ARTIKEL PENELITIAN DOSEN MUDA
PERBAIKAN KUALITAS PROSES PRODUKSI KERAJINAN TENUN MELALUI BIAYA KUALITAS
Monika Rianti Helmi1
Arrival Rince Putri2
Department of Mathematic, Andalas University, Padang monika@fmipa.unand.ac.id
arrival@fmipa.unand.ac.id
Abstrak
Dalam dunia industri baik jasa maupun manufaktur, masalah kualitas suatu produk sangat penting untuk diperhatikan. Hal ini disebabkan karena kualitas merupakan faktor yang sangat mempengaruhi kepuasan konsumen sebagai pemakai dari produk tersebut.
Penelitian ini dilakukan di kerajinan tenun Kenagarian Pandai Sikek, Sumatera Barat. Hasil analisa peta kendali menunjukkan bahwa proses produksi di level pengrajin berlangsung secara terkendali. Tingginya internal failure cost
merupakan indikasi rendahnya kualitas proses produksi yang menyebabkan tingginya appraisal cost. Kedua kelompok ini akan turun jika kualitas proses produksi tinggi. Rendahnya kualitas proses produksi disebabkan oleh faktor manusia, sistem pengukuran, material, metode, manajemen dan peralatan
PENDAHULUAN
Dalam dunia industri baik jasa maupun manufaktur, masalah kualitas suatu produk sangat penting untuk diperhatikan. Hal ini disebabkan karena kualitas merupakan faktor yang sangat mempengaruhi kepuasan konsumen sebagai pemakai dari produk tersebut, selain faktor kepercayaan dan pelayanan. Disamping itu, kualitas produk merupakan aspek penting yang sangat berpengaruh terhadap unjuk kerja aspek-aspek lainnya. Semakin rendah tingkat kegagalan produk yang dihasilkan, semakin rendah pula biaya produksi per unit, yang pada akhirnya akan dapat menekan harga jual. Demikian halnya dengan kemampuan pemenuhan jadwal produk yang diproduksi sesuai rencana akibat rendahnya tingkat kegagalan produksi.
Kenagarian Pandai Sikek, Kecamatan Koto X Kabupaten Tanah Datar merupakan salah satu daerah wisata yang terkenal di Sumatera Barat yang terletak di bawah kaki Gunung Singgalang. Yang menarik untuk diamati adalah pelestarian unsur budaya daerah. Gadis-gadis dan sebagian besar ibu-ibu rumah tangga dalam kesehariannya bekerja sebagai pengrajin tenun, utamanya membuat kain songket.
Dalam bidang industri, permasalahan yang sering dihadapi adalah bagaimana cara untuk menghemat biaya dan waktu selama proses produksi. Tingkat persaingan yang tinggi, menuntut para pengrajin tenun untuk menghasilkan produk yang berkualitas tinggi dengan harga murah, sehingga pengrajin perlu memberikan perhatian yang serius terhadap biaya kualitas. Analisa yang tepat terhadap biaya kualitas memungkinkan para pengrajin untuk mengetahui sumber-sumber biaya kualitas yang tidak efisien sehingga dapat diambil tindakan yang tepat dan sesuai untuk mengatasinya. Efisiensi biaya kualitas pada akhirnya juga akan menurunkan biaya produksi dan meningkatkan daya saing produk di pasar.
PEMENUHAN KOMPONEN KUALITAS
Pengamatan terhadap masalah kualitas secara umum pada industri kerajinan tenun di Kenagarian Pandai Sikek menunjukkan bahwa industri kerajinan tenun (dalam hal ini kelompok-kelompok pengrajin/home industri) tidak menemui masalah dalam hal pemenuhan kualitas dari desain (Quality of Design). Hal ini disebabkan karena home industri senantiasa mengembangkan desain-desain baru secara kontinu baik berdasarkan pesanan/permintaan konsumen maupun desain yang dihasilkan sendiri oleh pengrajin. Pengrajin merupakan bagian dari home industri yang ada dalam rangka pemenuhan kualitas dari desain.
Masalah kualitas yang dihadapi oleh home industri dalam hal ini adalah bentuk kualitas dari kesesuaian (Quality of Conformance), yaitu adanya produk
rework dan scrap yang dihasilkan selama proses produksi. Timbulnya produk
rework dan scrap ini tidak pernah ditindaklanjuti oleh home industri dengan tindakan-tindakan untuk menurunkan tingkat rework dan scrap di level pengrajin.
