DI PT. SOCFIN INDONESIA
SKRIPSI
NOVITA SARI 180823028
PROGRAM STUDI S1 MATEMATIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS SUMATERA UTARA
MEDAN 2021
DI PT. SOCFIN INDONESIA
SKRIPSI
Diajukan untuk melengkapi tugas dan memenuhi syarat mencapai gelar Sarjana Sains
NOVITA SARI 180823028
PROGRAM STUDI S1 MATEMATIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS SUMATERA UTARA
MEDAN 2021
i
ii
iii
PENERAPAN METODE SIX SIGMA PADA PENGENDALIAN
KUALITAS PRODUKSI PALM KERNEL OIL (PKO) DI PT. SOCFIN INDONESIA
ABSTRAK
PT. Socfin Indonesia adalah perusahaan perkebunan hulu dengan produk utamanya adalah Crude Palm Oil (CPO), Palm Kernel Oil (PKO), dan Karet Alam. Dalam industri kelapa sawit, perusahaan mengambil keuntungan dari penjualan palm kernel oil (PKO). Permasalahan yang dihadapi PT. Socfin Indonesia adalah masih terdapat produk cacat di mana kualitas produk yang dihasilkan tidak memenuhi standar kualitas perusahaan. Tujuan penelitian ini adalah menerapkan metode Six Sigma untuk mengendalikan kualitas untuk mengurangi kecacatan (defect) pada produksi palm kernel oil (PKO) di PT. Socfin Indonesia. Perusahaan memiliki karakteristik kualitas produk palm kernel oil (PKO) yang terdiri atas kadar air, kadar inti pecah dan kadar kotoran. Berdasarkan data yang diperoleh, persentase kecacatan adalah 31,73% sedangkan batas toleransi perusahaan sebesar 30% untuk keseluruhan produksi. Metode yang digunakan yaitu Six Sigma dengan prosedur DMAIC. Berdasarkan hasil penelitian, nilai DPMO perusahaan sebesar 105.724 dengan nilai kapabilitas sigma perusahaan sebesar . Kemampuan menghasilkan produk cacat sekitar 31,72%. Usulan perbaikan kualitas produk palm kernel oil (PKO) dengan metode Six Sigma terhadap perusahaan yaitu mematuhi Standard Operation Procedure (SOP) yang telah dibuat untuk menghindari hal-hal yang dapat mengganggu jalannya proses produksi.
Kata kunci : Pengendalian Kualitas, Kecacatan Produk, Six Sigma, DMAIC, Palm Kernel Oil
iv
THE APPLICATION OF SIX SIGMA METHOD TO QUALITY CONTROL OF PALM KERNEL OIL (PKO) PRODUCTION
IN PT. SOCFIN INDONESIA
ABSTRACT
PT. Socfin Indonesia is an plantation company whose main products are Crude Palm Oil (CPO), Palm Kernel Oil (PKO), and Natural Rubber. In the palm oil industry, companies take advantage of the sale of palm kernel oil (PKO). The problems faced by PT. Socfin Indonesia is that there are still defective products where the quality of the products produced does not meet the quality standards of the company. The purpose of this research is to apply the Six Sigma method to control quality to reduce defects in the production of palm kernel oil (PKO) at PT.
Socfin Indonesia. The company has the characteristics of palm kernel oil (PKO) product quality, which consists of moisture content, broken core content and dirt content. Based on the data obtained, the percentage of defects is 31.73% while the company's tolerance limit is 30% for the overall production. The method used is Six Sigma with the DMAIC procedure. Based on the research results, the company's DPMO value is 105.724 with the company's sigma capability value of . The ability to produce defective products is around 31.72%. Proposed to improve the quality of palm kernel oil (PKO) products using the Six Sigma method for companies is to comply with the Standard Operation Procedure (SOP) that has been made to avoid things that can interfere with the production process.
Keywords : Quality Control, Product Defects, Six Sigma, DMAIC, Palm Kernel Oil
v
vi
Halaman
PERNYATAAN ORISINALITAS i
PENGESAHAN SKRIPSI ii
ABSTRAK iii
ABSTRACT iv
PENGHARGAAN v
DAFTAR ISI vi
DAFTAR TABEL viii
DAFTAR GAMBAR ix
DAFTAR LAMPIRAN x
BAB 1 PENDAHULUAN 1
1.1. Latar Belakang 1
1.2. Rumusan Masalah 3
1.3. Batasan dan Asumsi Masalah 3
1.4. Tujuan Penelitian 4
1.5. Manfaat Penelitian 4
BAB 2 TINJAUAN PUSTAKA 5
2.1. Kualitas 5
2.2. Pengendalian Kualitas 6
2.3. Six Sigma 7
2.4. Define, Measure, Analyze, Improve, and Control (DMAIC)
9
2.4.1. Define (D) 10
2.4.2. Measure (M) 11
2.4.3. Analyze (A) 12
2.4.4. Improve (I) 13
2.4.5. Control (C) 14
2.5. Uji Normalitas Data 15
2.5.1. Uji Kolmogorov-Smirnov 15
2.6. Peta Kendali (Control Chart) 18
2.6.1. Peta Kendali Data Atribut 19
2.7. Kapabilitas Proses (Process Capability) 21
2.8. Nilai Sigma 23
BAB 3 METODOLOGI PENELITIAN 25
3.1. Tempat dan Waktu Penelitian 25
3.2. Objek Penelitian 25
vii
BAB 4 HASIL DAN PEMBAHASAN 28
4.1. Pengumpulan Data 28
4.1.1. Data Produksi 28
4.1.2. Data Kecacatan Produk 30
4.2. Asumsi Masalah 33
4.3. Pengolahan data 33
4.2.1. Define 33
4.2.2. Measure 35
4.2.3. Analyze 54
4.2.4. Improve 56
4.2.5. Control 57
BAB 5 KESIMPULAN DAN SARAN 58
5.1. Kesimpulan 58
5.2. Saran 58
DAFTAR PUSTAKA 59
LAMPIRAN 60
viii Nomor
Tabel Judul Halaman
2.1. Perbedaan True 6-Sigma dengan Motorola’s 6-Sigma 9 2.3. Penggunaan Metode 5W + 1H untuk Pengembangan
Rencana Tindakan 14
2.2. Hubungan Sigma dan DPMO 24
4.1. Jumlah Produksi Palm Kernel Oil (PKO) Periode Juni
2020 – November 2020 28
4.2. Hasil Pengukuran Produksi Palm Kernel Oil (PKO)
Periode Juni 2020 – November 2020 30
4.3. Critical to Quality (CTQ) Produksi Palm Kernel Oil
(PKO) 36
4.4. Data Total Kecacatan Produk Palm Kernel Oil (PKO) 36 4.5. Data Total Kecacatan Produk Palm Kernel Oil (PKO) 40 4.6. Uji Kenormalan Data dengan Metode Kolmogorov-
Smirnov 41
4.7. Proporsi Kesalahan Setiap Sampel pada Setiap Kali
Observasi (Lanjutan) 46
4.8. Perhitungan Batas Kendali p-chart 49
4.8. Pengurutan Kecacatan Produksi Palm Kernel Oil (PKO) 55 4.9. Penggunaan Metode 5W + 1H untuk Pengembangan
Rencana Tindakan 56
ix Nomor
Gambar Judul Halaman
2.1. Konsep Six Sigma Motorola dengan Distribusi Normal
Bergeser 1.5-Sigma 8
2.2. Proses DMAIC 10
2.3. Diagram SIPOC 11
2.4. Bagan Batas Kendali Out of Control 19
4.1. Diagram SIPOC Proses Produksi Palm Kernel Oil (PKO) 35
4.2. Grafik Uji Kenormalan Data 45
4.3. p-chart Produk Cacat Palm Kernel Oil (PKO) 52
4.4. Data yang Out Of Control 53
4.5. Diagram Pareto Kecacatan Produksi Palm Kernel Oil
(PKO) 55
x Nomor
Lampiran Judul Halaman
1. Data Produksi-MIS pada Bulan Juni 2020 61
2. Data Processing of Oil Palm pada Bulan Juni 2020 62
3. Tabel Nilai Kritis Uji Kolmogorov-Smirnov 63
4. Surat Izin Pengambilan Data 64
5. Surat Balasan Izin Pengambilan Data 65
BAB 1 PENDAHULUAN
1.1. Latar Belakang
Kualitas produk didefinisikan sebagai tingkat atau level di mana produk atau layanan dapat memuaskan keinginan pelanggan (kesesuaian untuk digunakan).
