktosa yang sudah didirikan dengan kapasitas 72.000–400.000 ton/tahun, maka kapasitas produksi yang direncanakan pada pabrik ini sebesar 100.000 ton/tahun dengan pertimbangan peningkatan kebutuhan fruktosa setiap tahun.
1.3 Lokasi Pabrik
Ada beberapa kriteria yang harus dipertimbangkan dalam menentukan lokasi pabrik agar pabrik yang kita rancang dapat mendatangkan keuntungan yang besar, antara lain : penyediaan bahan baku, pemasaran produk, fasilitas transportasi dan tenaga kerja.
Alasan pemilihan lokasi untuk lokasi pendirian pabrik HFS yang sesuai dengan studi kelayakan antara lain :
a. dekat dengan bahan baku b. ketersediaan sumber air
c. dekat dengan konsumen
d. dekat dengan pelabuhan
Pemilihan lokasi suatu pabrik merupakan salahsatu hal yang harus diperhatikan. Oleh karena itu, pabrik HFS ini direncanakan dibangun di Provinsi Lampung. Berikut di bawah ini adalah peta pulau Sumatera dimana provinsi Lampung sendiri terletak di paling selatan dari pulau Sumatera.
Pemilihan lokasi pabrik HFS ini sendiri melalui pertimbangan-pertimbangan sebagai berikut :
1. Ketersediaan bahan baku
Di provinsi Lampung terdapat perusahaan agrobisnis yaitu Sungai Budi Group. Perusahaan ini mendirikan anak usaha yang bernama PT Budi Acid Jaya Tbk (BUDI) dan difokuskan sebagai perusahaan penghasil produk berbasis tepung tapioka. BUDI sendiri adalah produsen tepung tapioka terbesar di Indonesia dengan menguasai sekitar 20 persen pasaran. Kapasitas dari Pabrik 645.000 ton/tahun.
2. Sarana transportasi
Sarana dan prasarana transportasi sangat diperlukan untuk proses proses penyaluran bahan baku dan pendistribusian produk. Dengan adanya fasilitas jalan raya dan pelabuhan Bakauheni di Lampung, maka pemilihan lokasi untuk pabrik HFS ini sudah tepat.
Gambar 1.2 Pelabuhan Bakauheni
3. Tenaga kerja
Tersedianya tenaga kerja yang terampil juga diperlukan untuk menjalankan mesin-mesin produksi. Tenaga kerja dapat direkrut dari daerah Lampung dan sekitarnya di pulau Sumatera atau juga dapat dari pulau Jawa.
Berdasarkan Badan Pusat Statistik (BPS) pada tahun 2010 Profinsi Lampung tercatat 220.619 jiwa pengangguran dengan jenjang pendidikan SD sampai Sarjana.
4. Penyediaan utilitas
Sarana-sarana pendukung seperti tersedianya air, listrik, dan sarana lainnya juga harus diperhatikan agar proses produksi dapat berjalan dengan baik. Di Lampung terdapat banyak sungai dan yang terbesar adalah sungai Way
Sekampung yang bisa digunakan sebagai sumber air dan untuk penyediaan listrik dapat dilakukan dengan sistem turbin dengan steam boiler atau dengan mensuplai dari PLN setempat.
Gambar 1.3 Sungai Way Sekampung
1.4 Tinjauan Pustaka
1.4.1 Macam-macam proses
Prinsip umum hidrolisis pati ada tiga macam, yaitu :
1. Hidrolisis dengan menggunakan asam
2. Hidrolisis dengan menggunakan asam dan enzim
3. Hidrolisis dengan menggunakan enzim-enzim
1.4.1.1 Hidrolisis dengan menggunakan asam
Asam yang biasa digunakan untuk proses ini antara lain adalah asam sulfat, asam klorida dan asam fosfat. Dalam proses ini asam berfungsi sebagai katalis yang dapat mempercepat terbentuknya produk. Reaksi yang terjadi pada hidrolisis pati dengan asam adalah sebagai berikut :
(C6H10O5)n+ n H2O n(C6H12O6) Karbohidrat Air Glukosa
1.4.1.2 Hidrolisis dengan menggunakan asam dan enzim
Hidrolisis dengan menggunakan asam (preliminary) dan enzim (secondary) menyebabkan range nilai DE (Dextrose equivalent) naik turun. Setelah hidrolisis dengan asam (preliminary) temperature diturunkan dan pH dinaikkan. DE (Dextrose equivalent) yang lebih tinggi menurunkan yield glukosa selama hidrolisis dengan enzim (keberadaan asam menghambat konversi enzimatik), sementara dengan DE (Dextrose equivalent) lebih rendah dari 10 dapat menyebabkan starch retrogradation yang dapat menyebabkan permasalahan dalam proses penguraian.
