IDENTIFIKASI KESEHATAN KESELAMATAN KERJA DAN ANALISIS PENYEBAB TINGKAT KECELAKAAN KERJA
DENGAN METODE HAZARD AND OPERABILITY (HAZOP) DI PT. TUNGGAL DJAJA INDAH
WARU – SIDOARJO
SKRIPSI
Oleh : AFRIAN ARSAD
05 32010 119
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN”
JAWA TIMUR
KATA PENGANTAR
Dengan mengucapkan rasa syukur Alhamdulillah, penulis memanjatkan kehadirat Allah SWT yang telah memberikan rahmat dan karunia Nya, sehingga penyusun dapat menyelesaikan tugas akhir dengan judul ”IDENTIFIKASI KESEHATAN KESELAMATAN KERJA DAN ANALISIS PENYEBAB TINGKAT KECELAKAAN KERJA DENGAN METODE HAZARD AND OPERABILITY (HAZOP) DI PT. TUNGGAL DJAJA INDAH WARU – SIDOARJO”. Tugas akhir ini disusun sebagai salah satu syarat untuk memperoleh gelar Sarjana (S-1) di Jurusan Teknik Industri, Fakultas Teknologi Industri, Universitas Pembangunan Nasional “Veteran” Surabaya.
Dalam penyusunan dan penulisan tugas akhir ini, penulis menyadari bahwa tugas akhir ini masih banyak terdapat kesalahan, karena sesungguhnya “Kesalahan adalah milik manusia dan kesempurnaan adalah milik Allah SWT semata”. Dan penulis menyadari bahwa tugas akhir ini tidaklah dapat tercipta tanpa adanya bantuan dari berbagai pihak yang telah meluangkan waktu dan tenaga serta ilmunya untuk memberikan bimbingan, masukan dan dorongan yang tentunya sangat memberikan motivasi dalam pelaksanaan dan penyelesaian skripsi ini. Oleh karena itu dalam kesempatan ini, penyusun sampaikan terima kasih yang sebesar–besarnya kepada :
1. Bpk. Ir. Sutiyono, MT, selaku Dekan Fakutas Teknologi Industri UPN
“VETERAN” Jawa Timur.
2. Bpk. Ir. M.T Safirin, MT , selaku Kepala Jurusan Teknik Industri UPN
“VETERAN” Jawa Timur.
3. Ibu. Ir. Iriani, MMT. selaku Dosen Pembimbing I (satu).
4. Ibu. Dira Ernawati, ST. MT. Selaku Dosen Pembimbing II (dua). 5. Pimpinan PT. TUNGGAL DJAJA INDAH.
6. Bpk. Kasiono, selaku Pembimbing Lapangan .
7. Seluruh Staf dan Karyawan PT. TUNGGAL DJAJA INDAH.
8. Terima Kasih Kepada Kedua Orang Tua yang Terhormat, yang telah
mendukung secara moril dan materiil dalam penyusunan skripsi ini. 9. Mas Firman 04 yang telah membantu dalam pengerjaan skripsi ini.
10. Buat temen-temen TI dan Pararel C’05 terima kasih semangat dan do’anya. 11. Adek Ku tersayang yang telah memberikan semangat untuk menyelesaikan
skripsi ini. Thank For All ...!!!. Penulis menyadari bahwa dalam penyusunan tugas akhir ini masih jauh dari apa yang diharapkan dan mungkin banyak terdapat kekurangan-kekurangan maupun kelemahan-kelemahan baik isi maupun penyajiannya, Hal ini tidak lain karena keterbatasan ilmu dan kemampuan yang penyusun miliki. Oleh karena itu penulis berharap adanya kritik dan saran yang sifatnya membangun dari semua pihak demi kesempurnaan tugas akhir ini. Akhirnya, semoga penulisan tugas akhir ini dapat bermanfaat bagi pengembangan ilmu pengetahuan dan bagi kita semua. “Amien”
Surabaya, Februari 2010
DAFTAR ISI
LEMBAR JUDUL
LEMBAR PENGESAHAN
KATA PENGANTAR ...i
DAFTAR ISI ...ii
DAFTRA TABEL ...iii
DAFTAR GAMBAR ...iv
DAFTAR LAMPIRAN ...v
ABSTRAKSI ...vi
BAB I
PENDAHULUAN
1.1. Latar Belakang Penelitian ...11.2. Perumusan Masalah ...2
1.3. Batasan Masalah ...3
1.4. Asumsi ...3
1.5. Tujuan Penelitian ...3
1.6. Manfaat Penelitian ...3
1.7. Sistematika Penulisan ...4
BAB II TINJAUAN PUSTAKA
2.1. Devinisi Kesehatan dan Keselamatan Kerja ...72.1.1. SMK3 ...7
2.1.2. Tujuan Penerapan SMK3 ...7
2.1.3. Penerapan SMK3 ...8
2.2. Definisi Hazard ...8
2.2.1. Faktor Penyebab Kecelakaan Kerja ...13
2.3. Perhitungan Tingkat Implementasi Program K3 ...14
2.4. Risk Assesment ...19
2.5. Definisi dan Prinsip Metode HAZOP ...22
2.6. Uji Validitas ...25
2.7. Uji Reabilitas ...26
2.8. Uji Kecukupan Data ...27
2.9. Penelitian Terdahulu ...28
2.10. Metode-metode Lain ...29
BAB III METODE PENELITIAN
3.1. Lokasi Penelitian ...313.2. Identifikasi Variabel ...31
3.3. Langkah-langkah Pemecahan Masalah ...33
3.4. Metode Pengumpulan Data ...38
3.5. Metode Pengolahan Data ...38
3.5.1. Perhitungan Implementasi Program K3 ...41
3.5.2. Penentuan Kategori Kecelakaan Kerja ...41
3.5.3. Penentuan Level/Tingkat Implementasi Program K3 ...42
3.5.4. Tindakan Pencegahan dan Pengendalian ...42
3.6. Tahap Analisa dan Penarikan Kesimpulan ...43
3.7. Kesimpulan dan Saran ...43
BAB IV ANALISA DATA DAN PEMBAHASAN
4.1. Pengumpulan Data ...434.1.2. Data Kecelakaan Kerja ...43
4.1.3. Data Potensi Bahaya ...44
4.1.4. Uji Kecukupan Data ...45
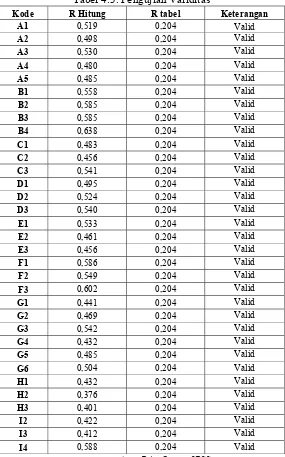
4.1.5 Uji Validitas ...46
4.1.6. Uji Reliabilitas ...47
4.2. Pengolahan Data ...48
4.2.1. Perhitungan Tingkat Kinerja Implementasi Program K3 ...48
4.2.2. Penentuan Tingkat/Level Implementasi Program K3 ...51
4.2.3. Pengkategorian Kecelakaan Kerja ...52
4.2.4. Pemetaan Potensi Bahaya Dengan Metode RAC ...52
4.2.5. Pemetaan Tingkat Implementasi Program K3 dan Kecelakaan Kerja ...54
4.2.6. Pemecahan Masalah Hazard Dengan HAZOP Worksheet ...56
4.2.7. Penentuan Prioritas Penanggulangan Resiko ...58
4.2.8. Perencanaan Perbaikan ...58
4.2.8.1. Perbaikan Pada Proses Produksi ...58
4.2.8.2. Perbaikan Pada Gudang Bahan Baku ...59
4.3. Analisa dan Pembahasan ...62
4.3.1. Analisa Perhitungan Tingkat Implementasi Program K3 ...62
4.3.2. Analisa Perhitungan Tingkat Kecelakaan Kerja ...65
BAB V KESIMPULAN DAN SARAN
5.1. Kesimpulan ...66 5.2. Saran ...66
DAFTAR PUSTAKA
DAFTAR TABEL
1. Kategori Kecelakaan Kerja ...15
2. Tingkat Implementasi K3 ...15
3. Tingkat Implementasi-Kecelakaan ...16
4. Deskripsi Kategori Skala 10 Poin untuk Hasard Ditempat Kerja ...18
5. Risk Assesment Codes (RAC) ...20
6. Terminologi HAZOP ...25
7. HAZOP Worksheet ...25
8. Cheklist Penilaian Implementasi Program K3 ...40
9. Data Kecelakaan Kerja ...41
10.Kategori Kecelakaan Kerja ...42
11.Tindakan Pencegahan Terhadap Resiko yang Mungkin Timbul Akibat HAZOP ...42
12.Data Kecelakaan Kerja PT. Tunggal Djaja Indah ...44
13.Data Potensi Bahaya ...44
14.Pengujiam Validitas ...46
15.Pengujian Reliabilitas ...47
16.Tingkat Kinerja Implementasi Program K3 ...49
17.Nilai Rata-rata dan Pencapaian Program Implementasi K3 ...51
18.Kategori Kecelakaan Kerja ...52
19.Perangkingan Hazard Dengan Metode RAC ...53
20.Pemetaan Tingkat Implementasi – Kecelakaan Kerja ...55
21.HAZOP Worksheet ...57
22.Hazard Yang Menempati Prioritas Teratas (RAC2) ...58
DAFTAR GAMBAR
1. Langkah-langkah Pemecahan Masalah ...33
2. Desain Peringatan Bahaya Mesin Putaran Tinggi ...59
3. Ear Plug & Ear Muff ...59
4. APD Gloves ...59
5. APD Safety Shoes ...59
6. Desain Peringatan Bahaya Bahan Mudah Terbakar ...60
7. Desain Peringatan Bahaya Pernafasan ...60
8. Desain Peringatan Dilarang Merokok ...60
9. APAR (Alat Pemedam Api Ringan) ...61
DAFTAR LAMPIRAN
1. Lampiran A Gambaran Umum Perusahaan
2. Lampiran B Proses Produksi Cat Salvent Base dan Water Base 3. Lampiran C Kuesioner
4. Lampiran D Rekap Kuesioner 66 Responden 5. Lampiran E Perhitungan Manual De Boor 6. Lampiran F Print OutPut Perhitungan SPSS 7. Lampiran G Tabel α
8. Lampiran H Tabel R
9. Lampiran I Laporan Kecelakaan Kerja Tahun 2008 10 Lampiran J Berita Acara Kecelakaan Kerja
ABSTRAKSI
Semakin tingginya angka persaingan dan beban permintaan, permesinan/peralatan berteknologi tinggi merupakan srategi terbaik. Dengan permesinan berteknologi tinggi produksi yang di hasilkan akan maksimal, tetapi mesin berteknologi tinggi dapat membahayakan bagi karyawan/operator. Kurangnya pengetahuan dan kecerobohan dapat menimbulkan kecelakaan kerja yang sangat vatal.