Kualitas suatu produk adalah kemampuan untuk memberikan kinerja yang sesuai atau bahkan melebihi apa yang diinginkan pelanggan. Untuk menjaga konsistensi produk yang dihasilkan dan sesuai dengan tuntutan pasar, perlu dilakukan pemeriksaan kualitas pada kegiatan produksi (A. Mansur, 2016).
Palm kernel oil (PKO) atau minyak inti sawit merupakan minyak nabati yang dapat dikonsumsi, berasal dari tanaman kelapa sawit selain crude palm oil (CPO) atau minyak sawit. Palm kernel oil (PKO) diperoleh dari biji (seed) di dalam buah kelapa sawit yang disebut inti sawit (palm kernel). Berbeda dengan crude palm oil (CPO) yang berwarna merah jingga, palm kernel oil (PKO) berwarna kuning yang berasal dari olahan lanjut inti kelapa sawit. Palm kernel oil (PKO) lebih banyak digunakan untuk industri oleokimia, seperti fatty alcohol, methyl ester (biodiesel), glycerol, dan lainnya (Pahan, 2006).
PT. Socfin Indonesia adalah perusahaan perkebunan hulu dengan produk utamanya adalah Crude Palm Oil (CPO), Palm Kernel Oil (PKO), dan Karet Alam (CV60, CV50 dan SIR10). Di Indonesia masih sedikit perusahaan kelapa sawit yang memproduksi dan menghasilkan produk turunan dari palm kernel oil (PKO). Menurut Derom Bangun (ketua GAPKI, 2006) meskipun harga crude palm oil (CPO) mengalami peningkatan tetapi hal itu tidak dapat dijadikan tolak ukur untuk keuntungan perusahaan. Dalam industri kelapa sawit, perusahaan mengambil keuntungan dari penjualan palm kernel oil (PKO).
PT. Socfin Indonesia dihadapkan pada tantangan di mana konsumen semakin meningkatkan tuntutan akan mutu kualitas dari produk yang dihasilkan oleh perusahaan, sementara kecenderungan tersebut juga diperkuat oleh tekanan persaingan dari perusahaan sejenis. Permasalahan yang dihadapi PT. Socfin Indonesia adalah masih terdapat produk cacat (defect) di mana kualitas produk
yang dihasilkan tidak memenuhi standar kualitas perusahaan. Oleh sebab itu, perlu dilakukan perbaikan terhadap kualitas dari produk yang dihasilkan.
Metode yang digunakan dalam melakukan perbaikan kualitas yaitu Statistical Quality Control (SQC) yang mengidentifikasi penyebab variasi dan untuk mengambil kegiatan korektif yang sesuai. Total Quality Management (TQM) merupakan metode untuk meningkatkan semua proses dalam organisasi.
Dan Six Sigma adalah filosofi manajemen kualitas dan metodologi yang berfokus pada pengurangan variasi, pengukuran cacat, serta peningkatan kualitas proses, produk dan layanan (Besterfield, Dale H. 1998).
Pada penelitian Sucipto et al. (2017) dengan menggunakan metode Six Sigma dibatasi tahap define, measure, analyze dan improve. Hasil penelitian menunjukkan jenis cacat terbesar pengalengan adalah knocked down flange (KDF). Nilai sigma sebesar 3,46, final yield 97,5%, dan kapabilitas proses (Cp) sebesar 1,15. Penyebab KDF adalah pekerja kurang teliti, pekerja kurang memahami standard operational procedures (SOPs) produksi, kesalahan setting up mesin, mesin seamer tidak stabil, komponen mesin seamer aus, bahan kaleng kurang baik dan area produksi tidak nyaman. Alternatif perbaikan yang disarankan adalah memberi arahan dan SOPs training untuk pekerja, mengontrol dan merawat mesin lebih ketat, menjadwal penggantian komponen mesin, melatih dan mengawasi operator mesin, memeriksa bahan kaleng lebih ketat, serta menambah turbine ventilator di area produksi.
Pada penelitian Agustiono (2019) mengatasi permasalahan dalam pengendalian kualitas produk yang cacat, yang dimulai dengan melakukan pengamatan secara langsung yang ada dilapangan dan pengambilan data yang diperlukan, dan metode yang digunakan dalam menyelesaikan penelitian ini yaitu dengan menggunakan Pendekatan metode Six Sigma. Dari proporsi produk cacat terhadap 2 sigma, maka dapat dinyatakan bahwa pengendalian proporsi sigma level 2 masih berada dalam batas kendali, yaitu dengan proporsi 0,309, namun demikian perusahaan diharapkan terus melakukan perbaikan dan meningkatkan kualitas untuk bisa memperkecil nilai proporsi produk cacat.
Berdasarkan beberapa penelitian terdahulu, bahwa metode Six Sigma merupakan metode yang paling efektif untuk digunakan dalam mengatasi masalah
kecacatan produk. Dalam hal mengendalikan dan meningkatkan produk, Six Sigma sangat komprehensif dan fleksibel untuk mencapai, memelihara, mendukung apa yang harus dilakukan, dan menggunakan metode mana yang dibutuhkan dan data yang dibutuhkan. Six Sigma merupakan suatu visi peningkatan kualitas menuju target 3,4 DPMO (Defects Per Million Opportunities), untuk setiap transaksi produk atau jasa dan merupakan suatu upaya menuju kesempurnaan. Apabila produk (barang dan/atau jasa) diproses pada tingkat kualitas Six Sigma, perusahaan boleh mengharapkan 3,4 kegagalan per 1 juta kesempatan DPMO atau mengharapkan bahwa 99,99966% dari apa yang diharapkan pelanggan akan ada dalam produk itu. (Gaspersz, 2002:1).
Berdasarkan uraian yang dipaparkan penulis mengajukan judul
‘‘Penerapan Metode Six Sigma pada Pengendalian Kualitas Produksi Palm Kernel Oil (PKO) di PT. Socfin Indonesia”.
1.2. Rumusan Masalah
Dari latar belakang yang telah diuraikan, maka dapat dirumuskan masalah pada penelitian ini yaitu masih terdapat produk cacat (defect) pada produksi palm kernel oil (PKO) di mana terdapat karakteristik kualitas yang terdiri atas kadar air (Moisture), kadar inti pecah (Broken Kernel) dan kadar kotoran (Dirt Content) di luar dari nilai batas normal yang ditetapkan perusahaan. Sehingga untuk menangani hal tersebut perlu dilakukan tindakan perbaikan kualitas produk.
Dengan ini perlu dilakukan strategi sistem manajemen yang digunakan untuk menurunkan tingkat kecacatan produk yang dihasilkan (Reduce Defect), berkisar disekitar pusat target perusahaan (Center around Target), dan menurunkan variasi dari produk yang dihasilkan (Reduce Variaton) sehingga diperoleh tingkat kualitas yang mendekati sempurna (zero defect).
1.3. Batasan Masalah
Berdasarkan pada masalah penelitian, maka dilakukan pembatasan masalah yaitu : 1. Penelitian dilakukan pada produksi palm kernel oil (PKO) di PT. Socfin
Indonesia Kebun Mata Pao.
2. Data yang digunakan untuk penelitian adalah data produksi dan data produk cacat pada bulan Juni 2020 sampai November 2020.
3. Pengolahan data menggunkan tools yang terdapat pada Six Sigma.
4. Pada penelitian tidak akan dibahas tentang diagram sebab akibat.
5. Pada penelitian tidak akan dibahas biaya.
6. Hasil akhir penelitian sebatas usulan perbaikan dan pengendalian kualitas.
1.4. Tujuan Penelitian
Tujuan penelitian adalah menerapkan metode Six Sigma dalam mengendalikan kualitas untuk mengurangi kecacatan (defect) pada produksi palm kernel oil (PKO) di PT. Socfin Indonesia.
