ii
BATIK DENGAN METODE MATERIAL REQUIREMENT PLANNING
(MRP) PADA CV. MITRA SETIA USAHA PEKALONGAN
Diajukan Sebagai Syarat Memperoleh Gelar Sarjana Teknik Program Studi Teknik Industri Fakultas Teknik
Universitas Dian Nuswantoro Semarang
Diajukan oleh : DEBBY MALINDA
E12.2013.00669
PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS DIAN NUSWANTORO SEMARANG
iv
KATA PENGANTAR
Assalamu’alaikum Wr.Wb.
Puji syukur Alhamdulillah Penulis panjatkan kehadirat Allah SWT, dengan rahmat dan hidayah-Nya telah memberikan kelancaran dan kesehatan sehingga dapat menyelesaikan Laporan Tugas Akhir dengan judul “PERENCANAAN DAN PENGENDALIAN BAHAN BAKU PEMBUATAN KAIN SARUNG BATIK
DENGAN METODE MATERIAL REQUIREMENT PLANNING (MRP)
PADA CV. MITRA SETIA USAHA PEKALONGAN”. Penyusunan Laporan
Tugas Akhir ini dibuat dalam rangka memenuhi persyaratan kelulusan progr am studi Teknik Industri (S1) di Universitas Dian Nuswantoro serta dimaksudkan untuk menambah wawasan dan menerapkan ilmu yang sudah didapatkan selama perkuliahan. Dalam penyusunan Laporan Tugas Akhir ini, Penulis banyak mendapat pengarahan, bimbingan dan saran dari berbagai pihak. Maka dari itu, dalam kesempatan ini penulis mengucapkan banyak terima kasih kepada:
1. Allah SWT, atas segala petunjuk-Nya sehingga Penulis dapat melaksanaka n penelitian dengan baik dan lancar.
2. Orang Tua, yang tak pernah lelah memberikan dukungan moril dan pengawasan kepada Penulis dalam setiap proses yang dijalani.
3. Bapak Dr. Ir. Edi Noersasongko, M.Kom selaku Rektor Universitas Dian Nuswantro Semarang.
4. Ibu Dr. Dian Retno Sawitri Ir. MT selaku Dekan Fakultas Teknik Universita s Dian Nuswantoro Semarang.
v
5. Bapak Dr. Herwin Suprijono, MT selaku Ketua Program Studi Teknik Industri Universitas Dian Nuswantoro Semarang.
6. Ibu Tita Talitha, MT dan Bapak Jazuli, S.T.,M.Eng selaku dosen pembimb ing yang bersedia meluangkan waktu untuk memberikan bimbingan, arahan, motivasi dalam proses pelaksanaan dan penyusunan laporan Tugas Akhir. 7. Seluruh Dosen dan Staf karyawan Program studi Teknik Industri Fakulatas
Teknik Universitas Dian Nuswantoro Semarang.
8. Teman-teman Teknik Industri, saudara, kerabat dan sahabatku, yang selalu menjadikan suasana lebih menyenangkan dalam penyusunan Laporan Tugas Akhir serta memberikan banyak informasi, semangat dan doa untuk penulis. Penulis menyadari bahwa laporan Tugas Akhir ini masih dapat dikembangkan dengan lebih baik lagi, maka dengan segala kerendahan hati Penulis mengharapkan adanya saran dan kritik yang membangun demi adanya perbaikan untuk ke depannya. Semoga laporan Tugas Akhir ini dapat bermanfaat.
Wassalamu’alaikum Wr.Wb
Semarang, Juli 2017 Penulis
vi DAFTAR ISI
HALAMAN PERSETUJUAN ...ii
PERNYATAAN...iii
KATA PENGANTAR ...iv
DAFTAR ISI ...vi
DAFTAR GAMBAR ...x
DAFTAR TABEL ...xi
DAFTAR LAMPIRAN...xv
ABSTRAK ...xvi
BAB I PENDAHULUAN ...1
1.1 Latar Belakang Masalah...1
1.2 Perumusan Masalah ...5 1.3 Tujuan Penelitian ...6 1.4 Manfaat Penelitian ...6 1.5 Manfaat Penelitian ...6 1.6 Batasan Masalah ...7 1.7 Keaslian Penelitian ...8
BAB II TINJAUAN PUSTAKA ...14
2.1 Deskripsi Kain Sarung Batik ...14
2.2 Proses Produksi Kain Sarung Batik CV. Mitra Setia Usaha ...14
2.3 Perencanaan dan Pengendalian Produksi ...17
vii 2.3.2 Pengendalian Produksi ...19 2.4 Pengertian Persediaan ...21 2.4.1 Tujuan Persediaan ...21 2.4.2Fungsi Persediaan ...22 2.4.3Jenis Persediaan ...23 2.4.4Biaya Persediaan ...24 2.5 Peramalan (Forecasting) ...27
2.5.1Peranan dan Kegunaan Peramalan ...31
2.5.2Jenis Peramalan ...32
2.5.3Jenis-jenis Pola Data...35
2.5.4Metode Peramalan ...38
2.5.5Uji Kesalahan Peramalan/Uji Verifikasi ...41
2.5.6 Tracking Signal ...43
2.6 Material Requirement Planning (MRP) ...44
2.6.1Input Sistem MRP ...47
2.6.2Keluaran MRP ...49
2.6.3Manfaat MRP ...50
2.6.4Tujuan MRP ...50
2.7 Teknik Pengukuran Lot Sizing...51
BAB III METODE PENELITIAN ...54
3.1 Objek Penelitian ...54
3.2 Tahap Penelitian ...54
viii
3.2.2 Literatur ...54
3.2.3 Rumusan Masalah ...55
3.2.4 Penetapan Tujuan Penelitian ...55
3.3 Jenis dan Sumber Data ...56
3.2.1 Jenis Data...56
3.2.2 Sumber Data ...57
3.4 Teknik Pengumpulan Data ...57
3.4.1 Observasi...57
3.4.2 Wawancara...58
3.4.3 Studi Kepustakaan ...58
3.5 Pengolahan Data ...58
3.5.1 Peramalan (Forecasting) ...58
3.5.2 Uji Kesalahan Peramalan/Uji Verifikasi ...59
3.5.3 Pembuatan Jadwal Induk Produksi (JIP) ...59
3.5.4 Metode Material Requirement Planning (MRP) ...60
3.5.5 Teknik Lot Sizing...61
3.6 Analisa dan Pembahasan ...62
3.7 Kesimpulan dan Saran ...63
3.8 Alur Penelitian ...64
BAB IV HASIL DAN PEMBAHASAN ...65
4.1 Permintaan Kain Sarung Batik CV.Mitra Setia Usaha...65
4.2 Struktur Produk Kain Sarung Batik ...67
ix
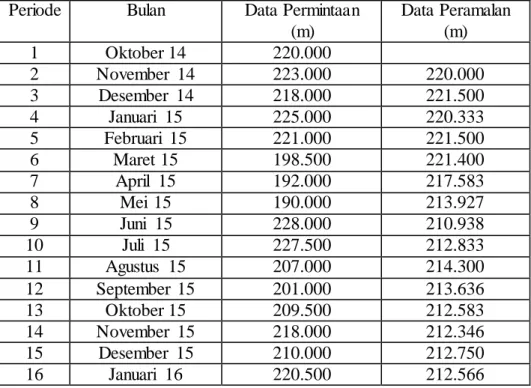
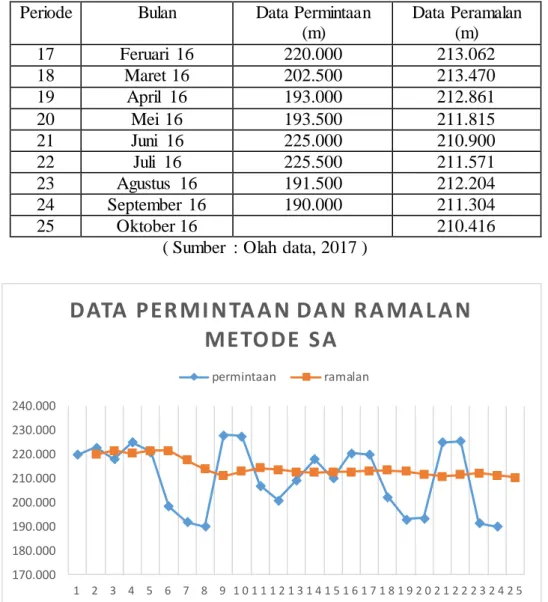
4.3.1 Metode Simple Average ...69
4.3.2 Metode Moving Average ...71
4.3.3 Metode Exponential Smooothing ...75
4.4 Uji Verifikasi Peramalan ...78
4.4.1 Pemilihan Metode Peramalan Terbaik ...79
4.5 Jadwal Induk Produksi ...80
4.6 Material Requirement Planning (MRP) dan Teknik Lot Sizing...83
4.6.1 Perhitungan MRP dan Teknik Lot Sizing ...86
4.6.1.1 Perhitungan MRP dengan Metode Lot for Lot...86
4.6.1.2 Perhitungan MRP dengan Metode POQ ...106
4.7 Perbandingan Biaya antara Metode Lot Sizing dengan Perusahaan...126
BAB V KESIMPULAN DAN SARAN ...127
5.1 Kesimpulan...127
5.2 Saran ...128
DAFTAR PUSTAKA ...129
x
DAFTAR GAMBAR
Gambar 2.1 Alur Proses Produksi kain Sarung Batik CV. Mitra Setia Usaha ....15
Gambar 2.2 Desain Kain Sarung Batik CV. Mitra Setia Usaha ...17
Gambar 2.3 Pola Data Horizontal ...36
Gambar 2.4 Pola Data Trend ...36
Gambar 2.5 Pola Data Musiman ...37
Gambar 2.6 Pola Data Kuadratis...37
Gambar 2.7 Struktur MRP...46
Gambar 3.1 Diagram Alur Penelitian ...64
Gambar 4.1 Grafik Permintaan Kain Sarung Batik ...67
Gambar 4.2 Bill of Material Kain Sarung Batik ...68
Gambar 4.3 Data Permintaan dan Ramalan Metode SA ...70
Gambar 4.4 Data Permintaan dan Ramalan Metode WMA ...73
Gambar 4.5 Data Permintaan dan Ramalan Metode MA...74
Gambar 4.6 Data Permintaan dan Ramalan Metode SES ...76
xi
DAFTAR TABEL
Tabel 1.1 Data Permintaan dan Ketersediaan Kain ...3
Tabel 1.2 Keaslian Penelitian ...8
Tabel 2.1 Pengelompokkan Metode Peramalan ...31
Tabel 2.2 Contoh Perhitungan Teknik Lot Sizing ...52
Tabel 4.1 Data Permintaan dan Ketersediaan Kain ...66