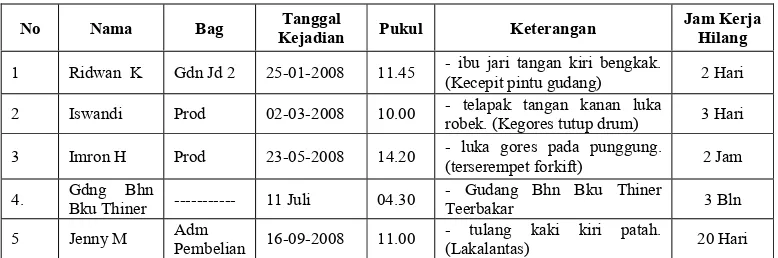
PT. Tunggal Djaja Indah merupakan perusahaan yang bergerak dalam bidang pembuatan bahan baku property dimana produk yang dihasilkan berupa cat baik yang berbahan baku air ataupun minyak, telah menyadari pentingnya pembinaan K3 menuju kondisi kecelakaan kerja nihil. Berbagai potensi sumber bahaya mudah dijumpai dalam lingkungan perusahaan, ditunjukkan dengan contoh data-data sebagai berikut : Bahan baku berupa minyak yang mudah terbakar, bau cat yang dapat menimbulkan sesak, dan semakin jelas dengan adanya 5 (lima) kecelakaan kerja dalam 1 periode pada tahun 2008. Oleh karenanya pihak manajemen merasa perlu melakukan identifikasi potensi bahaya (Hazards) dan menentukan nilai resiko dari Hazards yang timbul.
Adapun tujuan dari penelitian ini yaitu untuk mengidentifikasi dan menganalisa tingkat bahaya yang tedapat dalam peralatan atau permesinan proses produksi PT. Tunggal Djaja Indah dengan metode HAZOP serta menganalisa tingkat implementasi program kesehatan dan keselamatan kerja (K3).
Setalah pengidentifikasian masih terdapat beberapa sumber hazard yang memeliki nilai “serious” antara lain bahaya ledakan dan kecelakaan lalulintas. Dan pencapaian Implementasi Program K3 PT. Tunggal Djaja Indah sebesar 64.0%, sehingga termasuk dalam kategori KUNING atau kecelakan kerja sedang “illnesses” (Berada Pada Range 60%-84%).
Kata Kunci : Resiko, HAZOP, Keselamatan, Kesehatan, Kerja, Ketegori, property.
IDENTIFIKASI KESEHATAN KESELAMATAN KERJA DAN ANALISIS PENYEBAB TINGKAT KECELAKAAN KERJA
DENGAN METODE HAZARD AND OPERABILITY (HAZOP) DI PT. TUNGGAL DJAJA INDAH
WARU – SIDOARJO
SKRIPSI
Digunakan Untuk Mengetahui Sebagai Persyaratan Dalam Memperoleh Gelar Sarjana Teknik
Jurusan Teknik Industri
Oleh : AFRIAN ARSAD
05 32010 119
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN”
JAWA TIMUR
LEMBAR PENGESAHAN
IDENTIFIKASI KESEHATAN KESELAMATAN KERJA DAN ANALISIS PENYEBAB TINGKAT KECELAKAAN KERJA
DENGAN METODE HAZARD AND OPERABILITY (HAZOP) DI PT. TUNGGAL DJAJA INDAH
WARU – SIDOARJO
Oleh : AFRIAN ARSAD
05 32010 119
Telah dipertahankan dihadapan dan diterima oleh Tim Penguji Jurusan Teknik Industri Fakultas Teknologi Industri Universitas Pembangunan Nasional “Veteran” Jatim
Pada Tanggal Februari 2010.
Tim Penguji
1. Enny Aryani, ST, MT. NPT. 957 000 041
2. Ir. Anang Fahrodji, MT. NIP. 195804051 198803 1 001
3. Ir. Rusindiyanto, MT.
NIP. 19650225 199203 1 001
Dosen Pembimbing
1. Ir. Iriani, MT. NIP. 030 195 016
2. Dira Ernawati, ST, MMT. NPT. 3 7806 04 0200
Mengetahui,
Dekan Fakultas Teknologi Industri
Universitas Pembangunan Nasional ”Veteran” Jatim
BAB 1 PENDAHULUAN
1.1. Latar Belakang Penelitian
Dengan semakin tingginya angka persaingan dan beban permintaan yang terus bertambah oleh konsumen sebagaian besar perusahaan mengembangkan permesinan dan peralatannya dengan mesin berteknologi tinggi. Dengan permesinan berteknologi tinggi diharapkan produksi yang di hasilkan akan maksimal, tetapi mesin yang berteknologi tinggi dapat pula membahayakan bagi karyawan. Kurangnya pengetahuan dan kecerobohan oleh karyawan dapat menimbulkan kecelakaan kerja yang sangat vatal. Oleh karena itu proses pengawasan akan keandalan peralatan dan kelancaran proses permesinan menjadi hal yang utama selain bertujuan untuk menghindari adanya shut down yang tidak terduga dari proses permesinan juga betujuan untuk menjaga keselamatan bagi pekerja, sehingga pengendalian dan pengawasan akan kesehatan dan keselamatan kerja menjadi perhatian utama bagi setiap perusahaan.
PT. Tunggal Djaja Indah merupakan perusahaan yang bergerak dalam bidang pembuatan bahan baku property dimana produk yang dihasilkan berupa cat baik yang berbahan baku air ataupun minyak, telah menyadari pentingnya pembinaan K3 menuju kondisi kecelakaan kerja nihil.
Berbagai potensi sumber bahaya mudah dijumpai dalam lingkungan perusahaan, ditunjukkan dengan contoh data-data sebagai berikut : Bahan baku berupa minyak yang mudah terbakar, bau cat yang dapat menimbulkan sesak, dan semakin jelas dengan adanya 5 kecelakaan kerja dalam 1 periode pada tahun 2008. Oleh karenanya pihak manajemen merasa perlu melakukan identifikasi potensi bahaya (Hazards) dan menentukan nilai resiko dari Hazards yang timbul.
Untuk menganalisa tingkat hazard, peneliti menggunakan metode Hazard and Operability (HAZOP). Metode Hazard and Operability (HAZOP) adalah suatu metode yang berfungsi menganalisa dan mengidentifikasi resiko-resiko yang ada dalam suatu proses produksi. Dengan menerapkan metode Hazard and Operability (HAZOP), diharapkan dapat dilakukan usaha pencegahan dan pengurangan terjadinya kecelakaan kerja yang terjadi diperusahaan, dan menghindari serta menanggulangi resiko tersebut dengan cara yang tepat.
1.2. Perumusan Masalah
Permasalahan yang akan di bahas dalam penelitian ini adalah :
1.3. Batasan Masalah
Agar penelitian ini sesuai dengan yang direncanakan, serta lebih jelas dan terarah kerangka analisanya maka perlu dibuat batasan masalah sebagai berikut: 1. Penelitian dilakukan pada PT. Tunggal Djaja Indah, mencakup seluruh unit
kerja.
2. Data kecelakaaan kerja yang digunakan dalam penelitian adalah data tahun
2008.
1.4. Asumsi
Asumsi yang di gunakan dalam penelitian ini adalah :
1. Sistem Manajemen K3 yang diterapkan tidak mengalami perubahan yang
signifikan selama penelitian berlangsung.
2. Kondisi fisik yang diukur tingkat implementasinya tidak mengalami perubahan yang signifikan sejak tahun 2008.
1.5. Tujuan Penelitian
Adapun tujuan dilakukannya penelitian tugas akhir ini adalah sebagai berikut:
1. Identifikasi tingkat implementasi kesehatan dan keselamatan kerja (K3) pada PT. Tunggal Djaja Indah.
2. Menganalisa penyebab tingkat kecelakaan kerja yang terjadi.
1.6. Manfaat Penelitian
berikut :
1. Bagi Peneliti :
Dapat menerapkan apa yang didapat selama menjalani perkuliahan sehingga dapat membantu perusahaan dalam pemecahan masalah disini khususnya dalam hal penentuan hazard dan penganalisaaan tingkat penerapan program keselamatan dan kesehatan kerja dalam perusahaan dengan menggunakan metode Hazard and Operability (HAZOP).
2. Bagi Perusahaan :
Dapat mengetahui tingkat hazard dari equipment yang ada di lingkungan perusahaan dan dapat mengetahui tingkat implementasi program 5S yang telah dicanangkan sebelumnya.