1.5. Manfaat Penelitian
Manfaat yang diharapkan tercapai dalam penelitian adalah sebagai berikut:
1. Mengasah keterampilan mahasiswa dalam menganalisis dan memecahkan masalah, memberikan dan menambah pemahaman tentang cara melakukan suatu penelitian dalam menghasilkan karya ilmiah yang bermanfaat.
2. Memberikan kontribusi bagi PT. Socfin Indonesia untuk melakukan tindakan perbaikan kualitas dari hasil penelitian yang diperoleh agar perusahaan memiliki kualitas produk yang lebih baik lagi.
3. Dapat dijadikan referensi penelitian selanjutnya di Departemen Matematika mengenai pengendalian kualitas.
BAB 2
TINJAUAN PUSTAKA
2.1. Kualitas
Kualitas adalah ukuran seberapa dekat suatu barang atau jasa sesuai dengan standar tertentu. Standar mungkin berkaitan dengan waktu, bahan, kinerja, keandalan, atau karakteristik (objektif dan dapat diukur) yang dapat dikuantifikasikan (Marimin, 2005).
Demi tercapainya kepuasan tersebut maka setiap perusahan harus memperhatikan dimensi-dimensi yang terkandung dalam kualitas itu sendiri, berikut ini merupakan dimensi-dimensi dari kualitas, yaitu:
a. Kinerja (performance), merupakan karakteristik pokok dari produk inti.
b. Keistimewaan (feature), yaitu merupakan karakteristik pelengkap atau tambahan yang dimiliki produk.
c. Kehandalan (reliability), merupakan tingkat kemungkinan yang cukup kecil mengenai kerusakan atau gagal dari produk untuk digunakan.
d. Kesesusaian dengan spesifikasi (conformance to spesification), yaitu sejauh mana karakteristik desain dan operasi memenuhi standar-standar yang telah ditetapkan sebelumnya.
e. Daya tahan (durability), hal ini berkaitan dengan berapa lama produk tersebut dapat digunakan.
f. Service ability, meliputi kecepatan, kompetensi, kenyaman, kemudahan dalam perbaikan serta kemampuan dalam menangani keluhan.
g. Estetika, yaitu daya tarik produk terhadap panca indera, hal ini berkaitan dengan penampilan dari produk itu sendiri.
h. Kecocokan dengan kegunaan (fitness for use). Setiap perusahaan tentunya menginginkan produk atau jasa yang dihasilkan dapat diterima oleh para konsumen sehingga dapat bersaing di pasaran. Oleh karena itu, agar perusahaan berhasil dalam persaingan global, sangat penting bagi perusahaan untuk memperhatikan kualitas produk atau jasa.
2.2. Pengendalian Kualitas
Pengendalian kualitas merupakan kegiatan terpadu mulai dari pengendalian standar kualitas bahan, standar proses produksi, barang setengah jadi, barang jadi, sampai standar pengiriman produk akhir ke konsumen, agar barang dan/atau jasa yang dihasilkan sesuai dengan spesifikasi kualitas yang direncanakan (Prawirosentono, 2002:71).
Pengendalian kualitas bukan hanya digunakan untuk mendeteksi kerusakan produk pada suatu rangkaian produksi, tetapi juga dapat menekan seminimal mungkin kerusakan tersebut. Dengan melakukan pengendalian kualitas, diharapkan produk akan terkendali sehingga manajer operasi dapat mengetahui penyebab dan dengan segera dapat menyelesaikan permasalahan tersebut dan dengan begitu juga sekaligus mempertahankan kualitas produk yang dihasilkannya. Dalam mengendalikan proses kita berusaha menyelidiki dengan cepat bila terjadi gangguan proses dan tindakan pembetulan dapat segera dilakukan sebelum terlalu banyak unit yang tidak sesuai dengan produksi.
Tujuan pengendalain kualitas adalah untuk mengetahui sampai sejauh mana proses dan hasil produk atau jasa yang dibuat sesuai dengan standar yang ditetapkan perusahaan. Menurut Yamit (2002), terdapat beberapa tujuan pengendalian kualitas, yaitu:
a. Menekan atau mengurangi volume kesalahan dan perbaikan.
b. Menjaga atau menaikkan kualitas sesuai standar.
c. Mengurangi keluhan atau penolakan konsumen.
d. Memungkinkan pengkelasan output (output grading).
e. Menaikan atau menjaga company image.
Pengendalian kualitas harus dilakukan melalui proses yang terus menerus dan berkesinambungan. Proses pengendalian kualitas tersebut dapat dilakukan melalui proses PDCA (Plan, Do, Check, Action) yang dikenal oleh Edwards Deming, seorang pakar kualitas ternama. Siklus PDCA umumnya digunakan untuk mengetes dan mengimplementasikan perubahan-perubahan untuk memperaiki kinerja produk, proses ataupun suatu sistem dimasa yang akan datang. Keuntungan dari pengendalian kualitas adalah:
a. Meningkatkan kualitas dan desain yang digunakan pada produk.
b. Meningkatkan aliran proses produksi.
c. Meningkatkan moral tenaga kerja dan kesadaran mereka mengenai kualitas.
d. Memperluas pangsa pasar.
2.3. Six Sigma
Istilah “Sigma” merupakan huruf Yunani yang digunakan untuk besaran Deviasi Standar (Standard Deviation) atau Simpangan Baku pada ilmu statistik.
Deviasi Standar dapat didefinisikan sebagai rata-rata perbedaan nilai sampel terhadap nilai rata-rata data. Secara tidak langsung Deviasi Standar menggambarkan besarnya keragaman sampel hasil pengukuran. Semakin besar nilai Deviasi Standar yang didapatkan, semakin besar pula keragaman sampel, demikian pula sebaliknya.
Six Sigma merupakan pendekatan yang menjadi populer pada berbagai organisasi untuk menghilangakan penyimpangan dan mengurangi pemborosan pada proses menggunakan alat dan teknik statistik. Dalam istilah bisnis, Six Sigma didefinisikan sebagai strategi perbaikan bisnis untuk menghilangkan pemborosan, mengurangi biaya karena menghasilkan kualitas yang buruk, dan memperbaiki efektivitas dan efisiensi semua kegiatan operasi, sehingga mampu memenuhi kebutuhan dan harapan pelanggan (Antony dan Banuelas, 2001).
Apabila produk (barang dan/atau jasa) diproses pada tingkat kualitas Six Sigma, perusahaan boleh mengharapkan 3,4 kegagalan persejuta kesempatan (Defect Per Million Opportunity, DPMO) atau mengharapkan bahwa 99,99966%
dari apa yang diharapkan pelanggan akan ada dalam produk itu. Dengan demikian Six Sigma dapat dijadikan ukuran target kinerja sistem industri tentang bagaimana baiknya suatu proses transaksi produk antara pemasok (industri) dan pelanggan (pasar). Semakin tinggi target sigma yang dicapai, kinerja sistem industri akan semakin baik. Sehingga 6-Sigma otomatis lebih baik daripada 4-Sigma, 4-Sigma lebih baik daripada 3-Sigma dan seterusnya. Six Sigma juga dapat dianggap sebagai strategi terobosan yang memungkinkan perusahaan melakukan peningkatan luar biasa (dramatic) ditingkat bawah. Six Sigma juga dapat dipandang sebagai pengendalian. (Gaspersz, 2002:1).