Tabel 4.2 Daftar Kebutuhan Komponen Penyusun Kain Sarung Batik...68
Tabel 4.3 Data Peramalan Simple Average ...69
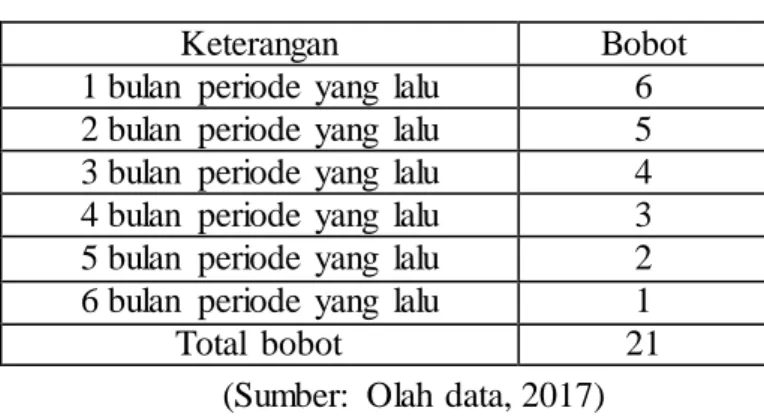
Tabel 4.4 Pembobotan Periode Permintaan...71
Tabel 4.5 Data Peramalan Weighted Moving Average ...72
Tabel 4.6 Data Peramalan Moving Average ...73
Tabel 4.7 Data Peramalan SES...75
Tabel 4.8 Data Peramalan DES ...77
Tabel 4.9 Uji Verifikasi SA ...78
Tabel 4.10 Uji Verifikasi MA ...78
Tabel 4.11 Uji Verifikasi WMA...78
Tabel 4.12 Uji Verifikasi SES ...79
Tabel 4.13 Uji Verifikasi DES ...79
Tabel 4.14 Pemiliha Metode Peramalan Terbaik...79
Tabel 4.15 Permintaan Kain Sarung Batik dalam 12 bulan (satuan agregat) ...81
Tabel 4.16 Disagregasi Metode Cut and Fit ...82
xii
Tabel 4.18 Catatan Persediaan Komponen Penyusun Kain Sarung Batik...83
Tabel 4.19 Biaya Pemesanan ...84
Tabel 4.20 Biaya Persediaan ...84
Tabel 4.21 MRP Metode LFL:Kain Sarung Batik periode November-Januari....86
Tabel 4.22 MRP Metode LFL:Kain Sarung Batik periode Februari-April ...87
Tabel 4.23 MRP Metode LFL: Kain Sarung Batik periode Mei-Juli ...87
Tabel 4.24 MRP Metode LFL:Kain Sarung Batik periode Agustus-Oktober...88
Tabel 4.25 MRP Metode LFL:Kain Putih periode November-Januari ...88
Tabel 4.26 MRP Metode LFL:Kain Putih periode Februari-April...89
Tabel 4.27 MRP Metode LFL:Kain Putih periode Mei-Juli ...89
Tabel 4.28 MRP Metode LFL:Kain Putih periode Agustus-Oktober ...90
Tabel 4.29 MRP Metode LFL:Pewarna periode November-Januari...90
Tabel 4.30 MRP Metode LFL:Pewarna periode Februari-April ...91
Tabel 4.31 MRP Metode LFL:Pewarna periode Mei-Juli ...92
Tabel 4.32 MRP Metode LFL:Pewarna periode Agustus-Oktober...92
Tabel 4.33 MRP Metode LFL:Urea periode November-Januari...93
Tabel 4.34 MRP Metode LFL:Urea periode Februari-April ...94
Tabel 4.35 MRP Metode LFL:Urea periode Mei-Juli ...94
Tabel 4.36 MRP Metode LFL: Urea periode Agustus-Oktober...95
Tabel 4.37 MRP Metode LFL:Soda Kue periode November-Januari...96
Tabel 4.38 MRP Metode LFL:Soda Kue periode Februari-April ...96
Tabel 4.39 MRP Metode LFL:Soda Kue periode Mei-Juli ...97
xiii
Tabel 4.41 MRP Metode LFL:Softener periode November-Januari ...98
Tabel 4.42 MRP Metode LFL:Softener periode Februari-April ...99
Tabel 4.43 MRP Metode LFL:Softener periode Mei-Juli ...99
Tabel 4.44 MRP Metode LFL:Softener periode Agustus-Oktober ...100
Tabel 4.45 MRP Metode LFL: PVAC periode November-Januari...101
Tabel 4.46 MRP Metode LFL:PVAC periode Februari-April ...101
Tabel 4.47 MRP Metode LFL:PVAC periode Mei-Juli ...102
Tabel 4.48 MRP Metode LFL:PVAC periode Agustus-Oktober...102
Tabel 4.49 MRP Metode LFL:Silikon periode November-Januari ...103
Tabel 4.50 MRP Metode LFL:Silikon periode Februari-April ...104
Tabel 4.51 MRP Metode LFL:Silikon periode Mei-Juli ...104
Tabel 4.52 MRP Metode LFL:Silikon periode Agustus-Oktober ...105
Tabel 4.53 MRP Metode POQ:Kain Putih periode November-Januari ...107
Tabel 4.54 MRP Metode POQ:Kain Putih periode Februari-April...107
Tabel 4.55 MRP Metode POQ:Kain Putih periode Mei-Juli ...108
Tabel 4.56 MRP Metode POQ:Kain Putih periode Agustus-Oktober ...109
Tabel 4.57 MRP Metode POQ:Pewarna periode November-Januari...110
Tabel 4.58 MRP Metode POQ:Pewarna periode Februari-April ...110
Tabel 4.59 MRP Metode POQ:Pewarna periode Mei-Juli ...111
Tabel 4.60 MRP Metode POQ:Pewarna periode Agustus-Oktober...112
Tabel 4.61 MRP Metode POQ:Urea periode November-Januari...113
Tabel 4.62 MRP Metode POQ:Urea periode Februari-April ...113
xiv
Tabel 4.64 MRP Metode POQ: Urea periode Agustus-Oktober...114
Tabel 4.65 MRP Metode POQ:Soda Kue periode November-Januari ...115
Tabel 4.66 MRP Metode POQ:Soda Kue periode Februari-April ...116
Tabel 4.67 MRP Metode POQ:Soda Kue periode Mei-Juli ...116
Tabel 4.68 MRP Metode POQ:Soda Kue periode Agustus-Oktober ...117
Tabel 4.69 MRP Metode POQ:Softener periode November-Januari ...118
Tabel 4.70 MRP Metode POQ:Softener periode Februari-April ...118
Tabel 4.71 MRP Metode POQ:Softener periode Mei-Juli ...119
Tabel 4.72 MRP Metode POQ:Softener periode Agustus-Oktober ...119
Tabel 4.73 MRP Metode POQ: PVAC periode November-Januari ...120
Tabel 4.74 MRP Metode POQ:PVAC periode Februari-April ...121
Tabel 4.75 MRP Metode POQ:PVAC periode Mei-Juli ...121
Tabel 4.76 MRP Metode POQ:PVAC periode Agustus-Oktober ...122
Tabel 4.77 MRP Metode POQ:Silikon periode November-Januari ...123
Tabel 4.78 MRP Metode POQ:Silikon periode Februari-April ...123
Tabel 4.79 MRP Metode POQ:Silikon periode Mei-Juli ...124
Tabel 4.80 MRP Metode POQ:Silikon periode Agustus-Oktober ...125
xv
DAFTAR LAMPIRAN
Lampiran 1 ...131 Lampiran 2 ...132
xvi
ABSTRAK
CV. Mitra Setia Usaha merupakan perusahaan yang bergerak di bidang industr i produsen tekstil yang menjadikan kain batik sebagai bahan baku utamanya dan telah mengirimkan hasil produknya ke berbagai macam wilayah, diantaranya: Jawa Tengah, Kalimantan, Jawa Timur, dan lain sebagainya. Namun, dalam melakukan perencanaan dan pengendalian bahan baku, perusahaan mengalami kendala karena belum dilakukannya suatu perencanaan yang tepat dalam menentukan kebutuhan bahan baku. Kendala ini tentunya berpengaruh terhadap proses produksi dan pengelolaan biaya dalam melakukan pengadaan bahan baku. Untuk kain batik, dengan metode perusahaan yang diterapkan sebelumnya, perusahaan hanya mampu memenuhi kebutuhan sebesar 2.460.250 meter/tahun sedangkan kebutuhan yang dibutuhkan sebesar 2.503.764 meter/tahun. Untuk membantu masalah yang terjadi pada CV. Mitra Setia Usaha, maka diterapkan suatu metode Material Requirement
Planning (MRP) yang dapat membantu perusahaan dalam melakukan perencanaan
dan pengendalian bahan baku secara tepat. Dengan menggunakan metode MRP, perusahaan mampu menentukan kebutuhan yang sesuai dengan kebutuhan yang dibutuhkan untuk melakukan suatu proses produksi dengan biaya yang efisien.Biaya yang dikeluarkan perusahaan dalam melakukan pengadaan bahan baku selama satu tahun sebesar 104.328.000, sedangkan dengan menggunaka n MRP dengan teknik lot sizing Lot for Lot (LFL), perusahaan mengeluarkan biaya sebesar 93.817.673 dan Periode Order Quantity (POQ) sebesar 83.306.995. Hal ini membuktikan bahwa penerapan metode MRP dapat berperan dalam melakukan perbaikan perencanaan dan pengendalian bahan baku dengan biaya yang efisien pada perusahaan.
