54 BAB V
ANALISA HASIL
5.1 Hasil
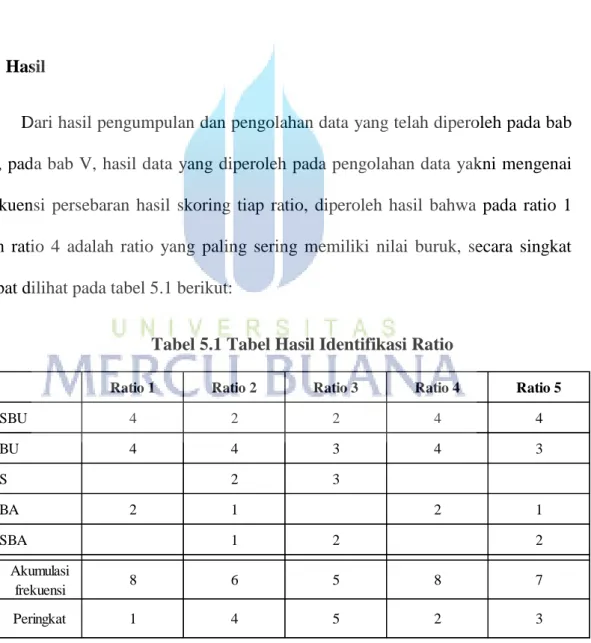
Dari hasil pengumpulan dan pengolahan data yang telah diperoleh pada bab IV, pada bab V, hasil data yang diperoleh pada pengolahan data yakni mengenai frekuensi persebaran hasil skoring tiap ratio, diperoleh hasil bahwa pada ratio 1 dan ratio 4 adalah ratio yang paling sering memiliki nilai buruk, secara singkat dapat dilihat pada tabel 5.1 berikut:
Tabel 5.1 Tabel Hasil Identifikasi Ratio
Sumber : Report bulanan BM 1 Januari 2012 – 30 Juni 2014
Ratio 1 Ratio 2 Ratio 3 Ratio 4 Ratio 5
SBU 4 2 2 4 4 BU 4 4 3 4 3 S 2 3 BA 2 1 2 1 SBA 1 2 2 8 7 1 4 5 2 3 Akumulasi frekuensi Peringkat 8 6 5
Dari data diatas diperoleh hasil bahwa penurunan produktivitas terjadi akibat rendahnya nilai pada ratio 1 dan ratio 4 yakni mengenai penyelesaian
maintenance request yakni, banyaknya maintenance request yang dibandingkan
dengan waktu kerja dan juga tenaga kerja untuk menyelesaikan maintenance
request. Dimana untuk tindakan perbaikan pada ratio 1 dan 4 ini menganalisa
lebih dalam pada sub bab analisa data.
5.2 Analisa Data
Dalam melakukan analisa dari hasil pengolahan data yang ada, penulis menggunakan alat bantu penyelesaian masalah yakni, diagaram sebab akibat (fishbone) untuk menemukan akar permasalahan dari rendahnya produktivitas yang diperoleh dari ratio 1 dan 4 yakni keterkaitan antara waktu kerja dan juga tenaga kerja dalam menyelesaikan maintenance request.
Dalam tugas akhir ini penulis mendeskripsikan masalah yang ada pada ratio pada ratio 1 dan ratio 4 dengan pengategorian masalah secara 4M (Man, Material,
Machine, dan Methode) pada diagram sebab akibat. Dari sini penulis
review terhadap aspek Methode. Adapun penjelasan akar permasalahannya yang digambarkan pada gambar 5. 1 berikut:
Gambar 5.1 Diagram Sebab Akibat Penurunan Produktivitas PT. XYZ
Dari diagaram sebab akibat yang telah dibuat, maka untuk dapat meningkatkan produktivitas kerja bagian maintenance pada PT. XYZ penulis memberikan saran perbaikan secara kualitatif untuk tiap akar permasalahan, yang secara singkat dijabarkan dalam penjelasan saran perbaikan dibawah ini:
1. SARAN PERBAIKAN 1 Akar permasalahan:
Operator tidak standby saat produksi Saran perbaikan:
Melakukan pembuatan jadwal kerja bagian maintenance yang disesuaikan dengan jadwal produksi di area PIO.