Pendekatan pengendalian proses 6-Sigma Motorola (Motorola’s Six Sigma process control) mengizinkan adanya pergeseran nilai rata-rata (mean) setiap Critical to Quality (CTQ) individual dari proses industri terhadap nilai spesifikasi target (T) sebesar (baca: plus/minus ), sehingga akan menghasilkan 3,4 DPMO (Defect Per Million Opportunity). Dengan demikian berdasarkan konsep Six Sigma Motorola, berlaku toleransi penyimpangan:
atau . Di sini (dibaca:
mu) merupakan nilai rata-rata (mean). Dapat diperhatikan pada Gambar 2.1 berikut:
Sumber : Vincent Gaspersz, 2002
Gambar 2.1. Konsep Six Sigma Motorola dengan Distribusi Normal Bergeser 1,5-Sigma
Keterangan:
1. Sigma pada Gambar 2.1. menunjukkan ukuran variasi dari proses yang stabil mengikuti distribusi normal.
2. Sigma merupakan ukuran pencapaian target menuju tingkat kegagalan nol.
Semakin tinggi pencapain tingkat sigma akan semakin baik, karena tingkat DPMO (Defect Per Million Opportunity-kegagalan per sejuta kesempatan) akan menurun.
3. USL adalah batas spesifikasi atas (Upper Control Limit); LSL adalah batas spesifikasi bawah (Lower Control Limit) yang ditetapkan oleh manajemen berdasarkan kebutuhan pelanggan.
4. Formula untuk menghitung kapabilitas proses adalah { }.
5. Formula untuk menentukan nilai maksimum toleransi penyimpangan proses dari target adalah:
{ ⁄ } . Misalkan, target pencapaian adalah 6-sigma (six sigma quality improvement), maka maksimum toleransi penyimpangan proses dari nilai target adalah:
{ ⁄ } ⁄ . Range antara USL dan LSL merupakan batas toleransi yang ditetapkan oleh manajemen berdasarkan kebutuhan atau persyaratan dari pelanggan.
Konsep Six sigma Motorola dengan pergeseran nilai targer (nilai rata-rata) dari proses yang diizinkan sebesar ( maksimum standar deviasi) adalah berbeda dari konsep Six sigma dalam distribusi normal yang umum dipahami selama ini yang tidak mengizinkan pergeseran dalam nilai rata-rata dari proses. Perbedaan ini ditunjukkan dalam Tabel 2.1 berikut:
Tabel 2.1. Perbedaan True 6-Sigma dengan Motorola’s 6-Sigma True 6-Sigma Process
(Normal Distribution Centered)
Motorola’s 6-Sigma Process (Normal Distribution Shifted 1.5-Sigma)
LCL - UCL LCL – UCL DPMO LCL - UCL LCL - UCL DPMO
-sigma 68,27% 317.300 -sigma 30,23% 697.700 -sigma 95,45% 45.500 -sigma 69,13% 308.700 -sigma 99,73% 2.700 -sigma 93,32% 66.810 -sigma 99,9937% 63 -sigma 99,3790% 6.210 -sigma 99,999943% 0,57 -sigma 99,97670% 233 -sigma 99,9999998% 0,002 -sigma 99,99966% 3,4 Sumber : Vincent Gaspersz, 2002
2.4. Define, Measure, Analyze, Improve, and Control (DMAIC)
Define, Measure, Analyze, Improve, and Control (DMAIC) merupakan jantung analisis Six sigma yang menjamin voice of customer berjalan dalam keseluruhan proses sehingga produk yang dihasilkan memuaskan keinginan pelanggan. Define, Measure, Analyze, Improve, and Control (DMAIC) adalah prosedur pemecahan masalah terstruktur secara luas yang digunakan dalam kualitas dan proses perbaikan kualitas. Struktur DMAIC mendorong pemikiran kreatif tentang masalah dan solusinya dalam definisi produk asli, proses, atau jasa. Ketika proses
ini beroperasi begitu parah sehingga perlu untuk meninggalkan proses asli dan mulai dari awal, atau jika ditentukan produk yang baru atau jasa yang diperlukan, maka langkah DMAIC sebenarnya akan meningkatkan menjadi langkah desain yang baik bagi kualitas (Montgomery, 2009).
Sumber : Montgomery, 2009
Gambar 2.2. Proses DMAIC
2.4.1. Define (D)
Define (identifikasi) merupakan langkah operasional pertama dalam program peningkatan kualitas Six Sigma. Pada tahap ini perlu mendefinisikan beberapa hal yang terkait dengan mendefinisikan kriteria pemilihan proyek Six Sigma, mendefinisikan peran orang-orang yang terlibat dalam proyek Six Sigma, mendefinisikan proses kunci beserta pelanggan dari proyek Six Sigma, mendefinisikan kebutuhan spesifik dari pelanggan yang terlibat dalam proyek Six Sigma dan mendefinisikan pernyataan tujuan proyek Six Sigma (Gaspersz, 2002).
Berikut adalah langkah yang dilakukan pada tahap Difine, yaitu:
1. Project Statement
Project Statement adalah suatu pernyataan yang meliputi beberapa komponen berikut (Praveen Gupta, 2005):
a. Business Case, berisi pernyataan yang menyatakan latar belakang umum dari permasalahan yang terjadi.
b. Problem Definition, berisi pernyataan tentang masalah yang akan dibahas.
c. Project Scope, menyatakan objek dan ruang lingkup penelitian.
d. Goal Statement, menyatakan tujuan dari penelitian yang dilakukan.
e. Project Timeline, menyatakan jangka waktu penelitian dilakukan.
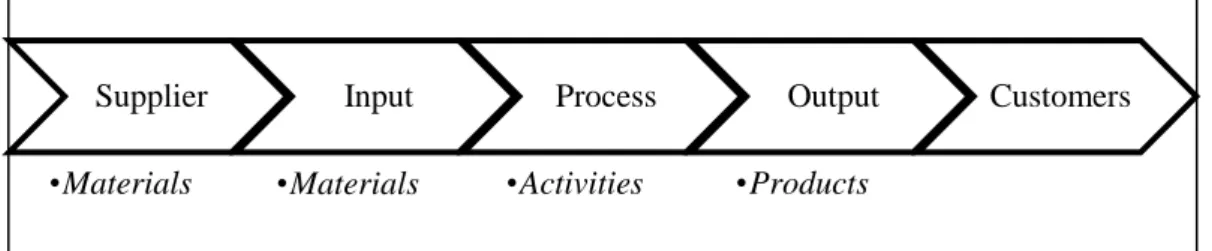
2. Diagram SIPOC
Diagram SIPOC (Supplier-Input-Process-Output-Customer) adalah salah satu diagram model yang sangat penting dalam fungsi-fungsi operasional bisnis.
Adapun penjelasan dari masing-masing bagian pada diagram SIPOC yaitu:
a. Supplier (Pemasok), merupakan kelompok atau perorangan yang menyediakan informasi material, dan/atau berbagai pasokan untuk kepentingan proses.
b. Input (Masukkan), merupakan segala perihal yang akan diproses, barang atau jasa yang dibutuhkan oleh suatu proses untuk menghasilkan output.
c. Process (Proses), merupakan suatu langkah-langkah yang akan mengubah bentuk, dan idealnya akan ada penambahan-penambahan nilai dari input.
d. Output (Hasil), merupakan produk akhir dari proses.
e. Customer (Pelanggan), merupakan sekelompok atau perorangan, atau dapat dalam bentuk proses-proses kelanjutan dari output.
Gambar 2.3. Diagram SIPOC
2.4.2. Measure (M)
Measure (Pengukuran) merupakan langkah operasional kedua dalam program peningkatan kualitas Six Sigma. Terdapat tiga hal pokok yang harus dilakukan dalam tahap ini yaitu:
1. Memilih atau menentukan Critical to Quality (CTQ). Critical to Quality (CTQ) merupakan atribut-atribut yang sangat penting untuk diperhatikan karena berkaitan langsung dengan kebutuhan dan kepuasan pelanggan.
Merupakan elemen dari suatu produk, proses, atau praktek-praktek yang berdampak langsung pada kepuasan pelanggan.
2. Mengembangkan suatu rencana pengumpulan data. Penetapan atau pemilihan Critical to Quality (CTQ) kunci dalam proyek Six Sigma adalah menetapkan rencana untuk pengumpulan data.
3. Mengukur kinerja sekarang (current performance). Mengukur kinerja sekarang (current performance) pada tingkat proses, output atau outcome Supplier
•Materials
Input
•Materials
Process
•Activities
Output
•Products
Customers
untuk ditetapkan sebagai baseline kerja (performance baseline) pada awal proyek Six Sigma.
