Quality Control 7 Tools
QC 7 Tools
yang digunakan pada pengendalian mutu
adalah cara tepat guna (efisien) untuk merumuskan
data-data, yaitu :
1.Check Sheet
2.Cause & Effect Diagram
3.Pareto Chart,
4.Histogram,
5.Graph,
1. CHECK SHEET
2. PARETO DIAGRAM
3. CAUSE-EFFECT
DIAGRAM
4. STRATIFICATION
5. SCATTER DIAGRAM
6. HISTOGRAM
7. CONTROL CHART
Mempermudah pengumpulan
data
Menunjukan urutan persoalan
utama
Menemukan factor-faktor yang
mempengaruhi karekteristik
mutu
Menunjukan dengan terperinci
factor-faktor dan karakteristik
mutu
Menentukan korelasi antara
factor-faktor yang akan
mempengaruhi karakteristik
mutu
Menggambarkan distribusi/
penyebaran data
1.
Check Sheet
(Lembar Pemeriksaan)
Tabel dibuat sebelumnya sesuai jenis item penting untuk
mempermudah mencatat, mengumpulkan, atau memperjelas
pemeriksaan data-data.
1) Jenis Check Sheet (Lembar pemeriksaan)
Check Sheet
untuk Mencatat
; Memberi tanda data dengan lambang secara sederhana dan
Check Sheet
untuk Pemeriksaan
Check Sheet
digunakan ketika menentukan pemeriksaan dan meyakinkan
hasil pemeriksaan sebelumnya
serta memeriksanya satu persatu untuk mencegah kecelakaan atau
kesalahan ketika bekerja.
Catatan :
• Tentukan data yang berlaku dan bagian pentingnya (item).• Tentukan dengan tepat yang harus dicatat pada lembar pemeriksaan. • Pilih tanda lambang.
2) Tujuan penggunaan
Check Sheet
• Pokok pemeriksaan diperlukan agar tidak terjadi masalah
dan untuk pengaturan sehari-hari
• Pemeriksaan untuk meneliti dan menjelaskan gejala ketika
terjadi masalah.
• Pemeriksaan untuk melapor, untuk memahami situasi
Metode
Manusia
Material
Mesin
Mutu
Mutu
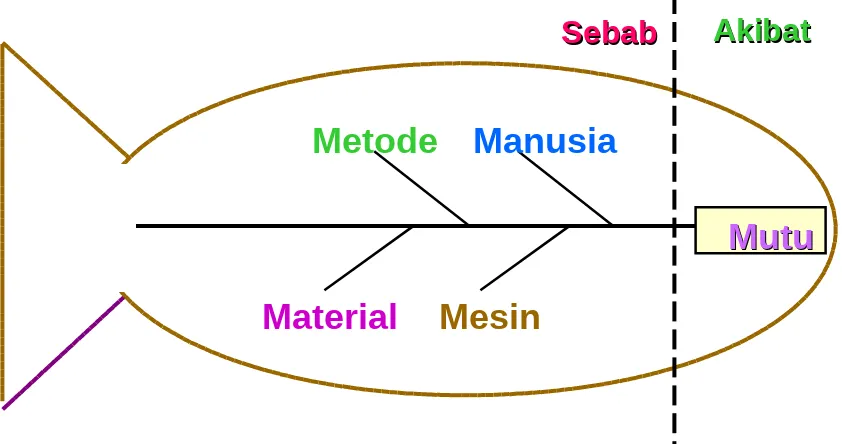
Cause & Effect Diagram
(Diagram Sebab & Akibat)
( gambar tulang ikan )
Gambar yang memperlihatkan sekilas tentang
Gambar yang memperlihatkan sekilas tentang
hubungan antara suatu hasil dengan banyak penyebab
hubungan antara suatu hasil dengan banyak penyebab
yang mempengaruhi hasil tersebut.
yang mempengaruhi hasil tersebut.
Gambar yang memperlihatkan sekilas tentang
Gambar yang memperlihatkan sekilas tentang
hubungan antara suatu hasil dengan banyak penyebab
hubungan antara suatu hasil dengan banyak penyebab
yang mempengaruhi hasil tersebut.
yang mempengaruhi hasil tersebut.
