BAB III
METODE PENELITIAN
3.1 PENDAHULUAN
Metode yang digunakan adalah metode pengumpulan data, untuk mendekatkan permasalahan yang diteliti sehingga menjelaskan dan membahas permasalahan secara tepat. Pengujian adalah penelitian dengan melakukan uji coba terhadap suatu alat untuk mendapatkan data. Pengujian yang dilakukan dengan meleburkan limbah plastik hingga menghasilkan biji plastik dengan di dorong oleh screw kemudian meleleh melalui lubang hingga keluar dari cetakan (dies) mennjadi kecil-kecil sesuai dengan ukuran cetakan yangb di inginkan. Pola pendekatan yang diambil adalah dengan one shot model dimana pendekatan menggunakan beberapa kali pengumpulan data. Data tersebut diambil dari proses penelitian terhadap alat yang di rancang.
Waktu dan Tempat Penelitian :
1. Perancangan dilakukan pada bulan Oktober 2016 sampai januari 2017 2. Tempat pelaksanaan dilakukan di Laboratorium Teknik Mesin UMB
Ya Tidak
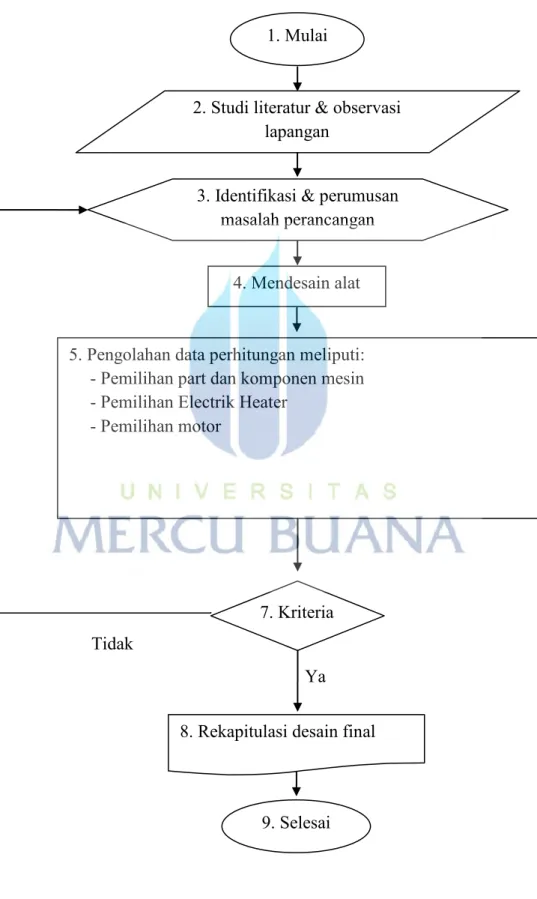
DIAGRAM ALIR PERANCANGAN
3. Identifikasi & perumusan masalah perancangan
4. Mendesain alat
7. Kriteria
5. Pengolahan data perhitungan meliputi: - Pemilihan part dan komponen mesin - Pemilihan Electrik Heater
- Pemilihan motor
2. Studi literatur & observasi lapangan
1. Mulai
9. Selesai 8. Rekapitulasi desain final
7. Kriteria
Ya Tidak
3.2.1 Penjelasan diagram alir
1. Mulai
Awal kegiatan setelah diterimanya proposal tugas akhir sebagai alat komunikasi untuk merealisasikan ide secara tulisan.
2. Studi Literatur dan Observasi Lapangan
Studi literatur dilakukan untuk mengenal masalah yang dihadapi, serta untuk menyusun rencana kegiatan yang akan dilakukan. Pada studi ini dilakukan survei lapangan terhadap hal-hal yang berhubungan dengan Rancanag Bangun Mmesin Extruder Plastik untuk mengambil data-data sebagai referensi dan pembanding terhadap hasil perancangan yang akan dibuat.
3. Identifikasi dan Perumusan Masalah
Mengidentifikasi permasalahan yang akan timbul saat perancangan, pembuatan maupun saat pengujian alat dalam proses pengumpulan data. Kemudian merumuskan masalah yang akan timbul untuk menghindari permasalahan tersebut. Maka perlu diperhatikan semua aspeknya agar didapatkan hasil yang maksimal.