Pengukuran terhadap kualitas akhir dari existing process merupakan parameter bagaimana menilai kapabilitas proses yang berjalan saat ini. Pada tahap Measure, tools yang umum digunakan adalah Peta Kontrol. Dengan Peta kontrol akan diketahui hasil akhir yang menyimpang dari batas atas dan batas akhir kriteria produk yang ditetapkan perusahaan. Catatan penting dalam aplikasi Peta kontrol adalah data yang berada di atas atau dibawah peta kontrol belum tentu merupakan produk yang cacat/defect/reject. Namun perlu dipertanyakan kapabilitas prosesnya. Kapabilitas Proses (Cp) digunakan untuk menilai apakah proses yang berjalan sudah pada ekspektasi yang diharapkan (Kapabilitas Proses Baik) ataukah diperlukan pengendalian ketat atas proses. Sedangkan Kapabilitas Proses Kane (Cpk) digunakan untuk melihat kecenderungan dari pola data, apakah cenderung kebatas atas, batas bawah, batas tengah atau diantaranya.
Tahap Measure juga diikuti dengan menentukan level sigma dari proses yang berjalan saat ini. Level sigma diukur berdasarkan beberapa masukan awal dan parameter, seperti jumlah cacat produk (defect), jumlah produksi (Units), jumlah oportuniti (Total Opportunities, TOP), cacat dalam setiap produksi (Defect per Units, DPU), jumlah cacat dalam setiap sejumlah opprtuniti (Defect per Opportunities, DPO), dan jumlah cacat dalam satu juta produksi (Defect per Million Opportunities, DPMO). Semakin kecil nilai dari DPMO, maka akan semakin besar nilai Sigma.
2.4.3. Analyze (A)
Analyze (Analisa) merupakan langkah ketiga dalam program meningkatkan kualitas Six Sigma menggunakan Diagram Pareto. Diagram Pareto dikembangkan oleh Vilfredo Frederigo Samoso pada akhir abad ke-19 merupakan pendekatan logika dari tahap awal pada proses perbaikan suatu situasi yang digambarkan dalam bentuk histrogram yang dikenal sebagai konsep vital few and the trivial many untuk mendapatkan penyebab utamanya. Diagram Pareto merupakan metode standar dalam pengendalian kualitas untuk mendapatkan hasil maksimal atau memilih masalah-masalah utama. Diagram Pareto merupakan suatu
gambaran yang mengurutkan klasifikasi data dari kiri ke kanan menurut urutan ranking tertinggi hingga terendah. Hal ini dapat membantu menemukan permasalahan yang terpenting untuk segera diselesaikan (ranking tertinggi) sampai dengan yang tidak harus segera diselesaikan (ranking terendah). Selain itu, Diagram Pareto juga dapat digunakan untuk membandingkan kondisi proses, misalnya ketidaksesuaian proses, sebelum dan setelah diambil tindakan perbaikan terhadap proses.
Konsep Efisiensi Pareto dan Hukum Pareto yang menyatakan bahwa 80%
dari akibat berasal atau dihasilkan oleh 20% penyebab atau bisa juga diterjemahkan dengan 80% hasil usaha adalah buah dari 20% usaha yang produktif dan optimal. Dalam sudut pandang yang negatif, Hukum Pareto juga bisa mengandung makna bahwa 80% dari kegagalan merupakan tanggung jawab 20% penyebab, atau 80% produk yang cacat disebabkan 20% faktor dari keseluruhan produksi. Pareto kemudian mengembangkan sebuah diagram untuk memetakan faktor-faktor penyebab dari sebuah masalah, kemudian pemecahan masalah haruslah berfokus atau memprioritaskan 80% penyebab mayoritas/dominan terlebih dahulu. Manfaat yang akan diperoleh dengan menggunakan Diagram Pareto adalah seorang analis akan mengetahui gambaran statistik penyebab masalah yang akan menjadi fokus awal untuk dipecahkan.
2.4.4. Improve (I)
Improve (Perbaikan) dilakukan setelah sumber-sumber dan akar penyebab masalah kualitas teridentifikasi, maka perlu dilakukan penetapan rencana tindakan untuk melakukan peningkatan kualitas Six Sigma. Pada dasarnya rencana-rencana tindakan akan mendeskripsikan tentang alokasi sumber-sumber daya serta prioritas dan/atau alternatif yang dilakukan dalam implementasi dari rencana tersebut. Menetapkan suatu rencana tindakan untuk melakukan peningkatan kualitas Six Sigma (Montgomery, 2009) :
1. Dilakukan setelah sumber-sumber dan akar penyebab masalah kualitas teridentifikasi.
2. Rencana Tindakan mendeskripsikan tentang alokasi sumber-sumber daya serta prioritas dan/atau alternatif yang dilakukan dalam implementasi dari rencana itu.
Metode 5W + 1H merupakan rencana tindakan (action plan) yang memuat secara jelas setiap tindakan perbaikan atau peningkatan kualitas Six Sigma.
Penggunaan metode 5W + 1H dapat dilihat dalam Tabel 2.3. sebagai berikut:
Tabel 2.2. Penggunaan Metode 5W + 1H untuk Pengembangan Rencana Tindakan
Jenis 5W + 1H Deskripsi
Tujuan
Utama What Apa yang menjadi target utama dari perbaikan?
Lokasi Where Di mana rencana tindakan ini akan dilaksanakan?
Penyebab Why Mengapa hal tersebut dapat terjadi?
Orang Who Siapa yang akan mengerjakan rencana tindakan itu?
Pelaksanaan When Kapan hal tersebut dilaksanakan?
Tindakan
Perbaikan How Bagaimana metode perbaikan yang dilakukan?
Sumber : Vincent Gaspersz (2002)
Rencana perbaikan menggunakan metode matriks berdasarkan prinsip 5W (What, Where, When, Who, dan Why) dsn 1H (How). Metode ini dilakukan dengan teknik brainstorming untuk mencapai berbagai alternatif yang tepat untuk penyelesaian masalah. Rencana perbaikan ini dibantu beberapa pegawai dari perusahaan.
2.4.5. Control (C)
Sebagai bagian dari pendekatan Six Sigma, perlu adanya pengawasan untuk meyakinkan bahwa hasil yang diiginkan sedang dalam proses pencapaian. Hasil dari tahap improve harus diterapkan dalam kurun waktu tertentu untuk dapat dilihat pengaruhnya terhadap kualitas produk yang dihasilkan. Pada tahap Control (Pengendalian) ini hasil-hasil peningkatan kualitas didokumentasikan dan disebarluaskan, praktek-praktek terbaik yang sukses dalam meningkatkan proses distandarisasikan dan disebarluaskan, prosedur-prosedur didokumentasikan dan dijadikan pedoman kerja standar, serta kepemilikan atau tanggung jawab
ditransfer dari tim Six Sigma kepada pemilik atau penanggung jawab proses (Montgomery, 2009).
2.5. Uji Normalitas Data
Data normal merupakan salah satu syarat yang harus dipenuhi untuk melakukan iferensi statistik. Uji normalitas data perlu dilakukan agar peneliti dapat menentukan jenis statistik apa yang digunakan. Jika data akan diolah berasal dari populasi yang berdistribusi normal, sebaiknya gunakan statistik parametrik untuk melakukan inferensi statistik. Namun jika data tidak berdistribusi normal, gunakan statistik nonparametrik.
Uji normalitas data dapat dilakukan dengan berbagai metode seperti Anderson Darling, Kolmogorov-Smirnov, Chi-Square, Lilliefors, Shapiro-Wilk, Cramer Von Mises, QQ-Plot, dan PP-Plot. Metode-metode ini masing-masing memiliki perbedaan dan kemampuan yang berbeda-beda dalam mendeteksi penyimpangan terhadap distribusi normal. Selain itu, prinsip yang digunakan dalam menguji suatu data berdistribusi normal juga berbeda-beda.