Sebab
Sebab
Akibat
Akibat
Metode
Manusia
Material
Mesin
Karakteristik Mutu
Buatlah cabang besar dan tuliskan nama kelompok faktor di dalam .
; Pilihlah kelompok faktor yang mewakili dan berpengaruh pada karakteristik. Biasanya
menggunakan
4M
, tetapi selain itu
Measurement
(pengukuran) atau
Environment
(lingkungan)
juga dapat digunakan.
Buatlah cabang-cabang kecil dan lalu tulislah faktor yang lebih kecil untuk setiap
kelompok faktor.
Cabang kecil Cabang sedang
Metode
Manusia
Material
Mesin
Periksalah apakah ada faktor yang dihilangkan .
; Tambahkan keterangan fakta yang dihilangkan.
Periksalah hubungan antara faktor-faktor di cabang besar, cabang sedang,
dan cabang kecil, apakah diantara semua faktor telah tergambar dengan jelas.
Pilihlah faktor yang berpengaruh besar pada karakterisik mutu secara
langsung,
kemudian berikan tanda khusus.
Tuliskan keterangan penting yang diperlukan.
Kumpulkan faktor-faktor dari pendapat orang banyak.
2) Petunjuk pembuatan
Cause & Effect Diagram
; Gunakan cara “
Brain Storming
”
Selalu menambah atau memperbaikinya.
Tingkat kerusakan karakteristik ditentukan dalam nilai angka.
Gambarkan
Cause & Effect Diagram
untuk setiap karakteristik.
Ambil faktor yang penting, kemudian buatlah
Cause & Effect Diagram
dan selidiki kembali faktor tersebut.
Metode Manusia
Material Mesin
Karakteristik Mutu
Metode
Manusia
Material
Mesin
Pikirkan faktor penyebabnya dengan mengetahui kenyataan di lapangan dan kondisi
barang sebenarnya.
Gunakan pertanyaan “WHY” 5 kali ketika mencari penyebabnya.
Untuk perbaikan
3) Penggunaan Cause & Effect Diagram
Untuk pengendalian proses
Untuk membuat standar kerja
Mesin
Adjust Purity Adjust Dyc
Calibration
adjust PU sukar
depan, belakang dipakai change
V/R
Banyak gerak saat ganti model
Focus adjust
deviasi besar Set height Low
Terang Cara ambil DY
berbeda.
Kalibrasi unskill
Distribusi tiap supplier
< Contoh >
Empat Prinsip Dasar
Empat Prinsip Dasar
B
B
rain Storming
rain Storming
Tidak mencela pendapat orang lain.
Buatlah suasana yang bebas berbicara.
Banyak pendapat lebih baik (kuantitas daripada kualitas).
Data-data dibagi dan disusun menurut bagiannya dan diurut
sesuai besarannya. Grafik ini memperlihatkan biasanya di bagian
mana ada masalah dan tingkat kenaikan pengaruhnya.
Data-data dibagi dan disusun menurut bagiannya dan diurut
sesuai besarannya. Grafik ini memperlihatkan biasanya di bagian
mana ada masalah dan tingkat kenaikan pengaruhnya.
3. Pareto Chart
3. Pareto Chart
(Peta Pareto)
1) Membuat Pareto Chart
Menentukan bagian (item) dalam pengumpulan data.
- pembagian akibat ; sesuai item kerusakan, line, pabrik
- pembagian penyebab ; sesuai material, mesin, pekerja, cara kerja.
Menentukan periode waktu terlebih dahulu, lalu mengumpulkan data.
Nilai akumulasi, persentase, persentase akumulasi
Keterangan : Item kerusakan disusun menurut banyaknya,
dan item lain-lain ditempatkan paling bawah.
A
B
C
Lain-lain
Total
D
E
25
10
4
6
50
3
2
78 %
100 %
50 %
70 %
84 %
88 %
100 %
50 %
20 %
8 %
12 %
6 %
4 %
50
25
35
39
42
44
Item Kerusakan
Jumlah
Data
Persentase
Jumlah
Menggambar grafik
.
a) Menggaris secara horizontal dan vertikal, berikan tanda sesuai
nilainya di sumbu vertikal.
b) Gambarkan grafik batang sesuai urutan besaran data, tanpa spasi.