Kata Kunci : Material Requirement Planning, Teknik Lot Sizing, Perencanaan Bahan Baku
xvii
ABSTRACT
CV. Mitra Setia Usaha is a company engaged in the textile industry that produce some products from batik and has sent its products to various regions, such as: Central Java, Kalimantan, East Java, and others. However, in the material planning and control, the company has constraints because it has not done proper planning in determining raw material needs. This constraint certainly affects the production process and cost management in the procurement of raw materials. For batik fabric, using company method applied before, the company only able to fulfill
requirement 2,460,250 meter / year while requirement needed is 2,503,764 meter /
year. To solve the problem that happened in CV. Mitra Setia Usaha, it needs to be
applied Material Requirement Planning (MRP) method that can assist companies
in production planning and control of raw materials appropriately. By using the MRP method, the company can determine how many material are needed as many as the requirements needed to fulfill the production process with efficient cost. The
company's cost of supplying raw materials for one year amounted to 104.328.000,
while using MRP with Lot for Lot (LFL), the company spends 93.817.673 and by
using Periode Order Quantity (POQ), the company spends 83.306.995. It proves
that the application of MRP method can play a role in making improvements in the production planning and control of raw materials with efficient cost for the company.
Keywords: Material Requirement Planning, Teknik Lot Sizing, Material Planning
1 BAB I PENDAHULUAN
1.1 Latar Belakang
Dewasa ini, sektor perusahaan industri manufaktur semakin berkembang. Perkembangan dalam industri manufaktur dapat dilihat dengan adanya persaingan bisnis yang ketat. Untuk mengatasi hal tersebut, perusahaan dituntut agar mampu mengalokasikan segala sumber daya yang digunakan secara tepat sehingga mampu bersaing dan menjaga reputasinya dalam dunia bisnis. Sumber daya yang dimaksud meliputi perencanaan bahan baku yang akan mempengaruhi persediaan, dimana persediaan ini sangat mempengaruhi langkah awal dalam memproduksi suatu produk, proses produksi, sumber daya manusia, penerapan manajemen, kualitas produk, manajemen pemasaran, dan pelayanan perusahaan tersebut.
Salah satu industri yang sedang berkembang sekarang ialah industr i pembuatan kain batik yang akan diolah menjadi sarung, pakaian wanita, dan lain sebagainya. Batik sendiri merupakan salah satu icon budaya yang menjadi kebanggaan bagi Indonesia di kanca mancanegara. Untuk mempertahankan kelangsungan hidup (life of cycle) produk kain batik maka diperlukan suatu manajemen yang tepat dalam mengelola persediaan. Persediaan sendiri merupakan hal yang sangat penting bagi perusahaan karena dapat menunjang kelancaran proses produksi untuk memenuhi permintaan pelanggan. Kekurangan persediaan akan menghambat proses
produksi, hal ini dikarenakan tidak adanya input yang digunakan untuk proses produksi untuk menghasilkan output. Namun, pada dasarnya persediaan dihindari oleh perusahaan karena menyebabkan tertanamnya investasi pada persediaan. Untuk mengurangi adanya investasi berlebih maupun sebaliknya maka perlu dilakukan suatu perencanaan yang meliput i merencanakan apa, bagaimana, kapan, dan berapa banyak suatu produk akan diproduksi. Kegiatan perencanaan yang berpengaruh terhadap persediaan ialah penyediaan kebutuhan bahan baku (raw material) secara tepat dengan biaya yang rendah. Namun pada kondisi aktualnya, dalam menentuka n kebutuhan bahan baku, perusahaan-perusahaan industri kain batik belum menggunakan metode yang sudah baku namun hanya berdasarkan pada pengalaman-pengalaman sebelumnya. Salah satunya ialah industr i pembuatan kain sarung batik yaitu CV. Mitra Setia Usaha. CV. Mitra Setia Usaha merupakan salah satu produsen kain batik yang diolah menjadi sarung maupun pakaian wanita (daster printing) terkemuka di Pekalongan. CV. Mitra Setia Usaha berlokasi di Jalan Hos Cokroaminoto no 196 Kuripan Lor, Pekalongan, Jawa Tengah dan telah mengirimkan banyak produknya ke beberapa wilayah di Indonesia, diantaranya Jakarta, Jawa Tengah, Kalimantan, Jawa Timur, Aceh dan lain sebagainya. Dalam menentuka n perencanaan kebutuhan bahan baku, CV. Mitra Setia Usaha belum menerapkan metode yang baku namun hanya berdasarkan jumlah pesanan yang ditentukan oleh konsumen. CV. Mitra Setia Usaha sendiri tidak berkenan dengan adanya persediaan bahan baku utama dalam pembuatan
kain batik karena dianggap dapat mengakibatkan pemborosan biaya secara berlebihan. Hal ini terkadang menimbulkan suatu permasalahan, diantaranya tidak tersedianya bahan baku yang cukup untuk memenuhi permintaa n konsumen. Hal ini dibuktikan dengan data permintaan serta data ketersediaan kain katun selama bulan Oktober 2014 hingga bulan September 2016.
Tabel 1.1
Data Permintaan dan Ketersediaan Kain bulan Oktober 2014-September 2016
(Sumber : CV. Mitra Setia Usaha, 2016)
Dari tabel 1.1 dapat disimpulkan bahwa kurangnya ketersediaan bahan baku berupa kain katun yang dialami CV.Mitra Setia Usaha dikarenakan perusahaan tidak pernah melakukan perencanaan dalam menentuka n kebutuhan bahan baku yang dibutuhkan dalam melakukan proses produksi. Pada bulan November 2014, perusahaan menerima permintaan sejumlah 223.000 meter namun ketersediaan kain katun hanya berjumlah 217.000 meter. Hal ini menunjukan bahwa terjadi selisih (-6000 meter) antara ketersediaan kain katun dengan jumlah permintaan yang dikehendaki oleh
Bulan Jumlah Permintaan (meter)
Ketersediaan Kain Katun (meter)
Jumlah Permintaan (meter)
Ketersediaan Kain Katun (meter) Oktober 220.000 216.500 209.500 205.000 November 223.000 217.000 218.000 209.500 Desember 218.000 215.000 210.000 203.500 Januari 225.000 219.500 220.500 213.000 Februari 221.000 217.000 220.000 210.500 Maret 198.500 190.500 202.500 198.500 April 192.000 184.500 193.000 187.500 Mei 190.000 188.000 193.500 190.000 Juni 228.000 226.000 225.000 221.000 Juli 227.500 222.000 225.500 225.000 Agustus 207.000 200.000 191.500 180.000 September 201.000 195.500 190.000 185.500 2014-2015 2015-2016
pelanggan. Tidak cukupnya bahan baku yang tersedia juga berpengaruh terhadap hasil aktual produksi kain sarung batik dan mengakibatka n terjadinya keterlambatan pengiriman kain sarung tersebut. Hal ini secara tidak langsung berimbas pada menurunnya loyalitas pelanggan pada CV. Mitra Setia Usaha karena dirasa kurang mampu menyelesaikan pesanan konsumen sesuai dengan permintaan yang telah ditentukan. Sedangkan untuk bahan baku penunjang, perusahaan melakukan pemesanan tanpa mempertimbangkan kebutuhan bersih bahan baku yang dibutuhkan, sehingga hal ini berimbas pada membengkaknya biaya pemesanan yang dikeluarkan oleh perusahaan. Untuk membantu menyelesaikan permasalahan yang dialami oleh CV. Mitra Setia Usaha, maka dilakukan suatu pendekatan perencanaan bahan baku dengan metode Material Requirement Planning
(MRP). Material Requirement Planning (MRP) merupakan perencanaan kebutuhan bahan baku dalam proses produksi sehingga barang yang dibutuhkan dapat tersedia sesuai dengan perencanaan bahan baku yang telah ditentukan sebelumnya. Dasar pemikiran MRP adalah memperoleh bahan baku yang tepat, dari sumber yang tepat, untuk penempatan yang tepat, dan pada waktu yang tepat. Berdasarkan MPS yang diturunkan dari rencana produksi, suatu sistem MRP akan mengidentifikasi item apa yang harus dipesan, berapa banyak kuantitas item yang harus dipesan, dan bilamana waktu memesan item tersebut. Dengan dilakukannya perencanaan bahan baku dengan metode MRP (Material Requirement Planning) maka CV. Mitra Setia Usaha diharapkan mampu memaksimalkan kebutuhan bahan
baku sehingga aktual hasil produksi dapat dipenuhi dan resiko keterlambatan dapat diminimalisasikan.
