Studi Pengaruh Variasi Temperatur dan Waktu Tahan Solution Treatment
terhadap Mikrostruktur dan Kekerasan Hasil Pengelasan Baja Tahan
Karat AISI 316 dengan Metode GTAW
Fakhril Maula, Muhammad AnisDepartemen Teknik Metalurgi dan Material, Fakultas Teknik, Universitas Indonesia, Kampus Baru UI Depok, Depok, 16424
Email : fakhril.maula@ui.ac.id, anis@metal.ui.ac.id
Abstrak
Menyambut MP3EI 2025, industri manufaktur merupakan salah satu penopang utama dalam memenuhi target MP3EI 2025. Pengembangan pengelasan terutama metode las busur semakin penting untuk dilakukan agar proses manufaktur berjalan efisien. Metode las busur yang memiliki kualitas bagus hingga saat ini adalah metode las TIG. Pada pengelasan baja tahan karat biasanya mengalami sensitisasi yang berakibat pada rentannya baja tersebut terserang korosi intergranular dan korosi pada temperatur tinggi, salah satu cara untuk mencegah sensitisasi ini adalah dengan cara solution treatment dengan temperatur di atas 1000 ⁰C. Tujuan penelitian ini adalah untuk mengetahui temperatur dan waktu tahan optimum
dengan variasi temperatur 1050, 1100 dan 1150 ⁰C serta waktu tahan 30, 60 dan 90 menit.
Karakterisasi pada penelitian ini adalah uji foto mikro dan kekerasan dan membandingkan pengaruh variasi temperatur dan waktu tahan. Hasil penelitian menunjukkan bahwa semakin tinggi temperatur solution treatment semakin rendah kekerasannya dan semakin lama waktu tahan solution treatment semakin rendah nilai kekerasannya. Hal ini juga didukung oleh foto mikro yang menunjukkan bahwa semakin tinggi temperatur solution treatment struktur austenit pada hasil lasan baja tahan karat AISI 316 semakin dominan dan endapan kromium karbida terdifusi, begitu juga dengan waktu tahan semakin lama waktu tahan struktur austenit semakin terbentuk sempurna dan endapan kromium karbida terdifusi. Berdasarkan hasil di atas dapat diambil kesimpulan bahwa temperatur solution treatment untuk lasan baja tahan karat AISI 316 adalah 1150 ⁰C dengan waktu tahan 90 menit.
Study of Effect of Temperature and Holding Time Variation About Microstructure and Hardness of Welding Product of Stainless Steel AISI 316 by GTAW Methode
Abstract
To face MP3EI 2025 designed by Indonesian Monetery Ministry, manufacture industries are one of the main support to reach MP3EI target in 2025. Development of welding especially arc welding is one of the important welding to get more efficient manufacturing process. An arc welding methode which has best quality is tungsten inert gas (TIG) welding. One of the problem in welding stainless steel is sensitization that occurs in the area of heat affected zone. One of the methode to prevent this sensitization is by doing treatment with temperature more
than 1000 ⁰C. The goal of this research is to know optimum solution treatment condition, a
combination of temperature and holding time,with temperature variation are 1050, 1100 and
1150 ⁰C, holding time variation are 30, 60 and 90 minutes. The microstructure observation
and hardness less were carried out to examine the optima
solution treatment conditions. This research characterization are microstructure and hardness test and comparate effect of temperature and holding time variation. The results show that increasing solution treatment temperature, hardness value decrease and increasing holding time, hardness value decreases also. Micro photoghraphs support the result above which show that increasing solution treatment temperature, austenit structure in stainless steel AISI 316 weldment was more dominant and chromium carbide deposit undergo diffusion. It was also found that at a certain temperature, increasing the holding time will result in more austenite on the microstructure. According the result above, it can be conclude that the temperature solution treatment for stainless steel AISI 316 weldment is 1150 ⁰C with holding time of 90 minutes.
Keyword : solution treatment, microstructure, hardness, stainless steel AISI 316, GTAW welding
Pendahuluan
Potensi pertumbuhan dan perkembangan pembangunan terutama infrastruktur di Indonesia masih sangat besar mengingat wilayah Indonesia yang begitu luas dari ujung barat Aceh hingga ujung timur Papua. Masih banyak daerah yang belum tersentuh pembangunan yang hingga saat ini masih terkonsentrasi di pulau Jawa. Dengan mengacu pada Masterplan
Percepatan dan Perluasan Pembangunan Ekonomi Indonesia (MP3EI) 2011-2025, target pertumbuhan ekonomi hingga 8,0 - 9,0 persen pada tahun 2025 dengan pendapatan per kapita berkisar USD 14.250 – USD 15.500 dengan nilai total perekonomian (PDB) USD 4,0 – 4,5
triliun[1]. Untuk mencapai target tersebut, perekonomian Indonesia semakin dipacu oleh
pemerintah melalui berbagai langkah strategis. Salah satu sektor yang menjadi tumpuan
utama dalam mencapai target MP3EI 2025 adalah sektor industri dan manufaktur [2], dimana
di sektor tersebut fabrikasi logam memainkan peranan yang sangat penting dalam proses industri dengan salah satu cabang fabrikasi logam yaitu pengelasan logam. Oleh karena itu, pengembangan pengelasan logam dipandang sangat perlu untuk menopang sektor industri dan manufaktur agar prosesnya dapat dilakukan secara efisien.