Reaksi yang terjadi pada hidrolisis pati dengan asam enzim adalah sebagai berikut :
Reaksi dengan asam (primary) :
(C6H10O5)n + n H2O nC6H12O6
2(C6H10O5)n + n H2O nC12H22O11
3(C6H10O5)n + n H2O nC18H32O16
Reaksi dengan enzim (secondary):
C12H22O11 + H2O C6H12O6
C18H32O16 + H2O C6H12O6
1.4.1.3 Hidrolisis dengan menggunakan enzim-enzim
Hidrolisis pati dengan menggunakan enzim-enzim dilakukan dengan 2 jenis enzim yaitu enzim α-amilase dan gluokoamilase (amilglukosidase). Enzim α
-amilase digunakan pada proses likuifikasi sedangkan enzim gluko-amilase digunakan pada proses sakarifikasi. Reaksi yang terjadi pada hidrolisis pati dengan enzim - enzim adalah sebagai berikut :
(C6H10O5)n n(C6H10O5)x
n(C6H10O5)x x n C6H12O6
Dalam pemilihan ini digunakan beberapa kriteria, antara lain:
1. Merupakan proses yang komersial dalam arti telah banyak digunakan. 2. Proses menggunakan alat yang telah umum digunakan, telah dikenal serta
mudah dioperasikan dan diperbaiki.
3. Tidak banyak menggunakan peralatan karena akan memperbesar biaya investasi.
4. Proses dirancang untuk menghasilkan komposisi fruktosa yang relatif tinggi. 5. Proses beroperasi pada tekanan rendah, hal ini dimaksudkan untuk
mengurangi biaya yang tinggi. asam asam asam enzim enzim α-amilase glukoamylase
Berdasarkan beberapa macam proses hidrolisis pati yang telah diuraikan diatas, masing-masing proses hidrolisis mempunyai kelebihan dan kekurangan, berikut merupakan perbandingan dari beberapa macam proses hidrolisis berdasarkan Tjokroadikoesoemo, 1993, antara lain adalah :
Tabel 1.4 Perbandingan beberapa proses hidrolisis pati
No. Uraian Metode Hidrolisis
Asam Asam-Enzim Enzim-Enzim
1. Kondisi Operasi : • Tekanan(kg/cm2) 3 1-3 1 • Suhu(oC) 140-160 60-140 60-105 • pH 2,3 1,8-2 4,5-6 2. Proses : • DE (%) 30-55 63-80 95-98
• Daya Korosi Tinggi Tinggi Rendah
3. Aspek Ekonomi
• Kebutuhan Massa Banyak Banyak Sedikit
• Biyaya Peralatan Mahal Mahal Murah
• Energi Besar Besar Kecil
• Investasi Tinggi Tinggi Rendah
Setelah mencermati kelebihan dan kekurangan proses hidrolisis pati diatas, maka dipilih proses hidrolisis dengan menggunakan enzim-enzim dengan pertimbangan-pertimbangan sebagai berikut :
Nilai DE (dextrose equivalent) tinggi, yaitu antara 95 – 98%.
Kondisi operasi pada suhu dan tekanan yang rendah sehingga membutuhkan energi yang lebih sedikit.
Kemungkinan korosi kecil.
Dapat mempertahankan rasa dan aroma bahan dasar.
1.4.2 Kegunaan produk
High fructose syrup (HFS) dapat digunakan secara parsial ataupun
menyeluruh sebagai pengganti gula tebu (sucrose) atau gula inverse pada makanan yang dapat menghasilkan rasa manis dan dapat meningkatan cita rasa. Selain itu high fructose syrup (HFS) digunakan pada industry minuman ( soft
drink ), industri kue, manisan, industry makanan, produk susu dan lain-lain.
Freezing Point
Fruktosa mempunyai freezing point yang tinggi.ini menjadi alasan penggunaan fruktosa sebagai pemanis pada makanan-makanan beku seperti yogurt beku dan ice cream. Freezing point yang tinggi pada fruktosa membuat produk mempunyai tekstur yang halus.