3. Bagi Universitas/Perguruan Tinggi :
Sebagai salah satu wahana terjadinya hubungan antara perguruan tinggi dengan dunia industri terutama dalam usaha menyesuaikan perkembangan yang terjadi di dunia industri dengan ilmu pengetahuan yang didapat dari perkuliahan sehingga dapat menerapkan teori-teori yang didapat, serta dapat membantu dalam pemecahan masalah yang dihadapi oleh dunia industri.
1.7. Sistematika Penulisan
Adapun sistematika penulisan dari tugas akhir ini adalah sebagai berikut : BAB I PENDAHULUAN
Berisi tentang latar belakang permasalahan, perumusan masalah, tujuan penelitian, batasan dan asumsi yang di gunakan dalam memecahkan masalah, serta sistematika penulisan yang di gunakan dalam penelitian ini.
BAB II TINJAUAN PUSTAKA
Pada bab ini dibahas mengenai dasar-dasar teori yang digunakan untuk mengolah dan menganalisa data-data yang telah diperoleh dari pelaksanan penelitian ini, teori yang di gunakan dalam bab ini akan dipakai sebagai landasan penelitian untuk menjalankan penelitiannya sehingga kebenaran dari metode yang ada dapat di pertanggungjawabkan. Landasan teori yang di gunakan untuk menunjang penelitian ini yaitu proses permesinan di PT. Tunggal Djaja Indah, dan Teori Metode HAZOP.
BAB III METODE PENELITIAN
Pada bab ini dijelaskan tahapan-tahapan yang harus dilakukan dalam melakukan penelitian ini yang digambarkan dalam bentuk flowchart dimana tahapan tersebut dapat di jadikan sebagai acuan bagi peneliti untuk menjalankan penelitiannya.
BAB IV ANALISA HASIL DAN PEMBAHASAN
yang dipakai. Pada tahapan pengolahan data terdiri atas dasar penilaian resiko peneliti, penentuan risk level, implementasi resiko pada worksheet HAZOP, identifikasi peneliti terhadap dampak dan kegiatan permesinan periode 2008, perangkingan risk level, tindakan pencegahan dan pengendalian resiko yang terjadi.
BAB V KESIMPULAN DAN SARAN
Berisi tentang kesimpulan dari seluruh penelitian yang telah dilakukan dan saran yang dapat diberikan untuk penyelesaian permasalahan. DAFTAR PUSTAKA
BAB II
TINJAUAN PUSTAKA
2.1. Definisi Kesehatan dan Keselamatan Kerja
Keselamatan kerja adalah bidang kegiatan yang ditujukan untuk mencegah
semua bentuk kecelakaan di lingkungan kerja. Sedangkan Kesehatan kerja adalah
spesialisasi dalam ilmu kesehatan atau kedokteran beserta dengan prakteknya
yang bertujuan agar tenaga kerja memperoleh derajat kesehatan yang
setinggi-tingginya baik fisik maupun social.
2.1.1. Sistem Manajemen Keselamatan Dan Kesehatan Kerja (SMK3)
SMK3 ini merupakan bagian dari sistem manajemen secara keseluruhan
yang meliputi struktur organisasi, perencanaan, tanggung jawab, pelaksanaan,
prosedur, proses dan sumber daya yang dibutuhkan bagi pengembangan,
penerapan, pencapaian, evaluasi dan pemeliharaan kebijaksanaan K3 dalam
rangka pengendalian resiko yang berkaitan dengan kegiatan kerja guna terciptanya
tempat kerja yang aman, effisien dan produktif serta terwujudnya zero insident.
2.1.2. Tujuan Penerapan SMK3
Tujuan penerapan SMK3 adalah untuk menciptakan suatu sistem K3
ditempat kerja dengan melibatkan struktur organisasi, perencanaan, tanggung
jawab, pelaksanaan, prosedur, proses dan sumber daya yang terintegrasi dalam
rangka :
b. Menciptakan tempat kerja yang aman terhadap kebakaran, peledakan dan
kerusakan yang pada akhirnya akan melindungi investasi yang ada serta
membuat tempat kerja yang sehat.
c. Menciptakan efisiensi dan produktifitas kerja karena menurunnya biaya
kompensasi akibat sakit atau kecelakaan kerja.
2.1.3. Penerapan Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3)
Menurut peraturan Menteri Tenaga Kerja No. 05 / PERMEN / 1996 BAB
III pasal 3 bahwa setiap tenaga kerja yang mempekerjakan tenaga kerja sebanyak
seratus orang atau lebih dan atau mengandung potensi bahaya yang ditimbulkan
oleh karakteristik proses atau bahan produksi yang dapat mengakibatkan
kecelakaan kerja seperti peledakan, kebakaran, pencemaran dan penyakit akibat
kerja wajib menerapkan sistem manajemen keselamatan dan kesehatan kerja
dimana SMK3 ditempat kerja dilaksanakan oleh pengurus, pengusaha dan seluruh
tenaga kerja sebagai satu kesatuan yang terpadu.
2.2. Definisi Hazard.
Ashfal (1999) Menyatakan bahwa hazards melibatkan resiko atau kesempatan, yang berkaitan dengan element-element yang tidak diketahui
(unknown). Hammer (1989) mendefinisikan hazards sebagai kondisi yang potensial untuk menyebabkan injury terhadap personel, kerusakan peralatan atau struktur bangunan, kerugian material, atau mengurangi kemampuan untuk
primer atau utama adalah Hazards yang bisa secara langsung dan segera menyebabkan (1) injury atau kematian; (2) kerusakan peralatan, kendaraan, struktur, atau fasilitas; (3) degradasi kapabilitas fungsional (terhentinya operasi
dalam pabrik); (4) kerugian material. Berikut ini beberapa kategori hazards dalam
industri :
a. Bahaya Fisik
Kebisingan, radiasi, pencahayaan, dan suhu panas.
b. Bahaya Kimia
Bahan-bahan berbahaya dan beracun, debu, uap kimia, larutan kimia.
c. Bahaya Biologi
Virus, bakteri, jamur, parasit.
d. Bahaya Mekanis
Permesinan dan peralatan.
e. Bahaya Ergonomi
Ruang sempit dan terbatas, pengangkatan barang, mendorong, mekanik,
pencahayaan tidak memadai, gerakan tubuh terbatas.
f. Bahaya Psikososial
Pola gilir kerja, pengorganisasian pekerjaan, jam kerja panjang, dan trauma.
g. Bahaya Tingkah laku
Ketidak patuhan terhadap standar, kurang keahlian, tugas baru atau tidak rutin,
kurang skill.
h. Bahaya Lingkungan Sekitar
Gelap, permukaan tidak rata, kemiringan, kondisi permukaan berlumpur dan
Pada suatu organisasi resiko dapat muncul dari sumber internal maupun
eksternal perusahaan. Untuk menanggulangi resiko dapat di lakukan dengan cara
menghindari, mengurangi, mentransfer atau menerima resiko tersebut. Resiko
dapat di bagi lagi menjadi beberapa bagian antara lain adalah:
− Tipe pertama dan yang lebih tradisional merupakan resiko yang sulit untuk di
kendalikan manajemen perusahaan, seperti resiko kebakaran akibat arus
listrik, perusahaan biasanya melindungi dirinya dengan asuransi.
− Tipe kedua adalah resiko yang dapat di kendalikan oleh manajemen
perusahaan resiko ini dapat terjadi misalnya. Pada saat perusahaan
membangun pabrik baru, meluncurkan produk baru, jika salah memprediksi
perusahaan akan mengalami kerugian.
Resiko menuntut beberapa keputusan manajemen yang memiliki akibat
baik atau buruk. Hal ini terjadi karena kebanyakan proyek dan keputusan
manajemen mengandung resiko, kebanyakan tidak hanya membahayakan, tetapi
juga dapat mengakibatkan kerusakan. Resiko juga merupakan suatu peristiwa
yang dapat terjadi masa mendatang sebagai akibat dari tindakan-tindakan yang
telah ditempati di masa sekarang, itulah sebabnya mengapa para manajer harus
mempertimbangkan pilihan-pilihan yang berbeda terhadap beberapa masalah dan
pilihan-pilihan yang berbeda terhadap beberapa masalah dan memperhitungkan
konsekuensi-konsekuensinya dengan cara memfokuskan diri pada resiko-resiko
Menurut Safety Engineer Career Workshop (2003), hirarki pengendalian resiko keselamatan dan kesehatan kerja terdiri dari :
1) Eliminasi
Adalah menghilangkan suatu bahan/tahapan, suatu proses berbahaya yang ada
dalam perusahaan.
2) Substitusi
Adalah mengganti suatu bahan/peralatan untuk pengendalian proses berbahaya
yang ada dalam perusahaan.
Contoh:
- Mengganti bahan bentuk serbuk dengan bentuk pasta.
- Proses pengecatan spray diganti dengan pencelupan. 3) Rekayasa/Engineering.
Adalah pemasangan atau pembuatan alat untuk pengendalian proses
berbahaya demi keselamatan kerja karyawan.
Contoh:
- Pemasangan alat pelindung mesin (machine guarding). - Pemasangan alat sensor otomatis.
4) Pengendalian administratif.
Adalah cara yang administratif di gunakan untuk pengendalian resiko
berbahaya.
Contoh :
- Pemisahan lokasi. - Pembentukan sistem kerja.
5) Alat pelindung diri.
Adalah cara yang di gunakan personal untuk mengendalikan resiko berbahaya.
Contoh :
- Helmet . - Safety shoes. - Ear plugs / Muff. - Safety goggles.
Dua hal yang harus diperhatikan dalam menganalisa resiko yaitu sebagai
berikut :
1. Perkiraan seberapa besar dampak yang di timbulkan bila suatu resiko tersebut
menjadi kenyataan (consequences analysis).