Berdasarkan uraian yang telah dijabarkan sebelumnya, maka penulis akan melakukan penelitian Tugas Akhir berjudul “Perencanaan dan Pengendalian Bahan Baku Pembuatan Kain Sarung Batik dengan Metode Material Requirement Planning (MRP) pada CV. Mitra Setia Usaha Pekalongan”
1.2 Rumusan Masalah
Sesuai dengan latar belakang yang telah dipaparkan diatas, maka diperoleh rumusan masalah Tugas Akhir sebagai berikut :
1. Bagaimana perencanaan dan pengendalian bahan baku pembuatan kain sarung batik dengan menggunakan metode Material Requirement
Planning (MRP) di CV. Mitra Setia Usaha Pekalongan?
2. Teknik Lot Sizing manakah yang optimal dalam menentukan perencanaan pembelian bahan baku kain sarung menggunakan metode Material
Requirement Planning (MRP) di CV. Mitra Setia Usaha Pekalongan?
1.3 Tujuan Penelitian
Berdasarkan rumusan masalah yang telah dijabarkan sebelumnya, maka diperoleh tujuan dari Tugas Akhir ini adalah sebagai berikut:
1. Menjabarkan serta menganalisa perencanaan dan pengendalian bahan baku pembuatan kain sarung batik dengan menggunakan metode Material
Requirement Planning (MRP) di CV. Mitra Setia Usaha Pekalongan. 2. Mengetahui serta menjabarkan Teknik Lot Sizing yang optimal dalam
menentukan perencanaan pembelian bahan baku kain sarung menggunakan metode Material Requirement Planning (MRP) di CV. Mitra Setia Usaha.
1.4 Manfaat Penelitian
Manfaat yang dapat diperoleh dari penelitian ini adalah : 1. Bagi Peneliti
Dapat menerapkan ilmu Teknik Industri yang sudah didapatkan selama berada pada bangku perkuliahan serta mampu menganalisa pemecahan kasus nyata secara sistematis.
2. Bagi Akademik
Sebagai referensi untuk mahasiswa yang akan melaksanakan tugas akhir serta dapat dijadikan sebagai pembanding penelitian lebih lanjut.
3. Bagi Perusahaan
Sebagai saran perbaikan dalam melakukan perencanaan dan pengendalia n kebutuhan bahan baku kain sarung batik agar lebih tepat dan efisien sehingga keterlambatan dapat diminimalisasikan.
4. Bagi Masyarakat
Dapat memberikan gambaran umum tentang penerapan metode perencanaan serta pengendalian bahan baku yang tepat di bidang industr i batik.
1.5 Batasan Masalah
Dalam penyusunan Tugas Akhir ini terdapat beberapa batasan-batasan masalah yang ditentukan agar pembahasan tidak menyimpang dari tujuan penelitian sehingga mampu menghindari pembahasan yang tidak berkaitan dengan judul yang diangkat pada Tugas Akhir ini. Adapun batasan-batasan masalah tersebut yaitu:
1. Jenis kain yang digunakan sebagai penelitian ialah kain katun.
2. Produk dari CV. Mitra Setia Usaha yang akan dijadikan sebagai objek penelitian adalah kain sarung batik.
3. Penelitian ini tidak membahas kemampuan suplier dalam melakukan pengiriman bahan baku.
4. Data yang digunakan untuk membantu terlaksananya penelitian ini ialah data selama 2 tahun terakhir yaitu pada bulan Oktober 2014 hingga September 2016.
5. Analisa yang dilakukan hanya yang berkaitan dengan perencanaan bahan baku kain sarung batik dengan pendekatan metode Material Requirement
Planning (MRP) dan Teknik Lot Sizing.
1.6 Penelitian Terdahulu
Tabel 1.2 Keaslian Penelitian
Peneliti Judul Hasil
Hildaria Kurnianings ih Wijayanti Mbota, Ceria
Perencanaan
Persediaan Bahan
Berdasarkan penelitian yang telah dilakukan maka diperoleh hasil penelitian bahwa setelah melakukan
Peneliti Judul Hasil
Farela Mada Tantrika, Agustina Eunike, 2015
Baku dan Bahan Bakar Dengan
Dynamic Lot Sizing
(Studi Kasus: Pt Holcim Indonesia Tbk, Tuban Plant)
peramalan kebutuhan semen diperoleh hasil kebutuhan semen yang optimal berdasarkan metode peramalan holt winter’s
multiplicative yang dapat memberikan nilai MSE terendah. MSE menggunakan metode peramalan holt winter’s multiplicative sebesar 22.108.210 lebih rendah dibandingkan nilai MSE hasil perencanaan perusahaan sebesar 1.094.714.265. Sehingga metode yang digunakan di penelitian ini dirasa lebih baik dibandingkan dengan metode perusahaan. Selain itu, hasil perencanaan kebutuhan bahan baku dan bahan bakar yang dilakukan pada penelitian ini dapat meminimalisasikan biaya yang dikeluarkan oleh perusahaan dari segi biaya persediaan. Ttal penghhematan yang dapat dilakukan dengan metode Lot Sizing
sebesar 47,53% dibandingka n
menggunakan metode
perusahaan. Kukuh, Zulfah, Saufik,
2010
Perencanaan dan Pengendalian
Bahan Baku dengan Metode Material
Berdasarkan permasalahan yang terjadi pada CV. ATBM (Alat Tenun Bukan Mesin) Pohon Kurma Pemalang diperoleh hasil
Peneliti Judul Hasil Requirement Planning guna Menurunkan Biaya Pengadaan Bahan Baku
penelitian bahwa jumla h optimum material yang harus dipesan ialah sebesar Rp.527.776,05 dilihat dari satu kali banyaknya pemesanan dan penambahan ongkos simpan dan ongkos pesan. Selain itu, setelah dilakukan penelit ia n perencanaan bahan baku dengan metode Material Requirement
Planning (MRP) terjadi
penghematan biaya yang dikeluarkan perusahaan sebesar 73,67%.
Feri Surya Erlangga, Retno Astuti, Mas’ud Effendi, 2014 Analisis Penerapan Material Requirement Planning dengan Mempertimbangka
n Lot Sizing untuk
Pengendalian dan Persediaan Bahan Baku (Studi Kasus di Quick Chicken kota Batu-Jawa Timur)
Dari analisis mengenai sistem pengadaan bahan baku dengan mengimplementasikan metode MRP dengan 2 teknik lot sizing
Lot For Lot dan EOQ. Diketahui
bahwa teknik lot size yang terbaik adalah teknik lot EOQ.
Teknik lot size EOQ
menghasilkan biaya persediaan
terendah sebesar Rp
560.566.160 dibandingka n dengan teknik lot LFL yang menghasilkan biaya sebesar Rp 562.243.761 dan metode yang digunakan perusahaan sebesar
Peneliti Judul Hasil
Rp 575.960.105. Dari hasil analisis tersebut dapat disimpulkan bahwa metode MRP dapat diterapkan Quick Chicken Cabang Kota Batu dengan memperhatikan beberapa hal yaitu melakukan peramalan berdasarkan data penjualan. Sonny Koeswara, Ressa
Taruna S, 2009 Perencanaan Kebutuhan Material (MRP) dengan Menggunakan Teknik Lot Sizing
Pada Bahan Baku Brispack J Varnish
Dari analisa mengenai sistem pengadaan bahan baku dengan mengimplementasikan metode
MRP maka diperoleh hasil penelitian bahwa pengolaha n data permintaan konsumen dilakukan dengan menggunaka n peramalan. Hal ini bertujuan untuk mengetahui pergerakan permintaan konsumen di masa atau periode yang akan datang. Peramalan ini dilakukan dengan menggunakan peramalan metode
Trend Linear, Moving Average
N = 6, dan Single Exponential
Smoothing α = 0.34. Lalu
ditentukan nilai terkecil dari SEE, MAD, dan MAPE dari masing- masing metode. Setelah terpilih satu metode yang terbaik lalu dilakukan penghitunga n
Peneliti Judul Hasil
Moving Range untuk diuji
keakuratannya. Kemudian perencanaan dan pengendalia n persediaan bahan baku dengan metode MRP menggunakan tiga metode Lot Sizing, yaitu:
Lot-For-Lot, Economic Order
Quantity dan Period Order
Quantity. Dari hasil
perbandingan antara 3 metode
Lot-For-Lot dan POQ
mempunyai nilai yang sama, yaitu Rp.96.467.372,80, sedangkan metode EOQ
menghasilkan biaya tertinggi Rp.388.556.090,70, dan biaya perusahaan saat ini sebesar Rp.243.646.850,60 sehingga perusahaan disarankan menggunakan metode POQ
dalam melakukan perencanaan pembelian bahan baku.
Katarina Zita Anggriana, 2015 Analisis Perencanaan dan Pengendalian Persediaan Busbar Berdasarkan Sistem MRP (Material
Berdasarkan analisa yang telah dilakukan maka perencanaan pengadaan material Cu Busbar untuk produk panel listrik di PT TIS dapat menggunakan metode
Exponential Smoothing. Pada
Peneliti Judul Hasil Requirement Planning) di PT.TIS P T . T I S
4 metode peramalan dalam penelitian ini yaitu metode
Simple MovingAverage, Weight
Moving Average, dan
Exponential Smothing, Linear
Regression dan peramalan yang
memiliki tingkat error terendah adalah dengan menggunaka n metode Exponential Smoothing.