Fruit Flavor
Fruktosa disebut juga dengan gula buah karena ketika digunakan pada produk akan memberikan rasa buah seperti pada fruit-flavoredyogurt.
Glycemic Index rendah
Fruktosa mempunyai glycemic index yang rendah yang menyebabkan makanan atau produk mempunyai glycemicload yang rendah. Glycemicload adalah jumlah yang menunjukkan bagaimana makanan atau produk tertentu akan mempengaruhi kadar gula darah.
Stability
Fruktosa mempunyai kestabilan yang tinggi dan digunakan untuk meningkatkan cita rasa produk yang mempunyai stabilitas yang tinggi.
1.4.3 Sifat fisika kimia bahan baku dan produk I.4.3.1 Bahan Baku Utama
Sifat fisika Pati:
Formula : C6H10O5
Berat Molekul : 162,14 g/mol
Specific gravity : 1,50 (Perry)
I.4.3.2 Bahan Baku Pendukung
1. Enzim ά-amilase
• Fase : Padat
• Rumus Molekul : CH3COOH
• Densitas : 1,25 kg/L
• Titik Didih : 118ºC pada 1 atm
• Titik Leleh : 1,67ºC pada 1 atm
• Viskositas : 1,22 cp
• Lama operasi : 2-3 jam
• pH operasi : 6,3-6,5
• Dosis : 0,5-0,8 L/ton pati
(Uhlig, 1998) 2. Enzim Glukoamilase • Fase : Padat • Dosis : 1,5-5 mL/kg • Densitas : 1,25 kg/L • Suhu optimal : 60°C
• Lama operasi : 24-48 jam
• pH operasi : 4,0-4,5
(Uhlig, 1998) 3. Enzim Glukoisomerase
• Suhu optimal : 60-62°C
• Lama operasi : 15 menit
• pH operasi : 7,4-7,6
• Dosis : 0,3 L/kg glukosa
• Densitas : 0,33 kg/L
(Uhlig, 1998) 4. Hydrogen chloride (HCl)
Sifat – sifat fisika HCl
Berat molekul : 36,47 g/mol
• Densitas : 1,268 kg/L • Titik didih : -85°C • Titik lebur : -111°C (Perry) Sifat kimia • Bersifat volatil
• Merupakan asam kuat
• Larut dalam air
• Dapat teroksidasi oleh oksidator kuat
(Greenwood, et.al.,1997)
5. Calcium Chloride (CaCl2) Sifat – sifat fisika :
• Berat molekul : 110,99 g/mol
• Densitas : 2,152 kg/L
• Titik didih : >1600°C
• Titik lebur : 772°C
(Perry) Sifat – sifat kimia :
• Bersifat higroskopis.
• Larut dalam asam asetat, etanol, dan aseton.
• larutan, tidak seperti senyawa kalsium lainnya yang tidak dapat larut, kalsium klorida dapat berdisosiasi.
• Mempunyai rasa seperti garam sehingga dapat digunakan sebagai bahan untuk makanan.
(Patnaik, 2003) 6. Sodium Hydroxide (NaOH)
Sifat fisika :
Berat molekul : 40.00 g/mol
Densitas : 2,130 kg/L
Titik didih : 139°C
Titik beku : 318,4°C
(Perry) Sifat kimia:
• Sebagai agen titrasi asam-basa
• Higroskopis
• sangat korosif
• cepat menyerap CO2 dan air dari udara
• sangat larut dalam air (110 g / 100mL pada suhu kamar) (Patnaik,2003)
7. Magnesium Sulfat (MgSO4) Sifat Fisika
• Berat molekul : 120,38 g/mol
• Densitas : 2,66 kg/L
• Titik beku : 1185°C
(Perry) Sifat kimia:
• larut dalam air, aceton dans edikit larut dalam eter
• merupakan garam anhidrat
(Patnaik,2003)
I.4.3.3 Pruduk Utama
Fruktosa
• Rumus Molekul : CH2OH(CHOH)3COCH2OH
•Berat Molekul : 180,16 g/mol
•Specific Gravity : 1,669
•Melting point : 95-105°C
(Perry) 1.4.4 Tinjauan proses secara umum
1. Proses Pencampuran (Mixing)
Proses pencampuran Tepung tapioka yang datang dari proses pengolahan sebelumnya (pabrik tepung tapioka), mula-mula diencerkan di dalam sebuah tangki khusus yang dilengkapi dengan alat pengaduk sampai pekat. Setelah semua persiapan yang lain selesai dikerjakan, kedalam suspensi dibutuhkan enzim
α-amilase (dapat diisolasi dari bakteri) secukupnya. 2. Proses Likuifikasi.