2. Seberapa lama/sering (frequency analysis) suatu resiko dan seberapa besar kemungkingan (probability analysis) terjadinya suatu resiko tersebut.
Pendekatan dalam menganalisa resiko dapat dibedakan menjadi 3 (tiga)
metode yaitu sebagai berikut :
1. Kualitatif
Metode ini menganalisa dan menilai suatu resiko dengan cara membandingkan
terhadap suatu diskripsi uraian dari parameter(peluang dan akibat) yang di
gunakan umumnya metode matiks yang di pakai.
2. Semi Kuantitatif
Metode ini di pada prinsipnya hampir sama dengan analisa kualitatif,
perbedaannya pada metode ini urutan/deskripsi dari parameter yang ada di
3. Kuantitatif
Metode ini di lakukan dengan menentukan nilai dari masing-masing
parameter yang di dapat dari hasil analisa data-data yang representativ.
2.2.1. Faktor Penyebab kecelakaan Kerja
Pada dasarnya kecelakaan kerja disebabkan oleh unsur-unsur manusia
sebagai pekerja atau manajemen, alat kerja dan material (unsur teknis ), tempat
kerja dan lingkungan. Kecelakaan dapat terjadi akibat salah satu unsur tersebut,
atau terjadi karena adanya hubungan antar unsur-unsur tersebut, yang terperinci
sebagai berikut:
1. Unsur Manusia
Manusia merupakan factor dominan penyebab kecelakaan, unsur penyebab ini
terjadi karena tindakan yang tidak aman, misalnya : kurang terampil, kurang
pengetahuan, kondisi fisik yang lemah (sakit), pikiran sedang kacau, tidak
memakai alat pelindung diri, bergurau ditempat kerja, sikap ceroboh,
mengantuk, mabuk, atau tidak mampu melaksanakan tugas atau pekerja
2. Unsur Alat kerja dan material ( unsur teknis )
Kecelakaan akibat alat kerja dan material terjadi karena kondisi yang tidak
nyaman, misalnya : alat yang rusak masih dipakai, ruang kerja yang
terkontaminasi, design mesin tidak sempurna.
3. Unsur Lingkungan Kerja
Kecelakaan akibat dari kondisi lingkungan yang kurang mendukung,
misalnya : tempat kerja licin, suara bising, cuaca (suhu panas, dingin) dan
2.3. Perhitungan Tingkat Implementasi Program K3
Suatu pencapaian tingkat implementasi dinyatakan dalam 3 kategori yaitu:
kategori merah, kategori kuning, kategori hijau. Dimana penentuan kategori
pencapaian tingkat implementasi ini merujuk pada konsep Traffic Light System dalam pengukuran suatu kinerja. Traffic Light System menunjukkan apakah score dari suatu indikator kinerja memerlukan suatu perbaikan atau tidak. Sedangkan kisaran nilai indikator kinerja untuk kategori merah, kuning, dan hijau
mengacu pada peraturan Mentri Tenaga Kerja Nomor: PER.05/MEN/1996.
Indikator dari Traffic Light System ini di representasikan dengan beberapa warna sebagai berikut :
a. Warna Hijau
Achievement dari suatu indikator kinerja sudah tercapai. Kisaran nilai indikator suatu kinerja untuk kategori ini adalah 85%-100%.
b. Warna Kuning
Achievement dari suatu indikator kinerja belum tercapai, meskipun suatu nilainya sudah mendakati target. Jadi pihak manajemen harus berhati-hati
dengan adanya suatu kemungkinan. Suatu kisaran nilai indikator kinerja untuk
kategori ini adalah 60%-84 %.
c. Warna Merah
Achievement dari suatu indikator benar-benar dibawah terget yang telah ditentukan dan masih memerlukan perbaikan dengan segera. Maka nilai
Perhitungan tingkat implementasi dimulai dengan menghitung rata-rata
tiap responden, kemudian menghitung rata-rata nilai tiap kategori pada checklist program. Selanjutnya nilai rata-rata tersebut dinormalkan dengan rumus
normalisasi De Boer sebagai berikut :
Achivement kategori penilaian = 100%
)
pencapaian tingkat implementasi K3 :
Implementasi K3 =
Σ
Achivement kategori penilaianΣ
Implentasi K3indikator keberhasilan program K3 yang dapat dikategorikan dalam tiga
kelompok seperti ditunjukkan dalam tabel 2.1.
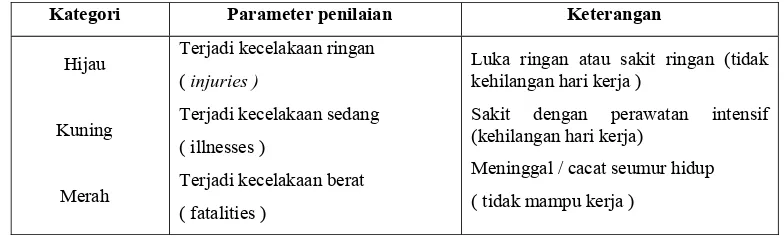
Tabel 2.1. kategori kecelakaan kerja
Kategori Parameter penilaian Keterangan
Hijau
Kuning
Merah
Terjadi kecelakaan ringan
( injuries )
Terjadi kecelakaan sedang
( illnesses )
Terjadi kecelakaan berat
( fatalities )
Luka ringan atau sakit ringan (tidak kehilangan hari kerja )
Sakit dengan perawatan intensif (kehilangan hari kerja)
Meninggal / cacat seumur hidup
( tidak mampu kerja )
Tabel 2.2. Tabel Tingkat Implementasi K3
Kategori Pencapaian
Tingkat
Pencapaian Keterangan
Hijau 85% - 100%
Suatu indikator kinerja yang menunjukan tingkat implementasi dari program K3 telah mencapai target dan berhak mendapat bendera emas sesuai PER.05/MEN/1996.
Kuning 60% - 84%
Suatu indikator kinerja yang menunjukan tingkat implementasi dari program K3 telah mendakati target dan berhak mendapat bendera perak sesuai PER.05/MEN/1996.
Merah 0% - 59%
Penentuan level tingkat implementasi program K3 dilakukan dengan
memetakan tingkat implementasi dan tingkat kecelakaan kerja ke dalam tabel
tingkat implementasi kecelakaan. Tabel tersebut memetakan pengukuran dalam 6
level implementasi, level 1 menunjukkan tingkat tertinggi dan level 6 merupakan
level terendah.
Tabel 2.3. tabel tingkat implementasi-kecelakaan
Level 1
Sumber : Peraturan Mentri Tenaga Kerja Nomer : PER.05/Men/1996
Asfahl (1999) menyatakan bahwa tidak tersedianya data kuantitatif untuk
mendukung analisis cost – benefit menyisakan permasalahan baru bagi manajer keselamatan dan kesehatan kerja, komite keselamatan atau pihak lain yang
bertanggung jawab untuk membuat keputusan berkaitan dengan perbaikan
keselamatan dan kesehatan kerja. Beberapa daftar rangking atau skala dibutuhkan
sehingga keputusan rasional bisa dibuat untuk mengeliminasi 4 kategori Hazards atau pelanggaran standar sebagai berikut:
a. imminent danger (Bahaya yang sangat dekat) b. Serious violations (Pelanggaran serius)
c. Nonserious violations (Pelanggaran yang tidak serius) d. De minimus violations
Bahaya yang sangat dekat “imminent dange” adalah situasi dimana kematian atau kecelakaan fisik yang serius bisa terjadi secara tiba-tiba. Masalah
waktu merupakan hal yang penting (essenc) pada situasi seperti ini dan prosedur menghindari kecelakaan yang baku sudah sangat terlambat melindungi pekerja.
Menurut standar OSHA, pemilik usaha harus memindahkan pekerja dari lokasi
kerja yang berada dalam situasi imminent tersebut sesegera mungkin.
Sebaliknya “De minimus violations” merupakan pelanggaran teknis yang tidak memberi beban terhadap keselamatan dan kesehatan kerja, biasanya kondisi
seperti ini tidak menyebabkan pemberian sangsi. Memang harus disadari,
sangatlah sulit untuk menyusun kategori bahaya secara tegas (clear cut categories) pada setiap lokasi kerja, tetapi agaknya akan lebih realistis apabila disusun beberapa tipe rangking subjektif untuk Hazards di tempat kerja. Asfahl (1999), membuat sebuah skala dari 1 sampai 10, dimana “10” dikategorikan
sebagai Hazards yang paling tidak signifikan atau bahaya paling kecil.
Banyak pakar yang tidak sependapat dengan skala tersebut, sehingga
kritikan tajam sering dialamatkan pada konsep tersebut, namun sampai akhir
tahun 2003, skala tersebut masih sering dipakai. Memang tidak dapat dipungkiri
ancaman bahaya, dengan harapan bahwa skala tersebut dapat membedakan antara
ancaman bahaya yang sangat serius dengan kodisi kerja yang relatif aman. Safety Manajer dapat membuat keputusan yang rasional dalam mengeliminasi bahaya berdasarkan pada kondisi yang paling buruk.