2.5.1. Uji Kolmogorov-Smirnov
Uji Kolmogorov-Smirnov yang biasa digunakan untuk uji normalitas data sebenarnya tidak secara khusus dibuat untuk kepentingan itu. Uji Kolmogorov- Smirnov merupakan uji pencocokan kurva (Goodness of Fit Test) untuk distribusi data secara umum. Uji normalitas ini pertama kali diperkenalkan oleh matematikawan Soviet yang bernama Andrei Nikolaevich Kolmogorov pada tahun 1933. Matematikawan Soviet lainnya yang memberikan kontribusi dari hasil penemuan Kolmogorov adalah Nikolai Vasil’yevich Smirnov sehingga uji ini dikenal dengan nama statistik Kolmogorov-Smirnov.
Pengujian dilakukan untuk mengetahui apakah distribusi frekuensi hasil pengamatan (observed frequencies distribution) sesuai dengan expected normal frequencies distribution. Hipotesis nihil yang akan diuji mengatakan bahwa distribusi frekuensi hasil pengamatan adalah sesuai dengan distribusi frekuensi yang diharapkan/teoritis. Dalam uji Kolmogorov-Smirnov yang dibandingkan adalah distribusi frekuensi kumulatif hasil pengamatan (actual observed
cumulative frequency) dengan distribusi frekuensi yang diharapkan (expected cumulative frequency).
Prinsip uji normalitas menggunakan Kolmogorov-Smirnov adalah mencari simpangan terbesar (D) dari fungsi distribusi kumulatif data observasi (empiris) terhadap fungsi distribusi kumulatif teoritisnya. Jika penyimpangan maksimum yang terbentuk tidak terlalu besar maka data observasi dapat dikategorikan berdistribusi normal. Sebaliknya, jika penyimpangan maksimum yang terbentuk sangat besar maka data observasi dikatakan tidak berdistribusi normal.
Besar atau kecilnya simpangan yang terbentuk tidak dapat ditentukan jika tidak ada pembandingnya. Kolmogorov sudah menentukan besar pembanding untuk nilai D yang diperoleh. Besaran ini diberi simbol dan nilainya dapat dilihat pada Tabel Kritis Kolmogorov-Smirnov lampiran 3. dapat diartikan sebagai batas penyimpangan terbesar agar suatu data masih bisa dikategorikan berdistribusi normal. Jika maka data yang diuji berdistribusi normal.
Sebaliknya jika maka data yang diuji tidak berdistribusi normal.
Langkah-langkah yang diperlukan dalam uji Kolmogorov-Smirnov adalah:
a. Data dari hasil pengamatan disusun mulai dari nilai pengamatan terkecil sampai nilai pengamatan terbesar.
b. Dari nilai pengamatan tersebut akan disusun distribusi frekuensi relatif kumulatif yang dihitung menggunakan distribusi empiris dan dinotasikan dengan dan menggunakan rumus berikut:
(1)
c. Menghitung nilai dengan rumus berikut:
(2)
dimana
∑ (3)
√
∑ (4)Keterangan : = Frekuensi kumulatif data n = Banyaknya data
= Nilai statistik penguji = Data ke-i
= Nilai rata-rata = Standar deviasi
d. Menghitung distribusi frekuensi relatif kumulatif yang dihitung menggunakan distribusi teoritis berdasarkan area kurva normal dan dinotasikan dengan dan menggunakan rumus berikut:
(5)
dimana P( ) adalah nilai probabilitas dari tabel kumulatif normal baku.
e. Menghitung selisih antara dengan .
f. Mengambil angka selisih maksimum atau simpangan terbesar yang dinotasikan dengan D.
| | (6)
Persyaratan :
- Data berskala interval atau ratio (kuantitatif).
- Data tunggal / belum dikelompokkan pada tabel distribusi frekuensi.
- Dapat untuk n besar maupun n kecil.
Dalam uji pendekatan terhadap distribusi normal, menggunakan metode Kolmogorov-Smirnov, berlaku hipotesis :
: Data berasal dari populasi distribusi normal : Data berasal dari populasi tidak distribusi normal
Hipotesis tersebut selanjutnya akan diuji menggunakan statistik penguji dan nilai sebagai berikut :
Jika , maka diterima dan ditolak.
Jika , maka ditolak dan diterima.
( didapat dari Tabel Kritis Kolmogorov-Smirnov) Keunggulan Kolmogorov-Smirnov :
- Tidak memerlukan data yang berkelompok - Bisa digunakan untuk sampel yang kecil - Tidak bersifat kategorik
- Lebih fleksibel, dapat mengestimasi variasi standar deviasi
2.6. Peta Kendali (Control Chart)
Peta kendali pertama kali ditemukan oleh Walter A. Shewart ketika sedang bekerja untuk perusahaan Western Electrik. Shewart telah lama meneliti cara untuk mengembangkan reliabilitas dari sistem transmisi telepon. Peta kendali secara rutin digunakan untuk memeriksa kualitas, tergantung pada jumlah karakteristik yang akan diperiksa. Jadi, peta kendali adalah teknik pengendali proses pada jalur yang digunakan secara luas untuk menyelidiki secara cepat terjadinya sebab-sebab terduga atau proses sedemikian sehingga penyelidikan terhadap proses itu dan tindakan pembetulan dapat dilakukan sebelum telalu banyak unit yang tidak sesuai diproduksi. Peta kendali merupakan penggambaran secara visual mengenai mutu atau kualitas suatu barang atau jasa. Teknik yang paling umum dilakukan dalam pengendalian kualitas adalah menggunakan peta kendali Shewart. Peta ini bentuknya sangat sederhana, yaitu terdiri dari tiga buah garis yang sejajar:
a. Garis tengah (Central Line) dinotasikan sebagai CL, yang menggambarkan nilai rata-rata proses.
b. Batas batas kontrol ditempatkan di atas CL yang dikenal dengan batas kontrol atas (Upper Control Limit) dinotasikan sebagai UCL, yang ditarik nilai tiga kali standar deviasi diatas garis tengah.
c. Batas kontrolnya ditempatkan di bawah CL yang dikenal dengan batas kontrol bawah (Lower Control Limit) dinotasikan sebagai LCL, yang teletak pada nilai tiga kali standar deviasi dibawah Garis tengah.
Out of control adalah suatu kondisi di mana karakteristik produk tidak sesuai dengan spesifikasi perusahaan ataupun keinginan pelanggan dan posisinya pada peta kendali berada di luar batas kendali. Tipe-tipe out of control meliputi:
a. Aturan satu titik, yaitu terdapat satu titik data yang berada diluar batas kendali, baik yang berada diluar UCL maupun LCL, maka data tersebut out of control.
b. Aturan tiga titik, yaitu terdapat tiga titik data yang berurutan dan dua diantaranya berada di daerah A, baik yang berada di daerah UCL maupun LCL, maka satu dari data tersebut out of control, yakni data yang berada paling jauh dari central control limits.
c. Aturan lima titik, yaitu terdapat lima titik data yang berurutan dan empat diantaranya berada berurutan di daerah B, baik yang berada di daerah UCL maupun LCL, maka satu dari data tersebut out of control, yakni data yang berada paling jauh dari central control limits.
d. Aturan delapan titik, yaitu terdapat delapan titik data yang berurutan dan berada berurutan di daerah C dan di daerah UCL maka satu data tersebut out of control, yakni data yang berada paling jauh dari central control limits.
Untuk lebih memperjelas mengenai penjelasan tipe-tipe out of control diatas, dapat diperhatikan pada Gambar 4.1 berikut :
Gambar 2.4. Bagan Batas Kendali Out of Control
2.6.1. Peta Kendali Data Atribut
Atribut dalam pengendalian kualitas menunjukkan karakteristik kualitas yang sesuai dengan spesifikasi atau tidak sesuai dengan spesifikasi. Atribut digunakan apabila pengukuran dapat dibuat tetapi tidak dibuat karena alasan waktu, biaya, atau kebutuhan.
Peta kontrol untuk data atribut dapat digunakan pada semua tingkatan organisasi, perusahaan, departemen, pusat kerja, dan mesin. Peta kontrol untuk data atribut dapat membantu mengidentifikasi akar permasalahan baik pada tingkat umum maupun pada tingkat yang lebih mendetail.