Kemudian teknik Material
Requirement Planning (MRP)
yang tepat dalam pengadaan material Cu Busbar untuk produk panel listrik di PT. TIS adalah menggunakan metode
Period Order Quantity dengan
13 BAB II
TINJAUAN PUSTAKA
2.1Deskripsi Kain Sarung Batik
Sarung merupakan sepotong kain lebar yang pada ujungnya dijahit sehingga terbentuk seperti pipa atau tabung lebar namun dalam bentuk kain. Dalam pengertian busana internasional, sarung (sarong) berarti sepotong kain lebar yang pemakaiannya dibebatkan pada pinggang seorang pria yang digunakan untuk menutup bagian bawah tubuh lebih tepatnya bagian pingga ng ke bawah. Sarung sendiri terdiri dari beberapa macam jenis, salah satunya yaitu sarung yang tebuat dari kain batik.
2.2Proses Produksi Kain Sarung Batik CV. Mitra Setia Usaha
Proses produksi kain sarung batik pada CV. Mitra Setia Usaha diawali dengan datangnya bahan baku dari suplier yang kemudian bahan baku tersebut masuk pada proses pewarnaan sebagai tahap awal warna dasar yang akan diberikan. Setelah melalui proses pewarnaan, kain akan dikirimkan ke mesin flat untuk dicetakkan desain dari kain sarung sesuai dengan permintaa n pelanggan. Setelah melalui mesin flat, kain akan melalui tahapan proses steam, pencucian, stenter, kalender, proses pemotongan, proses jahitan, proses lempitan, ticketing, dan sebagai akhir dari proses produksi kain sarung batik ialah proses packing. Alur proses produksi kain sarung batik tersebut dapat dilihat pada Gambar 2.1.
Gambar 2.1 Alur Proses Produksi Kain Sarung Batik CV. Mitra Setia Usaha (Sumber : CV. Mitra Setia Usaha, 2016)
Keterangan :
a. Bahan baku datang ialah proses pendatangan bahan baku yang berupa kain putih dari suplier.
b. Proses pewarnaan ialah proses pemberian warna dasar pada kain putih yang digunakan.
c. Proses pencetakan ialah proses menggambar pola atau desain gambar batik pada kain putih sesuai dengan permintaan pelanggan.
d. Proses steam ialah proses yang dilakukan untuk mematikan obat pewarna yang digunakan pada kain putih agar tidak luntur pada saat melakukan proses pencucian.
Bahan Baku Datang
Proses Pewarnaan Proses Pencetakan Desain (mesin flat)
Proses Steam Proses Pencucian Stenter Kalender Proses Pemotongan Jahitan Proses Lempitan Ticketing Packing
e. Proses pencucian ialah proses mencuci kain agar kain yang digunaka n bersih dari obat, pencucian awal dilakukan dengan menggunakan air panas dan pencucian kedua dilakukan dengan air dingin.
f. Stenter ialah proses melebarkan kain sesuai dengan ketentuan kalender
g. Kalender ialah proses penggulungan kain (ekspor), serta proses jahitan awal yang dilakukan pada kain sarung
h. Proses pemotongan ialah proses membagi kain sarung dalam ukuran yang lebar menjadi ukuran kain sarung yang dikehendaki pelanggan.
i. Jahitan ialah proses menjahit kain sarung agar terlihat lebih rapi, untuk kain sarung yang dikirimkan dalam bentuk sarung jadi maka dilakukan proses penjahitan hingga berbentuk kain sarung.
j. Proses lempitan ialah proses melipat kain sarung yang telah dijahit sesuai dengan jenis packing yang dikehendaki oleh pelanggan.
k. Ticketing ialah proses pemberian merek pada kain sarung sesuai dengan
permintaan pelanggan.
l. Packing ialah proses memasukkan kain sarung yang telah siap kirim pada
plastik, kotak, atau bentuk ball (disesuaikan dengan keinginan pelangga n). Adapun contoh desain kain sarung batik yang diproduksi oleh CV. Mitra Setia Usaha dapat dilihat pada Gambar 2.2.
Gambar 2.2 Desain Kain Sarung Batik CV. Mitra Setia Usaha (Sumber : CV. Mitra Setia Usaha, 2016)
2.3Perencanaan dan Pengendalian Produksi 2.3.1 Perencanaan Produksi
Perencanaan produksi adalah penentuan atau penetapan tujuan yang ingin dicapai oleh suatu organisasi, penentuan strategi, kebijakan proyek, program prosedur, metode, sistem anggaran dan standar yang dibutuhka n untuk mencapai tujuan (Handoko,2003:23).
Menurut (Nasution, 2003:15) sifat-sifat perencaan produksi dapat dijabarkan sebagai berikut :
a. Berjangka waktu
Proses produksi memerlukan keterlibatan bermacam-macam tingkat kepentingan tenaga kerja, peralatan, model, dan informasi yang
biasanya dilakukan secara terus menerus dalam jangka waktu yang sangat lama.
b. Berjenjang
Perencanaan produksi akan bertingkat dan perencanaan produksi berada pada level yang lebih rendah.
c. Terpadu
Perencanaan produksi akan melibatkan banyak faktor seperti bahan baku, tenaga kerja, dan waktu. Semua faktor tersebut harus sesuai dengan kebutuhan yang direncanakan dalam mencapai target produksi tersebut yang didasarkan atas perkiraan.
d. Berkelanjutan
Perencanaan produksi disusun untuk suatu periode tertentu yang merupakan masa berlakunya, maka harus dibuat rencana arus untuk periode berikutnya.
e. Terukur
Selama pelaksanaan produksi, relasiasi dan rencana produksi akan selalu dimonitor untuk mengetahui apakah terjadi penyimpangan dari rencana yang ditetapkan.
f. Realistik
Rencana produksi yang dibuat harus sesuai dengan kondisi yang ada dalam perusahaan sehingga terget yag ditetapkan merupakan nila i yang realistik untuk dapat dicapai dengan kondisi yang dimilik i perusahaan pada saat rencana tersebut dibuat.
Adapun tujuan dari perencanaan produksi menurut (Assauri,2004:13 ) adalah :
a. Untuk mencapai tingkat keuntungan tertentu
b. Untuk menguasai pasar tertentu sehingga hasil atau output perusahaan tetap mempunyai market share
c. Untuk mengusahakan dan memperhatikan supaya pekerjaan dan kesempatan kerja yang sudah ada tetap pada tingkatnya dan berkembang
d. Untuk menggunakan sebaik-baiknya (efisien) fasilitas yang sudah ada pada perusahaan yang bersangkutan
2.3.2 Pengendalian Produksi
Setelah perencaan produksi dibuat maka harus diikuti dengan adanya pengawasan produksi karena setiap perencanaan tidak akan selalu memberikan hasil sesuai dengan yang diharapkan sesuai dengan ramalan sehingga perlu dievaluasi dan diawasi secara berkala denga melakuka n pengawasan produksi sesuai dengan perencanaan.
Menurut Robert J. Mockler (Handoko, 2003:38), pengawasan adalah suatu usaha sistematik untuk menetapkan standar pelaksanaan dalam tujuan-tujuan perencanaan sistem informasi balik, membandingka n kegiatan nyata dengan standar yang telah ditetapkan sebelumnya.
Menurut Assauri (2004:38-39) macam-macam pengawasan produksi antara lain :
a. Pengawasan pesanan (order control)
Digunakan dalam proses produksi terputus-putus tujuannya mengerjakan dan menyelesaikan suatu pesanan tertentu.
b. Pengawasan arus (flow control)
Digunakan pada proses produksi dengan proses terus menerus bertujuan mengusahakan agar tercapai tingkat hasil yang konstan pada periode tersebut.
c. Pengawasan beban (bed control)
Digunakan pada produksi dengan proses yang sama dengan pekerjaan utama dalam pengawasan beban adalah pengalokasikan beban bagi mesin-mesin utana sehingga dicapai tingkat produksi yang diinginkan. d. Pengawasan block (block control)
Tujuannya untuk memberikan pekerjaan yang konstan pada pabrik. e. Pengawasan proyek khusus (spesial project control)
Digunakan pada proyek-proyek raksasa yang memakai banyak pekkerja teknisi.
f. Pengawasan berdasarkan pada pengecualian
Pekerjaan-pekerjaan yang dilakukan lebih kurang sama pada suatu sistem tertentu yaitu pada standar.
Menurut (Handoko, 2003) perencanaan dan pengendalian produksi merupakan suatu kegiatan yang dapat menentukan kebutuhan bahan, produk, peralatan, dan pemecahan masalah tentang penundaan, produksi serta dapat merevisi rencana jika rencana tidak dapat terlaksana.
Jadi dengan adanya perencanaan dan pengendalian produksi, tujuan perusahaan dapat tercapai sehingga mendapat keuntungan yang maksimal dan dapat memenuhi permintaan konsumen serta semua bagian dapat terkoordinasi. Oleh karena itu, perusahaan dapat menghasilka n produk-produk secara tepat dan efisien sesuai dengan yang diinginkan.
2.4Persediaan
Secara umum, persediaan dapat diartikan sebagai salah satu hal penting bagi perusahaan terutama perusahaan manufaktur yang hendak melakukan proses produksi, baik memproduksi barang maupun jasa guna menunja ng kelancaran proses produksinya.