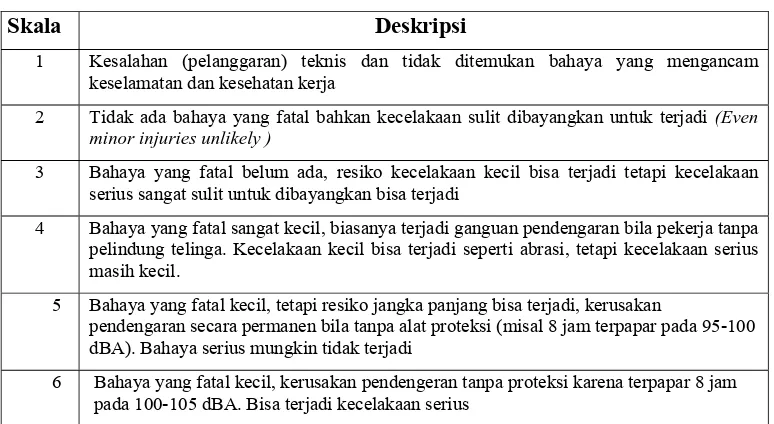
Pada tabel 2.4. mendeskripsikan secara subjektif setiap 10 level Hazards. Definisi tersebut ditentukan berdasarkan 4 tipe Hazards : fatal (menyebabkan kematian), Hazards yang berkaitan dengan kesehatan, Hazards dari kebisingan industri, dan Hazards yang berkaitan dengan keselamatan atau kecelakaan. Gambaran yang sangat jelas adalah sangat sulit diberikan, dan tidak diragukan
lagi beberapa pembaca akan tidak setuju dengan definisi masing-masing kategori.
Kritik terhadap skala ini akan merefleksikan kurang akuratnya definisi tersebut
juga biasanya kritik itu sendiri. Seorang ahli akustik, sebagai contoh mungkin
ingin memberikan titik berat yang tinggi pada Hazards kebisingan yang berlebihan. Spesialis yang lainya mungkin akan menitikberatkan pada area yang
lainnya.
Tabel 2.4. Deskripsi Kategori Skala 10 poin untuk Hazards ditempat kerja
Skala Deskripsi
1 Kesalahan (pelanggaran) teknis dan tidak ditemukan bahaya yang mengancam keselamatan dan kesehatan kerja
2 Tidak ada bahaya yang fatal bahkan kecelakaan sulit dibayangkan untuk terjadi (Even minor injuries unlikely )
3 Bahaya yang fatal belum ada, resiko kecelakaan kecil bisa terjadi tetapi kecelakaan serius sangat sulit untuk dibayangkan bisa terjadi
4 Bahaya yang fatal sangat kecil, biasanya terjadi ganguan pendengaran bila pekerja tanpa pelindung telinga. Kecelakaan kecil bisa terjadi seperti abrasi, tetapi kecelakaan serius masih kecil.
5 Bahaya yang fatal kecil, tetapi resiko jangka panjang bisa terjadi, kerusakan
pendengaran secara permanen bila tanpa alat proteksi (misal 8 jam terpapar pada 95-100 dBA). Bahaya serius mungkin tidak terjadi
Skala Deskripsi
7 Bahaya fatal mungkin tidak terjadi tetapi harus diwaspadai. Kerusakan pendengeran secara permanen bila tanpa proteksi karena terpapar > 105 dBA. Kecelakaan serius mudah terjadi.
8 Kecelakaan fatal mungkin terjadi setiap saat, proteksi keselamatan kerja merupakan keharusan agar pekerja tidak sakit. Kecelakaan serius sangat mudah terjadi, amputasi pernah dialami oleh pekerja dimasa lalu
9 Sama dengan skala no 8, dan kondisinya lebih beresiko pada operasi normal. Perlu dipersiapkan operasi penyelamatan oleh pekerja yang dilengkapi dengan alat-alat penyelamat (PPE)
10 Kecelakaan fatal sangat dekat imminent, resiko kematian sangat besar, beberapa pekerja dalam kondisi seperti ini pernah tewas atau sekarat dimasa
Satu kriteria penting yang diabaikan dari skala diatas adalah biaya
penyesuaian atau biaya untuk memperbaiki suatu Hazards. Biaya adalah kriteria yang sama sekali berbeda dan hampir independen dari level Hazards. Sehingga, bisa saja biaya untuk memperbaiki Hazards kategori 2 dan kategori 9 sama besarnya atau bahkan lebih besar. Biaya adalah sebuah kriteria yang penting
dalam algoritma pengambilan keputusan tapi diabaikan dari definisi skala diatas
untuk memungkinkan rangking prioritas Hazards yang jelas.
Dengan demikian dapat disimpulkan bahwa 10 poin skala Hazards diatas mempunyai 2 kelemahan, yaitu menimbulkan definisi yang bisa dan berbeda-beda
bagi setiap pengambil keputusan karena dipengaruhi oleh keahlian atau spesialis
ilmu yang dimiliki. Kelemahan yang kedua adalah skala tersebut mengabaikan
2.4. Risk Assessment
Bahaya (Hazards) menurut Asfahl (1999), menyangkut resiko dan kesempatan. Menurut Hammer (1989), resiko merupakan ekspresi dari kerugian
yang mungkin selama periode waktu yang spesifik atau sejumlah siklus
operasional. Resiko bisa diindikasikan oleh probabilitas sebuah kecelakaan
dikalikan kerusakan dalam rupiah, nyawa, atau unit operasi.
Pendeteksian adanya bahaya di tempat kerja sangatlah penting dilakukan
oleh semua personel dalam perusahaan tersebut. Secara umum, deteksi bahaya ada
3 situasi yaitu :
a. Deteksi oleh operator secara rutin, terutama melihat deviasi dari keadaan
normal. Deteksi dengan cara ini sebagaian besar berdasasrkan skill.
b. Melakukan inspeksi formal maupun informal dalam suasana lingkungan kerja
yang biasa, cara ini sebagaian besar didasarkan pada aturan (rule based) c. Memperkirakan bahaya, berdasarkan pengetahuan (knowledge based)
Asfahl (1999), menyatakan bahwa pendeteksian serta perangkingan
Hazards akan lebih berguna jika bobot ditempatkan pada kemungkinan terjadinya kecelakaan atau kejadian. Sebuah Hazards yang fatal tentu saja menghasilkan akibat yang parah (severe), tetapi kemungkinan terjadinya adalah sangat kecil, seperti misalnya dalam transportasi udara, sehingga tidak bisa dikatakan bahwa
ditunjukkan dalam tabekl 2.5. di bawah ini.
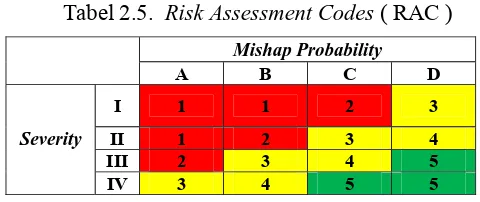
Tabel 2.5. Risk Assessment Codes ( RAC )
Mishap Probability
A B C D
I 1 1 2 3
II 1 2 3 4
III 2 3 4 5
Severity
IV 3 4 5 5
Mishap severity:
I. Kematian atau ketidakmampuan total yang permanen, kerugian sumber daya
atau kerusakan akibat kecelakaan lebih dari Rp 100.000.000,-.
II. Ketidakmampuan parsial yang permanen, ketidakmampuan total sementara
yang lebih dari 3 bulan, kerugian sumber daya atau kerusakan akibat
kecelakaan Rp 20.000.000,- atau lebih tetapi kurang dari Rp 100.000.000,-.
III. Kecelakaan dengan hilangnya hari kerja, kerugian sumber daya atau
kerusakan akibat kecelakaan Rp. 10.000.000,- atau lebih tetapi kurang dari
Rp.20.000.000,-.
IV.Pertolongan pertama atau perawatan medis sederhana, kerugian sumber daya
atau kerusakan akibat kecelakaan kurang dari Rp.10.000.000,- atau
pelanggaran terhadap persyaratan dalam suatu standar.
Mishap probability:
A. Mungkin terjadi dengan segera atau dalam jangka waktu yang singkat.
B. Kemungkinan besar (Probabily) akan terjadi C. Kemungkinan kecil terjadi.
Definisi RAC:
1. “ imminent danger “ : bahaya yang mengancam 2. “ serious ” : bahaya serius 3. “ moderate ” : bahaya sedang 4. “ minor ” : bahaya kecil
5. “ negligible ” : tidak perlu diperhatikan
2.5. Definisi dan Prinsip Metode Hazard and Operability ( HAZOP )
HAZOP adalah salah satu metode teknik identifikasi bahaya yang
sistematis, teliti dan terstruktur untuk mengidentifikasi berbagai permasalahan
yang mengganggu jalannya proses dan resiko-resiko yang terdapat pada suatu
equipment yang dapat menimbulkan resiko merugikan bagi manusia atau fasilitas plant pada lingkungan atau system yang ada, dengan kata lain, metode ini di gunakan sebagai upaya pencegahan, sehingga proses yang berlangsung di suatu
plant/system dapat berjalan lancar dan aman.
Safety Engineer Career Workshop (2003), Phytagoras Global Development menyatakan prinsip dasar metode HAZOP/system yang di sebabkan adanya berbagai penyimpangan proses dari design inter yang telah di tetapkan, dalam pelaksanaanyan, metode HAZOP membutuhkan kemampuan SDM dari
berbagai keahlian, latar belakang, pengalaman dan multi disiplin ilmu, team ahli
yang melakukan HAZOP secara sistematis mengidentifikasi setiap kemungkinan
penyimpangan (deviation) dari kondisi operasi yang telah di tetapkan pada suatu plant, mencari berbagai faktor penyebab (cause) yang memungkinkan timbulnya kondisi abnormal tersebut dan menentukan konsekuensi yang merugikan sebagai
dapat di lakukan untuk mengurangi dampak dari potensi resiko yang telah berhasil
diidentifikasi. Beberapa kata bantu (guide words) yang sudah baku dan coztomize digunakan untuk memulai dan mempelancar proses brainstorming yang berlangsung saat proses.
Analisa Safety Engineer Career Workshop (2003), Phytagoras Global Development mendefinisikan asal kata HAZOP berasal dari kata Hazard and Operability Studies sebagai berikut :
Hazard : kondisi fisik yang berpotensi menyebabkan kerugian/kecelakaan bagi manusia, dan atau kerusakan alat/bangunan, atau
lingkungan.