Untuk hari kerja Senin – Jumat, sesuai dengan kondisi PIO yang padat produksi di shift 1, maka dibutuhkan 3 orang untuk bekerja, sehingga pada hari kerja ini dibuat shift gantung untuk mensupport kebutuhan tersebut, yang dijelaskan pada gambar usulan perbaikan hari kerja Senin – Jumat, pada gambar 5.2 berikut:
Gambar 5.2 Usulan Perbaikan Jadwal Kerja Senin – Jumat
Sedangkan untuk hari Sabtu dan Minggu, dikarenakan yang beroperasional hanya di area di area produksi saja (office libur), maka dibuat pengaturan jadwal kerja berikut sesuai dengan gambar 5.3:
Deskripsi Jadwal kerja usulan Jadwal kerja PIO Jadwal kerja BM saat ini
Sunter 3 - PIO Operation Sunter 3 - PIO Operation
Shift 1 - 1 Mp + 1 THL Shift 2 - 1 Mp + 1 THL Shift 3 - 1 Mp + 1 THL 06.00 14.00 19.00 SENIN - JUMAT 22.00 24.00 06.00
TIDAK ADA PRODUKSI
Shift 1 - 1 Mp + 1 THL
Shift 2 - 1 Mp
Shift 3 - 1 Mp + 1 THL Shift gantung untuk
support produksi
Overtime 1 jam untuk shift gantung THL
Gambar 5.3 Usulan Perbaikan Jadwal Kerja Sabtu – Minggu
2. SARAN PERBAIKAN 2 Akar permasalahan:
Operator kewalahan menyelesaikan pekerjaan Saran perbaikan:
Membuat pembagian kerja yang sesuai dengan kompetensi man power yang ada di BM dan juga mengelompokkan pekerjaan sesuai dengan waktu dan bobot kerjanya, hal ini dapat dilakukan dengan cara sebagai berikut:
a. Pengelompokan jenis pekerjaan maintenance berdasarkan peran dan tanggung jawab BM
Secara singkat ilustrasi pengelompokan jenis pekerjaan BM terkait dengan operasional PIO dapat dikategorikan sesuai dengan tabel 5. 1 berikut: Jadwal kerja usulan Jadwal kerja PIO Deskripsi Jadwal kerja BM saat ini 07.00 16.00 19.00 24.00 SABTU MINGGU 07.00 19.00 24.00 07.00 SENIN
Sunter 3 - PIO Operation TIDAKADA PRODUKSI Sunter 3 - PIO Operation
BM Shift 1 - 1 Mp + 1 THL BM Shift 2 - 1 Mp + 1 THL BM Shift 1 - 1 Mp + 1 THL BM Shift 2 1 Mp + 1 THL
BM Shift 1 - 2 Mp + 1 THL BM Shift 1 - 1 Mp + 1 THL
AKTIVITAS SABTU MALAM
- Standby THL BM - Pengawasan proyek by request
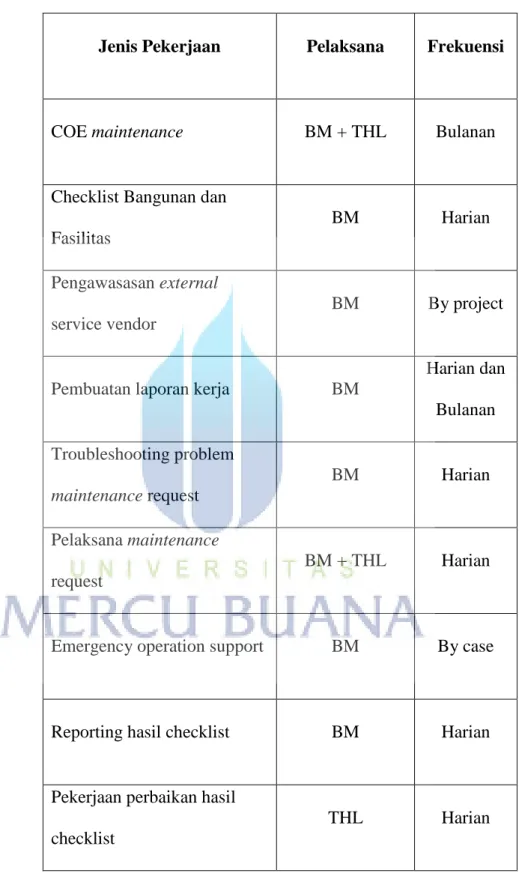
Tabel 5.2 Pengelompokan Kerja Maintenance
Jenis Pekerjaan Pelaksana Frekuensi
COE maintenance BM + THL Bulanan
Checklist Bangunan dan Fasilitas
BM Harian
Pengawasasan external service vendor
BM By project
Pembuatan laporan kerja BM
Harian dan Bulanan Troubleshooting problem maintenance request BM Harian Pelaksana maintenance request BM + THL Harian
Emergency operation support BM By case
Reporting hasil checklist BM Harian
Pekerjaan perbaikan hasil checklist
dibagi antara pekerjaan mechanic, electric, sipil, dan plumbing, dimana PIC pekerjaannya dibagi berdasarkan resiko dan beban kerjanya, sehingga hal ini dapat dijadikan standard kerja.