Menurut Hendra (2009:131), persediaan didefinisikan sebagai barang yang disimpan untuk digunakan untuk dijual pada periode mendatang. Persediaan dapat berbentuk bahan baku yang disimpan untuk diproses, komponen yang diproses, barang dalam proses pada proses manufaktur, dan barang jadi yang disimpan untuk dijual.
Berdasarkan definisi yang telah dijabarkan di atas, dapat disimpulka n bahwa persediaan merupakan barang yang berupa bahan baku, barang setengah jadi, maupun barang jadi yang disimpan untuk kontinuitas proses produksi dalam memenuhi permintaan maupun kebutuhan konsumen.
2.4.1 Tujuan Persediaan
Menurut Yamit (1998), tujuan diadakannya suatu persediaan dapat dijabarkan sebagai berikut :
a. Untuk memberikan layanan yang terbaik kepada pelangan. b. Untuk memperlancar proses produksi dalam suatu perusahaan.
c. Untuk mengantisipasi adanya kemungkinan terjadinya kekurangan persediaan bahan baku (stockout material).
2.4.2 Fungsi Persediaan
Persediaan sangat bermanfaat bagi proses produksi karena dengan adanya persediaan akan menjamin tersedianya bahan baku yang digunaka n untuk mempertahankan kelangsungan proses produksi serta mampu menjamin tersedianya barang yang dibutuhkan oleh konsumen.
Adapun fungsi persedian dapat dijabarkan sebagai berikut :
a. Untuk menjamin tersedianya stock barang sebagai antisipasi naiknya permintaan barang dari konsumen.
b. Untuk memasukan produksi dengan distribusi, misalnya untuk permintaa n produk musiman, barang yang permintaan tinggi dimusim dingin bisa akibat stock pada musim panas sehingga biaya kekurangan stock dan kehabisan stock dapat dihindari.
c. Untuk mengambil keuntungan dari potongan harga karena pembelian dalam jumlah besar secara substansial dapat menurunkan harga produk. d. Untuk melakukan antisipasi terhadap inflasi dan perubahan harga.
e. Untuk menghindari dari kekurangan stock yang dapat terjadi karena cuaca, kekurangan pasokan, masalah mutu atau pengiriman yang tidak tetap.
2.4.3 Jenis Persediaan
Menurut Assauri (1993), persediaan yang terdapat dalam suatu perusahaan dapat dibagi menjadi berbagai macam cara. Dilihat dari fungsinya, persediaan dapat dibedakan atas :
1. Batch Stock (Lot Size Inventory) adalah persediaan yang dilakukan dengan
cara membuat bahan-bahan maupun barang-barang dalam jumlah yang lebih besar daripada jumlah yang dibutuhkan pada saat itu.
2. Fluctuation Stock adalah persediaan yang diadakan untuk menghadap i
fluktuasi permintaan konsumen yang tidak dapat diramalkan.
3. Anticipation Stock adalah persediaan yang diadakan untuk menghadap i
fluktuasi permintaan yang dapat diramalkan, hal ini didasarkan pada pola musiman yang terdapat dalam satu tahun serta dimanfaatkan untuk menghadapi penggunaan maupun penjualan dari peningkatan permintaan.
Selain dibedakan dari segi fungsinya, persediaan juga dapat dikelompokkan menurut jenis dan posisi barang tersebut di dalam urutan pengerjaan produk. Adapun penjabaran pengelompokkan persediaan menurut jenis dan posisi barang sebagai berikut :
1. Persediaan bahan baku (raw material inventory) merupakan persediaan dari barang berwujud yang akan digunakan maupun diproses dalam proses produksi, barang yang dapat diperoleh dari sumber-sumber alam maupun dibeli dari supplier atau perusahaan yang menghasilkan bahan baku bagi pabrik yang akan menggunakannya.
2. Persediaan bagian produk atau parts yang dibeli (purchased parts/
komponent stock) merupakan persediaan yang terdiri dari parts yang
diterima dari perusahaan lain, yang kemudian dapat secara langsung di
assembling dengan parts lain, tanpa melalui proses produksi terlebih
dahulu.
3. Persediaan barang-barang pembantu atau barang-barang perlengkapa n
(supplies stock) merupakan persediaan barang-barang yang diperluka n
dalam suatu proses produksi guna membantu terlaksananya proses produksi, tetapi tidak tergolong dari bagian maupun komponen dari barang jadi.
4. Persediaan barang setengah jadi atau barang dalam proses (work in
process) merupakan persediaan barang-barang yang keluar dari tiap
bagian dalam suatu perusahaan (barang-barang/bahan-bahan yang telah diolah menjadi suatu bentuk), tetapi perlu diproses kembali hingga menjadi barang jadi.
5. Persediaan barang jadi (finished good stock) merupakan persediaan barang-barang yang telah selesai diproses maupun diolah dalam suatu perusahaan dan siap untuk dipasarkan, baik langsung ke konsumen maupun perusahaan lain.
2.4.4 Biaya Persediaan
Dalam melakukan perencanaan dan pengendalian persediaan diperlukan penentuan jumlah persediaan yang optimal, dalam arti jumla h persediaan yang tersedia tidak boleh terlalu banyak maupun tidak terlalu
sedikit agar biaya persediaan yang ditimbulkan dapat diminimalk a n. Menurut Tampubolon (2004), biaya-biaya yang timbul akibat adanya persediaan digolongkan menjadi 4 (empat) golongan, yaitu:
a. Biaya Pemesanan (Ordering Cost)
Biaya pemesanan merupakan biaya-biaya yang dikeluarkan yang berhubungan dengan pemesanan barang-barang atau bahan-bahan dari penjual terhitung sejak dari pemesanan (order) dibuat dan dikirim sampai barang-barang atau bahan-bahan tersebut dikirim dan diserahkan serta diinspeksi di gudang. Biaya pemesanan ini sifatnya konstan. Besarnya biaya yang dikeluarkan tidak tergantung pada besarnya atau banyaknya barang yang dipesan. Dalam ordering cost, yang termasuk dalam biaya pemesanan ini adalah semua biaya yang dikeluarkan dalam rangka mengadakan pemesanan barang tersebut, diantaranya biaya administras i pembelian dan penempatan order, biaya pengangkutan dan bongkar muat, biaya penerimaan dan biaya pemeriksaan.
b. Biaya Penyimpanan (Carrying Cost)
Inventory Carrying Cost merupakan biaya-biaya yang diperlukan yang
berhubungan dengan adanya persediaan yang meliputi seluruh pengeluaran yang dikeluarkan perusahaan sebagai akibat dari adanya sejumlah persediaan. Biaya ini berhubungan dengan terjadinya persediaan dan disebut juga dengan biaya mengadakan persediaan (stock holding cost). Biaya ini berhubungan dengan tingkat rata-rata persediaan yang selalu terdapat di gudang, sehingga besarnya biaya ini bervariasi
tergantung dari besar kecilnya rata-rata persediaan yang terdapat di gudang, yang termasuk ke dalam biaya ini adalah semua biaya yang timbul karena barang disimpan yaitu biaya pergudangan yang terdiri dari biaya sewa gudang, upah dan gaji pengawasan dan pelaksana pergudangan serta biaya lainnya. Biaya pergudangan ini tidak akan ada apabila tidak ada persediaan.
c. Biaya Kehabisan Persediaan (Stockout Cost)
Biaya kehabisan persediaan merupakan biaya-biaya yang timbul akibat terjadinya persediaan yang lebih kecil daripada jumlah yang diperluka n, seperti kerugian atau biaya-biaya tambahan yang diperlukan karena seorang pelanggan meminta atau memesan suatu barang sedangkan barang atau bahan yang diperlukan tidak tersedia. Biaya ini juga dapat merupakan biaya-biaya yang timbul akibat pengiriman kembali pesanan atau order tersebut.
d. Biaya Penyiapan (Setup Cost)
Set up cost adalah biaya-biaya yang timbul di dalam menyiapkan mesin
danperalatan untuk dipergunakan dalam proses konversi. Biaya ini terdiri dari biaya mesin yang menganggur (idle capasity), biaya penyiapan tenaga kerja, biaya penjadwalan, biaya kerja lembur, biaya pelatihan, biaya pemberhentian kerja, dan biaya-biaya pengangguran (idle time costs). Biaya-biaya ini terjadi karena adanya pengurangan atau penambahan kapasitas yang digunakan pada suatu waktu tertentu.
2.5Peramalan (Forecasting)
Heizer dan Render (2005) menyatakan bahwa peramalan merupakan seni dan ilmu untuk memperkirakan kejadian di masa depan. Peramalan digunakan untuk memperkirakan keadaan yang bisa berubah sehingga perencanaan dapat dilakukan untuk memenuhi kondisi yang akan datang. Perencanaan bisnis, target perolehan keuntungan, dan ekspansi pasar membutuhkan proses peramalan.
Dalam melakukan proses peramalan biasanya perlu mempertimbangkan beberapa hal. Adapun pertimbangan-pertimba nga n tersebut dapat dijabarkan sebagai berikut :
a. Item yang akan diramalkan, meliputi : produk, kelompok produk, atau rakitan dari produk tersebut.
b. Teknik peramalan, teknik peramalan yang digunakan terdiri dari 2 (dua) macam yaitu model kuantitatif dan model kualitatif.
c. Ukuran unit, meliputi : nilai, satuan, dan berat dari produk tersebut d. Interval waktu, meliputi : minggu, bulan, dan kuartal
e. Horizon peramalan, meliputi : komponen peramalan (level, tren, musim, siklus dan random); akurasi peramalan (pengukuran kesalahan)
f. Laporan pengecualian, situasi khusus; serta revisi parameter model peramalan (Rika, 2009).