Operabillity : beberapa bagian kondisi operasi yang sudah ada dan di rancang namun kemungkinan dapat menyebabkan shutdown dan
menimbulkan rentetan insiden yang dapat merugikan dan dapat
di lakukan perbaikan perancangan untuk mencegah adanya
insiden.
Safety Engineer Career Workshop (2003), Phytagoras Global Development menyatakan karakteristik metode HAZOP adalah sebagai berikut : − Sistematis, penilaian sangat terstruktur mengandalkan pada penggunaaan kata
Bantu (guide words) dan teori brainstorming untuk proses peninjauan langsung secara komprohensif serta memastikan system/alat pengaman pencegah kecelakaan sudah cukup dan terpasang padatempat yang sesuai.
− Dapat di terapkan pada setiap system atau procedure.
− Kebanyakan di gunakan sebagai system peningkatan teknik penilaian resiko
− Utamanya menghasilkan kesimpulan laporan yang bersifat kualitatif,
meskipun demikian beberapa dasar kuantitatif juga sangat di mungkinkan.
Hasil dokumentasi dan laporan HAZOP dapat di pergunakan untuk
menunjukan pada pihak ke 3 yang berminat mengetahui bahwa segala
kemungkinan tindakan untuk mengeleminasi berbagai resiko sudah di
lakukan.
Selanjutnya Safety Engineer Career Workshop (2003), Phytagoras Global Development menyatakan penggunaan HAZOP secara umum adalah:
− Utamanya di gunakan untuk mengidentifikasi berbagai resiko yang berkaitan
dengan Safety dan permasalahan Operability yang terdapat pada system proses kontinyu , khususnya untuk system fluida panas ( thermal).
− Juga dapat di gunakan untuk meninjau kembali berbagai procedure dan
urutan pengoperasian alat suatu system.
Safety Engineer Career Workshop (2003), Phytagoras Global Development menyatakan pendekatan analisa HAZOP dapat di gunakan pada beberapa fase umur pabrik akan tetapi secara ideal metode ini di gunakan pada
final design saat pengerjaan proyek pembangunan pabrik laporan hasil analisa HAZOP yang sudah di buat harus di validasi ulang secara rutin untuk
menyakinkan bahwa hasil analisa tersebut tetap sesuai dengan standard
keselamatan dan keandalan proses. Sementara itu berbagai permasalahan baru
yang di temukan pada saat proses revalidasi akan diidentifikasi dan diatasi dengan
aliran proses sangat di sarankan untuk melakukan analisa HAZOP kembali
(updating HAZOP).
Safety Engineer Career Workshop (2003), Phytagoras Global Development menyebutkan beberapa terminology HAZOP dan diagram sebab akibatnya. Berikut ini tabel terminology HAZOP:
Tabel 2.6. HAZOP Worksheet
Proses No
Sumber Hazard (Mode)
Deviation Cause Consequences Recommmendation and Safe Guards
Prob Sev RAC
Sumber : Hazard & Operability Studies by Mike Lihou-Lihou Technical & Software Services.
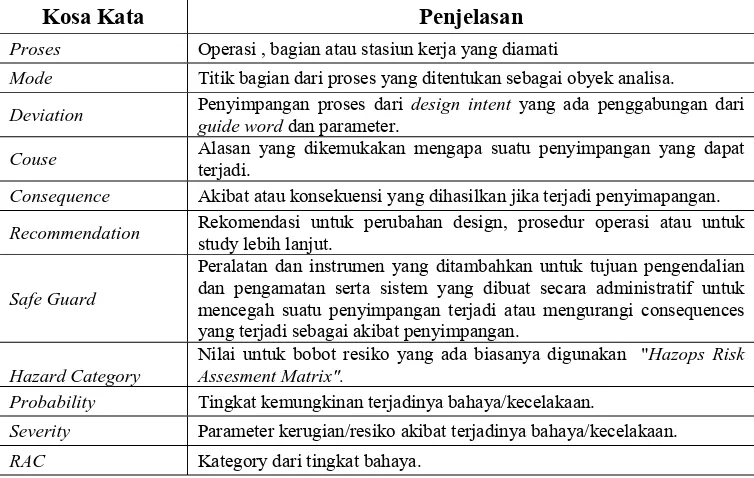
Tabel 2.7. Terminologi HAZOP
Kosa Kata Penjelasan
Proses Operasi , bagian atau stasiun kerja yang diamati
Mode Titik bagian dari proses yang ditentukan sebagai obyek analisa.
Deviation Penyimpangan proses dari design intent yang ada penggabungan dari guide word dan parameter.
Couse Alasan yang dikemukakan mengapa suatu penyimpangan yang dapat
terjadi.
Consequence Akibat atau konsekuensi yang dihasilkan jika terjadi penyimapangan.
Recommendation Rekomendasi untuk perubahan design, prosedur operasi atau untuk
study lebih lanjut.
Safe Guard
Peralatan dan instrumen yang ditambahkan untuk tujuan pengendalian dan pengamatan serta sistem yang dibuat secara administratif untuk mencegah suatu penyimpangan terjadi atau mengurangi consequences yang terjadi sebagai akibat penyimpangan.
Hazard Category
Nilai untuk bobot resiko yang ada biasanya digunakan "Hazops Risk Assesment Matrix".
Probability Tingkat kemungkinan terjadinya bahaya/kecelakaan.
Severity Parameter kerugian/resiko akibat terjadinya bahaya/kecelakaan.
RAC Kategory dari tingkat bahaya.
2.6. Uji Validitas
Uji validitas merupakan sebuah pengujian yang bertujuan untuk
menyatakan dan memastikan bahwa data atau variabel yang akan dipergunakan
bernilai sah atau benar. Uji validitas juga mempunyai peranan yang penting untuk
mendapatkan hasil pengamatan yang cermat.
Langkah-langkah yang perlu diperhatikan dalam melaksanakan uji
validitas adalah :
1. Mendefinisikan secara operasional konsep yang diukur.
2. Melakukan uji coba skala pengukur tersebut pada sejumlah responden,
dimana responden diminta untuk menyatakan apakah mereka setuju atau
tidak setuju dengan masing-masing pertanyaan.
3. Mempersiapkan tabel tabulasi jawaban.
4. Menghitung korelasi antara masing-masing pertanyaan dengan skor. Total
dengan menggunakan rumus korelasi product moment.
Dimana X = skor tiap variabel
Y = skor total tiap responden
N = jumlah responden
5. Membandingkan hasil perhitungan dengan angka kritik tabel korelasi-r. Jika
perhitungan masing-masing pernyataan lebih besar dari angka kritis, maka
rb
2.7. Uji Reliabilitas
Uji reliabilitas merupakan istilah yang dipakai untuk menunjukkan sejauh
mana suatu hasil pengukuran relatif konsisten bila pengukuran dilakukan dua kali
atau lebih. Ide pokok dalam konsep reliabilitas adalah sejauh mana hasil suatu
pengukuran dapat dipercaya. Adapun langkah-langkah yang perlu diperhatikan
adalah :
1. Menyajikan alat pengukur kepada sejumlah responden lalu dihitung validitas
itemnya. Item yang valid dijadikan satu sedang yang tidak dibuang
2. Membagi item-item yang valid menjadi dua bagian
3. Skor untuk masing-masing item pada setiap belahan dijumlahkan
4. Menkorelasi skor total belahan satu dengan skor total belahan kedua
5. Mencari reliabilitas untuk keseluruhan item dengan yang diperoleh dengan:
Rumus Spearman Brown:
Dimana :
r = reliabilitas internal seluruh instrumen
rb = korelasi product moment antara belahan pertama dan kedua
6. Membandingkan hasil perhitungan dengan angka kritik tabel korelasi nilai -r
untuk menentukan korelasi yang signifikan/reliabel.
2.8. Uji Kecukupan Data
Dalam menguji data, apakah data yang kita seberkan kepada responden
cukup, untuk itu perlu pengujian dengan rumus Bernouli sebagai berikut :
Dimana :
N = Jumlah data yang dibutuhkan
E = Angka absolut dari kesalahan yang diterima/error, angka yang
digunakan sebesar 5% = 0.05
α = Tingkat signifikan = 0.95
Z = Nilai distribusi normal
P = Proporsi juumlah yang benar
q = Proporsi jumlah yang salah
2.9. Penelitian Terdahulu
Oleh : Suwandi/ 0332010268
Judul : “ Analisis Implementasi Program Kesehatan Dan Keselamatan
Kerja (K3) Dan perangkingan Hazard Dengan Pendekatan Risk Assesment “ Study Kasus : PT. PJB Unit Pembangkit Gersik, 2008
Abstraksi :
Evaluasi atau audit terhadap implementasi program Kesehatan dan
Keselamatan Kerja (K3) merupakan kegitan rutin yang harus dilakukan oleh
pihak manajemen di setiap perusahaan. Hasil dari audit tersebut akan memberikan
gambaran mengenai kekurangan yang perlu diperbaiki atau keberhasilan
implementasi program K3 yang didasarkan hanya pada parameter output jumlah kecelakaan yang terjadi kurang obyektif karena tidak mempertimbangkan proses
yang ditempuh untuk mendapatkan output tersebut.
Audit internal yang dilakukan oleh PT. PJB Gersik, selama ini
digunakan bersifat umum sehingga belum dapat menunjukkan secara obyektif
sejauh mana pencapaian program implementasi.
Dalam penelitian ini dikembangkan model pengukuran keberhasilan
implementasi program K3 yang menggabungkan parameter jumlah kecelakaan
yang terjadi pada proses implementasi program K3. Selain itu juga dilakukan
identifikasi dan perangkingan hasards dengan Risk Assesment di unit Pembangkit Listrik.