Salah satu jenis logam yang hingga saat ini terus dimanfaatkan dalam aplikasi industri adalah baja tahan karat (stainless steel) AISI 316. Contoh dari aplikasi baja baja tahan karat tipe ini adalah sebagai storage tank terutama pada industri makanan dan minuman, dipakai pada perlengkapan offshore dan lain-lain. Baja tahan karat AISI 316 merupakan salah satu jenis baja tahan karat austenitik dimana baja jenis ini memiliki struktur fcc. Struktur tersebut diperoleh melalui penggunaan terpisah elemen penstabil austenit seperti nikel, mangan, dan
nitrogen [3]. Sifat tahan karatnya membuat logam ini diaplikasikan sebagai heat exchanger,
storage tank, sistem perpipaan, sistem pembersih terutama pada industri makanan dan minuman. Selain karena sifat tahan karat, baja tahan karat umumnya memiliki sifat ketahanan kontaminasi kimia, tahan terhadap bakteri, mudah dibersihkan serta memiliki sifat mekanis yang cukup baik secara keseluruhan.
Struktur peralatan di industri yang semakin rumit membuat teknologi fabrikasi, salah satunya pengelasan, yang efisien sangat dibutuhkan untuk menunjang industri itu sendiri. Teknologi pengelasan saat ini sudah semakin maju dengan munculnya berbagai metode pengelasan paling aktual dan efisien. Meskipun demikian, teknologi las busur masih digunakan oleh sebagian besar industri karena biayanya yang murah dibandingkan dengan metode las terkini selain juga las busur ini tidak mempengaruhi sifat-sifat yang ada pada logam terutama sifat mekanis. Salah satu metode las busur yaitu Gas Tungsten Arc Welding (GTAW), proses las jenis ini menggunakan tungsten sebagai elektroda non-consumable serta memanaskannya dengan busur yang diletakkan antara elektroda dan logam.
Saat ini proses pengelasan GTAW merupakan salah satu teknik pengelasan yang paling baik di antara teknik pengelasan busur yang lain, hal ini bisa dilihat dari cacat yang minimal dan sifat mekanis hasil pengelasan yang cukup baik. Meskipun begitu, tetap dilakukan
pengembangan – pengembangan terhadap pengelasan jenis ini agar efisiensinya semakin meningkat dan meminimalisasi terjadinya cacat – cacat yang mungkin terbentuk. Sehingga dengan demikian, masih menjadi suatu hal yang penting untuk terus melakukan pengembangan – pengembangan dan inovasi pada pengelasan GTAW terutama terhadap baja tahan karat AISI 316 agar tercapainya efisiensi produksi pada industri dan berdampak pada percepatan pembangunan ekonomi Indonesia.
Adapun permasalahan yang dihadapi dalam penelitian ini sebagaimana terjadi pada
pengelasan baja tahan karat adalah terbentuknya kromium karbida (Cr23C6) pada batas butir
yang menyebabkan terbentuknya daerah kekurangan kromium sehingga daerah ini akan mudah terserang korosi pada lingkungan agresif yang disebut juga dengan istilah sensitisasi [4].
Tujuan penelitian ini diantaranya adalah untuk mengetahui temperatur optimum solution treatment pada hasil pengelasan baja tahan karat AISI 316 dengan metode GTAW dengan
variasi temperatur 1050, 1100 dan 1150 ⁰C; mengetahui waktu tahan optimum solution
treatment pada hasil pengelasan baja tahan karat AISI 316 dengan metode GTAW pada variasi waktu tahan 30, 60, dan 90 menit; serta menganalisa karakteristik produk hasil solution treatment dan nilai kekerasan pada hasil pengelasan baja tahan karat AISI 316 dengan metode GTAW.
Tinjauan Teoritis
Baja tahan karat merupakan grup high-alloy steel yang berdasarkan pada sistem Fe-Cr, Fe-Cr-C, Fe-Cr-Ni, untuk memberikan sifat tahan karatnya kandungan Cr sekurang kurangnya 10,5%. Beberapa baja mengandung lebih dari 30% Cr atau kurang dari 50% Fe. Baja jenis ini memperoleh karakteristik tahan karatnya melalui pembentukan lapisan oksida kaya kromium yang tidak terlihat dan lengket di permukaan baja. Oksida ini membentuk dan memulihkan dirinya dengan kehadiran oksigen. Elemen-elemen lain yang ditambahkan untuk meningkatkan sebagian karakteristik yaitu nikel, molybdenum, tembaga, titanium, aluminium, silikon, niobium, nitrogen, sulfur dan selenium. Jumlah karbon normalnya hadir dalam jumlah
kurang dari 0,3% hingga lebih dari 1,0% pada derajat martensit tertentu [3].