Nilai data Persentase Akumulasi (%)
50
25
A B C D E Lain-lain
Nilai data Persentase Akumulasi (%)
50 100
25
A B C D E Lain-lain
50
Menggambar grafik kurva garis yang memperlihatkan akumulasi data.
Berikan tanda pada rasio akumulasi.
2)
2)
Cara membuat dan menggunakannya
Cara membuat dan menggunakannya
Memberikan tanda pada sumbu vertikal, bila memungkinkan dengan
jumlah uang.
Memberi tanda jenis item yang memiliki jumlah data kecil dan
dikumpulkan menjadi satu serta diperlihatkan dengan grafik batang
yang ditempatkan paling kanan.
Memberi penjelasan dimana terjadi masalah setelah melihat
seluruhnya.
Tidak hanya untuk menyimpulkan hasil, tetapi juga untuk menganalisa
penyebabnya.
Untuk memperlihatkan jumlah kerusakan produk secara mudah, dan
untuk menjelaskan dimana terjadi masalah
(bandingkan Pareto Chart yang sebelumnya dengan sesudah melakukan
perbaikan)
Banyaknya jenis item pada sumbu horizontal cukup 5~6 item.
Mengklasifikasikan kembali jenis item yang berjumlah banyak dan
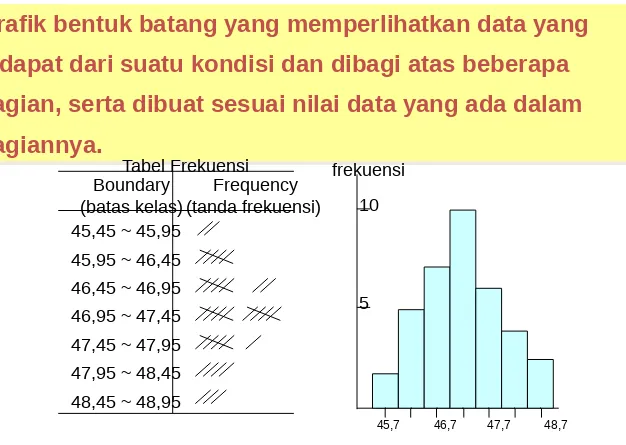
4. Histogram
Grafik bentuk batang yang memperlihatkan data yang
didapat dari suatu kondisi dan dibagi atas beberapa
bagian, serta dibuat sesuai nilai data yang ada dalam
bagiannya.
Grafik bentuk batang yang memperlihatkan data yang
didapat dari suatu kondisi dan dibagi atas beberapa
bagian, serta dibuat sesuai nilai data yang ada dalam
bagiannya.
45,45 ~ 45,95
45,95 ~ 46,45
46,45 ~ 46,95
46,95 ~ 47,45
47,45 ~ 47,95
47,95 ~ 48,45
48,45 ~ 48,95
Tabel Frekuensi
10
5
Boundary
(batas kelas)
Frequency
(tanda frekuensi)
frekuensi
Kita selalu mencoba membuat produk yang bermutu baik, tetapi dalam keadaan
sebenarnya terjadi penyimpangan di dalam produksi, meskipun kita membuat dengan
proses, peralatan, standar kerja, dan bahan yang sama.
Karakteristik data mutu biasanya terpusat disekitar nilai tertentu, dan perbandingan
nilainya semakin berkurang jika menjauh dari pusatnya. Hal ini dikatakan sebagai
distribusi atau penyimpangan dari mutu produk, dan dengan
Histogram
dapat
memperlihatkan suatu karakteristik secara efektif dari kumpulan data tersebut.
45,7 46,7 47,7 48,7 10
5
Lebar Kelas
(Class Width)
Kelas
(Class) Frekuensi (Frequency)
F
re
ku
e
ns
3) Cara membaca Histogram
Bentuk simetris kiri-kanan
Bentuk bergerigi
Bentuk tidak simetrisi
Frekuensi terbanyak di
sekitar titik tengah,makin
jauh dari tengah semakin
sedikit (simetris
kiri-kanan)
bentuk umum pada saat proses stabil.