4. Mendesain Alat
Pada tahap ini dilakukan pembuatan gambaran awal, beberapa alternatif desain alat yang akan dirancang. Penentuan spesifikasi alat ditentukan berdasarkan identifikasi masalah - masalah yang ada pada survey lapangan..
5. Pengolahan dan Perhitungan Data
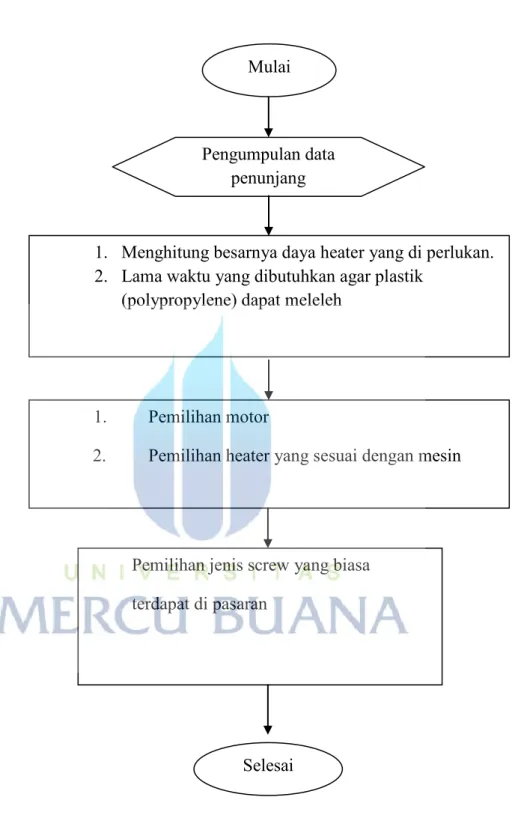
Tahap ini dilakukan pengolahan data untuk menghitung dan mengetahui dimensi minimum poros screw molding yang dianjurkan, menghitung kapasitas screw, menghitung kecepatan screw molding yang diperlukan untuk rancang bangun mesin extrude molding pellets plastic yang menggunakan single screw. Adapun pengolahan dan perhitungan dijelaskan dengan menggunakan diagram alir dibawah ini:
Gambar 3.2 Diagram alir Pembuatan Pengumpulan data
penunjang
1. Menghitung besarnya daya heater yang di perlukan. 2. Lama waktu yang dibutuhkan agar plastik
(polypropylene) dapat meleleh Mulai
1. Pemilihan motor
2. Pemilihan heater yang sesuai dengan mesin
Pemilihan jenis screw yang biasa terdapat di pasaran
6. Kriteria
Alat yang dirancang harus memenuhi syarat, antara lain:
• Elemen pemanas dapat menghasilkan suhu yang diharapkan agar dapat melumerkan plastik (polypropylene) yang titik moldny 175˚C.
• Rangkaian sistem extrude berfungsi sesuai urutan proses. 7. Rekapitulasi Final Desain
Pada tahap ini merupakan gambar disain alat secara detil. Daftar komponen yang digunakan secara lengkap.
3.2 ALAT DAN BAHAN
Adapun alat yang digunakan dalam pembuatan mesin exstude molding pellets plastik antara lain:
1. Mesin las listrik 2. Gerinda tangan 3. Mesin bor 4. Kunci pas / ring 5. Kaca mata las 6. Amplas
7. Penggaris siku 8. Spidol ( alat tulis ) 9. Tang standar 10. Sarung tangan las 11. Tang Potong 12. Gunting Plat 13. Sikat kawat 14. Water pas
Material pembuatan mesin exstrude molding pellets plastik:
1. Plat yang digunakan adalah plat ST ( steel Carbon ) tipe tebal 2mm 2. Mesin roll untuk membentuk plat menjadi lingkaran tabung
4. Plat kerucut yang digunakan adalah tipe plat ST ( steel Carbon ) tebal 2 mm 5. Pipa yang digunakan adalah tipe ( steel Carbon ) berdiameter 38 mm tinggi 65