Baja tahan karat austenitik merupakan kelompok baja tahan karat yang paling banyak diproduksi dibandingkan dengan kelompok jenis baja tahan karat lainya. Kelompok ini
memiliki resistansi korosi di berbagai lingkungan. Elemen yang mendorong pembentukan austenit, nikel, ditambahkan pada baja ini pada kuantitas yang besar (umumnya lebih dari 8 % wt). Elemen lainnya adalah C, N dan Cu. Karbon dan nikel merupakan promoter austenit kuat, karbon ditambahkan untuk meningkatkan kekuatan temperatur tinggi (creep resistance) sedangkan nitrogen ditambahkan untuk meningkatkan kekuatan, terutama pada temperatur ambient dan cryogenic. Berikut ini adalah rentang kompisisi baja tahan karat austenitik standar (Gambar 1)
Gambar 1. rentang komposisi berbagai paduan pada baja tahan karat austenitik [5]
Baja tahan karat austenitik merupakan jenis baja tahan karat yang paling mudah dilas dibandingkan dengan jenis baja tahan karat lainnya. Pada umumnya pengelasan baja tahan karat austenitik ini memiliki beberapa problem yang dihadapi, diantaranya adalah (1) Solidification cracking, cacat ini biasanya dapat terjadi jika logam las membeku sebagai fasa
tunggal gamma (γ), yaitu jika Crek/Niek < 1,5. Jenis cacat ini dapat dihindari dengan
menciptakan 5-10 % δ-ferit pada logam las melalui pemilihan kawat las yang tepat; (2) Liquation cracking yang dapat terjadi pada HAZ atau pada logam las yang mengalami pemanasan ulang. Penyebabnya sama dengan solidification cracking; (3) Reheat cracking yang dapat terjadi pada HAZ terhadap baja tahan karat austenitik yang distabilkan dengan Nb seperti jenis 347 pada waktu baja tersebut mengalami tegangan sisa; (4) Weld decay, merupakan terminologi yang digunakan untuk menggambarkan korosi intergranular yang terjadi pada daerah HAZ, baja tahan karat austenitik, yang telah mengalami pemanasan untuk waktu yang cukup lama pada temperatur antara 550-850⁰C. Pada rentang temperatur tersebut
terbentuk endapan karbida Cr23C6 pada batas butir mengakibatkan terciptanya zona miskin Cr.
Cara untuk mengatasinya adalah dengan menggunakan stabilizer Nb, penghilangan endapan karbida dengan solution treatment yang diikuti dengan pendinginan yang cepat serta
Berdasarkan teori-teori yang ada, untuk meminimalisasi terjadinya cacat las pada pengelasan baja tahan karat AISI 316 salah satunya dengan melakukan solution treatment di atas suhu 1000⁰C. Sehingga dengan adanya solution treatment akan mempengaruhi resistansi korosi menjadi lebih baik karena pengurangan wilayah kurang Cr.
Solution treatment merupakan perlakuan panas pada paduan baja hingga temperatur yang diinginkan (biasanya hingga temperatur austenisasi) lalu ditahan hingga beberapa waktu untuk memberikan konstituen tertentu masuk ke solusi solid lalu didinginkan secara cepat (quench) untuk menahan agar konstituen tersebut tetap berada pada struktur dan tidak bertransformasi. Solution treatment ini tidak berfungsi untuk memperkeras baja tahan karat, namun untuk memperlunak dan meningkatkan resistansi korosi karena khrom karbida yang mengurangi resistansi terhadap korosi intergranular akan ter-dissolve. Solution treatment pada baja tahan karat austenitik 316 menurut teori temperatur yang disarankan adalah 1040 – 1120 ⁰C.
Metode Penelitian
Penelitian ini menggunakan baja tahan karat AISI 316 sebagai bahan penelitian. Baja tahan karat ini dilas dengan menggunakan metode GTAW dengan parameter pengelasan yang dibuat sama. Parameter pengelasan tersebut diantaranya adalah arus 100 A, pengelasan dengan 2-3 layer. Setelah dilakukan pengelasan, dilakukan pemotongan sampel dengan dimensi 20 x 100 x 5 mm untuk tujuan karakterisasi. Setelah pemotongan, pemanasan sampel (solution heat treatment) dilakukan dengan dua variabel yakni variabel temperatur (1050, 1100 dan 1150 ⁰C) dan waktu tahan (30, 60 dan 90 menit).