Frekuensi
berkurangsecara
tidak beraturan
(bentuk bergerigi )
Hal yang perlu diperiksa adalah bilangan bulat yang dikalikan satuan pengukuran ketika menentukan lebar kelas, atau apakah petugas/ pemeriksa yang bermasalah dalam cara membaca skala alat ukur
Distribusi rata-rata miring
ke kiri atau kekanan.
Frekuensinya tinggi di
satu sisi, rendah di sisi
lain. (tidak simetris
kiri-kanan)
Secara teoritis ataupun dengan nilai spesifikasi, tidak mungkin melewati batas bawah spesifikasi. Contoh;
-kemurnian suatu barang mendekati 0%.
-Jumlah kerusakan/cacat produk mendekati “0”.
Bentuk
Histogram
Keterangan Bentuk Hal Pemeriksaan catatan
Bentuk ujung terpotong
Distribusi rata-rata
sangat miring ke kiri
atau ke kanan
(tidak simetris
kiri-kanan)
Periksalah bila semua produk berada di luar spesifikasinya atau kesalahan pengukuran /pemeriksaan.
Dalam kasus seleksi seluruhnya,sangat perlu meningkatkan kemampuan
prosesnya (Cp) atau standarnya diperiksa kembali.
Frekuensi
yangtermasuk dalam
tiap kelas tidak banyak
berubah/ berbeda
Muncul bila beberapa distribusi dengan
spesifikasi yang erbeda tercampur.
Membuat lagi
Histogram
sesuai Klasifikasinya ;
sesuai mesin, material.
Frekuensi rendahberada
di tengah, ada ketinggian
di kiri dan kanan.
Muncul bila dua jenis distribusi dengan spesifikasi yang berbeda tercampur; antara dua mesin, dua jenis material, dan lain-lain. diantara dua distribusi menjadi jelas.
Bentuk Berpuncak Rata
Bentuk Berpuncak Dua
Ada frekuensi yang
terpisah di ujung akhir
Histogram
yang mana simetris kiri
Muncul bila sedikit data tercampur ke dalam distribusi
Batas produk cukup di
dalam spesifikasi, dan nilai
rata-rata
berada di tengah distribusi.
Walaupun batas produk
sudah berada dalam
spesifikasi, tetapi nilai
rata-ratanya terlalu dekat
dengan
spesifikasi batas atas.
Dengan perubahan sedikit pada proses, ada
kemungkinan hasil produksi dapat berada di luar
spesifikasi.
Batas produk sama
dengan spesifikasi.
Kerusakan produk mungkin saja terjadi walaupun
hanya ada sedikit perubahan pada proses.
Perlu
menurunkan nilai rata-rata produk.
Bila
Histogram
sesuai dengan spesifikasi
Tipe ideal
Batas produk
spesifikasi
Lebar penyimpangan distribusi harus dikurangi.
Bentuk Histogram Keterangan Bentuk Hal Pemeriksaan
catatan
Tidak ada Ruang
di salah satu sisi
Batas produk
spesifikasi
Batas produk
spesifikasi
Tidak ada Ruang di kedua sisi
Tipe ideal.
4) Membandingkan
Histogram
dengan spesifikasi
Jangkauan spesifikasi
terlalu lebar daripada
batas produknya
Karena terlalu besar Jarak batas, maka perlu
mengganti spesifikasi atau menghilangkan beberapa bagian proses untuk memperlebar batas produk
Batas produk
spesifikasi
Nilai rata-rata
produk terlalu
banyak keluar dari
spesifikasinya.
Nilai rata-rata harus dibawa/ digeser ke nilai tengah spesifikasi.
Penyimpangan proses
terlalu besar.
Memperbaiki proses.
Keluar ke arah
batas bawah
spesifikasi.
Perlu menaikkan nilai rata-rata atau
penyimpangan distribusi diperkecil.
Periksalah seluruhnya untuk tindakan sementara.
Bila Histogram tidak sesuai dengan spesifikasi.