Hasil dari penelitian ini adalah pencapaian tingkat implementasi program
K3 di PT. PJB Gersik sebesar 88.7%. Nilai ini mengindikasikan bahwa kategori
implementasi program K3 adalah hijau. Sedangkan level implementasi program
K3 di PT. PJB Gersik berada pada level 2. 13 (tiga belas) sumber bahaya telah
diidentifikasikan dalam penelitian ini, ada empat sumber bahaya yang mendapat
rangking 2 (dua), 5 (lima) lainnya mendapat rangking 3 (tiga), 3 (tiga) sumber
bahaya mendapat rangking 4 (empat) dan sisanya mendapat rangking 5 (lima).
2.10. Metode-Metode Lain
Dalam bab ini dijelaskan tentang metode-metode lain yang dapt digunakan
Untuk menyelesaikan masalah program Kesehatan keselamatan Kerja (K3) sesuai
dengan bidang amatannya. Berikut contoh metode-metode :
1. HACCPs (Hazard Analysis and Critikel Control Point Plan)
Merupakan dokumen tertulis yang berdasarkan pada prinsip-prinsip Hazard
Analysis and Critikel Control Point Plan, yang menggarisbawahi semua
prosedur-prosedur untuk dilaksanakan. (National Advisor Committe On
Hazard Analysis and Critikel Control Point Plan adalah dokemen yang
menentkan segala prosedur yang dilaksanakan untuk menjamin pengkontrolan
pada suatu produk makanan atau proses yang spesifik pada produk makanan.
(Alian E,J Duvall).
2. FMEA (Failure Mode and Effect Analysis)
Failure Mode and Effect Analysis (FMEA) metode penyusunan tabel gaya
kerusakan peralatan dan efeknya pada suatu sistem atau barang, gaya ini
menguraikan bagaimana kerusakan peralatan itu terjadi. Tujuan dari FMEA
yaitu untuk mengidentifikasi satu peralatan atau sistem mode kerusakan dan
potensi yang menyebabkan mode kerusakan pada sistem atau para pekerja.
3. HAZID
HAZID adalah teknik identifikasi bahaya yang serupa dengan menggunakan
analisa dan teknik brainstrorming HAZOP,tetapi dirancang untuk digunakan
pada tahap yang jauh lebih awal dalam poyek. Luas HAZID berkonsentrasi
pada kesehatan, keselamatan dan isu-isu lingkungan hidup dengan kurang dari
suatu proses fokus. HAZID melengkapi awal dari HAZOP dan dalam keadaan
BAB III
METODE PENELITIAN
3.1. Lokasi Penelitian
Pelaksanaan penelitian ini dilakukan di PT. Tunggal Djaja Indah yang
terletak di kota Sidoarjo tepatnya di jalan Lendj Suprapto Kec Waru. Proses
pengambilan data dilakukan pada bulan September 2009 sampai tercukupinya
semua data, dengan penelitian langsung, data dari perusahaan dan hasil
wawancara dengan beberapa karyawan.
3.2. Identifikasi Variabel
Identifikasi variabel penelitian dilakukan untuk menentukan
variabel-variabel yang di ukur dalam penelitian ini, variabel-variabel bisa di artikan sebagai segala
sesuatu yang menjadi objek pengamatan. Variabel-variabel yang akan dugunakan
dalam penelitian ini adalah :
1. Variabel terikat yaitu variabel yang dipengaruhi atau menjadi akibat karena
variabel bebas. Variabel ini tergantung dari variabel independent terhadap
perubahan. Yang termasuk variabel terikat dalam penelitian ini yaitu “ Tingkat
Kecelakaan Kerja “.
2. Variabel bebas yaitu variabel yang menjadi sebab atau timbulnya variabel
terikat atau variabel yang menjadi pokok permasalahan yang ingin diteliti.
Yang termasuk variabel bebas dalam penelitian ini yaitu :
Va = Penggunaan APD
Vb = Upaya pencegahan terjadi keadaan darurat
Variabel ini merupakan upaya untuk mencegah terjadinya kecelakaan
kerja.
Vc = Penyelidikan Kecelakaan
Variabel ini menjelaskan mengenai data-data kecelakaan kerja
karyawan.
Vd = Hubungan koordinasi dengan pihak security
Variabel ini menjelaskan pihak keamanan selalu mengawasi keamanan.
Ve = Hubungan koordinasi dengan pihak teknik
Vaeriabel ini menjelaskan bahwa kedaan dari sebuah mesin apakah
mesin berbahaya dalam kondisi terlindungi.
Vf = Training
Variabel ini menjelaskan mengenai pelatihan yang diperoleh karyawan.
Vg = Pengendalian limbah dan polusi.
Variabel ini menjelaskan apakah limbah yang dihasilkan diolah dengan
baik.
Vh = Akses jalan masuk dan evakuasi
Variabel ini menjelaskan mengenai mudahnya jalur evakuasi dalam
keadaan darurat.
Vi = Inspeksi
Variabel ini menjelaskan apakah pihak K3 telah melakukan inspeksi di
daerah kerja secara rutin serta adanya peringatan dan sanksi yang jeas
dari setiap kelalaian pekerja dalam bekerja.
kuisioner yang diisi oleh responden.
3.3. Langkah-langkah Pemecahan Masalah
Tahap Identifikasi
Pembuatan Kuisioner untuk Penilaian Tingkat Implementasi
Program K3
Penyebaran Kuisioner
Pengumpulan Data
B C
Identifikasi Variabel
Pengumpulan Kuisioner
Data kuesioner Data Perusahaan
Penentuan - Data Kecelakaan
kerja
- Data potensi bahaya
- Pengkategorian Kecelakaan Kerja
Tahap Penarikan Kesimpulan dan Pemberian Saran Tahap Pengolahan Data Uji Validitas
Item Tidak Valid Dibuang
Tahap Analisa Hasil dan Pembahasan - Pemetaan Tingkat Implementasi - Kecelakaan
- Perumusan Pemecahan Masalah Dalam HAZOPS Worksheet
- Penentuan Prioritas Penanggulangan Resiko - Perencanaan Perbaikan
Ya
Ya
A B C
Penentuan Prioritas Hazard dengan RAC Tidak
Cukup
D
Ya Tidak
Keterangan flowchart : 1. Mulai
Langkah awal penelitian dalam menentukan topik permasalahan.
2. Studi Lapangan
Langkah ini merupakan suatu pengenalan awal dari perusahaan yang menjadi
tujuan penelitian. Dengan studi lapangan diharapkan dapat diketahui beberapa
masalah yang ada pada perusahaan yang sesuai dengan topik penelitian yang
akan diteliti.
3. Studi Literatur
Studi literatur ini bertujuan untuk meningkatkan serta memperdalam landasan
teori dari permasalahan yang akan diteliti, serta menunjang dan
mempermudah bagi peneliti memecahkan masalah dalam penelitian tersebut.
4. Perumusan Masalah
Perumusan masalah disusun berdasar latar belakang dari masalah yang ada,
kemudian ditentukan metode yang tepat dalam menyelesaikan tersebut.
5. Tujuan Penelitian
Tujuan penelitian merupakan hal yang ingin dicapai dalam pemecahan
masalah tersebut.
6. Identifikasi Variabel
Adapun Variabel bebas dari penelitian ini yaitu Program Kesehatan dan
Keselamatan Kerja (K3) dan Standart Operasional Prosedur, Jenis bahaya.
7. Pengumpulan Data
Data yang dibutuhkan dalam penelitian ini adalah Data Kecelakaan kerja
selama tahun 2008 dan data kuisioner yang disebar pada karyawan PT.
Tunggal Djaja Indah.
8. Pembuatan KuisionerPenilaian Implementasi Program K3
Kuisioner ini dibuat berdasarkan hasil wawancara, pengamatan dan
pembuatan pertanyaan disesuaikan dengan kondisi yang ada dilapangan pada
saat observasi. Kuisioner ini dibuat dengan skala 1, 2, dan 3.
Skala 1 = Apabila responden merasa kondisi riil sama sekali belum memenuhi standar keselamatan dan kesehatan kerja (K3).
Skala 2 = Apabila responden merasa diberikan jika kondisi riil memenuhi sebagian dari standar keselamatan dan kesehatan kerja (K3)
Skala 3 = Apabila responden merasa diberikan jika kondisi riil telah memenuhi standar keselamatan dan kesehatan kerja (K3).
9. Penyebaran Kuisioner
Penyebaran kuisioner diberikan dan diisi oleh karyawan PT. Tunggal Djaja
Indah.
10. Uji Kecukupan Data
Yaitu menguji apakah data tersebut dianggap telah cukup atau tidak dengan
menggunakan software SPSS 15. Jika data cukup dolanjutkan ke uji validitas, apabila data tidak cukup dilakukan kembali penyebaran kuesioner.
11.Uji Validitas
dengan r hitung dari output program SPSS versi 15. Apabila r hitung lebih
besar dari r tabel maka data valid, begitupun sebaliknya.
12.Uji Reliabilitas
Yaitu menguji apakah data reliabel atau tidak dengan membandingkan α tabel
dan α hitung dari program SPSS versi 15. Jika α hitung lebih besar dari α tabel
maka data reliabel. Apabila ada data yang tidak reliabel maka ada perubahan
dari isi kuisioner.
13.Perhitungan Implementasi Program K3
Menghitung rata-rata nilai dari masing-masing kategori penilaian.
14.Penentuan Prioritas tingkat Hazard
Pada tahap ini hazard yang terjadi diurutkan berdasarkan jenis bahaya dan
ditentukan pula Risk levelnya dengan menggunakan Risk Assessment Code (RAC)
15.Identifikasi Hazard
Dilakukan dengan mengacu pada tinjauan pustaka, yaitu kategori hijau jika
terjadi kecelakaan ringan, kategori kuning jika terjadi kecelakaan sedang, dan
ketegori merah jika terjadi kecelakaan kerja fatal.