mm
6. Tipe Pipa Penyalur pembakaran limbah plastic pipa (steel Carbon) diameter 38 mm tinggi 65 mm
7. Tipe Barrel Diameter 35mm panjang 750mm
8. Tipe screw Assab St.60 diameter 35mm panjang 1000mm.
3.3 KOSEP DAN PROSES PERANCANGAN PRODUK
Beberapa alternatif konsep produk kemudian dikembangkan lebih lanjut dan setelah dievaluasi. Evaluasi tersebut haruslah dilakukan beberapa kriteria khusus seperti kriteria teknis, kriteria ekonomis dan lain-lain. Konsep produk yang tidak memenuhi persyaratan-persyaratan dalam spesifikasi produk, tidak diproses lagi dalam fase-fase berikutnya, sedangkan dari beberapa konsep produk yang memenuhi kriteria dapat material pembuatan alat Mesin Extruder
3.4.1 Konsep produk
Pada fase ini di kumpulkan semua informasi tentang persyratan atau requirement yang harus di penuhi oleh produk yang merupakan usulan- usulan terhadap permintaan dari pasar yang di olah dengan hingga memunculkan sebuah ide atau gagasan perancangan.
• Penjabaran tugas (translation tasks)
Pada langka kerja penjabaran tugas ini di lakukan perumusan dan daftar diharapakan di penuhi oleh solusi akhir. Informasi ini akan menjadi acuan penyusunan spesifikasi
• Menentukan struktur dan fungsinya
dalam menentukan fungsi dan strukturnya hal-hal yang di bahas meliputi struktur fungsi keseluruhan dan sub fungsi.
E Si
M1
M2 o Sub Fungsi Keseluruh:
STAR
FINISH
Gambar 3.3 Diagram alur proses
Keterangan:
= Aliran energi dan sinyal
= Aliran bahan
E = Energi masuk
Si dan So = Sinyal On/off
M1 = Input Limbah Plastik M2 = Otput Biji Plastik
Input limbah palstik di masukan ke dalam hoper dan terjadi pemanasan di dalam hopper antara 160oC sampai 200oCdan di didalam baerrel terjadi pemnasan plastik dan di extruder oleh screw kedepan sehingga samapi pada cetakan, dan keluar dari cetakan betuk biji plastik sesuai desain 5mm die cetakan,
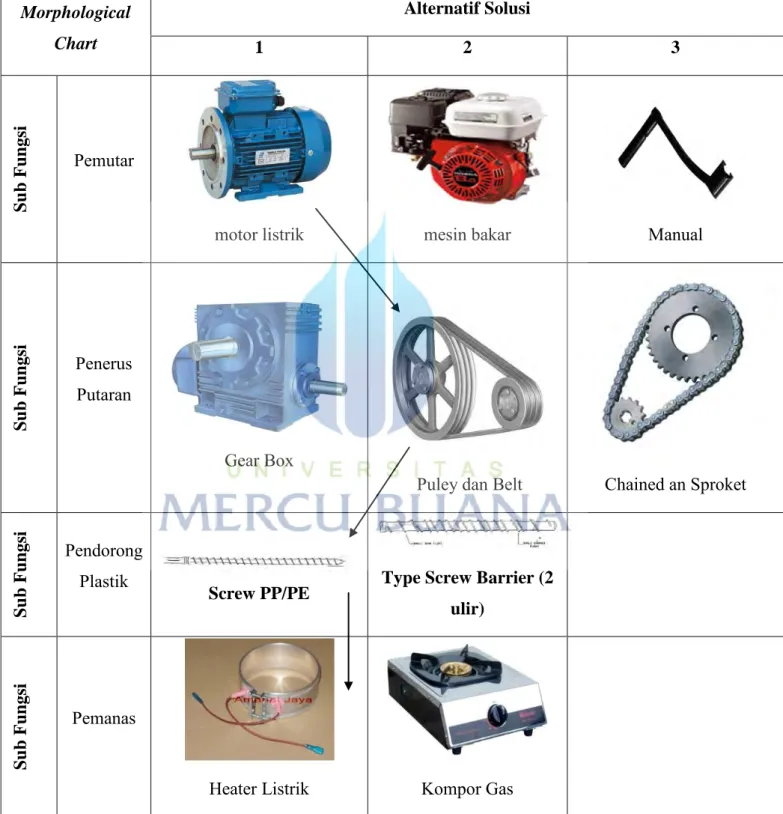
Sumber Energi Pemutar Pemanas Proses Pelummer Cetakan Hasil Biji Plastik Penerus Putaran Pendorong Plastik Material Plastik
Tabel 3.1 Morphological Chart Morphological Chart Alternatif Solusi 1 2 3 Sub F u ng si Pemutar
motor listrik mesin bakar Manual
Sub F u ng si Penerus Putaran Gear Box
Puley dan Belt Chained an Sproket
Sub F u ng si Pendorong Plastik Screw PP/PE
Type Screw Barrier (2 ulir) Sub F u ng si Pemanas
o Fungsi struktur yang mencangkup kelebihan dan kekurangan a. Mekanisme penggerak
1. Motor listrik