Bentuk Histogram Keterangan Bentuk Hal Pemeriksaan catatan
Pergeseran nilai rata-rata spesifikasi
Batas produk
Penyimpangan besar
Batas produk
spesifikasi
Batas produk
Bentuk Histogram Keterangan Bentuk Hal Pemeriksaan catatan
Kemampuan
proses sangat
rendah bila
dibandingkan
spesifikasinya.
Bila spesifikasi atau prosesnya tidak berubah,
lakukan pemilihan seluruhnya atau klasifikasikan.
Keluar ke arah batas
atas spesifikasi ;
jumlah ketidakmurnian
dibawah 10%
Perlu menurunkan nilai rata-rata.
Pengeseran nilai rata-rata dan penyimpangannya besar
Batas produk
spesifikasi
Bergeser terhadap spesifikasi batas atas
spesifikasi
6) Penggunaan
Histogram
Memeriksa ketidaknormalan proses dengan memperlihatkan bentuk
distribusi penyimpangan).
Memeriksa apakah ada yang di luar spesifikasi.
Memeriksa penyebab penyimpangan atau kemiringan.
5.
Graph
(Grafik)
Data disusun dan dibuat grafik agar terlihat dengan mudah
perubahan dan besarannya sesuai bagiannya.
1) Tujuan penggunaan
Graph
Sebagai dasar keputusan sesuai kenyataan yang sebenarnya.
Pengaruh visual : Lebih mudah dengan diagram daripada dengan angka.
Mudah membandingkan diantara data-data.
Mudah mengetahui / memahami data seluruhnya.
Siapa yang melihat
Graph
lebih tertarik.
Mudah mengerti dan menarik kesimpulan dengan melihat.
Mudah membuatnya.
2) Klasifikasi
Graph
sesuai cara penyampaiannya.
Graph
batang
;
Graph
yang membandingkan besarnya kuantitas dengan panjang batang
yang disusun dengan lebar tertentu.
Jumlah penjualan
pabrik
A pabrikB pabrikC pabrikD
Graph batang vertikal
100 200
Graph batang horizontal 100 200 300 400 Line A
Line B Line C Line D Rata-rata
Jumlah produk
Graph
kurva garis
; Graph yang membandingkan perubahan data yang bergerak terhadap
waktu dengan kurva garis. Mudah melihat perubahan sesuai waktunya.
persentase kerusakan
Mesin A
Graph
lingkaran
; Menggambarkan semuanya dengan lingkaran, dan memberi tanda daerah
bagian potongan
(Pie)
sesuai jumlah yang diwakilkan oleh tiap bagian.
catatan: Pada awalnya, membuat garis secara vertikal dari pusat lingkaran,
kemudian
disusun menurut arah jarum jam dimulai dari bagian yang paling besar.
Tetapi, bila ada bagian “lain-lain”, harus ditempatkan paling akhir.
A 42.5 %
B 25.0 %
C 15.9 %
D 7.3 %
Lain-lain
9.3 %
<bentuk 3-dimensi>
Graph
pita
;
Graph
yang dibuat untuk membantu membandingkan tiap bagian dengan
nakan daerah empat persegi panjang yang dibagi sesuai perbandingan besarnya.
Graph gambar
;
Graph
yang mengungkapkan jumlah angka sesuai nilai gambarnya
(panjangnya, jumlahnya, daerahnya), dengan menggunakan gambar yang serupa
dengan barang sesungguhnya.
1000 Unit
1400 Unit
2700 Unit
7000 Unit
Jumlah penjualan pada waktu tertentu di perusahaan mobil A
1970 1980 1990 2000
Umur 0~14 Umur 15~60
Umur 61~
25,7 22,7 17,1
13,4
68,0 67,5 69,3
64,5
6,3 9,8 13,6
ABC AB C ABC ABC B
ModelDate 10 20 30
ren
<batang terikat> <batang akumulasi> <pita horizontal> <batang 3 dimensi>
<lingkaran 3 dimensi> <batang horizontal> <donat>
<kurva garis>
<campuran batang dan garis> <Gantt Chart> <Radar Chart> <daerah>
B
6.