Ada dua karakterisasi yang dilakukan pada sampel hasil solution treatment pada penelitian kali ini, yakni pengujian mikrostruktur dan kekerasan. Pengujian mikrostruktur dilakukan untuk melihat perubahan mikrostruktur antara sebelum dan sesudah dilakukan solution treatment serta perubahan mikrostruktur dengan perubahan – perubahan variabel yang terjadi. Pengujian kekerasan dilakukan untuk mengetahui sifat kekerasan sampel dengan parameter seperti pada pengujian mikrostruktur.
Preparasi sampel dilakukan dengan tahapan sebagai berikut. 1. Pengelasan
b. Pembentukan v groove pada sisi material yang akan dilas dengan mesin c. Pemberian material tambahan tag weld pada kedua sisi bahan yang akan
dilas dengan tujuan sebagai awalan proses penyalaan busur, agar pada saat busur mengenai material yang disambung gerakan pengelasan sudah stabil. d. Pengelasan dengan 2-3 layer
e. Pembalikan material kemudian dilakukan lagi pengelasan 1 layer 2. Pemotongan sampel dan perlakuan panas
Setelah dilakukan pengelasan TIG, benda kerja hasil pengelasan dilakukan pemotongan dengan dimensi 20 x 100 mm dengan ketebalan 5 mm. Pemotongan ini menggunakan bend saw yang ada di workshop departemen Teknik Metalurgi dan Material. Jumlah hasil pemotongan sebanyak 25 benda. Dari ke-25 benda tersebut dibagi menjadi 10 kelompok untuk tiap variabel temperatur dan waktu tahan serta sampel non-solution treatment.
Sampel yang telah dibagi berdasarkan kelompok selanjutnya akan dipanaskan menggunakan Naber Furnace yang terdapat di laboratorium metalografi hingga suhu 1050 ⁰C dengan waktu tahan 30, 60, dan 90 menit. Begitu juga dengan temperatur 1100 ⁰C dan 1150 ⁰C yang memiliki variabel waktu tahan sama. Setelah mendapatkan temperatur dan waktu tahan yang sesuai, segera sampel dikeluarkan dari dapur dan didinginkan secara cepat dengan media air (quench).
3. Pengamplasan, Pemolesan dan Etsa
Sampel hasil solution treatment yang telah didinginkan secara cepat, langsung dipersiapkan untuk preparasi sampel uji foto mikro dan kekerasan Vickers dengan dimulai dengan pengamplasan. Pengamplasan di sini dilakukan dengan grid mulai 80, 120, 240, 400, 800, 1000, 1200, 1500. Tujuan pengamplasan ini supaya permukaan sampel menjadi rata.
Setelah dilakukan pengamplasan, selanjutnya dilakukan pemolesan dengan zat poles
TiO2. Alasan pemilihan zat ini adalah zat TiO2 memiliki ukuran partikel yang sangat halus
sehingga mempercepat proses pemolesan yang bertujuan untuk membuat permukaan sampel lebih mengkilat.
Proses selanjutnya adalah melakukan etsa, dimana pada penelitian ini yaitu etsa elektrolitik menggunakan zat oksalat 15% selama 2-3 menit, pemilihan zat ini karena lebih efektif untuk ‘menyerang’ lapisan oksida dan untuk memperlihatkan struktur pengelasan secara jelas. Arus yang digunakan adalah 500 mA dengan tegangan 7 volt.
Pengujian dilakukan pada sampel dengan tiga sampel tiap variabel yang ditentukan, adapun pengujian yang dilakukan antara lain :
1. Pengamatan struktur mikro
Setelah elektroetsa dilakukan, maka dilakukan dengan pengamatan mikroskop. Kemudian dilakukan pemotretan dengan data – data sebagai berikut :
• Kamera : Olympus
• Perbesaran : 100 x, 200x, 500x
• Lokasi yang dipotret : logam induk, HAZ dan daerah las. 2. Uji kekerasan Vickers
Tujuan dari uji kekerasan ini adalah untuk memperoleh data kekerasan dari benda uji. Kekerasan didefinisikan sebagai ketahanan material terhadap penetrasi beban dari luar. Pada prinsipnya material yang lebih keras akan mampu mengadakan penetrasi pada material yang lebih lunak.
• Metode : Uji kekerasan vickers
• Beban : 300 gf
Dengan memperoleh data diameter penjejakan (A dan B) dalam skala mikrometer akan diperoleh nilai kekerasan dengan menerapkan persamaan – persamaan di bawah ini
!" = ! + !
2 Dari nilai dp di atas dimasukkan ke dalam persamaan :
!" =1845 ! 300
(!")!
Hv adalah nilai kekerasan vickers, dp adalah rata – rata diameter penjejakan. Sehingga diperoleh nilai kekerasan dari persamaan di atas.