Heizer dan Render (2005) menyebutkan bahwa peramalan biasanya diklasifikasikan berdasarkan horizon waktu masa depan yang dicakupnya. Horizon waktu terdiri beberapa kategori, penjabaranya ialah sebagai berikut :
a. Peramalan Jangka Pendek.
Peramalan ini mencakup jangka waktu hingga satu tahun, namun pada umumnya peramalan yang dilakukan kurang dari jangka waktu 3 (tiga) bulan. Peramalan ini digunakan untuk merencanakan pembelia n, penjadwalan kerja, jumlah tenaga kerja, penugasan kerja, dan tingkat produksi.
b. Peramalan Jangka Menengah.
Peramalan jangka menengah atau intermediate, umumnya mencakup hitungan bulanan hingga tiga tahun. Peramalan ini memiliki tujuan untuk merencanakan penjualan, perencanaan dan anggaran produksi, anggaran kas, dan menganalisa berbagai macam rencana operasi.
c. Peramalan Jangka Panjang
Peramalan jangka panjang umumnya digunakan untuk merencanakan perencanaan dalam jangka waku 3 (tiga) tahun atau lebih. Peramalan jangka panjang digunakan untuk merencanakan produk baru, pembelanjaan modal, lokasi atau pengembangan fasilitas, serta penelitian dan pengembangan.
Pada umumnya, dalam melakukan suatu peramalan terdapat 2 (dua) model, yakni model kualitatif dan model kuantitatif. Berikut penjabaran pengertian 2 (dua) model peramalan :
a. Model Peramalan Kuantitatif merupakan suatu model peramalan yang dilakukan berdasarkan pada pembangunan sebuah model matemat is yang mengandalkan logika tertentu dan umumnya didasarkan pada kejadian masa lalu.
b. Model Peramalan Kualitatif merupakan suatu model peramalan yang dilakukan berdasarkan pendapat dari seseorang yang dirasa maupun dianggap memiliki pengetahuan serta pengalaman yang baik dalam hal memperkirakan jumlah permintaan di masa yang akan datang.
Adanya 2 (dua) pendekatan dalam peramalan juga disampaikan oleh Heizer dan Render (2015). Pendekatan peramalan tersebut dijabarkan sebagai berikut :
a. Peramalan subjektif atau kualitatif merupakan pendekatan peramalan yang menggabungkan faktor seperti intuisi, emosi, pengalaman pribadi, serta sistem nilai pengambil keputusan untuk melakukan suatu peramalan.
b. Peramalan kuantitatif merupakan pendekatan peramalan yang menggunakan model matematis yang beragam dengan data masa lalu dan variabel sebab akibat guna meramalkan suatu permintaan.
Salah satu bentuk peramalan kuantitatif ialah peramalan time-series. Model peramalan time-series dilakukan dengan membuat prediksi melalui asumsi bahwa masa depan merupakan fungsi dari masa lalu. Dengan kata lain, dilakukan pertimbangan dalam kurun waktu tertentu, dan menggunakan data masa lalu tersebut untuk melakukan peramalan. Meramalkan data time-series
berarti meramalkan nilai masa depan berdasarkan masa lalu sedangkan variabel-variabel lain yang mungkin bisa bermanfaat diabaikan.
Menganalisa time-series berarti membagi data masa lalu menjadi komponen-komponen, selanjutnya memproyeksikan hal tersebut ke masa
depan. Menurut Heizer dan Render (2005), time-series memiliki 4 (empat) komponen yang dijabarkan sebagai berikut :
a. Tren, merupakan pergerakan data yang terjadi secara bertahap atau perlahan , baik pergerakan data yang mengalami peningkatan maupun penurunan.
b. Musim, merupakan pola data yang berulang dalam suatu kurun waktu tertentu, sebagai contoh : hari, minggu, bulan maupun kuartal.
c. Siklus, merupakan pola dalam data yang terjadi dalam jangka waktu beberapa tahun. Siklus ini biasanya terkait pada siklus bisnis dan tergolong dalam satu hal penting dalam proses analisa maupun perencanaan bisnis dalam jangka waktu pendek.
d. Variasi acak, merupakan satu titik khusus dalam data yang terjadi akibat adanya suatu peluang dan situasi yang tidak biasa. Variasi acak tidak mempunyai pola khusus sehingga hal ini menyebabkan variasi acak tidak dapat diprediksi.
Lindawati (dalam Dwika, 2010) mengelompokkan metode peramalan deret waktu sebagai berikut:
Tabel 2.1 Pengelompokkan Metode Peramalan
No Komponen Data Metode yang Dipakai
1 Acak a. Simple Average
b. Moving Average
c. Single Exponential Smoothing
2 Tren dan Acak a. Double Exponential Smoothing
b. Holt Winter
3 Seasonal dan Acak Moving Average with Index Seasonal
4 Tren, Seasonal dan Acak a. Multiplikatif Winter b. Dekomposisi
(Sumber: Lindawati (dalam Dwika, 2010))
2.5.1 Peranan dan Kegunaan Peramalan
Menurut Makridakis (1998), beberapa bagian organisas i menganggap peramalan kini memiliki peranan yang penting. Peranan-peranan tersebut dapat dijabarkan sebagai berikut :
1.3. Penjadwalan sumber daya yang tersedia
Penggunaan sumber daya yang efisien memerlukan suatu penjadwalan produksi, tranportasi, kas, personalia dan lain sebagainya.
1.4. Penyediaan sumber daya tambahan
Waktu tenggang (lead time) untuk memperoleh bahan baku, menerima pekerja baru, maupun pembelian mesin serta peralatan dapat berkisar antara beberapa hari sampai beberapa tahun. Peramalan diperlukan untuk menentukan kebutuhan sumber daya di masa mendatang.
1.5. Penentuan sumber daya yang diinginkan
Setiap organisasi harus menentukan sumber daya yang ingin dimilik i dalam jangka waktu yang cukup panjang. Keputusan semacam itu sangat
bergantung pada kesempatan pasar, faktor-faktor lingkungan serta pengembangan internal dari sumber daya finansial, manusia, produk dan teknologis yang tersedia dallam suatu perusahaan. Semua penentuan ini memerlukan proses peramalan yang baik sehingga manajer dapat menafsirkan perkiraan dan mengambil keputusan yang tepat dari hasil peramalan tersebut.
Walaupun terdapat banyak bidang lain yang memerlukan peramalan namun 3 (tiga) kelompok di atas merupakan bentuk khas dari fungsi serta kegunaan mulai dari peramalan jangka pendek, menengah dan jangka panjang sekaligus dari suatu organisasi pada era masa kini. Dengan adanya serangkaian kebutuhan tersebut, maka perusahaan perlu mengembangk a n pendekatan berganda untuk memperkirakan peristiwa yang tidak tentu serta membangun suatu sistem peramalan. Pada dasarnya, organisasi perlu memiliki pengetahuan serta keterampilan yang meliputi paling sedikit 4 (empat) bidang yaitu a)identifikasi dan definisi masalah peramalan; b)aplikasi serangkaian metode peramalan; c)prosedur pemilihan metode yang tepat untuk situasi tertentu; dan d)dukungan organisasi untuk menentuk a n penjadwalan jangka pendek produk-produk yang ada untuk dikerjakan berdasarkan peralatan yang ada.
2.5.2 Jenis Peramalan
Situasi peramalan sangat beragam dalam horizon waktu peramalan, faktor yang menentukan hasil sebenarnya, tipe pola dan berbagai aspek lainnya. Untuk menghadapi penggunaan yang luas seperti itu, beberapa
teknik telah dikembangkan. Peramalan pada umumya dapat dibedakan dari berbagai segi tergantung dalam cara melihatnya. Dilihat dari jangka waktu ramalan yang disusun, peramalan dapat dibedakan atas dua macam, yaitu: a. Peramalan jangka panjang, yaitu peramalan yang dilakukan untuk
menyusun hasil ramalan dalam jangka waktu lebih dari satu setengah tahun atau dapat dikatakan dalam kurun waktu 3 (tiga) semester. Dengan kata lain, peramalan jangka panjang ini berorientasi pada dasar atau perencanaan.
b. Peramalan jangka pendek, yaitu peramalan yang dilakukan untuk menyusun hasil ramalan yang dilakukan kurang dari satu setengah tahun atau tiga semester.
Penetapan jadwal induk produksi untuk bulan yang akan datang atau periode kurang dari satu tahun juga sangat tergantung pada peramalan jangka pendek. Apabila dilihat dari sifat penyusunannya, maka peramalan dapat dibedakan menjadi dua macam, yaitu :
a. Peramalan subjektif, yaitu peramalan yang didasarkan atas perasaan atau intuisi dari orang yang menyusunnya. Dalam hal ini, pandangan atau ketajaman pikiran orang yang menyusunnya sangat menentukan ketepatan atau keakuratan hasil peramalan yang dilakukan.
b. Peramalan objektif, yaitu peramalan yang didasarkan dari data -datayang relevan pada masa lalu dengan menggunakan teknik-teknik dan metode-metode dalam penganalisaan data tersebut.