Scatter Diagram
(Gambar Penyebar)
Hubungan timbal-balik data-data yang memiliki dua sifat yang
ditunjukkan dengan penggambaran titik-titik terhadap sumbu X &Y.
1) Tujuan penggunaan
Memeriksa apakah dua jenis data saling berhubungan.
. . . . .
Hubungan positif ( + ) kuat
.
Hubungan negatif ( - ) kuat
. .
Tidak berhubungan lurus
1) Mutu dan penyimpangan
Walaupun telah menentukan tujuan mutu di dalam proses dan menstandarisasikan
proses pembuatan, pasti masih dapat terjadi penyimpangan pada mutu produk jadi.
2) Pembagian penyimpangan
Penyebab yang normal; penyebab yang terjadi pada proses pembuatan yang tidak
dapat dihindari oleh karena adanya perubahan alamiah atau sesuatu hal yang biasa terjadi.
Penyebab yang tidak normal; penyebab yang tidak alamiah, atau penyebab yang dapat
dihindari.
7.
Control Chart
(Grafik Kendali)
Menjelaskan tentang kondisi data proses dan mendapatkan informasi
yang diperlukan. Grafik ini dibuat untuk mengendalikan proses
secara tepat guna (efisien) sesuai data-data yang ada.
Menjelaskan tentang kondisi data proses dan mendapatkan informasi
yang diperlukan. Grafik ini dibuat untuk mengendalikan proses
secara tepat guna (efisien) sesuai data-data yang ada.
3) Struktur
Control Chart
UCL (Batas Atas Kendali)
10
Control Chart X-R
0 10 20
Control Chart P
untuk Cacat
Blemish CRT
P = 0,04143
No. Besar SampelCacat Blemish P UCL LCL
Spec: 7,50± 0,50
0,00
Untuk analisa proses Untuk mengendalikan proses
X
Chart
R
Chart
Harus menghilangkan penyebab yang tidak normal
Harus menghilangkan penyebab yang tidak normal
4. Pengaruh yang diharapkan dari penggunaan
QC Tools
1) Pengaruh tidak langsung
Menganalisa dan memeriksa berdasarkan pada pemahaman kondisi sekarang secara sistematis dan komprehensif
(luas), tidak berdasarkan pada perasaan atau pengalaman.
Keputusan secara obyektif berdasarkan pada cara perhitungan statistik.
Keputusan yang benar berdasarkan data yang jelas.
Dapat diketahui masalah/kerusakan yang sehari-hari tidak terlihat, oleh karena itu semua masalah dapat
terkumpul tanpa ada pengecualian.
Masalah dapat diketahui sebelum menjadi bertambah buruk .
Keteraturan dapat dicari dari ketidakteraturan.
Seluruh masalah dapat diselesaikan, bukan hanya masalah individu.
Seluruh proses dapat diperiksa dalam waktu yang singkat.
Semua masalah dapat mudah diselesaikan dengan nilai dan grafik.
Lebih mudah dimengerti tentang hasilnya(secara ilmiah dan statistik).
Mudah mempersatukan pendapat, penjelasan sederhana dari situasi, dan laporan singkat di lapangan oleh karena data yang obyektif.
Dapat meningkatkan minat dan rasa tanggung jawab terhadap mutu karena situasinya dapat terlihat dengan sekilas/
cepat (grafik, dll).
Dapat memahami proses kerja dengan penggunaan statistik secara sederhana.
Peningkatan manajemen dengan memahami konsep distribusi data.
11
12
2) Pengaruh langsung
Mutu menjadi stabil dan ditingkatkan.
Mengurangi kerusakan dan meningkatkan hasil produk.
Mengurangi keluhan pelanggan.
Menurunkan harga.
Menurunkan biaya produksi.
Meningkatkan jumlah produksi.
Tidak perlu menghilangkan proses kerja dan dapat mengurangi kesalahan kerja.
Kepercayaan pada produk dan efisiensi kerja meningkat.
Mengurangi biaya untuk pemeriksaan dan pengujian.
Tidak ada kesalahan data dalam proses dan kantor.
Peralatan proses, jigs, dan alat ukur dapat diperbaiki, ditingkatkan, dan dikembangkan secara rasional.