Kelebihan: Harga paling murah,mudah dikendalikan perputarannya,hemat energy, perputaran konstan penempatan mudah karena dimensi yang relatif kecil
Kekurangan : Membutuhkan perangkat pendukung lain untuk bekerja (inverter, sensor-sensor)
2. Mesin diesel
Kelebihan: Tenaga putar besar, posisi tidak bergantung pada sumber listrik (bisa independen dimana saja)
Kekurangan: Dimensi besar, memerlukan tempat lebih , harga pengadaan mahal, memerlukan bahan bakar yang relatif mahal, perputaran tidak kontan dan sulit dikendalikan
3. Motor servo
Kelebihan: Perputaran mudah dikendalikan dengan presisi,perputaran sangat konstan, penempatan mudah karena dimensi yang relatif kecil Kekurangan: Harga pengadaan sangat mahal
b. Tranmisi putaran 1. Gear box
Kelebihan: Sistem tranmisi lebih ringkas,putaran lebih tinggi dan daya besar, sistem yang kompak (praktis) sehingga kontroksi sederhana, kecepatan tranmisi roda gigi dapat di tentukan sehingga dapat di gunakan pengukuran yang kecil daya yang besar
2. Pulley
Kelebihan: Mampu di gunakan untuk putaran yang tinggi dan tahan panas, murah dan pasaranya luas, dapat mentranmisikan daya besar
Kekurangaan: Mudah aus 3. Rantai-sproket
Kelebihan: Tranmisi tanpa slip, dapat menerusakan daya besar, keausan kecil pada bantalan
Kekurangan: Tidak dapat di kecepatan tinggi, suara dan getaran tinggi
3.4.2 Proses Perancangan Produk
Pada tahapan ini semua bahan akan di kerjakan dan di bentuk sesuai dengan ukuran alat, di buat menjadi satu rangkaian utuh sehingga dapat menjadi alat pelebur plastik sederhana.
1. Proses pembubutan.
Pada proses ini barel, flange dan dies di bubut sesuai dengan ukuran desain.
Gambar 3.5 Proses pembubutan flange
2. Proses pengelasan.
Dalam perancangan mesin exstrude molding pellets plastic banyak proses pengelasan, seperti: pengelasan flange dengan dies, rangka, dll.
3. Proses perakitan. • Rangka
Rangka dibuat dengan menggunakan besi yang di bending dan di assembly menggunakan baut. Fungsi rangka disini adalah untuk menopang semua beban yang ditimbulkan pada proses peleburan plastik.
Gambar 3.7 Proses perakitan rangka
• Heater
Heater adalah pemanas yang digunakan untuk melumerkan plastik dengan cara menghantarkan panas melalui barel, heater yang digunakan adalah jenis band heater sebanyak 4 buah dengan masing-masing berkapasitas 400oC diposisikan pada barel 2 buah, pada dies 1 buah dan pada hooper 1 buah.