PROSES MANAJEMEN KUALITAS
Proses perencanaan kualitas pada home industri ini masih terbatas hanya dalam bentuk pemenuhan Quality of Design. Sedangkan untuk pemenuhan
Quality of Conformance belum ada perumusan tujuan kualitas yang jelas dari pihak pemilik home industri. Kepedulian terhadap kualitas diterjemahkan oleh para pengrajin hanya sebatas pemenuhan kesesuaian produk dengan spesifikasi yang dikeluarkan oleh pihak pemilik tanpa memperhatikan aspek kualitas lainnya, seperti prosedur kerja yang memiliki kontribusi besar terhadap kualitas produk akhir yang dihasilkan.
Pengendalian kualitas tampak dalam usaha-usaha pemeriksaaan kualitas produk pada tahap-tahap proses produksi. Berdasarkan pemeriksaan tersebut diputuskan perlu tidaknya rework dilakukan. Akan tetapi tidak ditemuinya sensor pengendali dalam bentuk standar pengukuran yang jelas dalam memutuskan produk perlu rework atau tidak. Keputusan rework ditentukan hanya berdasarkan pertimbangan subjektif dari pengrajin yang membuat kain tenun. Hal ini menyebabkan sering terjadinya produk yang seharusnya rework tapi lolos dan baru teridentifikasi pada tahap-tahap pemeriksaan akhir.
Selanjutnya proses perbaikan kualitas hanya dilakukan dalam bentuk
Untuk melakukan diagnosis tersebut setidaknya dibutuhkan tim terpadu dari kelompok pengrajin yang dapat menganalisis penyebab kegagalan produk tersebut dari awal proses hingga tahap akhir proses produksi
ANALISA PETA KENDALI
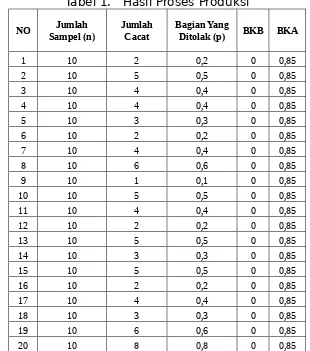
Jenis peta kendali yang digunakan adalah peta kendali jenis p dengan data proses yang digunakan adalah data penolakan produksi (reject rate) pada pemeriksaan akhir. Prose perhitungan Batas Kendali Atas (BKA). Dan Batas Kendali Bawah dilakukan dengan bantuan rumus :
dimana : p = garis sentral/rata-rata penolakan produksi n = jumlah produk dalam sampel
Dari 20 sampel kelompok pengrajin/home industri yang diambil, dapat dilihat hasil proses produksi pada Tabel 1.
Tabel 1. Hasil Proses Produksi
NO Sampel (n)Jumlah JumlahCacat Bagian YangDitolak (p) BKB BKA
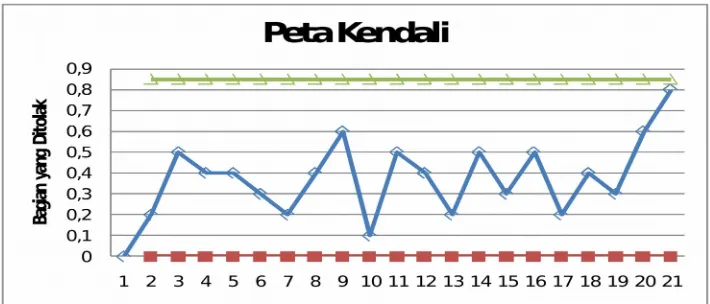
Gambar 2. Peta Kendali Hasil Proses Produksi
Dari hasil pemetaan nilai BKA dan BKB pada bulan April hingga Agustus di Kenagarian Pandai Sikek pada peta kendali, terlihat bahwa proses produksi sudah berlangsung secara terkendali atau dapat dikatakan bahwa varisi yang terjadi pada proses hanya disebabkan oleh penyebab umum (common cause). Proses yang terkendali dapat diamati dari hasil pemetaan data proses pada peta kendali tersebut, yaitu :
1. Tidak adanya sampel yang melampaui batas kendali. 2. Tidak ada pola yang dibentuk oleh titik-titik sampel.
Adanya penyebab umum ini menghasilkan jenis-jenis cacat yang umum pula. Jenis cacat yang dihasilkan pada pemeriksaan akhir adalah benang kusut, salah motif dan warna kusam atau tidak merata. Penyebab timbulnya cacat ini disebabkan variasi alat tenun, kualitas bahan baku dan ketidaktelitian pengrajin.
Penyebab-penyebab umum ini bisa dihilangkan agar variasi berkurang dan jumlah produk cacat menurun, namun diperlukan penelitian lebih lanjut untuk menghilangkannya. Salah satu kelemahan peta kendali jenis p adalah peta ini tidak mampu untuk memberikan informasi berupa penyebab suatu sampel berada di luar batas kendali. Peta jenis ini hanya memberikan informasi bahwa telah terjadi titik sampel yang berada di luar batas kendali.
ANALISA BIAYA KUALITAS
Biaya kualitas yang dianalisa dalam penelitian ini mencakup biaya-biaya yang terkait dengan usaha pengendalian kualitas yang telah dilakukan saat ini serta biaya yang terjadi karena produk yang dihasilkan perusahaan tidak sesuai dengan spesifikasi. Ragam biaya kualitasnya mencakup :
1. Internal failure cost, yaitu biaya scrap dan biaya rework. 2. Appraisal cost, yaitu biaya pemeriksaan.
Selain biaya di atas, selama pengamatan tidak dijumpai aktivitas lain yang tergolong biaya prevention cost, yaitu biaya pengetesan produk, biaya perencanaan sistem kualitas, biaya evaluasi kualitas pemasok bahan baku maupun biaya untuk peningkatan keterampilan pengrajin. Selama pengamatan juga tidak ditemukan adanya biaya-biaya yang dikategorikan sebagai eksternal failure
Kelompok biaya yang dominan adalah kelompok internal failure cost
(biaya rework dan biaya scrap) dan kelompok appraisal cost (pemeriksaan). Dominannya kelompok internal failure cost dapat diinterpretasikan sebagai indikator bahwa kualitas proses produksi yang berjalan rendah. Dan karena rendahnya kualitas proses produksi, maka kelompok appraisal cost pun manjadi tinggi untuk menjaga standar produk. Kelompok internal failure cost dan
appraisal cost dapat turun jika kualitas proses produksi tinggi sehingga kemungkinan untuk terjadinya produk cacat sangat rendah.
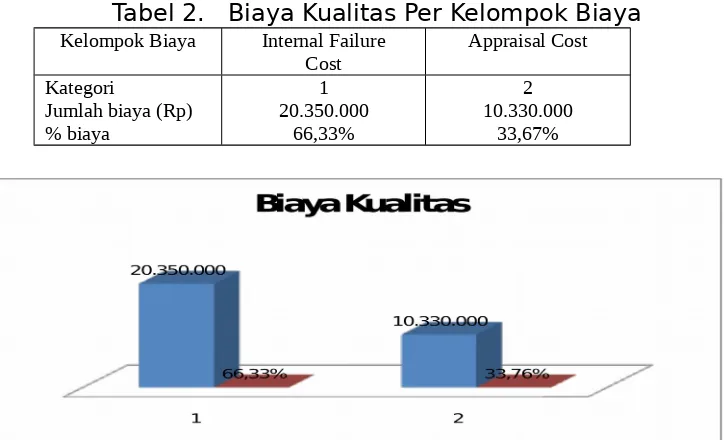
Tinjauan terhadap biaya-biaya kualitas yang telah diuraikan di atas dapat dilihat dalam bentuk table dan gambar diagram untuk masing-masing kelompok biaya dan aktivitas.
Tabel 2. Biaya Kualitas Per Kelompok Biaya
Kelompok Biaya Internal Failure
Cost
Appraisal Cost
Kategori
Jumlah biaya (Rp) % biaya
1 20.350.000
66,33%
2 10.330.000
33,67%
Gambar 3. Diagram Biaya Kualitas per Kelompok Biaya
Tabel 3. Biaya Kualitas Per Aktivitas
Jenis Biaya Scrap Rework Pemerikasaan
Aktivitas
Jumlah biaya (Rp) % biaya
1 8.600.000
28,03%
2 11.750.000
38,30%
3 10.330.000
33,67%
PERBAIKAN KUALITAS PROSES
Penyebab utama dari faktor utama manusia adalah ketidaktelitian pengrajin dalam menenun. Akibat dari ketidaktelitian ini berdampak dengan adanya benang-benang yang kusut pada hasil tenunan. Selain itu juga adanya motif-motif yang berbeda dengan desain contoh yang dirancang sebelumnya. Faktor sistem pengukuran yang perlu diperhatikan dalam proses produksi adalah tidak adanya standar kualitas produk yang baku, sehingga mengakibatkan pemeriksaan terhadap produk dilakukan secara subjektif dan tidak konsisten. Kekonsistenan dalam pemeriksaan diperlukan dalam usaha untuk memperkecil variasi proses dan lolosnya produk cacat pada pemeriksaan akhir yang akhirnya dapat menurunkan biaya rework.
Masalah utama yang ditimbulkan oleh bahan baku dalam kaitannya dengan rendahnya kualitas proses produksi adalah tidak adanya standar bahan baku yang digunakan dalam membuat kain tenun. Akibatnya muncul warna-warna kusam dan tidak merata pada hasil tenunan. Untuk faktor metode, tidak adanya sistem dokumentasi proses yang baik sehingga menyebabkan pihak pemilik home industri tidak memiliki pegangan dalam melakukan audit kualitas. Selama pengamatan, proses dokumentasi yang seharusnya dilakukan, tidak dilakukan secara menyeluruh. Alasannya dikhawatirkan akan mengganggu cara kerja (takut akan perubahan). Selain itu tidak adanya standar kerja yang baku pun merupakan faktor metode yang menyebkan rendahnya kualitas proses produksi.
Kualitas proses yang baik ditentukan juga oleh keterlibatan dan perhatian pihak pemilik home industri terhadap masalah kualitas proses produksi secara keseluruhan. Sebagai arah dari usaha perbaikan kualitas proses, pihak pemilik home industri perlu menentukan tujuan kualitas secara keseluruhan yang didokumentasikan kepada seluruh pengrajin. Dengan demikian seluruh pengrajin dapat memahami tingkat kualitas yang dikehendaki oleh pemilik home industri. Selain tujuan, perlu juga dilakukan audit kualitas proses secara kontinu untuk menjamin bahwa proses produksi berjalan sesuai dengan tujuan yang telah ditetapkan. Kelancaran proses ditentukan pula oleh kerja peralatan yang digunakan sehingga diperlukan maintenance untuk peralatan yang digunakan tersebut. Perawatan berkala pun dibutuhkan oleh alat-alat bantu proses guna menghasilkan produk yang berkualitas dan tidak terganggunya proses produksi.
KESIMPULAN
Hasil analisa peta kendali menunjukkan bahwa proses produksi di level pengrajin berlangsung secara terkendali. Tingginya internal failure cost
DAFTAR PUSTAKA
1. Woodall, W.H. 1985. The Statistical Design of Quality Control Charts. The Statistician, 34.
2. Roberts, S.W. 1959. Control Chart Tests Based on Geometrics Moving averages. Technometrics, 1.
3. Montgomery, D.C. 2001. Introduction to Statistical Quality Control. John Wiley, New York.
4. Hunter JS. 1986. The Exponentially Weighted Moving Average. Journal of Quality Technology.
5. Crowder, SV. 1989. Design of Exponentially Weighted Moving Average Schemes. Journal of Quality Technology.
6. Lucas JM and Saccuci MS. 1990. Exponentially Weighted Moving Average Control Schemes : Propetries and Enhancements. Technometrics.
7. Lowry CA, Woodall WH, Champ CW, Rigdon SE. 1992. A Multivariate Exponentially Weighted Moving Average Control Chart. Technometrics. 8. Rigdon SE. 1995. An Integral Equation for The In-Control Average Run
Length of a Multivariate Exponentially Weighted Moving Average Control Chart. Jornal of Statistical Computation and Simulation.
9. Holland J. 1975. Adaptation in Natural and Artificial Systems. University of Michigan Press.