• Prosedur uji kekerasan vickers :
o Persiapan benda uji dengan penghalusan pada benda uji, dilaksanakan proses grinding dan polishing serta elektroetsa.
o Meletakkan benda uji pada mesin uji kekerasan vickers dan melakukan pengaturan posisi fokus dari butir benda uji pada layar yang ada ( dengan mengatur tinggi rendah meja uji )
o Melakukan penetrasi piramid intan terhadap benda uji. o Pengukuran diagonal identasi pada layar ( A dan B).
o Penghitungan diagonal identasi rata – rata dan dilakukan pembacaan pada tabel kekerasan.
Gambar 2 Mesin uji kekerasan vickers
Hasil dan Pembahasan Penelitian
Sebelum membahas tentang hasil penelitian, disajikan data masukan panas pada penelitian ini sebagai pertimbangan terhadap besarnya masukan panas yang diterima oleh benda las selama proses pengelasan dan pengaruhnya terhadap hasil pengelasan. Masukan panas ini dapat dihitung dengan mamasukkan variabel arus, tegangan dan waktu sekali las ke
dalam persamaan
! = ! ! !
! ! 1000 (
!"
!!)
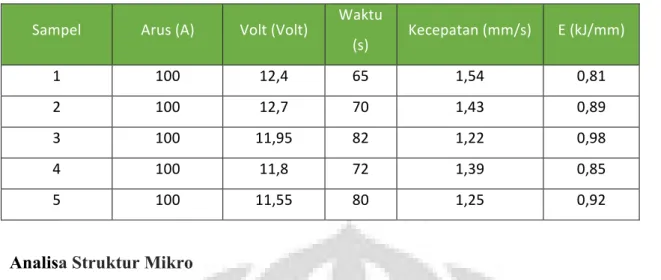
Tabel 1 di bawah ini menunjukkan besar masukan panas yang diterima sampel. Dari Tabel 1 disimpulkan bahwa pada penelitian ini rata-rata energi masukan panas adalah 0,81 – 0,98 kJ/mm.
Sampel Arus (A) Volt (Volt) Waktu (s) Kecepatan (mm/s) E (kJ/mm) 1 100 12,4 65 1,54 0,81 2 100 12,7 70 1,43 0,89 3 100 11,95 82 1,22 0,98 4 100 11,8 72 1,39 0,85 5 100 11,55 80 1,25 0,92
Analisa Struktur Mikro
Struktur mikro yang diamati pada penelitian meliputi bagian deposit las, HAZ dan logam induk. Untuk menganalisa perbandingan mikrostruktur sampel uji, maka dapat dibagi menjadi beberapa perbandingan diantaranya perbandingan struktur mikro sebelum dan sesudah solution treatment, perbandingan struktur mikro dengan variasi temperatur, perbandingan struktur mikro dengan variasi waktu tahan.
Gambar 3 Perbandingan struktur mikro daerah fusi sebelum dan sesudah solution treatment
Gambar 4 Perbandingan struktur mikro HAZ sebelum dan sesudah solution treatment 20 µm 20 µm
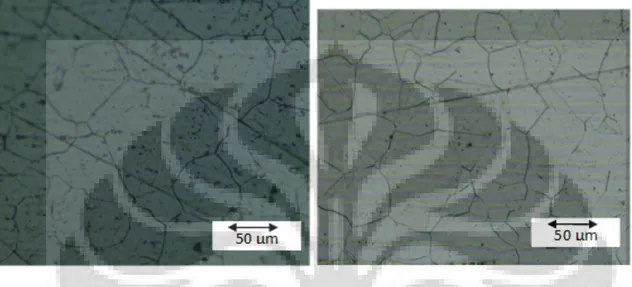
Gambar 5 Perbandingan struktur mikro logam induk sebelum dan sesudah solution treatment
Dari ketiga gambar di atas (Gambar 3, 4 dan 5) diberikan foto mikro sampel sebelum (sebelah kiri) dan sesudah solution treatment (sebelah kanan). Pada gambar 3 dan 4 yang menunjukkan struktur mikro daerah fusi dan daerah HAZ sampel hasil las sebelum dan sesudah solution treatment, terdapat endapan karbida pada sampel yang tidak dilakukan solution treatment dan terlihat jelas bahwa struktur mikronya didominasi oleh struktur δ-ferit, sedangkan pada sampel yang telah dilakukan solution treatment terjadi transformasi struktur mikro dari δ-ferit menjadi dominan austenit dan endapan karbida yang terbentuk sebelumnya terdifusi sehingga endapan karbida berkurang. Untuk gambar 5 yaitu foto mikro logam induk sebelum dan sesudah solution treatment tidak mengalami perubahan yang signifikan karena didominasi struktur austenit baik sebelum dan sesudah solution treatment
Gambar 6 Struktur mikro daerah fusi sampel pengelasan dengan solution treatment pada temperatur 1050, 1100 dan 1150 ⁰C
Gambar 7. Struktur mikro HAZ sampel pengelasan dengan solution treatment pada temperatur 1050, 1100 dan 1150 ⁰C
Gambar 8. Struktur mikro HAZ sampel pengelasan dengan solution treatment pada temperatur 1050, 1100 dan 1150 ⁰C
Gambar 6, 7 dan 8 menunjukkan perbandingan foto mikro sampel dengan variasi temperatur solution treatment. Pada gambar 6 adalah foto mikro bagian daerah fusi dengan
temperatur 1050 ⁰C (paling kiri), 1100 ⁰C (tengah), dan 1150 ⁰C (kanan). Pada gambar
tersebut ditunjukkan bahwa semakin tinggi temperatur solution treatment semakin berkurang residu fasa δ-ferit yang dibentuk oleh temperatur pengelasan. Berkurangnya residu fasa δ-ferit karena terjadi transformasi fasa menjadi fasa austenit pada temperatur tersebut, semakin tinggi temperatur semakin sempurna proses transformasi yang terjadi. Selain itu, endapan karbida juga semakin berkurang, sehingga struktur mikronya menjadi lebih homogen.