Likuifikasi adalah proses hidrolisis larutan tepung atau pati pada konsentrasi serta pH dan suhu tertentu oleh enzim (alpha-amylase). Syarat utama enzim untuk proses ini harus tahan panas dan aktif suhu antara 110-120°C. Melalui proses ini pati (karbohidrat) akan diubah menjadi dekstrin yang di dalamnya terdiri dari campuran oligosakarida, disakarida, dan monosakarida. Hidrolisis pati dapat dilakukan oleh asam atau enzim. Bubur pati yang terlebih dahulu telah mendapat
perlakuan pendahuluan di dalam tangki pengaduk (static mixer) dipompa melewati jet cooker menuju ke holding tank dan selanjutnya diteruskan ke tangki reaktor liquifaction.
3. Proses Sakarifikasi.
Sakarifikasi merupakan proses lanjutan dari larutan liqufikasi. Derajat keasaman (pH) diatur pada kisaran 4-5 dengan suhu 55-60°C melalui penambahan enzim gluco-amylase selama 60-70 jam. Dengan demikian larutan akan berubah menjadi monosakarida-glukosa sehingga diperoleh 47 glukosa yang berkadar 94%. Proses sakarifikasi dilakukan di dalam suatu tangki reaktor atau tangki tunggal (sistem terputus) atau dalam sejumlah tangki yang disusun secara seri (sistem kontinyu). Reaktor-reaktor tersebut dilengkapi dengan alat pengaduk, sistem pendingin atau pemanas, dan isolator yang digunakan untuk membungkus dan melindungi tangki dari kehilangan panas, sehingga suhu di dalam reaktor dapat dijaga tetap sekitar (60-61)°C. Proses sakarifikasi berlangsung antara (24-72) jam, tergantung dosis enzim yang digunakan dan derajat inversi yang diinginkan. Campuran hasil liquifikasi didinginkan sampai 60°C, suhu yang optimal untuk proses sakarifikasi. Karena reaksinya endotherm maka ada kecenderungan proses menyebabkan penurunan suhu, karena itu harus ditambahkan dan dikendalikan. Pengendalian suhu, sangat penting pada tahap sakarifikasi.
4. Proses Evaporasi.
Sirup murni kemudian dipekatkan di dalam alat penguap vakum (vacum
evaporator). Untuk keperluan penguapan sirup glukosa, sirup maltosa, atau sirup
dekstrosa yang akan diolah lebih lanjut sebagai HFS dan lain-lain, digunakan sistem penguapan bertingkat (multiple effect evaporator) yang dilengkapi pula dengan pemanas pendahuluan, separator sentrifugal di dalamnya dan kondensor. Sedangkan untuk pengolahan sirup dekstrosa 50 atau sirup maltosa tinggi menjadi kristal dekstrosa atau kristal maltosa, cukup digunakan alat penguap vakum tunggal (single effect evaporator). Penguapan atau evaporasi adalah proses perubahan molekul di dalam keadaan cair (contohnya air) dengan spontan menjadi gas (contohnya uap air). Proses ini adalah kebalikan dari kondensasi. Umumnya
penguapan dapat dilihat dari hilangnya cairan secara berangsur-angsur ketika terpapar pada gas dengan volume signifikan.
5. Proses Isomerisasi
Isomerisasi adalah lanjutan dari sakarifikasi. Dalam proses ini glukosa diubah lagi menjadi fruktosa dengan jalan melewatkannya ke dalam kolom yang berisi immobilized enzim isomerase. Dengan kondisi pH 8 serta suhu 60°C dan waktu selama 3 jam akan diperoleh hasil berupa HFS generasi I atau HFS-42. Adanya oksigen terlarut dapat memblokir reaksi isomerisasi. Enzim dalam kolom secara cepat berubah secara isomerisasi, glukosa menjadi fruktosa. Kadar sirup glukosa harus diatur selalu tetap yaitu antara 42,5–43% agar ”flowrate”nya konstan. Bahan baku untuk pengolahan High Fructose Syrup (HFS) adalah sirup dektrosa yang dihasilkan melalui cara pengenceran, dekstrinasi, dan sakarifikasi pati memakai katalisator sistem enzim. Kandungan dekstrosa di dalam sirup yang akan di olah sebaiknya tidak kurang dari 93% berat kering.