Ada dua kelompok besar peta kontrol untuk data atribut, yaitu yang berdasarkan distribusi Binomial dan yang berdasarkan distribusi Poisson. Yang berdasarkan distribusi Binomial merupakan kelompok pengendali untuk unit-unit
ketidaksesuaian, seperti p-chart yang menunjukkan proporsi ketidaksesuaian dalam sampel atau subgrup. Proporsi ditunjukkan dengan bagian atau persen. Peta pengendali lainnya dalam kelompok ini adalah banyaknya ketidaksesuaian (np- chart). Kelompok kedua, yang berdasarkan distribusi Poisson yaitu c-chart dan u- chart. c-chart menunjukkan bagian ketidaksesuaian dalam unit yang di inpeksi. u- chart digunakan untuk bagian ketidaksesuaian setiap unit.
Untuk banyaknya sampel yang bervariasi peta pengendali yang digunakan pasti hanya peta pengendali proporsi kesalahan (p-chart). Peta pengendali proporsi kesalahan tersebut mempunyai tiga pilihan model, yaitu menggunakan peta pengendali model harian atau individu, peta pengendali model rata-rata, dan peta pengendali dengan model yang dibuat menurut urutan banyaknya sampel berdasarkan pertimbangan perusahaan (Mitra, 1993).
Peta pengendali model harian atau individu dibuat untuk setiap observasi.
Oleh karenanya, perusahaan akan mempunyai beberapa batas pengendali proporsi kesalahan untuk kualitas proses produksinya. Keunggulan peta pengendali model harian atau individu (p-chart individu) adalah ketetapannya dalam memutuskan apakah sampel berada didalam atau diluar batas pengendalinya.
Penentuan proporsi kesalahan setiap sampel pada setiap kali observasi dinotasikan sebagai adalah sebagai berikut:
(7) Penentuan garis tengah (Central Line) dinotasikan sebagai CL adalah sebagai berikut:
̅ ∑ (8)
Sedangkan penentuan batas pengendali atas (Upper Control Limit) dinotasikan sebagai UCL dan batas pengendali bawah (Lower Control Limit) dinotasikan sebagai LCL adalah sebagai berikut:
̅ √ ̅ ̅ (9)
̅ √ ̅ ̅ (10)
dimana : = Proporsi kesalahan setiap sampel pada setiap kali observasi = Banyaknya produk cacat setiap sampel pada setiap kali observasi
= banyaknya sampel yang diambil pada setiap kali observasi (bervariasi)
̅ = Rata-rata proporsi kesalahan = Banyaknya observasi
Langkah-langkah pembuatan peta kendali p (p-chart) adalah sebagai berikut : a. Menentukan ukuran contoh/subgrup yang cukup besar (n > 30).
b. Menentukan proporsi kesalahan setiap sampel pada setiap kali observasi dengan menggunakan persamaan (7).
c. Menghitung nilai rata-rata proporsi kesalahan yang dinotasikan dengan ̅ dengan menggunakan persamaan (8).
d. Menghitung batas pengendali CL, UCL dan LCL dengan menggunakan persamaan (8-10).
e. Membuat Plot data proporsi (persentase) unit cacat serta mengamati apakah data tersebut berada dalam pengendalian (in of control) atau diluar pengendalian (out of control) ( Hendra Poerwanto G, 2012).
2.7. Kapabilitas Proses (Process Capability)
Kapabilitas proses merupakan parameter untuk mengukur kapabilitas atau kemampuan sebuah proses dalam menghasilkan produk yang dapat memenuhi kriteria dan standar berupa spesifikasi akhir dari produk yang telah ditetapkan, dinotasikan sebagai Cp. Kapabilitas proses berdasarkan jenis data yang digunakan dapat dibedakan menjadi dua, yaitu :
a. Kapabilitas Proses untuk Data Variabel
Untuk mendapatkan nilai kapabilitas proses untuk data variabel adalah dengan rumus berikut :
(11)
dimana
√
( ∑ ) ∑(12)
atau
̅ (13) dimana : ̅ = rata-rata range
(nilai dapat dilihat pada table of control chart constant) Kriteria penilaian Cp :
- Jika , maka kapabilitas proses sangat baik.
- Jika , maka kapabilitas proses baik.
- Jika , maka kapabilitas proses rendah
Rumus untuk menghitung indeks kapabilitas proses adalah sebagai berikut :
{ }
(14)dimana
(15)
dan
(16)
keterangan : CPU = Capability Process Upper CPL = Capability Process Lower Kriteria penilaian Cpk :
- Jika , maka proses terjadinya ditengah.
- Jika , maka proses menghasilkan produk yang sesuai dengan spesifikasi.
- Jika , maka proses menghasilkan produk yang tidak sesuai dengan spesifikasi.
- Kondisi Ideal : dan . ( Hendra Poerwanto G, 2012) b. Kapabilitas Proses untuk Data Atribut
Untuk mendapatkan nilai kapabilitas proses untuk data atribut adalah dengan rumus berikut :
̅
(17)dimana : Cp = Indeks kapabilitas proses ̅ = Rata-rata proporsi kesalahan
2.8. Nilai Sigma
Nilai Sigma digunakan untuk menilai proses yang telah berlangsung dengan menggunakan indikator jumlah produk yang cacat dan menggunakan pedoman nilai sigma sebagai acuan penilaian proses, semakin besar nilai sigma, maka proses dinilai semakin baik.
Untuk menentukan nilai sigma, ada beberapa komponen yang terlebih dahulu harus ditentukan nilainya, yakni jumlah produk cacat (defect/D), jumlah produksi (units/U), dan peluang terjadinya produk cacat dan cacat pada produk (opportunity/OP). Dengan menggunakan nilai ini dapat mengukur nilai dari:
a. Defect per Unit (DPU). Ukuran ini merefleksikan jumlah rata-rata dari cacat semua jenis terhadap jumlah total unit dari unit yang dijadikan sampel.
(18)
b. Total Opportunities (TOP). Menunjukkan jumlah peluang terjadinya produk cacat dan cacat pada produk.
(19)
c. Defect per Opportunity (DPO). Menunjukan proporsi cacat atas jumlah total peluang dalam sebuah kelompok/subgrup.
(20)
d. Defect per Million Opportunities (DPMO). DPMO mengindikasikan berapa banyak cacat akan muncul jika ada satu juta peluang.
(21)
e. Nilai Sigma. Perhitungan konversi nilai sigma dari DPMO menjadi nilai sigma dilakukan dengan menggunakan Microsoft Excel dengan rumus perhitungan:
(
) (22)
Nilai kapabilitas sigma diperoleh melalui tabel konversi DPMO ke Six Sigma. Dapat dilihat pada Tabel 2.2. berikut :
Tabel 2.3. Hubungan Sigma dan DPMO Tingkat Pencapaian Sigma DPOM Kategori
1-sigma 691.462
Tidak Kompetitif
2-sigma 308.538
3-sigma 66.807
Rata-rata Industri
4-sigma 6.210
5-sigma 233
6-sigma 3,4 World Class
Sumber : Vincent Gaspersz (2002:3)
Perhitungan DPU, TOP, DPO, DPMO, dan Nilai Sigma dilakukan untuk melihat kemampuan proses produksi telah mencapai berapa nilai sigma.
Perhitungan ini dilakukan berdasarkan hasil produksi dan jumlah cacat yang dihasilkan saat produksi berlangsung, serta banyaknya Critical to Quality (CTQ) potensial penyebab kecacatan pada produk.
BAB 3
METODOLOGI PENELITIAN
3.1. Tempat dan Waktu Penelitian
Penelitian dilakukan di PT. Socfin Indonesia yang bergerak dalam bidang perkebunan hulu dengan produk utamanya adalah Crude Palm Oil (CPO), Palm Kernel Oil (PKO), dan Karet Alam. Perusahaan berlokasi di Jl. Kol. Yos Sudarso No.106 Glugur Kota, Kec. Medan Barat, Kota Medan, Sumatera Utara 20115.
Waktu penelitian dilakukan pada bulan Juni 2020 sampai November 2020.