16.Penentuan Level / Tingkat Implementasi Program
Dilakukan dengan memetakan hasil perhitungan implementasi program K3
dengan kategori kecelakaan kerja kedalam suatu tabel.
17. Identifikasi dan Pengkategorian Hazards
18. Analisa dan Pembahasan
Berisi data-data yang diperoleh dari perusahaan beserta langkah-langkah
pengolahannya sehingga didapat hasil akhir untuk mengetahui persoalan
dalam penelitian ini.
19. Kesimpulan dan Saran
Setelah kegiatan ini selesai, maka perlu untuk disimpulkan mengenai hasil dan
manfaat yang diperoleh dari penelitian ini serta saran yang diberikan sebagai
bahan masukan bagi perusahaan.
3.4. Metode Pengumpulan Data
Setelah melakukan identifikasi jenis-jenis data yang di butuhkan dan alat
serta teknik untuk pengumpulan data, maka tahap selanjutnya di lakukan
pengumpulan dan pengolahan data.
Data-data yang di kumpulkan adalah data kuantitatif dan kualitatif yang
berasal dari pihak departemen keselamatan dan kesehatan kerja ( K3 ). Data dari
perusahaan ialah data tentang proses flow diagram dan data komponen yang mengalami kerusakan, deskripsi operasi. Sedangkan data dari Departemen K3
ialah data tentang potensi kecelakaan kerja sebagai bahan utama yang diteliti.
Jenis data yang di gunakan ada dua yaitu:
1. Data Primer yaitu data yang utama yang khusus di kumpulkan sehubungan
dengan penelitian yang di lakukan. Data ini berkaitan data–data yang terdapat
2. Data sekunder yaitu dimana seluruh data selain data primer yang
berhubungan dengan informasi tentang kecelakaan kerja tersebut.
3.5. Metode Pengolahan Data.
Langkah ini di lakukan untuk mengetahui bagian mana yang memerlukan
perbaikan paling utama penentuan prioritas perbaikan di lakukan. Berdasarkan
metode HAZOPS. Kemudian di lakukan pemilihan alternatif pemecahan masalah
dan pemilihan rekomendasi yang tepat terhadap masalahnya.
Data-data yang sudah dikumpulkan kemudian diolah dengan perhitungan
sesuai pada tinjauan pustaka pada Bab II.
Pengolahan data yang dilakukan dalam penelitian ini meliputi :
1. Perhitungan implementasi program keselamatan dan kesehatan kerja (K3)
pada permesinan Salvent Base dan Water Base. 2. Penentuan kategori kecelakaan kerja.
3. Penentuan level tingkat implementasi program K3 dengan memetakan hasil
perhitungan tingkat kecelakaan.
4. Pengkategorian Hazard And Operability dengan pendekatan risk assessment. 5. Tindakan pencegahan dan pengendalian terhadap Hazard And Operability.
Data yang telah di kumpulkan kemudian di olah dengan langkah sebagai
berikut:
Membuat analisa dan titik amatan terhadap system yang di amati, analisa yang
dilakukan dengan cara mengidentifikasi aktivitas yang terjadi di perusahaan yang
berhubungan dengan K3 serta menentukan titik study amatan komponen dari
metode HAZOPS yang nantinya dapat di peroleh. Beberapa impact assessment seperti :
- Deviation - Risk. - Safequard - Cause - Likelihood
- Consequence - Severity
3.5.1. Perhitungan Implementasi Program K3
Pembuatan checklist penilaian implementasi program, checklist ini dibuat dengan mengacu pada standar keselamatan dan kesehatan kerja dan juga UU No.
1 tahun 1970 tentang keselamatan kerja. Checklist yang digunakan dalam penilaian implementasi program K3 ini sebagai berikut :
Tabel 3.1. Checklist Penilaian Implementasi Program K3
Penilaian checklist/kuisioner dilakukan karyawan yang berhubungan lansung dengan sistem produksi khususnya. Setiap daftar pertanyaan dalam
checklist ini diberi nilai dengan skala sebagai berikut :
Skala 1 diberikan jika kondisi riil sama sekali belum memenuhi standar
keselamatan dan kesehatan kerja (K3).
Skala 2 diberikan jika kondisi riil memenuhi sebagian dari standar
keselamatan dan kesehatan kerja (K3).
Skala 3 diberikan jika kondisi riil telah memenuhi standar keselamatan dan
kesehatan kerja (K3).
Nilai No. Pertanyaan / Kategori Penilaian
Perhitungan implementasi program, dilakukan dengan menghitung
rata dari nilai yang diberikan oleh ketiga responden, kemudian menghitung
rata-rata nilai dari masing-masing kategori penilaian. Untuk mengetahui suatu kategori
penilaian termasuk dalam kriteria pencapaian : merah, kuning atau hijau, maka
nilai rata-rata tersebut harus dinormalisasikan dengan Rumus Normalisasi De Boer (Triekens.et.al, 2000) sebagai berikut :
Nilai hasil normalisasi dari semua kategori kemudian di rata-rata sehingga
diperoleh satu nilai tunggal, yaitu nilai akhir yang menunjukkan tingkat
implementasi program. Jika nilai akhir tersebut berada dalam kisaran 85%-100%
maka implementasi program dikategorikan nilai hijau yang berarti masih dalam
taraf aman, jika berkisar antar 60%-84% maka dikategorikan kuning yang berarti
masih dalam taraf sedang dan jika nilainya kurang dari 60% maka dikategorikan
merah yang berarti dalam taraf bahaya.
3.5.2. Penentuan Kategori Kecelakaan Kerja
Pengumpulan data kecelakan kerja, pada tahap ini berupa data sekunder
yang berupa data kecelakaan kerja selama tahun 2008 yang terjadi di unit kerja
yang diamati. Tabel yang digunakan untuk mengetahui data kecelakaan kerja
adalah sebagai berikut :
Achivenement Kategori Penelitian= (nilai aktual – skala minimum)
(skala maksimum – skala minimum)
Tabel 3.2. Data Kecelakaan Kerja
Keterangan No. Tanggal
Kejadian
Uraian Tentang terjadinya
Kecelakaan Kerja Luka /
Cedera
Hari Kerja Hilang
Penentuan kategori kecelakaan kerja, dilakukan dengan mengacu pada
tinjauan pustaka, yaitu dikategorikan hijau jika terjadi kecelakaan ringan, kuning
jika terjadi kecelakaan sedang dan merah jika terjadi kecelakaan fatal.
Tabel 3.3. Kategori Kecelakaan Kerja
Keterangan No. Tanggal Kejadian
Uraian tentang terjadinya
Kecelakaan Luka/Cedera Hari Kerja Hilang
Kategori Kecelakaan
Kerja
3.5.3. Penentuan Level / Tingkat Implementasi Program K3
Penentuan level/tingkat implementasi program, dilakukan dengan
memetakan hasil perhitungan implementasi program dan kategori kecelakaan
kerja kedalam suatu tabel. Ada 6 level/tingkat implementasi program, yaitu:
3.5.4. Tindakan Pencegahan dan Pengendalian
Setelah dilakukan identifikasi dan pengkategorian hazard, selanjutnya perlu direncanakan tindakan pencegahan dan pengendalian terhadap hazard tersebut. Tindakan pencegahan dan pengendalian tersebut akan ditampilkan dalam
suatu tabel seperti dibawah ini :
Tabel 3.5. Tindakan Pencegahan Terhadap Resiko yang Mungkin Timbul Akibat
Hazard And Operability
Resiko Akibat Sumber Bahaya Tindakan Pencegahan / Pengendalian
3.6. Tahap Analisa dan Penarikan Kesimpulan.
Analisa dan interpretasi di lakukan berdasarkan hasil yang di peroleh dari
pengolahan data, analisa yang di maksudkan untuk memberi masukan bagi pihak
perusahaan untuk merekomendasikan metode HAZOPS dalam mengatasi
perbaikan terhadap keselamatan dan kesehatan kerja karyawan serta menghindari
resiko yang terjadi.
3.7. Kesimpulan Dan Saran
Tahap terakhir dari penelitian ini adalah penarikan kesimpulan dan
memberikan saran penarikan kesimpulan berdasarkan hasil analisa dan
interpretasi terhadap hasil dari rekomendasi HAZOPS yang di setujui oleh pihak
bersama. Perusahaan dalam penanganan keselamatan dan kesehatan kerja,
BAB IV
ANALISA DATA DAN PEMBAHASAN
Bab ini berisi pengumpulan data dari pengolahan data-data yang telah
diperoleh untuk menentukan tingkat implementasi program K3 dan mendapatkan
rangking dari sumber bahaya (hazard) yang timbul di area produksi Salvent Base dan Water Base PT. Tunggal Djaja Indah.
4.1. Pengumpulan Data
Data-data yang telah dikumpulkan dalam penelitian ini adalah data
kuisioner di PT. Tunggal Djaja Indah, data kecelakaan kerja pada tahun 2008 dan
sumber-sumber bahaya (hazard) atau identifikasi resiko yang timbul di area produksi Salvent Base dan Water Base. Untuk hasil dari kuisioner dapat dilihat pada lampiran.
4.1.1 Penyebaran Kuisioner
Penyebaran kuesioner dibagi menjadi dua tahapan yaitu : tahap
penyebaran kuesioner awal/non formal dan tahap penyebaran kuesioner formal.
Pada tahap penyebaran kuesioner awal, kuesioner yang disebarkan sebanyak 35
lembar kuesioner. Dari 35 kuesioner yang disebarkan yang diisi lengkap hanya 34
dan yang tidak sah/salah sebanyak 1 lembar.
4.1.2. Data Kecelakaan Kerja