Dilihat dari sifat ramalan yang telah disusun, maka peramalan dapat dibedakan atas dua macam, yaitu:
1. Peramalan kualitatif atau teknologis, yaitu peramalan yang didasarkan atas data kualitatif masa lalu. Hasil peramalan yang ada tergantung dari orang yang menyusunnya, karena peramalan tersebut sangat ditentukan oleh pemikiran yang bersifat intuisi, judgement (pendapat) dan pengetahua n serta pengalaman dari penyusunnya. Metoda kualitatif dibagi menjadi dua metode, yaitu:
a. Metode eksploratif
Tahapan awal metode ini dimulai dari masa lalu dan masa kini dan bergerak ke arah masa depan secara heuristik, sering kali dengan melihat semua kemungkinan yang ada.
b. Metode normative
Tahapan awal dari metode ini dimulai dengan menetapkan sasaran tujuan yang akan datang, kemudian bekerja mundur untuk melihat apakah hal ini dapat dicapai berdasarkan kendala, sumber daya dan teknologi yang tersedia.
2. Peramalan kuantitatif, yaitu peramalan yang didasarkan atas data kuantitat i f yang terjadi di masa lalu. Hasil peramalan yang dibuat tergantung pada metode yang digunakan dalam peramalan tersebut. Metode yang baik ialah metode yang mampu memberikan nilai-nilai perbedaan atau penyimpa nga n yang mungkin.
Peramalan kuantitatif hanya dapat digunakan apabila terdapat tiga kondisi sebagai berikut: (Makridakis, 1988)
1. Informasi tentang keadaan masa lalu.
2. Informasi tersebut dapat dikuantifikasikan dalam bentuk data numerik. 3. Dapat diasumsikan bahwa beberapa aspek pola masa lalu akan terus
berkelanjutan pada masa yang akan datang.
Metode peramalan kuantitatif terbagi atas dua jenis model peramalan yang utama, yaitu:
1. Model kausal, yaitu metode peramalan yang didasarkan atas penggunaa n analisa pola hubungan antara variabel lain yang mempengaruhinya, yang bukan waktu yang disebut metode korelasi atau sebab akibat.
Model kausal terdiri dari: a. Metode regresi dan korelasi b. Metode ekonometri
c. Metode input dan output
2. Model deret berkala (time series), yaitu metode permalan yang dilakukan didasarkan atas penggunaan analisa pola hubungan antara variabel waktu (deret waktu) dengan variabel yang diperkirakan.
2.5.3 Jenis-jenis Pola Data
Langkah penting dalam memilih suatu metode deret berkala (time
series) yang tepat adalah dengan melakukan pertimbangkan jenis pola data,
sehingga metode yang paling tepat dengan pola tersebut dapat diuji. Menurut Makridakis (1998), pola data dapat dibedakan menjadi empat jenis, yaitu :
1. Pola Horizontal (H) atau Horizontal Data Pattern
Pola data ini dapat terjadi apabila terdapat data yang berfluktuasi di sekitar nilai rata-rata. Suatu produk yang penjualannya tidak mengala mi peningkatan maupun penurunan dalam kurun waktu tertentu tergolong dalam jeni pola data ini. Bentuk pola horizontal dapat dilihat pada Gambar 2.3.
Gambar 2.3 Pola Data Horizontal 2. Pola Trend (T) atau Trend Data Pattern
Pola data ini terjadi apabila terdapat suatu kenaikan atau penuruna n sekuler dalam jangka waktu yang panjang yang terjadi pada suatu data. Contoh pola data ini ialah penjualan perusahaan, produk bruto nasiona l (GNP) dan berbagai macam indikator bisnis atau ekonomi lainnya, selama perubahan sepanjang waktu. Bentuk pola trend dapat dilihat pada Gambar 2.4.
3. Pola Musiman (S) atau Seasional Data Pattern
Pola data ini terjadi apabila suatu deret dipengaruhi oleh faktor musima n (misalnya kuartal tahun tertentu, bulan atau hari-hari pada minggu tertentu). Penjualan dari produk seperti minuman ringan, es krim dan bahan bakar pemanas ruang semuanya menunjukan jenis pola ini. Bentuk pola trend dapat dilihat pada Gambar 2.5.
Gambar 2.5 Pola Data Musiman 4. Pola Kuadratis
Pola data ini terjadi apabila data yang tersedia dipengaruhi oleh fluktuas i ekonomi jangka panjang seperti yang berhubungan dengan siklus bisnis. Contoh dari pola data ini ialah data penjualan produk seperti mobil, baja. Bentuk pola kuadratis ditunjukan seperti gambar 2.6
2.5.4 Metode Peramalan
Menurut Nasution (1999), metode peramalan dibagi menjadi 2 (dua) kategori, yaitu model time series dan model exponential smoothing. Berikut penjabaran penjelasan ke 2 (dua) model tersebut :
1. Model Time Series
Model ini didasarkan pada tahapan dari titik yang telah ditentuka n (mingguan, bulanan, kuartal dan lainnya). Peramalan model ini memberikan implikasi bahwa masa depan dapat diprediksi hanya dari nila i masa lalu serta variabel-variabel lain tidak peduli berapapun nilainya, atau dapat dihilangkan.
a. Metode Moving Average
Tujuan utama metode ini adalah mengurangi variasi acak permintaa n yang berhubungan dengan waktu. Metode Moving Average disebut rata-rata bergerak karena setiap data aktual permintaan yang paling terdahulu akan dikeluarkan dari perhitungan, kemudian nilai rata-rata baru akan dihitung.
MA = 𝐴𝑡 + 𝐴𝑡 −1+ 𝐴𝑡 (𝑁−1) 𝑁
Dimana :
At = permintaan aktual pada periode-t
N = jumlah data permintaan yang dilibatkan perhitungan Moving Average
Data yang dipakai untuk perhitungan Moving Average berikutnya selalu dihitung dengan mengeluarkan data yang paling terdahulu.
Rumus yang digunakan adalah :
MA = MA𝑡−1𝐴𝑡 + 𝐴𝑡 −𝑁 𝑁
Bila permintaan berubah secara signifikan dari waktu ke waktu maka ramalan harus cukup agresif dalam mengantisipasi perubahan tersebut, sehingga N terkecil akan lebih cocok dipakai.
Bila permintaan cenderung stabil dalam jangka waktu yang panjang, maka gunakan N terbesar.
b. Metode Simple Average (SA)
Peramalan dengan menggunakan nilai rata-rata sederhana dapat dilakukan sebagai berikut:
𝐹𝑖−1 = 𝑋̅ = ∑ Xi T
T i=1
2. Metode Exponential Smoothing
Metode ini terdiri dari Metode Single Exponential Smoothing dan Metode
Double Exponential Smoothing. Berikut penjabaran kedua metode tersebut:
a. Metode Exponential Smoothing (SES)
Dengan metode penghapusan eksponensial dari Brown, maka pembobotan menurun secara eksponensial. Rumus yang digunaka n adalah :
𝐹𝑡 −1= 𝑎𝑋𝑖+ (1 − 𝑎)𝐹𝑡 −1
b. Metode Double Exponential Smoothing (DES)
Penghalusan eksponensial linier dari Brown ini memiliki cara kerja rata-rata bergerak linier. Pada metode ini terdapat penghalusan
tunggal maupun ganda yang akan menghasilkan nilai ramalan yang lebih kecil dari data lapangan.
𝑆′𝑡 = 𝑎𝑋𝑖+ (1 − 𝑎)𝑆′𝑡 −1 𝑆"𝑡 = 𝛼𝑆"𝑖 + (1 − 𝛼)𝑆"𝑡 −1 𝛼𝑡 = 𝑆′𝑡 + (𝑆′𝑡− 𝑆"𝑡) = 2𝑆′ 𝑡 − 𝑆"𝑡 𝑏𝑡 = 𝛼 1 − 𝛼(𝑆 ′ 𝑡− 𝑆"𝑡) 𝐹𝑡+𝑚 = 𝛼𝑡+ 𝑏𝑡. 𝑚 dimana :
F = 𝑋̅ = peramalan α = konstanta kesalahan X = permintaan t = periode S’ = pemulusan S” = pemulusan 2
a = konstanta b = koefisien
2.7.5 Uji Kesalahan Peramalan/Uji Verifikasi
Uji kesalahan peramalan menuurut Nasution (1999) dilakukan terhadap metode peramalan untuk menentukan metode peramalan yang terpilih. Berikut penjabaran dari uji kesalahan peramalan tersebut:
1. Mean Square Error (MSE)
MSE dihitung dengan menjumlahkan kuadrat semua kesalahan peramalan yanng terjadi pada setiap periode kemudian membaginya dengan jumla h periode peramalan. Rumus yang digunakan ialah sebagai berikut :
𝑀𝑆𝐸 = ∑ 𝑒𝑖 2 𝑛 𝑛 𝑖 dimana :
e = kesalahaan peramalan (error) n = jumlah data
MSE ini memiliki kelebihan yaitu sederhana dalam perhitunga n, sedangkan kelemahannya ialah akurasi yang dihasilkan dari peramalan penerapan metode ini sangat kecil karena tidak memperhatikan apakah hasil peramalan dari perhitungan yang telah dilakukan memilik nilai lebih besar atau lebih kecil dibandingkan dengan data aktual permintaan.
2. Mean Absolute Percentage Error (MAPE)
MAPE memiliki kelebihan yaitu menyatakan persentase tertentu yang akan memberikan informasi persentase kesalahan terlalu tinggi atau terlalu rendah, sehingga hal ini akan membuat penerapan perhitunga n metode ini lebih akurat. Sedangkan kelemahan dari MAPE ialah MAPE merupakan ukuran kesalahan relatif. Rumus yang digunakan ialah sebagai berikut : PEi = (Xi− Fi) Xi x 100% MAPE = ∑ PEi n dimana: PE = persentasi kesalahan