3.2. Objek Penelitian
Objek yang menjadi penelitian adalah produk Palm Kernel Oil (PKO) yang diproduksi oleh PT. Socfin Indonesia. Data terkait yang diperlukan dalam penelitian adalah jumlah produksi Palm Kernel Oil (PKO) dan jumlah kecacatan produk Palm Kernel Oil (PKO).
3.3. Jenis Penelitian
Berdasarkan tujuan penelitian yaitu untuk menyelesaikan masalah nyata yang terjadi di perusahaan, maka jenis penelitian yang digunakan adalah penelitian terapan (applied research).
3.4. Metode Analisis Data
Penelitian dilakukan dengan langkah-langkah sebagai berikut:
1. Melakukan studi literatur yang diperoleh dari buku, jurnal dan penelitian terdahulu tentang Kelapa Sawit dan metode Six Sigma.
2. Melakukan studi pendahuluan yang diperoleh dari PT. Socfin Indonesia seperti kondisi pabrik, proses produksi, dan informasi pendukung.
3. Mengumpulkan data. Data yang digunakan adalah data sekunder yang diperoleh dari PT. Socfin Indonesia tentang data produksi dan data produk cacat palm kernel oil (PKO).
4. Mengolah data dengan metode Six Sigma yaitu:
a. Define
- Menyusun Project Statement.
- Membuat Diagram SIPOC.
b. Measure
- Menentukan Critical to Quality (CTQ).
- Melakukan uji kenormalan data dengan metode Kolmogorov- Smirnov Test menggunakan persamaan (1 - 6) pada Bab 2.
- Membuat peta pengendali proporsi kesalahan (p-chart) menggunakan persamaan (7 - 10) pada Bab 2.
- Menghitung nilai kapabilitas proses menggunakan persamaan (17) pada Bab 2
- Menghitung nilai DPU, TOP, DPO, DPMO dan nilai sigma (σ) menggunakan persamaan (18 - 22) pada Bab 2.
c. Analyze
- Membuat Diagram Pareto d. Improve
- Metode 5W + 1H.
e. Control
- Mematuhi Standard Operating Procedure (SPO).
5. Menganalisis dan mendiskusikan hasil.
6. Membuat kesimpulan dan saran.
3.5. Kerangka Penelitian
Kerangka penelitian dalam penelitian ini adalah sebagai berikut:
4.1. Pengumpulan Data
Pengumpulan data yang diperlukan dalam penelitian adalah jumlah produksi palm kernel oil (PKO) dan jumlah kecacatan produk palm kernel oil (PKO).
4.1.1. Data Produksi
Jumlah produksi palm kernel oil (PKO) PT. Socfin Indonesia dapat dilihat pada Tabel 4.1. sebagai berikut:
Tabel 4.1. Jumlah Produksi Palm Kernel Oil (PKO) Periode Juni 2020 – November 2020
TANGGAL
TBS DIPROSES
(KG)
PRODUKSI PKO
(%)
TANGGAL
TBS DIPROSES
(KG)
PRODUKSI PKO
(%)
02/06/2020 182.510 4,11 30/06/2020 214.650 4,12
03/06/2020 194.370 4,07 01/07/2020 191.320 4,06
04/06/2020 221.930 4,05 02/07/2020 190.390 4,12
05/06/2020 225.870 4,08 03/07/2020 160.370 3,82
06/06/2020 223.720 4,02 04/07/2020 207.150 3,71
08/06/2020 179.240 4,12 06/07/2020 125.670 3,76
09/06/2020 231.690 4,20 07/07/2020 209.620 3,66
10/06/2020 203.280 4,21 08/07/2020 185.450 3,55
11/06/2020 179.030 4,16 09/07/2020 180.340 3,63
12/06/2020 159.050 4,21 10/07/2020 166.460 3,73
13/06/2020 229.820 4,37 11/07/2020 146.860 3,61
15/06/2020 141.940 4,22 13/07/2020 166.890 3,66
16/06/2020 202.250 4,52 14/07/2020 160.790 3,71
17/06/2020 185.920 4,38 15/07/2020 189.280 3,69
18/06/2020 215.840 4,47 16/07/2020 148.170 3,85
19/06/2020 195.150 4,44 17/07/2020 127.250 3,78
20/06/2020 209.660 4,22 18/07/2020 214.320 3,40
22/06/2020 176.420 4,46 20/07/2020 128.310 3,49
23/06/2020 225.130 4,40 21/07/2020 180.080 3,59
24/06/2020 232.300 4,24 22/07/2020 167.960 3,62
25/06/2020 195.580 4,13 23/07/2020 223.520 3,54
26/06/2020 193.660 4,03 24/07/2020 131.380 3,65
27/06/2020 238.190 4,14 25/07/2020 117.960 3,71
29/06/2020 157.530 4,25 27/07/2020 214.400 3,55
28/07/2020 63.300 3,85 26/09/2020 191.950 3,21
TANGGAL
TBS DIPROSES
(KG)
PRODUKSI PKO
(%)
TANGGAL
TBS DIPROSES
(KG)
PRODUKSI PKO
(%)
29/07/2020 165.820 3,78 29/09/2020 170.230 3,42
30/07/2020 140.360 3,59 30/09/2020 212.900 3,80
01/08/2020 131.290 3,53 02/10/2020 143.620 3,70
03/08/2020 167.300 3,64 03/10/2020 176.090 3,85
04/08/2020 140.790 3,52 06/10/2020 105.750 3,85
06/08/2020 171.000 3,67 07/10/2020 219.220 3,40
07/08/2020 180.880 3,82 09/10/2020 146.340 3,51
08/08/2020 125.930 3,86 10/10/2020 194.390 3,66
11/08/2020 162.830 3,60 13/10/2020 205.390 3,84
12/08/2020 141.250 3,78 14/10/2020 220.290 3,80
13/08/2020 156.380 3,71 16/10/2020 79.280 4,17
14/08/2020 167.560 3,81 17/10/2020 163.900 3,20
18/08/2020 163.740 4,08 19/10/2020 162.400 3,71
19/08/2020 143.380 3,85 20/10/2020 109.120 3,80
21/08/2020 139.490 3,79 22/10/2020 129.680 4,03
22/08/2020 82800 4,13 23/10/2020 128.970 4,04
24/08/2020 136.210 3,88 26/10/2020 125.770 4,02
25/08/2020 112.670 4,07 27/10/2020 170.560 4,03
26/08/2020 150.700 4,15 30/10/2020 161.770 3,72
27/08/2020 166.960 4,04 31/10/2020 96.450 3,56
28/08/2020 145.500 4,10 03/11/2020 112.020 3,83
29/08/2020 190.460 4,18 04/11/2020 141.090 3,95
31/08/2020 177.850 4,21 06/11/2020 109.310 3,84
02/09/2020 173.720 4,17 07/11/2020 160.640 3,87
03/09/2020 190.310 4,05 10/11/2020 147.970 3,90
04/09/2020 164.610 3,81 11/11/2020 142.670 3,78
05/09/2020 150.910 4,11 13/11/2020 71.840 3,91
07/09/2020 133.310 3,80 14/11/2020 112.880 4,02
09/09/2020 153.100 3,52 17/11/2020 137.100 3,67
10/09/2020 189.330 4,17 19/11/2020 128.560 3,55
12/09/2020 146.730 4,05 21/11/2020 135.640 3,51
14/09/2020 173.250 3,60 23/11/2020 157.070 3,74
16/09/2020 141.890 4,01 25/11/2020 97.720 3,80
17/09/2020 190.370 3,67 26/11/2020 107.110 3,75
19/09/2020 143.250 4,07 27/11/2020 83.270 3,55
21/09/2020 132.800 3,68 28/11/2020 123.710 3,76
23/09/2020 188.920 3,58 30/11/2020 155.050 3,76
25/09/2020 158.890 3,40 TOTAL 20.342.230 483,35
Rata-rata 3,87
Sumber: PT. Socfin Indonesia
Keterangan : TBS = Tanda Buah Segar
Berdasarkan Tabel 4.1. dapat dilihat rata-rata persentase produksi Palm Kernel Oil (PKO) sebesar 3,87%.