Untuk bagian HAZ, dapat dilihat pada Gambar 7 dimana pada Gambar tersebut pada perlakuan solution treatment setelah pengelasan masih terlihat adanya jejak pertumbuhan dendritik fasa δ-ferit yaitu memanjang menuju daerah fusi, secara umum terdapat fasa δ-ferit skeletal dan berupa titik – titik dalam matriks austenit. Pada temperatur solution treatment
1100 dan 1150 ⁰C fasa austenit mendominasi dengan hilangnya δ-ferit skeletal dan hanya terdapat δ-ferit yang berupa distribusi titik. Fasa δ-ferit pada temperatur 1150 ⁰C lebih sedikit dibandingkan pada temperatur 1100 ⁰C. Terlihat juga bahwa pada mikrostruktur di HAZ ini, endapan kromium karbida pada temperatur yang lebih tinggi yakni pada temperatur 1150 ⁰C terdifusi lebih sempurna daripada temperatur solution treatment 1050 dan 1100 ⁰C, sehingga kemungkinan terjadinya korosi pada temperatur tinggi lebih rendah. Pada bagian logam induk, atau disebut juga base metal pada tiga perlakuan panas pasca pengelasan dengan temperatur yang berbeda – beda menunjukkan bahwa struktur mikro ketiga sampel tersebut tidak jauh berbeda, yakni masih merupakan austenitic mode dimana austenit masih dominan pada struktur logam induk ini (Gambar 4.6), terdapat crack yang jumlahnya tidak terlalu signifikan.
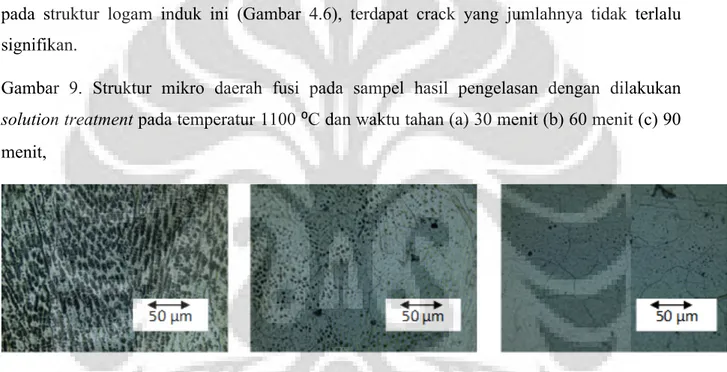
Gambar 9. Struktur mikro daerah fusi pada sampel hasil pengelasan dengan dilakukan solution treatment pada temperatur 1100 ⁰C dan waktu tahan (a) 30 menit (b) 60 menit (c) 90 menit,
Gambar 10. Struktur mikro HAZ pada sampel hasil pengelasan dengan dilakukan solution treatment pada temperatur 1100 ⁰C dan waktu tahan (a) 30 menit (b) 60 menit (c) 90 menit
Pada gambar 9 dan 10 ditunjukkan struktur mikro daerah fusi dan HAZ perbandingan foto mikro sampel hasil pengelasan dengan variasi waktu tahan solution treatment. Pada
struktur mikro daerah fusi sampel pengelasan dengan dilakukan solution treatment pada temperatur 1100 ⁰C dengan perbedaan waktu tahan terlihat jelas bahwa pada waktu tahan 30 menit masih terdapat banyak fasa δ-ferit yang terbentuk selama proses pengelasan. Hal ini menunjukkan bahwa proses transformasi menuju fasa austenit dan difusi endapan kromium karbida masih belum cukup sempurna, sedangkan pada waktu tahan 60 dan 90 menit terlihat transformasi fasa dan difusi endapan karbida sudah berlangsung cukup baik namun terutama pada waktu tahan 60 menit masih terdapat fasa δ-ferit yang terdistribusi merata dan endapan kromium karbida telah terdifusi walaupun ada yang belum sempurna. Pada waktu tahan 90 menit terlihat jelas bahwa transformasi fasa telah berlangsung cukup lama sehingga membuat
struktur pada sampel ini didominasi oleh fasa austenit. Pada bagian Heat Affected Zone
(HAZ) pada sampel pengelasan dengan solution treatment waktu tahan 30 menit terlihat bahwa daerah transisi antara logam induk dengan daerah fusi terdapat struktur δ-ferit skeletal, hal ini menunjukkan bahwa waktu untuk bertransformasi menjadi fasa austenit belum cukup jika dibandingkan dengan waktu tahan 60 dan 90 menit. Pada waktu tahan 60 menit terlihat bahwa fasa austenit mendominasi dengan residu δ-ferit yang terdistribusi merata, sedangkan pada waktu tahan 90 menit dominasi fasa austenit semakin besar dengan sisa δ-ferit yang