Secara singkat ilustrasi pengelompokan jenis masalah dalam
maintenance request dapat digambarkan pada tabel standard beban
kerja maintenance, tabel 5.2 berikut:
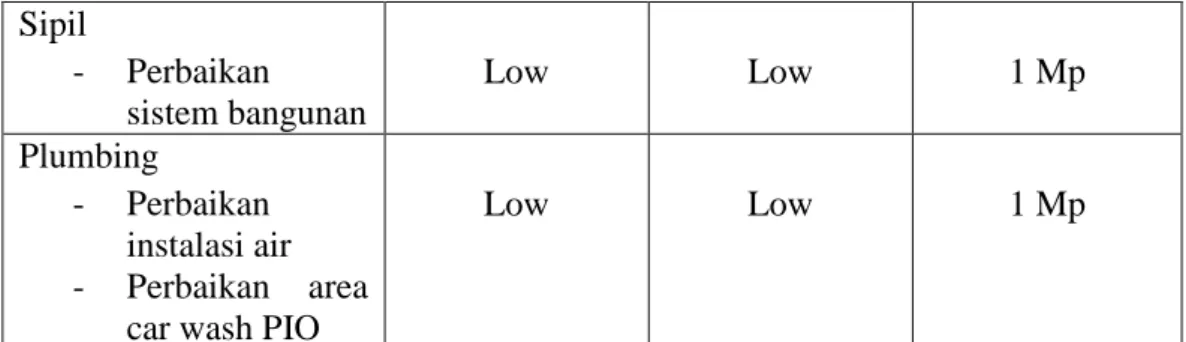
Tabel 5.3 Standard Beban Kerja Maintenance
Jenis Pekerjaan Beban Kerja Resiko Kerja Standard Mp Mechanic - Penggantian komponen terkait furniture operasional - Penggantian komponen mekanik terkait unit produksi Low High Low High 1 Mp 2 Mp Electric - Maintenance panel listrik, genset, dan kompresor - Penggantian
lampu stall PIO < 3 meter - Penggantian lampu sorot merkuri PIO > 3m - Problem sistem elektrik, misal, kompresor mogok High Low High Medium High Low High Medium 2 Mp 1 Mp 2 Mp 1 Mp
Sipil - Perbaikan sistem bangunan Low Low 1 Mp Plumbing - Perbaikan instalasi air - Perbaikan area
car wash PIO
Low Low 1 Mp
Dari usulan perbaikan yang telah dilakukan oleh penulis untuk meningkatkan kualitas kerja BM, setelah dilakukan pengaturan waktu dan metode kerja, peningkatan produktivitas pada ratio 1 dan 4 diharapkan dapat naik sebesar 20% sesuai target perusahaan sehingga diharapkan nilai indikator performansi setelah dilakukan perbaikan dapat meningkat sesuai dengan grafik pada gambar 5.4 berikut:
Gambar 5.4 Indeks Performansi Setelah Improvement
526 310 449 425 522 545 744 358 495 432 0 100 200 300 400 500 600 700 800 1 2 3 4 5 6 7 8 9 10 In d e ks Per for m an si Triwulan
indikator performansi akan terlihat pada gambar 5.5 berikut:
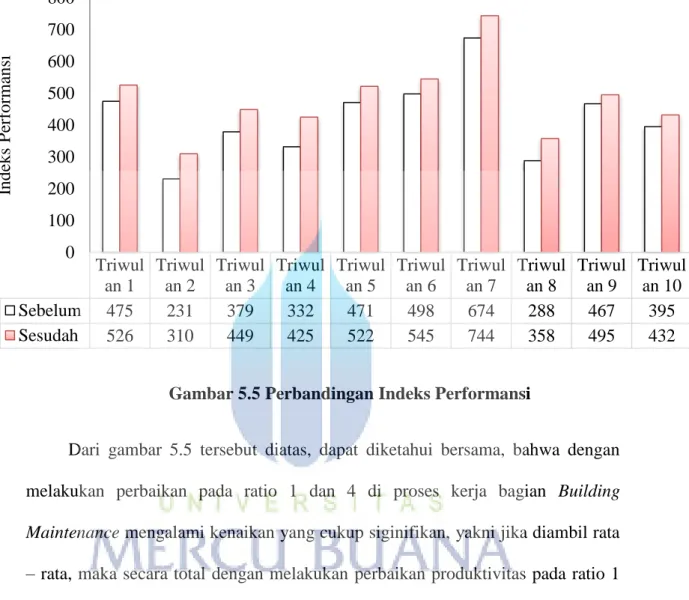
Gambar 5.5 Perbandingan Indeks Performansi
Dari gambar 5.5 tersebut diatas, dapat diketahui bersama, bahwa dengan melakukan perbaikan pada ratio 1 dan 4 di proses kerja bagian Building
Maintenance mengalami kenaikan yang cukup siginifikan, yakni jika diambil rata
– rata, maka secara total dengan melakukan perbaikan produktivitas pada ratio 1 dan 4 dapat mempengaruhi kenaikan produktivitas secara total sebesar 16%.
Triwul an 1 Triwul an 2 Triwul an 3 Triwul an 4 Triwul an 5 Triwul an 6 Triwul an 7 Triwul an 8 Triwul an 9 Triwul an 10 Sebelum 475 231 379 332 471 498 674 288 467 395 Sesudah 526 310 449 425 522 545 744 358 495 432 0 100 200 300 400 500 600 700 800 Inde ks P erf orma nsi
Jika dicari rata – rata kenaikannya dalam bentuk persentase maka perbaikan pada ratio 1 dan 4 ini dapat menyebabkan kenaikan nilai produktifitas hingga sebesar 16% yang ditunjukan pada gambar 5.6 yakni gambar mengenai kenaikan produktivitas setelah perbaikan sebagai berikut: