DAFTAR PUSTAKA
1. Asral, Ali., (1997), “Tinjauan Umum Tentang Proses Pembuatan Pulp dan Deskripsi Prosesnya”, PT. IKPP Corporation Perawang, Riau, Indonesia
2. Biro Pusat Statistik (BPS). (1999), “Statistik Perdagangan dan Perindustrian Indonesia”, Jakarta
3. Bhartiya, S. et al., (2003), “Fundamental Thermal-Hydraulic Pulp Digester Model with Grade Transition”, AIChE Journal, vol. 49, No. 2, hal. 411-425
4. Brith, Kenneth. W., (1970), “Handbook Pulp and Paper Technology”, edisi 2, Van Neistrad Reinhold, New York
5. Caballero, B., (2003), “Encyclopedia of Food Sciences and Nutrition”,edisi 2, Academic Press, London, hal 3535-3542
6. Casey, P.J. (1979, “Pulp and Paper, Chemistry and Chemical Technology”, ed.3, vol 1, Wiley Interscience Publication, Quebec, Canada
7. Casey, P.J. (1979, “Pulp and Paper, Chemistry and Chemical Technology”, ed.3, vol 2, Wiley Interscience Publication, Quebec, Canada
8. Diesen, M, et al. (1998), “Paper Making Science and technology”, vol. 1 – 21, FAPET, Helsinsky.
9. Domalski, E.S., J. Phys. Chem. Ref. Data, 1, 221 (1972).
10. Felton, C.C. dan De Groot, R.C. (1996), “The Recycling Potential of Preservative-Treated Wood”, Forest Product Journal, 46, hal. 37-46.
11. Franks, R.G.E., (1966), “Mathematical Modeling in Chemical Engineering”, edisi 1, John Willey and Sons, New York.
12. Freudenberg, K. et al. (1971), Lignin: Occurrence, formation, structure and reactions, Wiley-Interscience, New York, USA.
13. Jurasek, L. et al, “Heat of Formation of Lignin”, Can. J. Chem, 1394-1401, (2001).
14. Kayihan, F., et al., “A Stochastic Continuous Digester Model to Capture Transition, Compaction and Chip’s Distribution effects”,
http://ietek.net/advance_digester_model.htm, (2002), IETEK, San Francisco, USA.
15. Kayihan, F., et al., “Continous Digester Bencmark”, http://ietek.net/digester_benchmark_v1.htm, (1996), IETEK, San Francisco, USA. 16. Kocurek, M. J., (1988), “Pulp and Paper Manufacture”, edisi 3, volume 5, The
joint textbook committee of paper industry TAPPI, Atalanta.
17. Levenspiel, O., (1999), “Chemical Reaction Engineering”, edisi 3, Jphn Wiley and Sons, New York.
18. MacDonald, R.G. (1969), The Pulping of Wood, 2nd Edition, McGraw-Hill International.
19. Mathews, C. H., Alkaline Pulping, Svensk Paper. 77(17), 629-635, 1974. 20. Nolan, S., Teder K., Preprints, TAPPI pulping conference, p. 181, 1978
21. Perry, R. H., Green, D. (1984), Perry’s Chemical Engineers’ Handbook, ed. 6, Mc. Graw-Hill International
22. Roberts, J.C. (1996), The Chemistry of Paper, The Royal Society of Chemistry, Montreal, Canada.
23. Smook, G.A. (1989), Hanbook For Pulp and Paper Technologists, Canadian Pulp and Paper Association, Montreal, Canada
24. Vroom, K.E., The H-factor: a means of expressing cooking times and temperatures as a single variable, Pulp and Paper Mags of Canada, 228-231, 1957.
25. http://ietek.net/digester_control_v1.htm, Kayihan, F., et al., (1996), “Continous Digester Benchmark”, IETEK, San Francisco, USA
26. http://www.paperloop.com/introduction_to_pulping. 27. http://www.paperloop.com/mechanical_pulp
28. http://www.paperloop.com//chemical_pulp
LAMPIRAN A
Data-Data
Data-data ini disarikan dari berbagai sumber.
A.1. Kapasitas Panas Kayu
Kapasitas panas kayu digunakan pada persamaan kesetimbangan termal. Nilai kapasitas panas kayu digeneralisasikan pada jenis kayu, softwood dan hardwood, diberikan pada tabel A.1.
Tabel A.1. Kapasitas panas kayu (FAPET)
Jenis kayu Cp
softwood hardwood
1,5073 + 0,0213 T 1,5399 + 0,0209 T A.2. Panas Reaksi
Delignifikasi adalah proses pelepasan komponen lignin dari ikatan lignoselulosa. Pada pemodelan ini, diasumsikan bahwa yang bereaksi hanya lignin. Sebagai konsekwensi dari asumsi tersebut, sifat-sifat kimia dan fisika lignin yang paling berpengaruh pada kesetimbangan massa dan termal. Panas reaksi untuk lignin dicari dengan melakukan pendekatan dari tiga komponen utama pembentuk lignin seperti yang ditunjukkan pada Gambar 2.8. Panas pembentukan pada temperatur 298 K (ΔHf298) ketiga komponen pembentuk lignin diberikan pada tabel A.2.
Tabel A.2. Panas pembentukan tiga komponen utama pembentuk lignin, disarikan dari Perry, edisi 6
Komponen pembentuk lignin ΔHf298 (kcal/mol)
16,24
-4,1
-81,2
Dari panas pembentukan pada temperatur 298 K dapat dicari nilai panas pembentukan pada temperatur delignifikasi dengan menggunakan persamaan yang disarankan oleh Domalski (1972) berikut :
298 298 T f T f H H Cpd Δ = Δ +
∫
T (A.1)Setelah didapat panas pembentukan, maka dapat dicari panas pemutusan ikatan dengan memperhitungkan presentase dari masing-masing komponen pembentuk lignin seperti yang sudah dijelaskan pada bab II.
A.3. Suku Difusi Pada Persamaan Kesetimbangan Termal
Persamaan kesetimbangan termal terdiri dari beberapa komponen. Komponen tersebut adalah (1) komponen arah, (2) komponen reaksi, dan (3) komponen difusi. Pada beberapa penelitian sebelumnya, komponen difusi dianggap tidak berpengaruh besar pada proses delignifikasi, namun menurut Felton et al. (1996) dengan ketebalan chips lebih besar dari 1 mm (beberapa peneliti mengatakan 4 mm) difusi harus pertimbangankan. Pada pemodelan ini pengertian umum laju difusi adalah energi yang berpindah ke dalam fase solid per volume pada setiap waktu.
Arah difusi tergantung pada perbedaan konsentrasi antara liquid dan padatan (Felton dkk, 1996). Dengan asumsi bahwa yang paling berpengaruh pada reaksi delignifikasi adalah lignin, maka digunakan nilai konstanta laju difusi lindi terhadap lignin yang berkisar antara (0,01 – 0,6) x 10-7 dengan satuan 1/waktu untuk tiap luas area digester (Bhartiya, 2003). DE yang dinyatakan sebagai jumlah energi yang berpindah karena adanya difusi diberikan oleh persamaan:
4 5
1 1
E lj si s
D =⎛⎜ ρ − ρ ⎞⎟×
⎝
∑
∑
⎠ Cp × T (A.2)dengan nilai kapasitas panas solid pada bagian kanan persamaan diasumsikan kapasitas panas kayu.
LAMPIRAN B
Deskripsi Proses Pabrik Pulp dan Kertas
Pabrik Pulp dan Kertas yang dijadikan sebagai rujukan untuk data operasi digester adalah pabrik yang ada di Indonesia. Pada permulaan produksi pabrik ini hanya menghasilkan kertas, setelah itu dikembangkan menjadi pabrik pulp. Dengan makin berkembangannya pabrik tersebut, hingga sekarang semakin berkembang dalam hal laju produksi harian, terlihat dengan bertambahnya seksi pembuatan pulp pada pabrik tersebut.
Verifikasi data penelitian ini dilakukan di seksi pemasakan pulp yang menggunakan digester kontinyu bertipe Kamyr Bejana tunggal. Laju produksi pada pulp making ini sekitar 1800 ton hingga 2200 ton perhari. Seksi pulp making menerima umpan dari bagian preparation dan pembuatan bahan kimia. Bagian pengolahan bahan baku (preparation) mengolah kayu besar menjadi chips yang siap untuk memasuki bagian pemasakan. Pengolahan tersebut meliputi penghilangan kulit kayu, penghilangan pengotor, dan pemotongan chips hingga berukuran yang diinginkan. Ukuran chips diusahakan seragam dan tidak terlalu kecil, sehingga tingkat pemasakan akan seragam. Gambar B.1 memberikan perkiraan besar ukuran chips yang diinginkan.
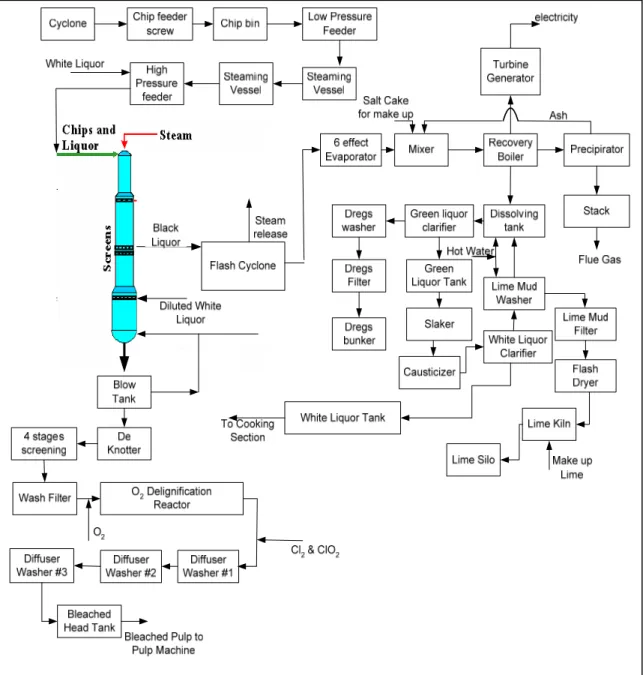
Diagram alir proses pembuatan pulp dan pengolahan bahan baku pada pabrik ini disajkan pada Gambar B.2. Pada gambar tersebut disajikan proses secara umum pembuatan pulp dengan menggunakan digester kontinyu bejana tunggal.
Gambar B.2. Diagram alir proses pembuatan Pulp pada pabrik yang digunakan sebagai tempat pengambilan data operasi untuk verifikasi pemodelan matematika
Perbedaan yang mendasar antara digester yang digunakan sebagai acuan awal pemodelan dengan digester yang terdapat pada pulp making ini adalah tipenya. Digester
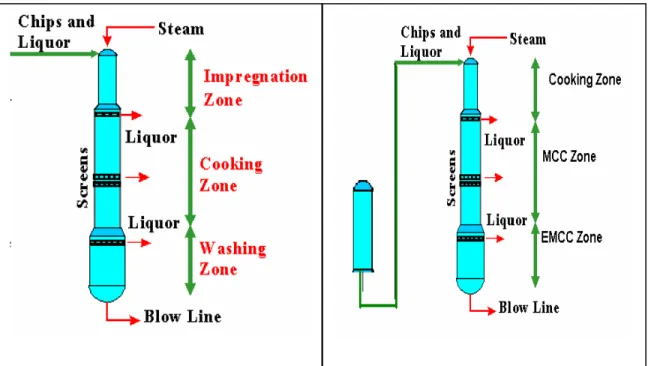
yang digunakan pada pemodelan adalah Kamyr Digester Bejana ganda, sedangkan pada pulp making ini berupa Kamyr Digester Bejana tunggal. Gambar B.3 memberikan gambaran perbedaan yang umum mengenai kedua jenis digester tersebut. Pada tipe bejana tunggal, zona impregnasi berada tepat di atas zona pemasakan, zona pemasakan sendiri terbagi menjadi dua bagian. Tipe bejana ganda menempatkan zona impregnasi terpisah dengan bejana pemasakan, dan zona pemasakan terbagi menjadi tiga. Pada tipe bejana tunggal, bagian akhir dari bejana disebut sebagai washing zone, sedangkan pada bejana ganda dikenal dengan hi-heat washing application atau extended modified cooking continuous.
Gambar B.3. Perbandingan digester jenis bejana tunggal dan bejana ganda, gambar bagian kiri mengambarkan jenis bejana tunggal, bagian kanan jenis bejana ganda
Dimensi digester yang terdapat pada pulp making ini diberikan pada Tabel B.1. Tinggi total dari digester tersebut adalah 62,78 m termasuk stainer, namun tidak
Tabel B.1. Tinggi zona-zona pada digester di pabrik pulp tempat pengambilan data Zona Tinggi (m)
Impregnasi 10,02
Cook 11,87
MCC 15,25
Data dari laboratorium yang digunakan pada tahap verifikasi merupakan data rata-rata pada tiap harinya. Proses pengumpulan data berlangsung selama 5 hari. Gambar B.4 menunjukkan digester yang ada di lapangan.
Hasil keluaran dari digester yang ditinjau adalah Bilangan Kappa. Bilangan Kappa diberikan oleh laboratorium pada tenggang waktu tertentu, hasil analisa tersebut kemudian menjadi acuan bagi tindakan yang akan diambil. Pada beberapa kasus bila pulp yang dihasilkan tidak sesuai dengan standar kualitas, maka terjadi yang dikenal dengan reject pulp.
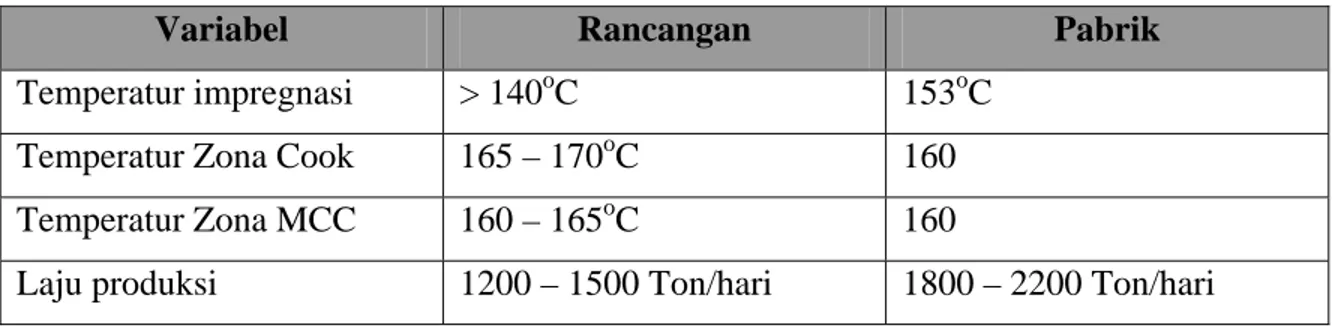
Pada dunia industri sangat sering terjadi modifikasi sehingga peralatan yang dibuat oleh vendor dengan data desain tertentu, diubah dengan tujuan menambah kapasitas. Demikian juga dengan digester ini, dengan mengacu pada teori dan pengalaman, maka kondisi operasi, laju alir hingga produk sudah tidak sama dengan data desain. Table B.2 menyajikan sebagian perbedaan data rancangan teoritis dengan kondisi operasi pabrik.
Tabel B.2. Perbandingan data rancangan teoritis dengan kondisi pabrik
Variabel Rancangan Pabrik
Temperatur impregnasi > 140oC 153oC
Temperatur Zona Cook 165 – 170oC 160
Temperatur Zona MCC 160 – 165oC 160
Laju produksi 1200 – 1500 Ton/hari 1800 – 2200 Ton/hari
Tujuan dari proses pembuatan pulp di industri yaitu menghasilkan pulp dengan kualitas yang baik, kuantitas yang tinggi, dan mengurangi terjadinya rejection pulp. Selama ini pada lapangan industri pencapaian tujuan tersebut sangat tergantung dari analisa laboratorium, yang dalam hal ini bukan berupa prediksi, namun hasil. Dengan mengetahui hasil setelah produknya ada, maka yang dilakukan bukan tindakan preventif, sehingga akan merugikan secara ekonomi. Pemodelan digester ini diharapkan dapat menjadi acuan bagi tindakan preventif, sehingga tujuan yang diharapkan dapat dicapai.