semakin sedikit dan difusi endapan kromium karbida telah berlangsung
Analisa Uji Kekerasan
Pengujian kekerasan pada penelitian ini menggunakan alat uji kekerasan vickers, dimana sebelum dilakukan pengujian, preparasi permukaan sampel dilakukan. Pada penelitian ini ada tiga perbandingan kekerasan yang akan dibahas yakni, perbandingan kekerasan sebelum dan sesudah dilakukan solution treatment, perbandingan nilai kekerasan pada variasi temperatur dan perbandingan nilai kekerasan pada variasi waktu tahan.
Dari ketiga bagian daerah fusi, HAZ dan logam induk pada gambar 11 di atas menunjukkan bahwa sampel hasil pengelasan sebelum solution treatment memiliki nilai kekerasan yang lebih tinggi dari pada sampel setelah solution treatment, hal ini disebabkan oleh dominannya struktur austenit pada sampel setelah solution treatment.
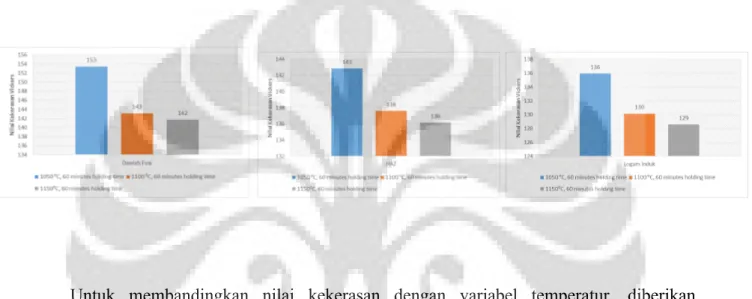
Gambar 12. Perbandingan nilai kekerasan dengan variasi temperatur solution treatment.
Untuk membandingkan nilai kekerasan dengan variabel temperatur, diberikan perbandingan dengan waktu tahan konstan. Di sini diambil contoh grafik perbandingan nilai kekerasan pada waktu tahan 60 menit. Dari grafik terlihat bahwa pada daerah fusi, nilai kekerasan pada temperatur 1050 ⁰C lebih tinggi yakni 153 HV, nilai kekerasan ini menurun seiring dengan meningginya temperatur (1100 ⁰C = 143 HV dan 1150 ⁰C = 132 HV). Untuk daerah HAZ, kecenderungannya sama dengan daerah fusi yakni temperatur 1050 ⁰C memiliki nilai kekerasan paling tinggi yakni 164,11 HV dan menurun pada temperatur 1100 ⁰C ( 138
HV) dan 1150 ⁰C ( 137HV). Hal ini terjadi karena transformasi fasa pada temperatur lebih
tinggi berlangsung lebih cepat, sehingga fasa yang terbentuk pada struktur sampel mempengaruhi sifat kekerasannya.
Gambar 13. Perbandingan nilai kekerasan dengan variasi waktu tahan.
Dari hasil pengamatan perbandingan nilai kekerasan yang diperoleh, dengan membandingkan nilai kekerasan pada variabel temperatur yang sama yakni di sini dipilih pada temperatur 1100 ⁰C. Pada daerah fusi nilai kekerasan waktu tahan 30 menit lebih tinggi daripada nilai kekerasan pada sampel dengan waktu tahan 60 dan 90 menit. Hal ini dikarenakan bahwa transformasi pada daerah fusi dengan waktu 30 menit belum sepenuhnya berlangsung secara sempurna, sehingga sisa fasa δ-ferit yang terbentuk setelah pengelasan masih banyak terdapat pada struktur ini. Juga kestabilan fasa pada daerah fusi masih tinggi sehingga belum bertransisi ketika dilakukan solution treatment. Pada HAZ dan logam induk kecenderungannya masih hampir sama, namun pada HAZ terdapat nilai kekerasan yang sedikit melenceng dari yang seharusnya, hal ini karena identasi pada HAZ diberikan pada bagian fasa yang cukup lunak, namun secara umum kecenderungannya masih sama yakni semakin lama waktu tahan semakin rendah nilai kekerasan suatu material.
Kesimpulan
Dari penelitian pengaruh temperatur dan waktu tahan solution treatment terhadap mikrostrukrur dan kekerasan ini, dapat disimpulkan bahwa Pengaruh temperatur solution treatment terhadap mikrostruktur logam hasil lasan menunjukkan bahwa temperatur yang
paling tinggi (1150 ⁰C) menghasilkan struktur mikro yang lebih homogen (austenit)
dibandingkan temperatur 1100 ⁰C dan 1050 ⁰C. Serta nilai kekerasan pada semakin tingginya temperatur menunjukkan kecenderungan yang menurun; Pengaruh waktu tahan solution treatment terhadap mikrostruktur baja tahan karat AISI 316 menunjukkan bahwa semakin lama waktu tahan struktur material lebih homogen. Sedangkan nilai kekerasannya juga semakin menurun seiring dengan meningkatnya waktu tahan; Makin tinggi temperatur solution treatment makin menurun nilai kekerasannya dan begitu pula waktu tahan, semakin
lama waktu tahan semakin rendah nilai kekerasannya; Untuk mendapatkan struktur material baja tahan karat AISI 316 yang lebih homogen sebaiknya dilakukan solution treatment
dengan temperatur 1150 ⁰C dan dengan waktu tahan yang cukup lama ( 90 menit ); Untuk
mendapatkan nilai kekerasan yang cukup tinggi dengan struktur mikro yang cukup homogen perlu dipertimbangkan temperatur solution treatmen yang seimbang, sehingga didapatkan struktur mikro dan nilai kekerasan yang moderat.
Referensi
[1] Kemenko Perekonomian. 2011. Masterplan Percepatan dan Perluasan Pembangunan Ekonomi Indonesia 2011 – 2025. Kementerian Koordinator Bidang Perekonomian.
[2] http://mediaindonesia.com/webtorial/tanahair/?bar_id=MzMwNjAw diakses tanggal 22 Maret 2013 pukul 15.45 WIB
[3] ASM Handbook, Edisi ke 9 Vol 1. 1992. Properties and Selection : Irons Ste`xels and High Performance Alloys. ASM Internasional
[4] http://material-sciences.blogspot.com/2011/05/korosi-batas-butir.html?m=1 diakses
tanggal 24 Maret 2013 pukul 23.40 WIB
[5] Lippold, John C & Kotecki, Damian J. 2005. Welding Metallurgy and Weldability of Stainless Steel. Wiley-Intersciences.
[6] Anis, Muhammad. 2012. Slide Kuliah ke-3 Teknologi Pengelasan Logam. DTMM
[7] Widiyono, Eddy. 1993. Pengaruh Media Pendingin dari Perlakuan Panas pada Hasil Pengelasan Baja Tahan Karat Austenitik AISI 304. Program Pasca Sarjana Bidang Sains dan Matematika Universitas Indonesia.
[5] Anis, Muhammad. Diktat Kuliah Teknologi Pengelasan Logam. Departemen Teknik Metalurgi dan Material Universitas Indonesia
[9] Kou, Sindou. 2003. Welding Metallurgy 2nd Edition. New Jersey. John Wiley & Sons. [10] Subodh Kumar, A.S. Shahi. 2011. Effect of Heat Input on The Microstructure and Mechanical Properties of Gas Tungsten Arc Welded AISI 304 Stainless Steel Joints. Punjab. Science Direct.
[11] Kujanpaa, V.P, et al. 1987. Characterization of Heat – Affected Zone Cracking in Austenitic Stainless Steel Welds. American Welding Society.
[12] Lippold, J.C, et al. 1980. Solidification of Austenitic Stainless Steel Weldments : Part 2 – The Effect of Alloy Composition on Ferite Morphology. American Welding Society
[13] ASM Handbook, Edisi ke 9 Vol 9. 2004. Metallography and Microstructure. ASM Internasional
[14] ASM Handbook, Edisi ke 9 Vol 4. 1992. Heat Treating. ASM Internasional [15] http://www.askzn.co.za/tech/tech_grades.htm diakses 7 Juni 2013 pukul 13.00
[16] Mirakhorli, F et al. 2012. Development of Weld Metal Microstructures in Pulsed Laser Welding of Duplex Stainless Steel.Journal of Materials Engineering and Performance.
![Gambar 1. rentang komposisi berbagai paduan pada baja tahan karat austenitik [5]](https://thumb-ap.123doks.com/thumbv2/123dok/4103362.3053392/5.892.150.731.331.583/gambar-rentang-komposisi-berbagai-paduan-tahan-karat-austenitik.webp)